
Measurement and Characterization of Rotational Errors of Aerostatic Bearings in Subnanometer Accuracy



Abstract
:1. Introduction
2. Error Separation and Eccentricity Removal
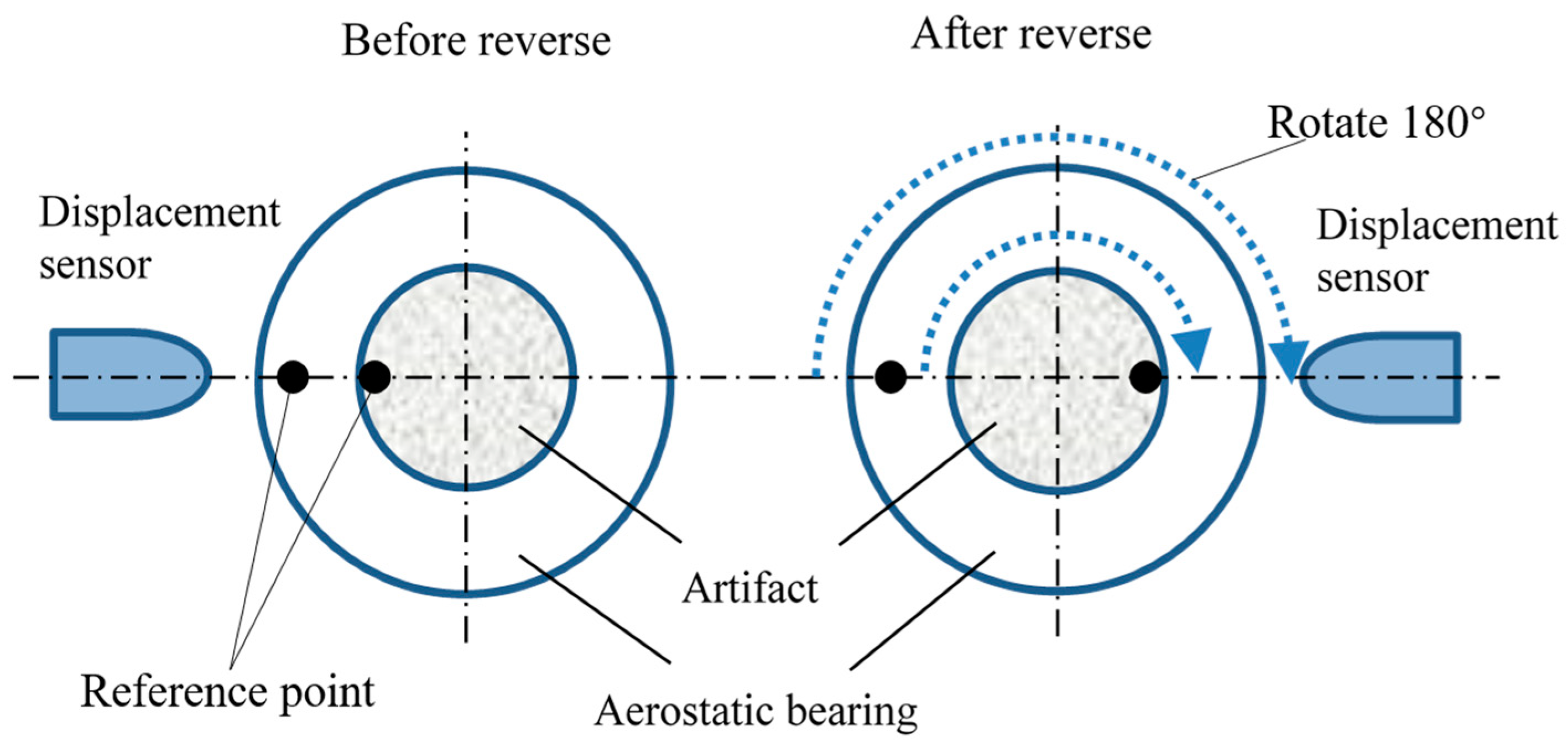
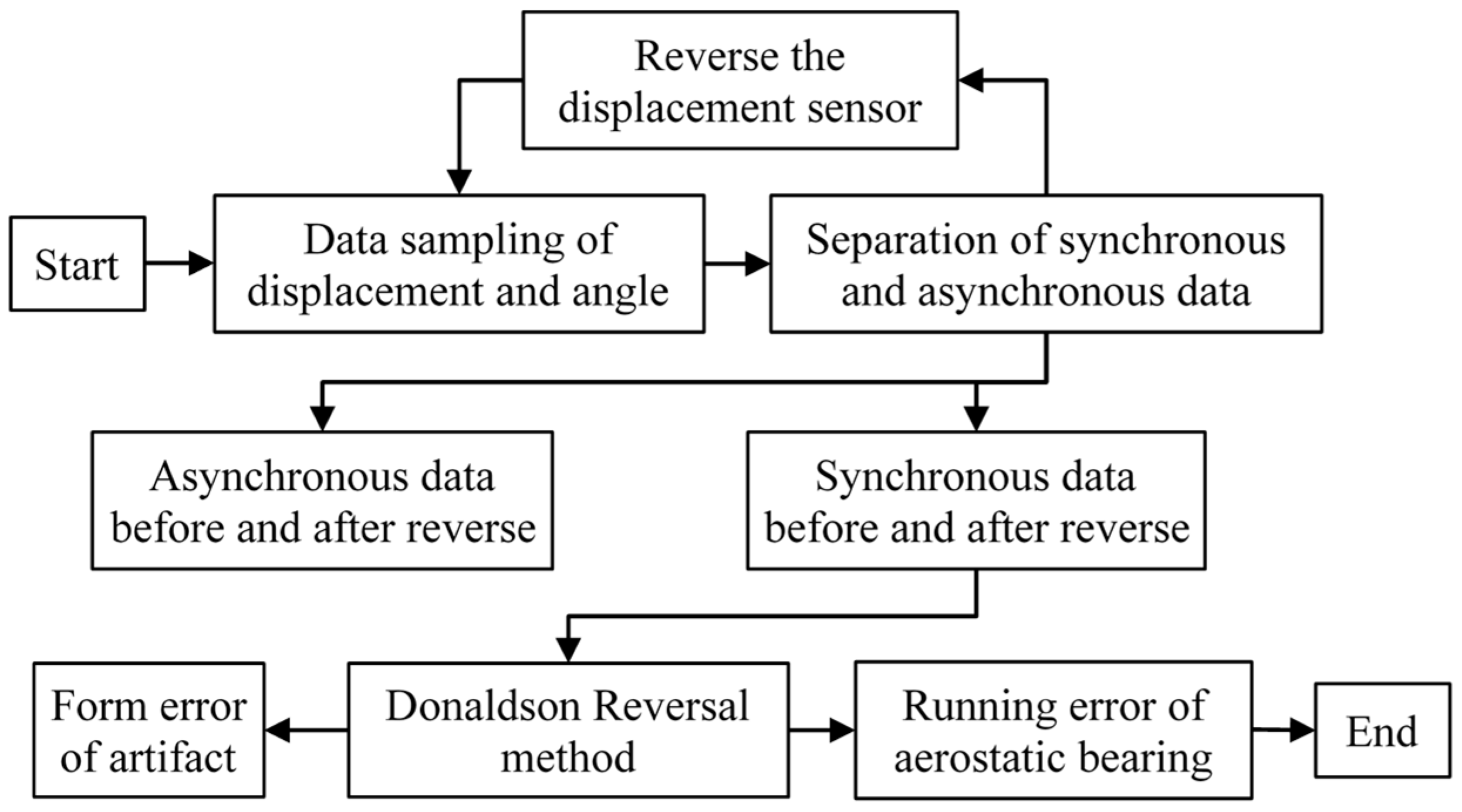
2.1. Error Separation Method
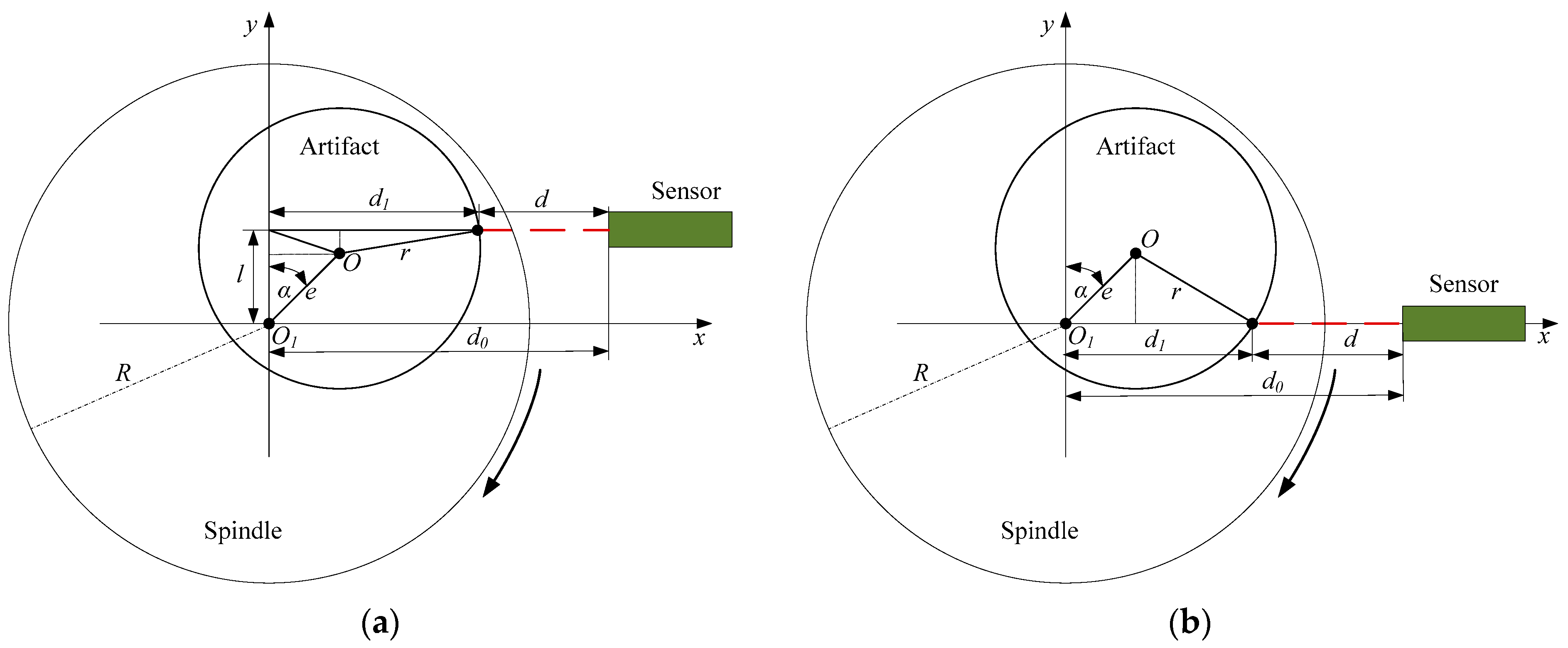
2.2. Removal of the Eccentricity of the Artifact
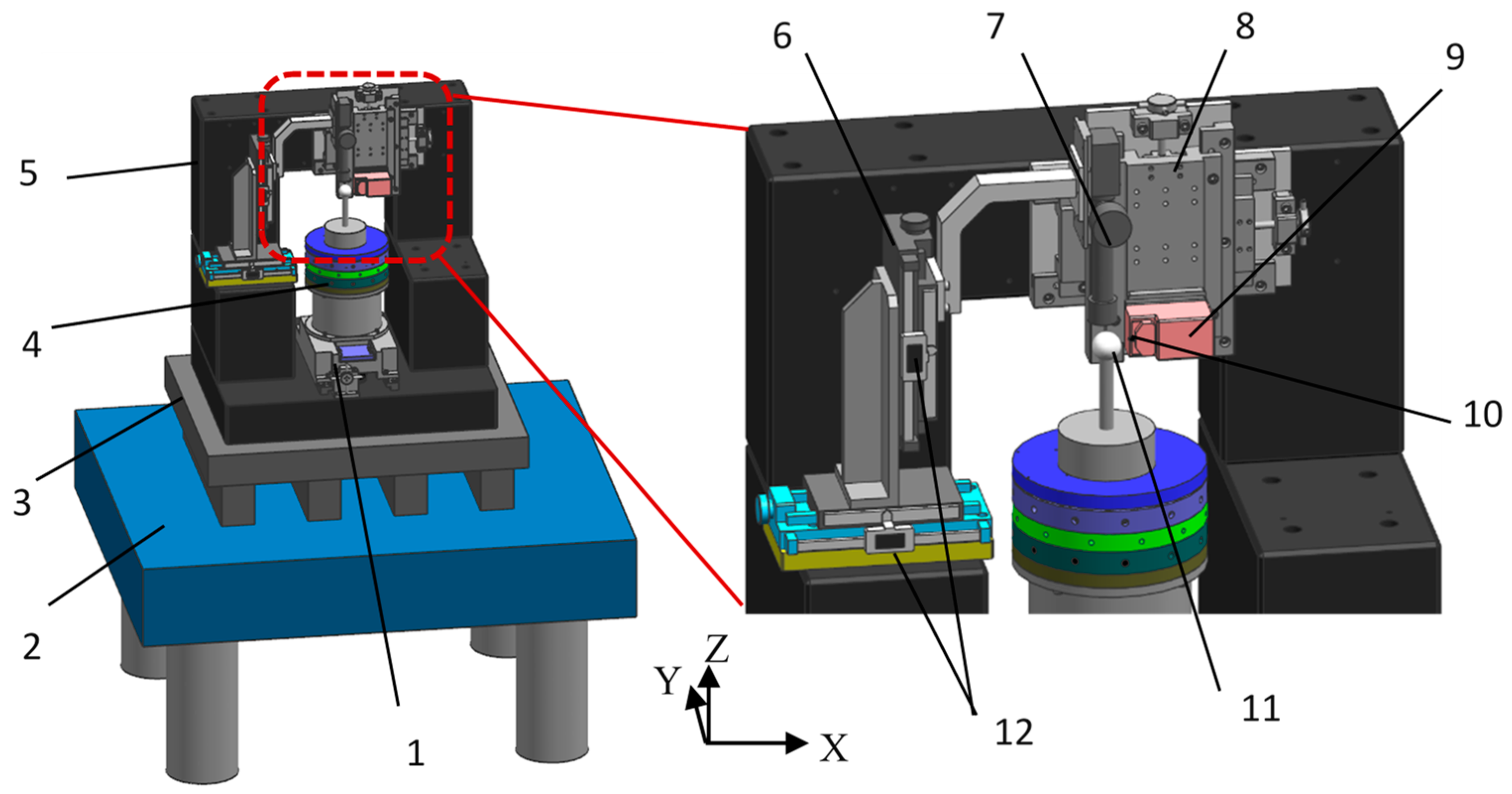
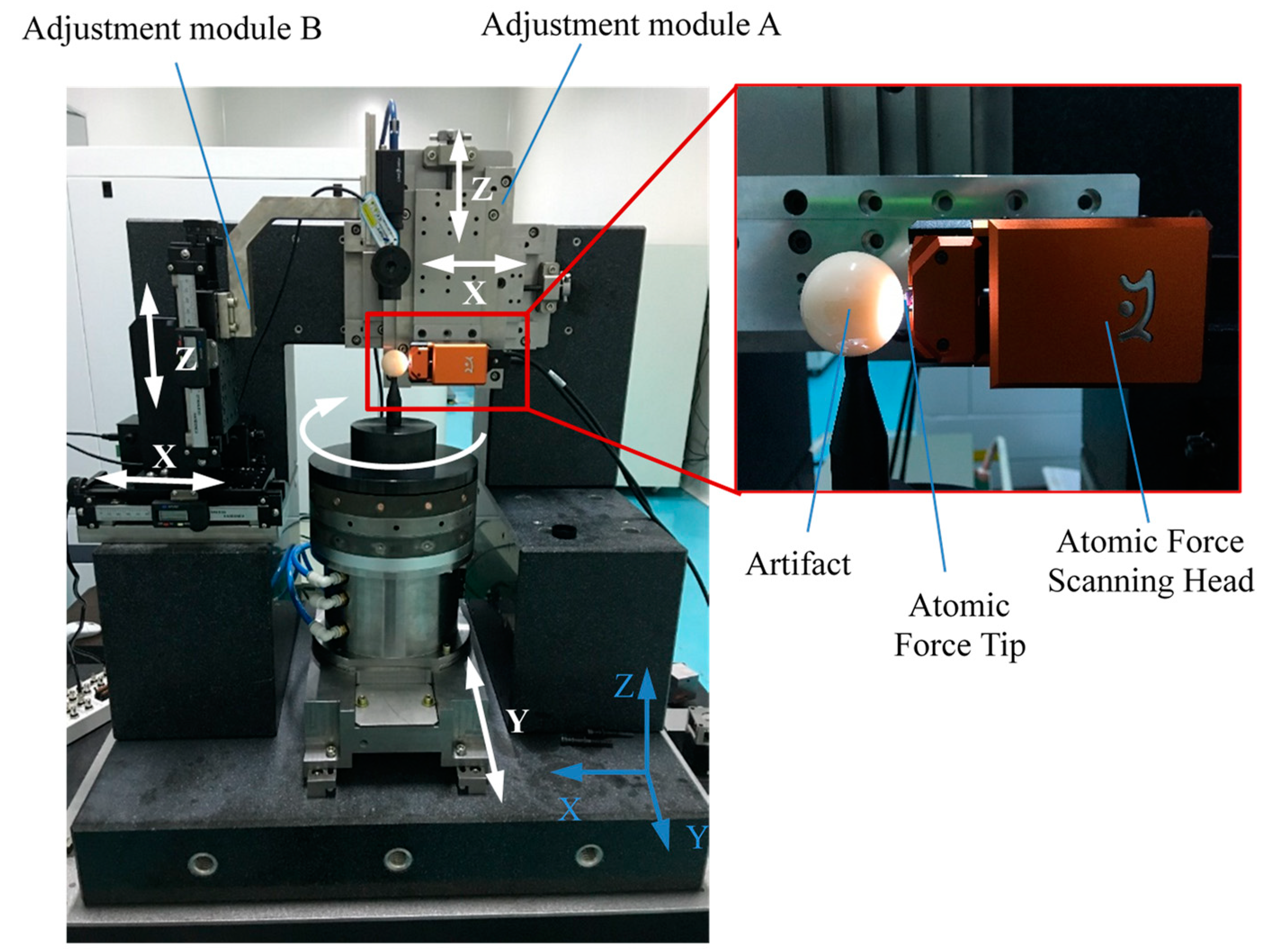
3. Design and Development of the Measurement System
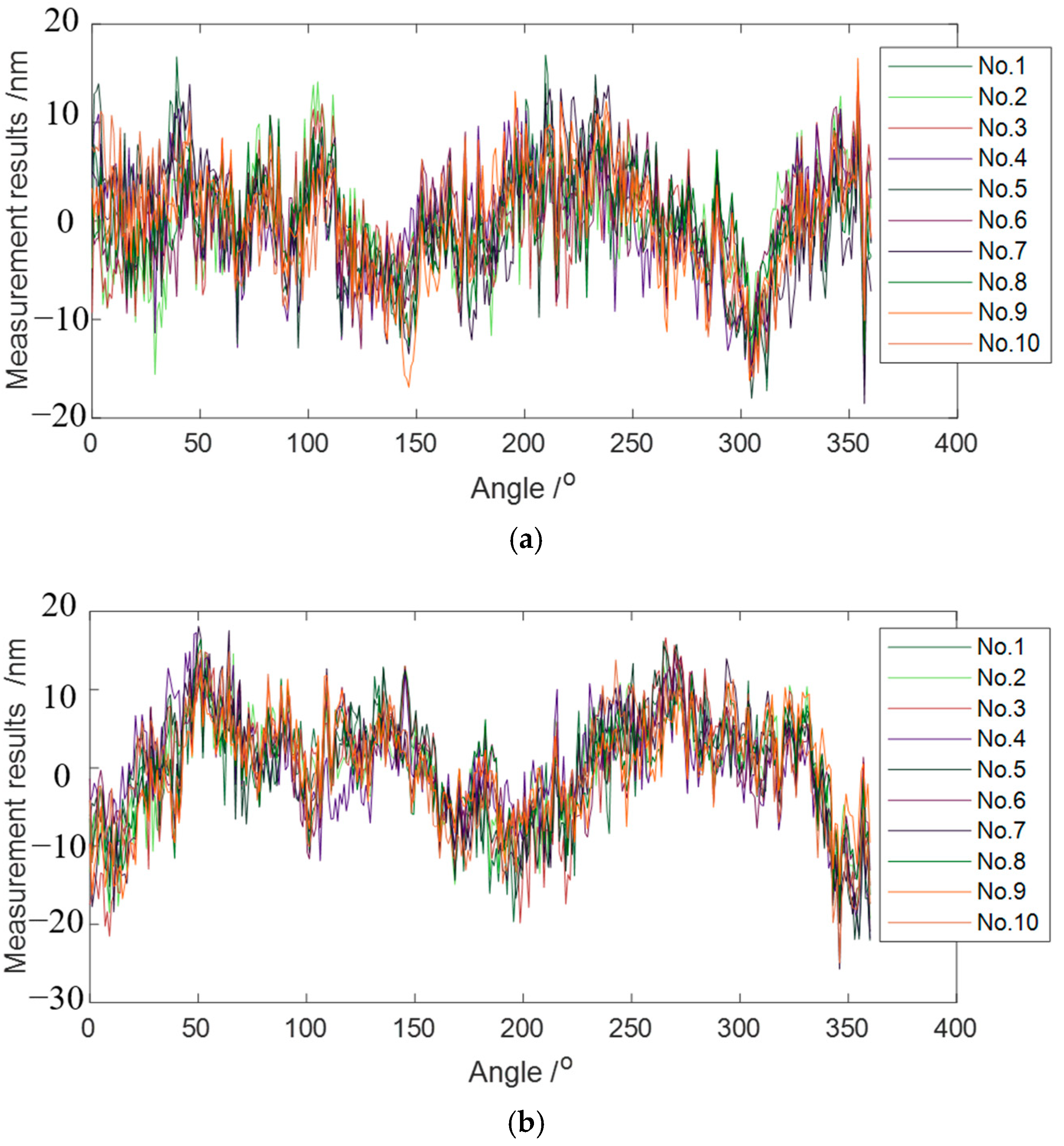
4. Experimental Studies
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huang, P.; Lee, W.; Chan, C. Investigation of the effects of spindle unbalance induced error motion on machining accuracy in ultra-precision diamond turning. Int. J. Mach. Tools Manuf. 2015, 94, 48–56. [Google Scholar] [CrossRef]
- Zhang, S.; To, S.; Wang, H. A theoretical and experimental investigation into five-DOF dynamic characteristics of an aerostatic bearing spindle in ultra-precision diamond turning. Int. J. Mach. Tools Manuf. 2013, 71, 1–10. [Google Scholar] [CrossRef]
- An, C.; Zhang, Y.; Xu, Q.; Zhang, F.; Zhang, J.; Zhang, L.; Wang, J.H. Modeling of dynamic characteristic of the aerostatic bearing spindle in an ultra-precision fly cutting machine. Int. J. Mach. Tools Manuf. 2010, 50, 374–385. [Google Scholar] [CrossRef]
- Cappa, S.; Reynaerts, D.; Al-Bender, F. Reducing the radial error motion of an aerostatic journal bearing to a nanometre level: Theoretical modeling. Tribol. Lett. 2014, 53, 27–41. [Google Scholar] [CrossRef]
- Cao, L.X. The measuring accuracy of the multistep method in the error separation technique. J. Phys. E Sci. Instrum. 1989, 22, 903. [Google Scholar]
- Zhang, G.; Zhang, Y.; Yang, S.; Li, Z. A multipoint method for spindle error motion measurement. CIRP Ann.-Manuf. Technol. 1997, 46, 441–445. [Google Scholar] [CrossRef]
- Evans, C.J.; Hocken, R.J.; Estler, W.T. Self-calibration: Reversal, redundancy, error separation, and ‘absolute testing’. CIRP Ann.-Manuf. Technol. 1996, 45, 617–634. [Google Scholar] [CrossRef]
- Tu, J.F.; Bossmanns, B.; Hung, S.C. Modeling and error analysis for assessing spindle radial error motions. Precis. Eng. 1997, 21, 90–101. [Google Scholar] [CrossRef]
- Gao, W.; Kiyono, S.; Satoh, E.; Sata, T. Precision measurement of multi-degree-of-freedom spindle errors using two-dimensional slope sensors. CIRP Ann.-Manuf. Technol. 2002, 51, 447–450. [Google Scholar] [CrossRef]
- Okuyama, E.; Nosaka, N.; Aoki, J. Radial motion measurement of a high-revolution spindle motor. Measurement 2007, 40, 64–74. [Google Scholar] [CrossRef]
- Haitjema, H. Revisiting the multi-step method: Enhanced error separation and reduced amount of measurements. CIRP Ann.-Manuf. Technol. 2015, 64, 491–494. [Google Scholar] [CrossRef]
- Grejda, R.; Marsh, E.; Vallance, R. Techniques for calibrating spindles with nanometre error motion. Precis. Eng. 2005, 29, 113–123. [Google Scholar] [CrossRef]
- Marsh, E.R.; Arneson, D.A.; Martin, D.L. A comparison of reversal and multiprobe error separation. Precis. Eng. 2010, 34, 85–91. [Google Scholar] [CrossRef]
- Cappa, S.; Reynaerts, D.; Al-Bender, F. A sub-nanometre spindle error motion separation technique. Precis. Eng. 2014, 38, 458–471. [Google Scholar] [CrossRef]
- Tagne, S.-C.T.; Vissiere, A.; Damak, M.; Mehdi-Souzani, C.; Anwer, N.; Alzahrani, B.A.M.; Bouazizi, M.L.; Nouira, H. An advanced Fourier-based separation method for spindle error motion identification. Precis. Eng. 2022, 74, 334–346. [Google Scholar] [CrossRef]
- Wang, M.B.; Zhao, S. Research on Error Separation Method of Center of Gravity Measurement System for Large-Sized Solid of Revolution. Meas. Sci. Technol. 2023, 34, 095019. [Google Scholar] [CrossRef]
- He, N.; Zhao, W.Q.; Qiu, L.R. Measurement method of spindle motion error based on composite laser target. Int. J. Mach. Tools Manuf. 2022, 174, 103860. [Google Scholar]
- Pannackal, V.J.; Fletcher, S.; Longstaff, A.P.; Mian, N. High-speed spindle dynamic error separation technique. In Proceedings of the Laser Metrology and Machine Performance XV, 15th International Conference and Exhibition on Laser Metrology, Coordinate Measuring Machine and Machine Tool Performance, Edinburgh, UK, 14–15 March 2023; EUSPEN: Bedfordshire, UK, 2023. [Google Scholar]
- Marsh, E.; Couey, J.; Vallance, R. Nanometre-level comparison of three spindle error motion separation techniques. J. Manuf. Sci. Eng. 2006, 128, 180–187. [Google Scholar] [CrossRef]
- Ye, Y.; Zhang, C.; He, C.; Wang, X.; Huang, J.; Deng, J. A Review on Applications of Capacitive Displacement Sensing for Capacitive Proximity Sensor. IEEE Access 2020, 8, 45325–45342. [Google Scholar] [CrossRef]
- Nouira, H.; Vissiere, A.; Damak, M.; Davidc, J.-M. Investigation of the influence of the main error sources on the capacitive displacement measurements with cylindrical artefacts. Precis. Eng. 2013, 37, 721–737. [Google Scholar] [CrossRef]
- Yue, X.; Lei, D.; Cui, H.; Zhang, X.; Xu, M.; Kong, L. An integrated method for measurement of diamond tools based on AFM. Precis. Eng. 2017, 50, 132–141. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Performance Information | Measurement Data |
|---|---|---|
| Linearity of X | 0.5% | 0.31% |
| Linearity of Y | 0.5% | 0.26% |
| Noise of X | 0.4 nm | 0.3 nm |
| Noise of Y | 0.4 nm | 0.3 nm |
| Orthogonality of X and Y | 1° | 0.48° |
| Items | Parameters |
|---|---|
| Scanning range (X, Y) | 90 × 90 μm2 |
| Scanning range (Z) | 6 μm |
| Scanning frequency | 1–2 Hz |
| Scan mode | Contact |
| Tip material | Silicon |
| Tip radius | 5 nm |
| Measurement resolution | 0.06 nm |
| No. | Synch. Error/nm | Asynch. Error/nm | Running Error/nm | Artifact Error/nm |
|---|---|---|---|---|
| 1 | 48.3 | 4.4 | 39.1 | 32.1 |
| 2 | 48.2 | 3.8 | 39.3 | 31.8 |
| 3 | 48.2 | 4.6 | 39.2 | 32.0 |
| 4 | 48.2 | 4.1 | 39.3 | 31.9 |
| 5 | 48.2 | 4.0 | 39.2 | 32.0 |
| 6 | 48.3 | 3.9 | 39.2 | 32.1 |
| 7 | 48.2 | 3.6 | 39.3 | 32.2 |
| 8 | 48.2 | 4.4 | 39.4 | 32.0 |
| 9 | 48.1 | 3.9 | 39.3 | 31.9 |
| 10 | 48.2 | 4.0 | 39.3 | 32.1 |
| Mean | 48.2 | 4.07 | 39.26 | 32.01 |
| Standard deviation | 0.06 | 0.31 | 0.08 | 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, P.; Kong, L.; An, H.; Gao, M.; Cui, H.; Lei, D. Measurement and Characterization of Rotational Errors of Aerostatic Bearings in Subnanometer Accuracy. Micromachines 2023, 14, 1952. https://doi.org/10.3390/mi14101952
Wang P, Kong L, An H, Gao M, Cui H, Lei D. Measurement and Characterization of Rotational Errors of Aerostatic Bearings in Subnanometer Accuracy. Micromachines. 2023; 14(10):1952. https://doi.org/10.3390/mi14101952
Chicago/Turabian StyleWang, Ping, Lingbao Kong, Huijun An, Minge Gao, Hailong Cui, and Dajiang Lei. 2023. "Measurement and Characterization of Rotational Errors of Aerostatic Bearings in Subnanometer Accuracy" Micromachines 14, no. 10: 1952. https://doi.org/10.3390/mi14101952
APA StyleWang, P., Kong, L., An, H., Gao, M., Cui, H., & Lei, D. (2023). Measurement and Characterization of Rotational Errors of Aerostatic Bearings in Subnanometer Accuracy. Micromachines, 14(10), 1952. https://doi.org/10.3390/mi14101952