
Processing and Properties of Single-Crystal Copper Wire


Abstract
:1. Introduction
2. Original Materials and Experimental Details
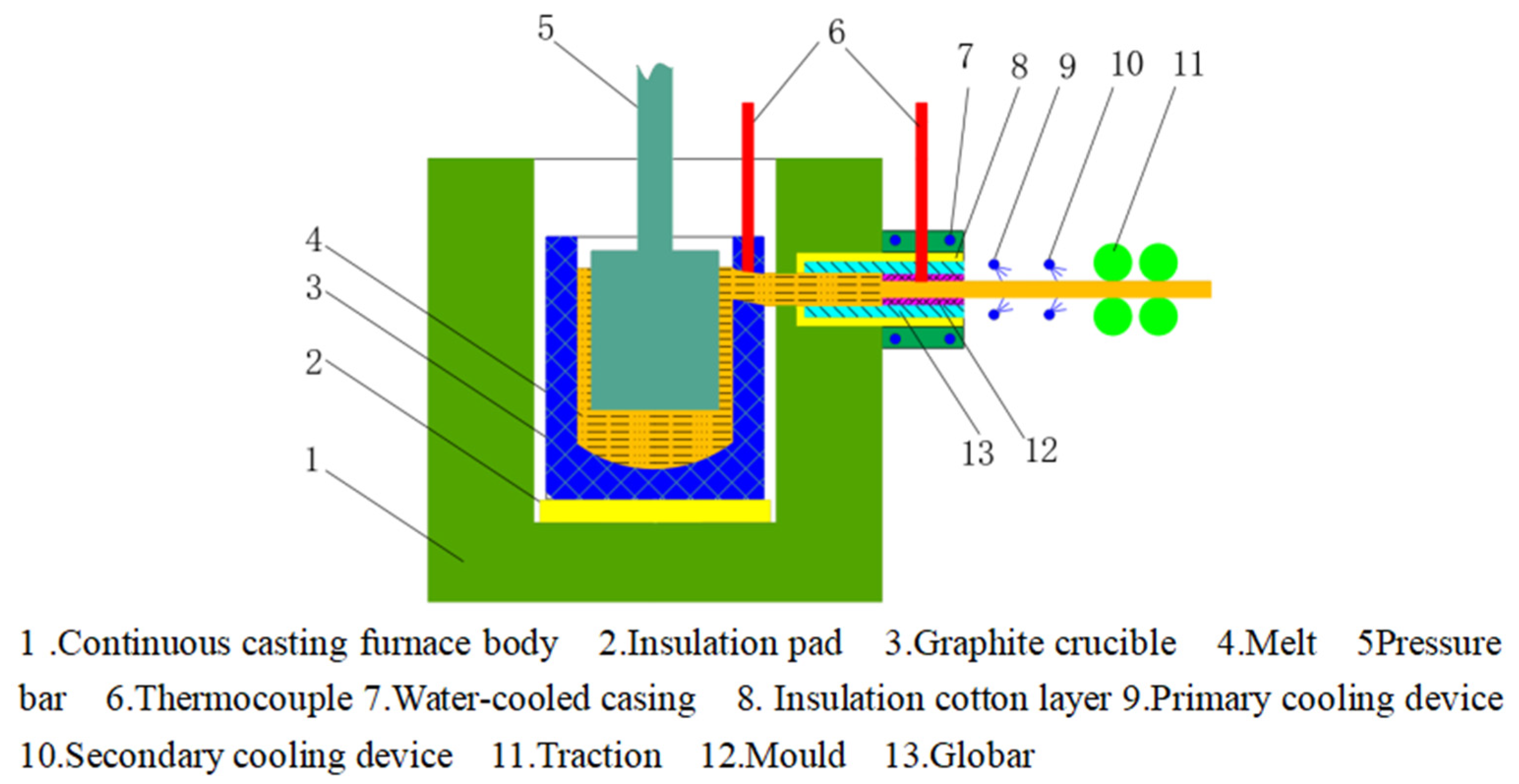
2.1. Original Materials and Equipment
2.2. Test Scheme
3. Test Results and Analysis
3.1. Effect of Different Deformation on the Microstructure of Single-Crystal Copper Wire
3.2. Effect of Deformation on Mechanical and Electrical Properties of Single-Crystal Copper Wire
3.3. Influence of Different Drawing Rates on the Performance of Single-Crystal Copper Wire
3.4. Microstructure of Single-Crystal Copper Wires under Different Heat Treatment Temperatures
3.5. Properties of Single-Crystal Copper Wires at Different Heat Treatment Temperatures
3.6. Mechanical Properties and Electrical Conductivity of Single-Crystal Copper Wires at Different Heat Treatment Rates
4. Conclusions
- (1)
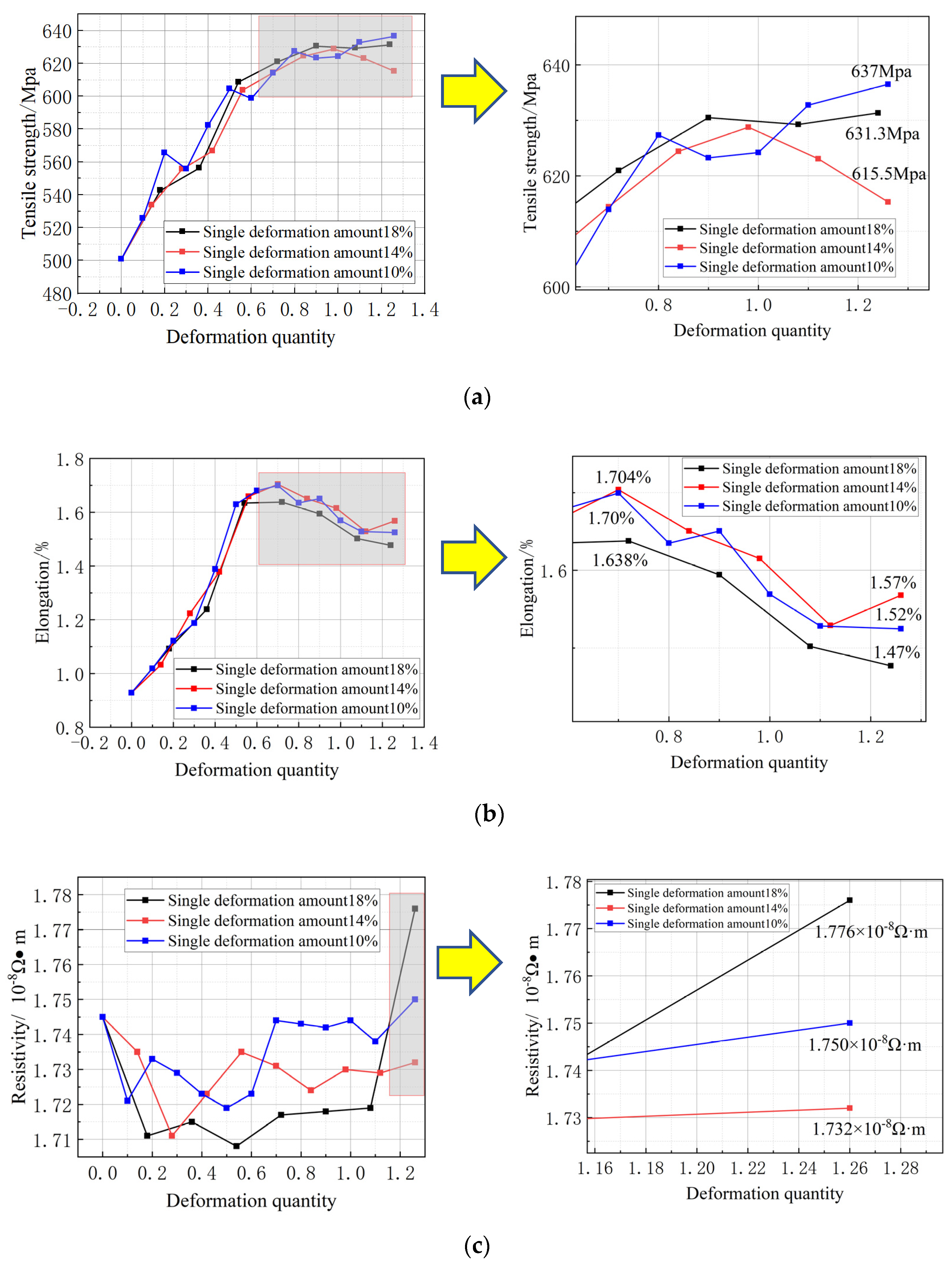
- After single-pass deformations of 18, 14, and 10%, the Φ0.25 mm copper wire rod changed to a Φ0.135 mm copper wire rod, and the tensile strength increased from 500.83 to 631.3, 615.5, and 637 MPa, respectively. The single-crystal copper wire in different schemes showed a trend of rising first and then stabilizing. The elongation of the final wire was 1.47, 1.57, and 1.52%, respectively. The resistivity of the wire changed from 1.745 × 10−8 to 1.776 × 10−8, 1.732 × 10−8, and 1.750 × 10−8 Ω·m, respectively. The overall performance of the wire was the best under deformation of a single pass of 14%.
- (2)
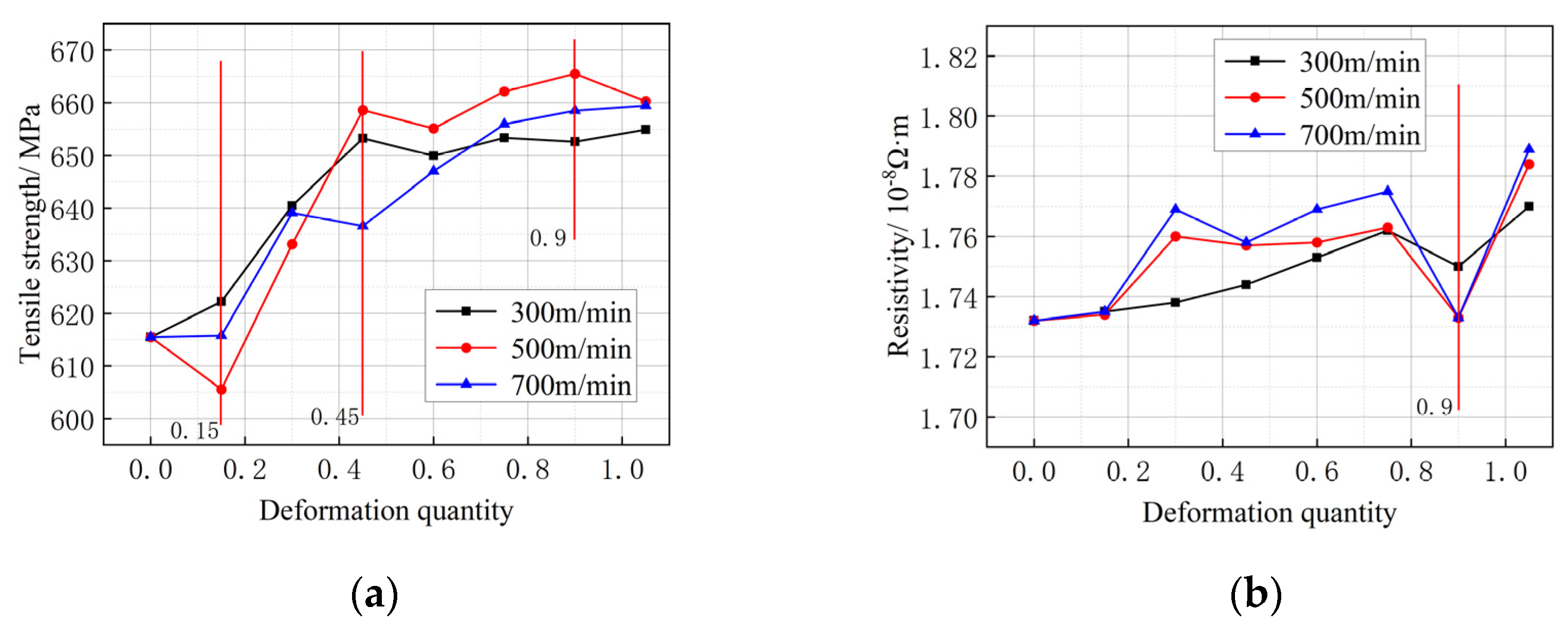
- The experiment involved drawing a Φ0.135 mm copper wire at rates of 300, 500, and 700 m/min, after which its tensile strength and resistivity were measured. The results indicate that both the tensile strength and resistivity increased as the wire was drawn further. Specifically, the initial tensile strength of the single-crystal copper wire was 615.5 MPa. After drawing the wire at a speed of 300 m/min, the tensile strength increased to 654.9 MPa. Subsequently, at drawing speeds of 500 and 700 m/min, the tensile strength further improved to 660.26 and 659.4 MPa, respectively. Similarly, the resistivity of the wire increased from 1.732 × 10−8 Ω·m to 1.770 × 10−8, 1.784 × 10−8, and 1.789 × 10−8 Ω·m.
- (3)
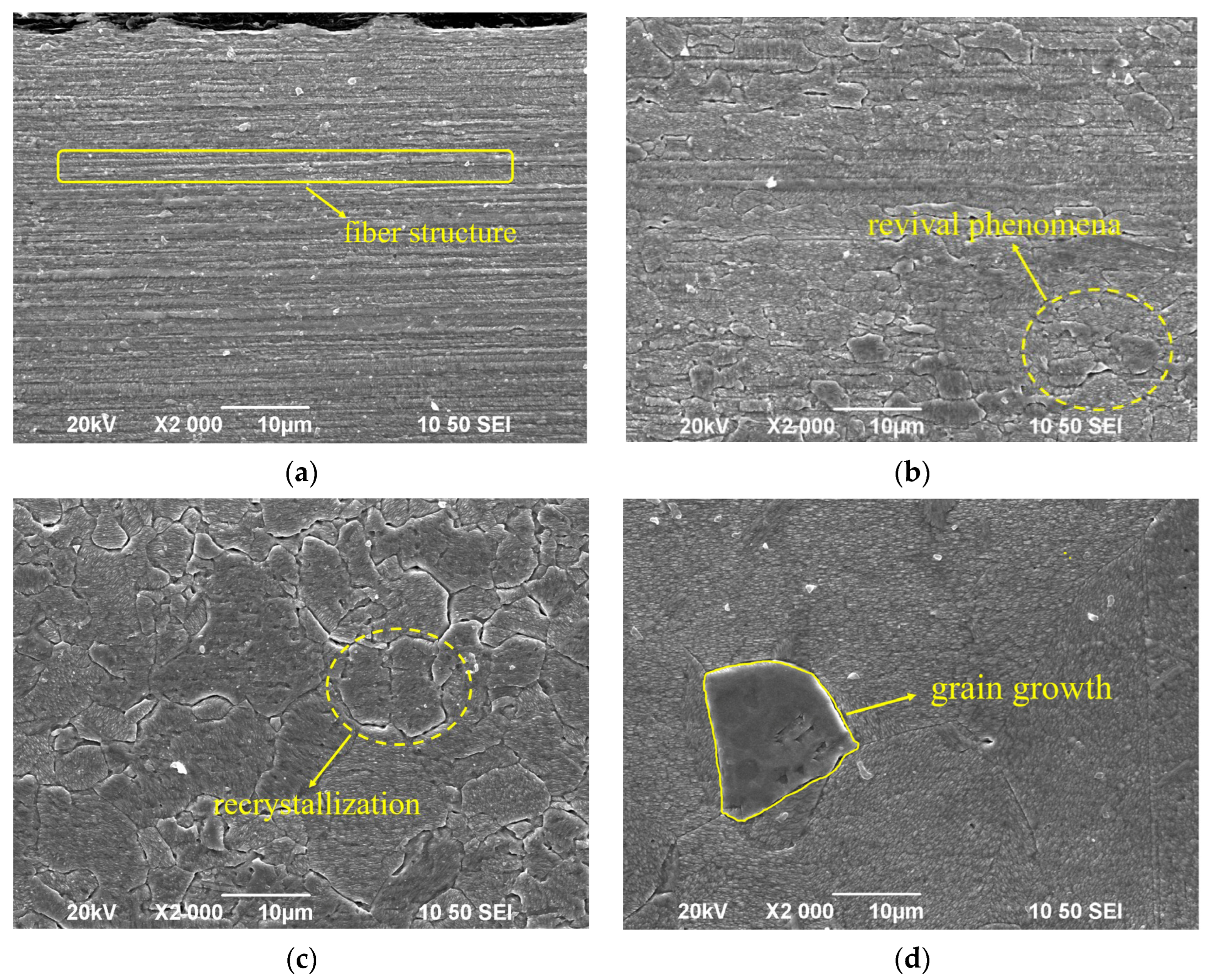
- The Φ0.08 mm copper wire was annealed at a high temperature under an annealing rate of 100 m/min. After annealing at 300 °C, the resistivity of the wire decreased to 1.642 × 10−8 Ω·m. Simultaneously, the tensile strength reduced to 242.1 MPa, and the elongation increased to 19.5%. As the annealing temperature continued to increase, the tensile strength, elongation, and resistivity exhibited downward trends beyond 400 °C, and the decrease in elongation became more obvious. When the microstructure was annealed at 350 °C, the copper wire began to recrystallize. When the heat treatment temperature increased to 550 °C, the large grains swallowed up the small grains and grain growth occurred. The optimized annealing temperature of the Φ0.08 mm single-crystal copper wire was determined to be 350–400 °C.
- (4)
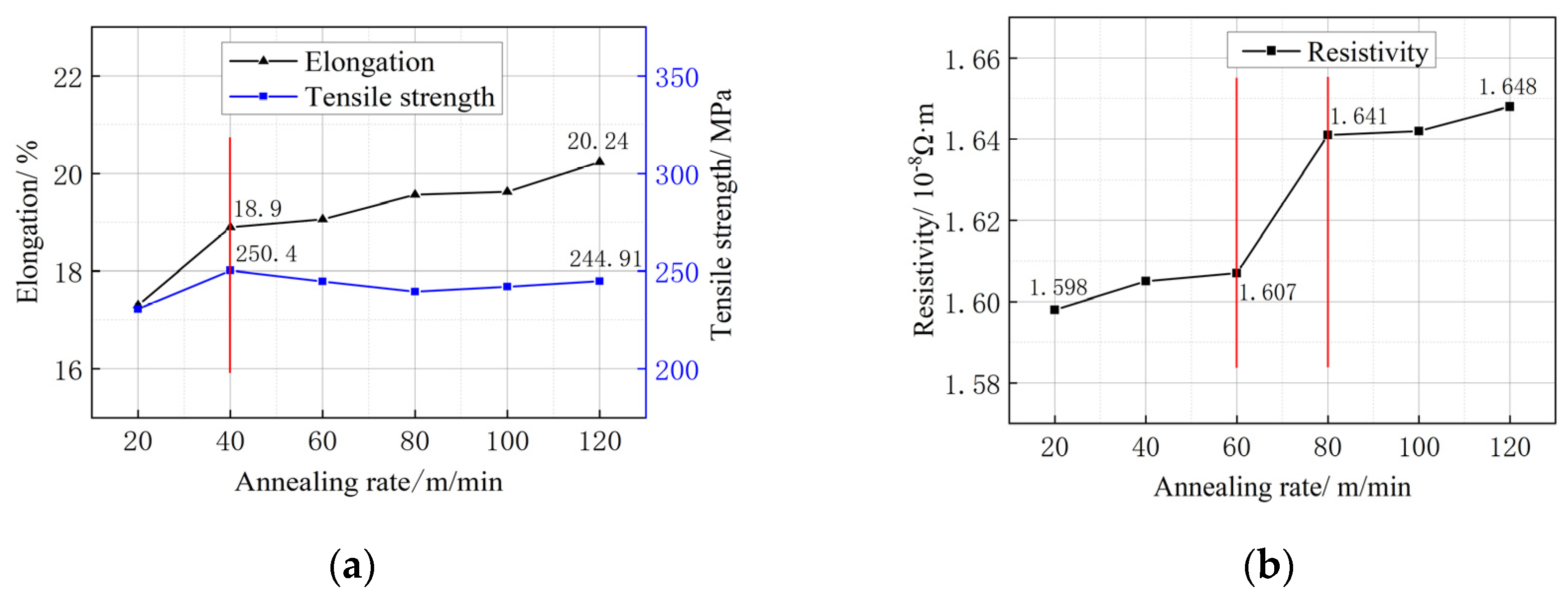
- Following heat treatment of a Φ0.08 mm copper wire rod at different annealing rates, changes in tensile strength and elongation were observed. Tensile strength and elongation values were 230.5 MPa and 16.3%, respectively, at an annealing rate of 20 m/min. Meanwhile, at annealing rates ranging from 40–100 m/min, the material showed consistently high tensile strength and elongation with minor variations. At an annealing rate of 120 m/min, using single-crystal copper wire, the tensile strength was measured at 244.91 MPa, while elongation was recorded at 20.24%. However, the resistivity of this material increased from 1.598 × 10−8 Ω·m to 1.648 × 10−8 Ω·m. Overall, the single-crystal copper wire annealed within the range of 40–60 m/min exhibited excellent performance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, L. Design and Simulation of Ultrasonic Lead Bonding Tool for Microelectronic Packaging; College of Mechanical and Electrical Engineering, Qingdao University: Qingdao, China, 2021. [Google Scholar]
- Long, Y.; Arndt, M.; Dencker, F.; Wurz, M.; Twiefel, J.; Wallaschek, J. Impact of surface texture on ultrasonic wire bonding process. J. Mater. Res. Technol. 2022, 20, 1828–1838. [Google Scholar] [CrossRef]
- Chiu, J.-E.; Wang, C.-S.; Lu, S.-W. Multi-response optimization of IC wire bonding for large probe marks by the RSM and desirability function approach. Int. J. Adv. Manuf. Technol. 2022, 123, 2719–2731. [Google Scholar] [CrossRef]
- Ahn, B. Emerging Interconnection Technology and Pb-Free Solder Materials for Advanced Microelectronic Packaging. Metals 2021, 11, 1941. [Google Scholar] [CrossRef]
- Alam, L.; Kehtarnavaz, N. A Survey of Detection Methods for Die Attachment and Wire Bonding Defects in Integrated Circuit Manufacturing. IEEE Access 2022, 10, 83826–83840. [Google Scholar] [CrossRef]
- Mi, X.; Lou, H.; Xie, H.; Mo, Y.; Zhang, W.; Xiang, C. Development Strategy for Advanced Copper-Based Materials in China. Chin. J. Eng. Sci. 2023, 25, 96. [Google Scholar] [CrossRef]
- Alim, A.; Abdullah, M.; Aziz, M.A.; Kamarudin, R. Die attachment, wire bonding, and encapsulation process in LED packaging: A review. Sens. Actuators A Phys. 2021, 329, 112817. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, X.; Fang, F. Microstructure and properties of cold-drawn Cu and Cu-Fe alloy wires. IOP Conf. Series Mater. Sci. Eng. 2022, 1249, 012057. [Google Scholar] [CrossRef]
- Jiang, Y.-B.; Li, Y.-S.; Lei, Y.; Xie, J.-X. Cross-sectional structure, microstructure and mechanical property evolutions of brass cladding pure copper stranded wire composite during drawing. Trans. Nonferr. Met. Soc. China 2020, 30, 1857–1872. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, Y.; Cao, J.; Su, C.; Li, C.; Chang, A.; An, B. Research Progress on Bonding Wire for Microelectronic Packaging. Micromachines 2023, 14, 432. [Google Scholar] [CrossRef]
- Feng, J.; Song, K.; He, J.; Cheng, C.; Zhang, C.; Zhou, Y.; Cao, J.; Huang, T.; Zhang, X. Study on Microstructure and Properties of Cu-1Ag Alloy Microwire in Multi-pass Drawing. Foundry Technol. 2020, 41, 1020–1023. [Google Scholar]
- Zhu, X.; Xiao, Z.; An, J.; Jiang, H.; Jiang, Y.; Li, Z. Microstructure and properties of Cu-Ag alloy prepared by continuously directional solidification. J. Alloys Compd. 2021, 883, 160769. [Google Scholar] [CrossRef]
- Gokhfel’d, N.V.; Buinova, L.N.; Pushin, A.V.; Pushin, V.G. High Strength Nanocrystalline Ordered Cu3Pd Alloy Produced by Severe Cold-Drawing and Annealing. Russ. Phys. J. 2020, 62, 2288–2295. [Google Scholar] [CrossRef]
- He, X.; Fu, H.; Xie, J. Microstructure and properties evolution of in-situ fiber-reinforced Ag−Cu−Ni−Ce alloy during deformation and heat treatment. Int. J. Miner. Met. Mater. 2022, 29, 2000–2011. [Google Scholar] [CrossRef]
- Cheng, C.; Song, K.; Mi, X.; Wu, B.; Xiao, Z.; Xie, H.; Zhou, Y.; Guo, X.; Liu, H.; Chen, D.; et al. Microstructural evolution and properties of Cu–20 wt% Ag alloy wire by multi-pass continuous drawing. Nanotechnol. Rev. 2020, 9, 1359–1367. [Google Scholar] [CrossRef]
- Cao, J.; Wu, W.; Zhang, C.; Hua, H.; Xu, X. Effects of heat treatment temperature on properties and microstructure of Ag-4Pd alloy bonding wire. Trans. Mater. Heat Treat. 2018, 39, 44–48. [Google Scholar] [CrossRef]
- Chen, J.; Yan, W.; Ding, R.G.; Fan, X.H. Dislocation boundaries in drawn single crystal copper wires produced by Ohno continuous casting. J. Mater. Sci. 2009, 44, 1909–1917. [Google Scholar] [CrossRef]
- Chen, J.; Yan, W.; Liu, C.; Ding, R.; Fan, X. Dependence of texture evolution on initial orientation in drawn single crystal copper. Mater. Charact. 2011, 62, 237–242. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Y.; Liu, Y.; Li, S.; Song, K.; Feng, C.; Wu, B.; Zhang, P.; Wu, H.; Gu, J.; et al. Microstructure evolution of high-strength and ultra-high-conductivity microfilament wire prepared by continuous deformation of single-crystal copper. J. Mater. Sci. 2022, 57, 20895–20908. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme Number | Initial Wire Diameter (mm) | Single-Pass Surface Volume Reduction (%) | Number of Molds | Drawing Speed (m/min) | Final Wire Diameter (mm) |
|---|---|---|---|---|---|
| Scheme 1 | 0.25 | 18 | 7 | 500 | 0.135 |
| Scheme 2 | 14 | 9 | |||
| Scheme 3 | 10 | 12 |
| Scheme Number | Initial Wire Diameter (mm) | Single-Pass Surface Volume Reduction (%) | Drawing Speed (m/min) | Final Wire Diameter (mm) |
|---|---|---|---|---|
| Scheme 1 | 0.135 | 300 | 0.08 | |
| Scheme 2 | 15 | 500 | ||
| Scheme 3 | 700 |
| Equipment Type | Initial Wire Diameter (mm) | Annealing Temperature (°C) | Annealing Rate (m/min) |
|---|---|---|---|
| SD-40 | 0.08 | 250–550 | 500 |
| SD-40 | 0.08 | 300 | 20–120 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, J.; Wu, X.; Su, C.; Jia, H.; Sun, Y. Processing and Properties of Single-Crystal Copper Wire. Micromachines 2023, 14, 2080. https://doi.org/10.3390/mi14112080
Cao J, Wu X, Su C, Jia H, Sun Y. Processing and Properties of Single-Crystal Copper Wire. Micromachines. 2023; 14(11):2080. https://doi.org/10.3390/mi14112080
Chicago/Turabian StyleCao, Jun, Xuefeng Wu, Chenghao Su, Hewei Jia, and Yongzhen Sun. 2023. "Processing and Properties of Single-Crystal Copper Wire" Micromachines 14, no. 11: 2080. https://doi.org/10.3390/mi14112080
APA StyleCao, J., Wu, X., Su, C., Jia, H., & Sun, Y. (2023). Processing and Properties of Single-Crystal Copper Wire. Micromachines, 14(11), 2080. https://doi.org/10.3390/mi14112080