
CMP Pad Conditioning Using the High-Pressure Micro-Jet Method

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
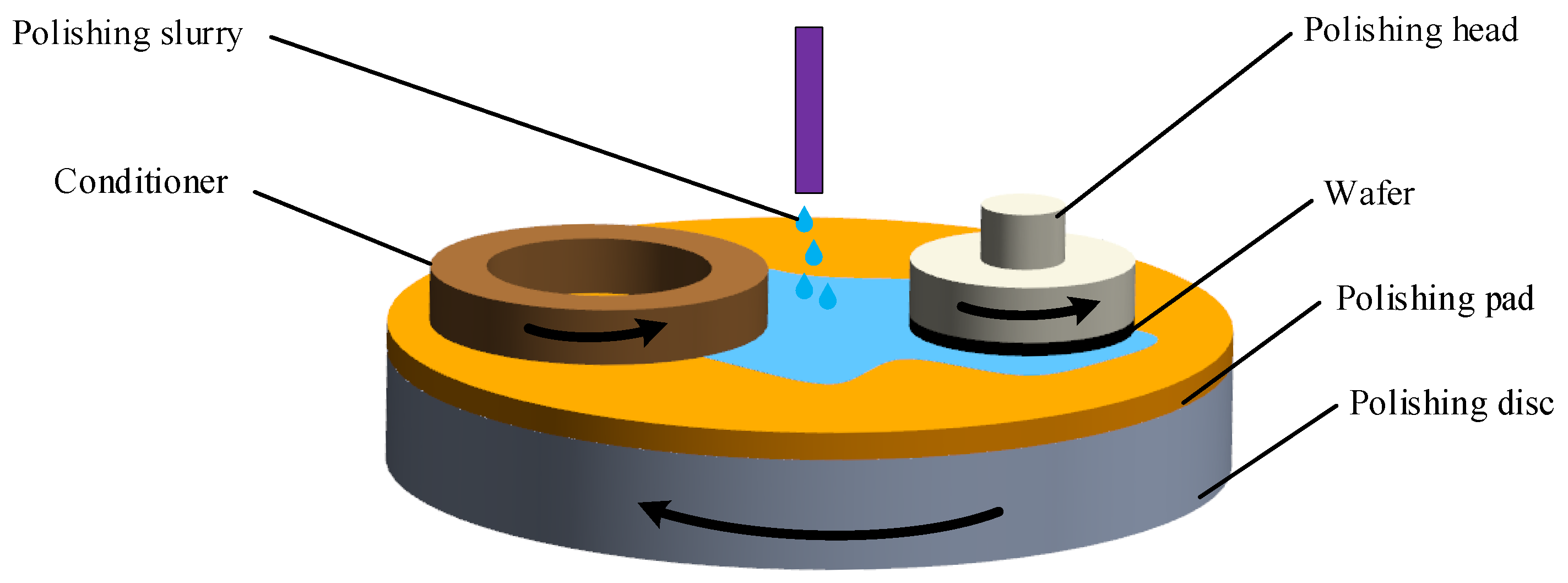
2.2. CMP Experiment
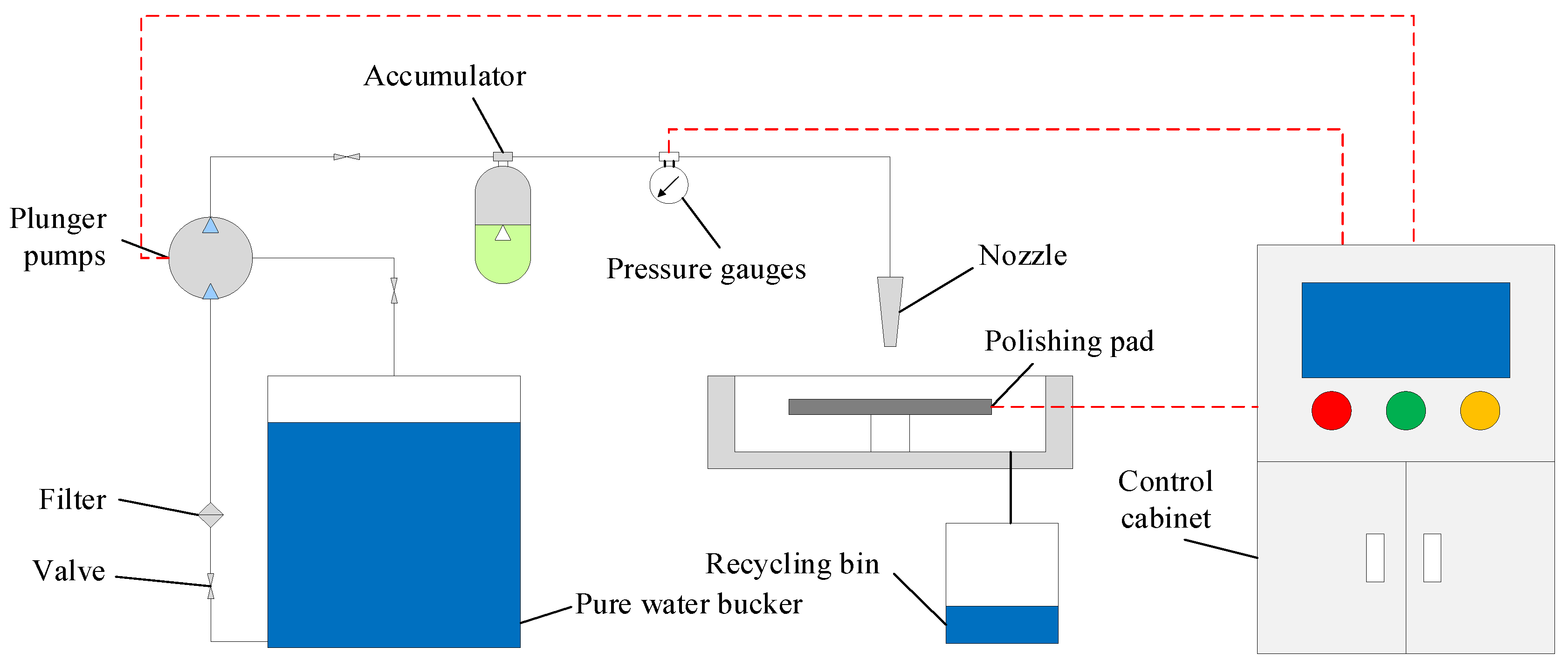
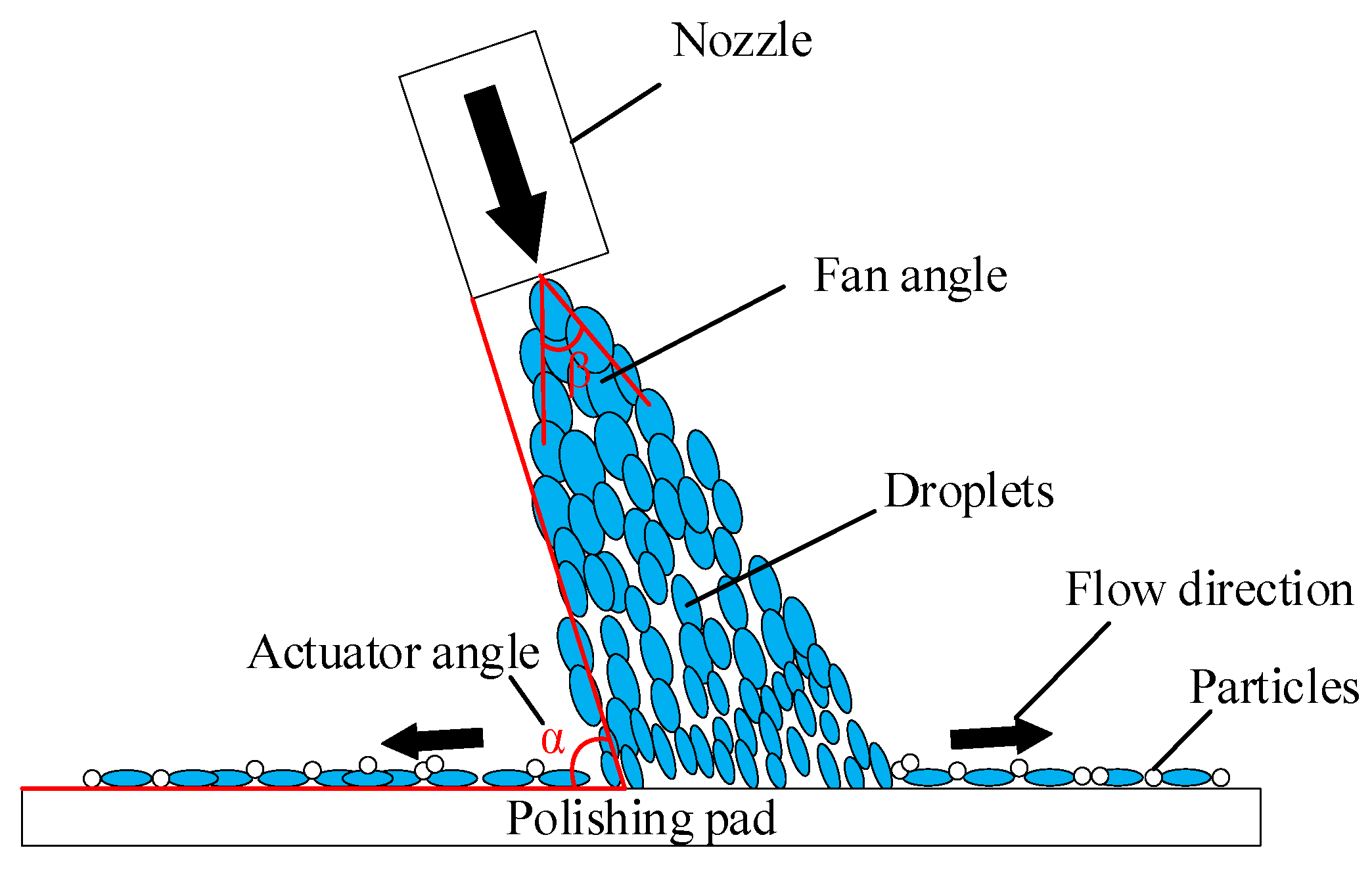
2.3. HPMJ Conditioning Experiment
3. Results and Discussion
3.1. Experimental Results
3.2. Analysis of Results
4. Conclusions
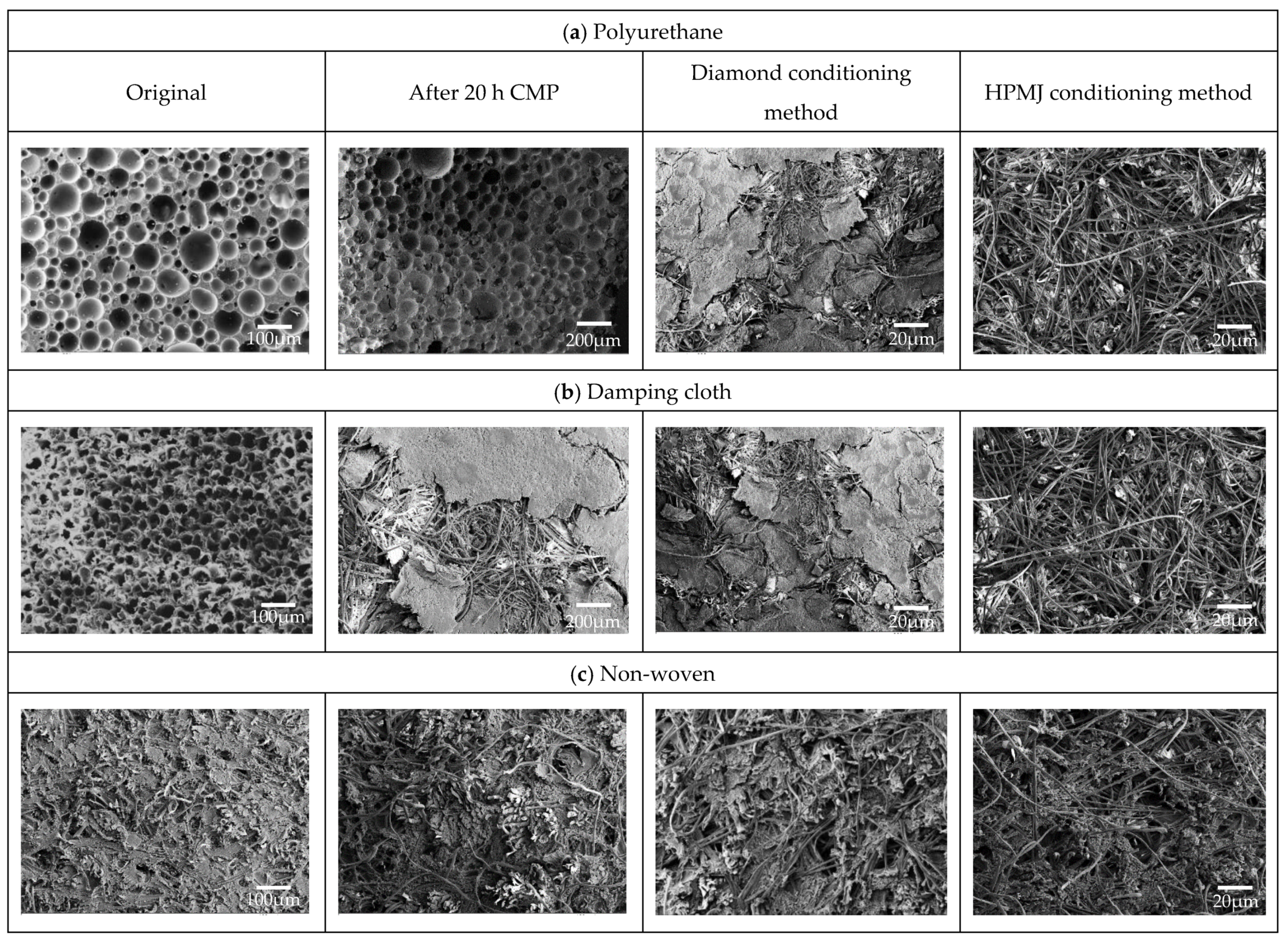
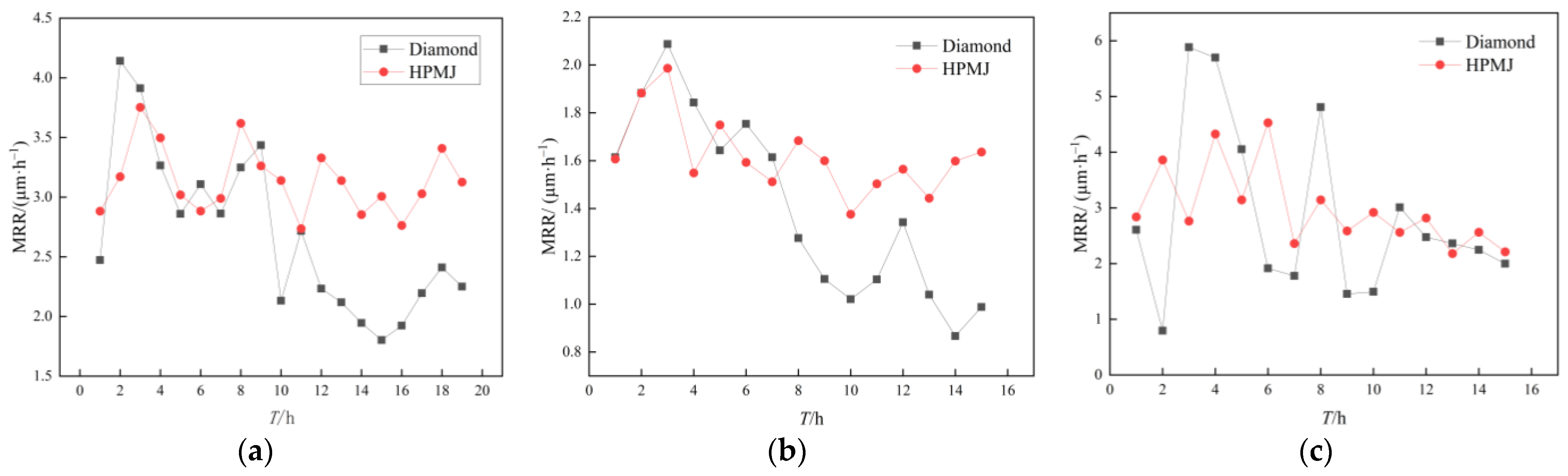
- When using polyurethane polishing pad in the experiments, the MRR of wafers in the control group demonstrated an overall decreasing trend with increasing time. The removal rate of 2.13 μm/h was only 51.4% of the maximum value at 10 h of polishing time. HPMJ conditioning was performed every 3 h in the experimental group and the MRR of the wafer was always stable at 2.73–3.75 μm/h.
- The removal rate trend of using the damping cloth polishing pad is similar to that of polyurethane, the MRR of wafers in the control group tended to decrease with increasing time. The removal rate of 1.02 μm/h was only 48.8% of the maximum value at 10 h of polishing time. HPMJ conditioning was performed every 3 h in the experimental group and the MRR of the wafer remained stable in the interval of 1.38–1.99 μm/h.
- The experimental results obtained by using non-woven polishing pads are quite different from those obtained by the other two polishing pads, the MRR of wafers in the control group fluctuated significantly, between a maximum removal rate of 5.88 μm/h and a minimum removal rate of only 1.46 μm/h with no regularity. When the experimental group underwent HPMJ conditioning every 2 h, the MRR fluctuation of the wafer was relatively reduced to remain within the fluctuation interval of 2.36–4.52 μm/h for the first 7 h and 2.17–3.14 μm/h for the last 8 h, demonstrating an overall decreasing trend. This result provides a reference for further studies on high-pressure micro-jet and diamond conditioning for polishing pads.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, S.P.; Lu, J.B.; Yan, Q.S.; Song, T.; Pan, J.S. Solid Catalysts Based on Fenton Reaction for SiC Wafer in Chemical Mechanical Polishing. J. Mech. Eng. 2017, 53, 167–173. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, B.; Shi, Y.; Zhou, J.; Wang, R.; Zeng, N. Improved chemical mechanical polishing performance in 4H-SiC substrate by combining novel mixed abrasive slurry and photocatalytic effect. Appl. Surf. Sci. 2022, 575, 151676. [Google Scholar] [CrossRef]
- Zhang, R.J.; Zhang, Z.Y.; Li, Y.B.; Xu, G.H.; Cui, X.X.; Liu, J. Green chemical mechanical polishing of 304 stainless steel. Surf. Technol. 2022, 51, 325–335. [Google Scholar]
- Xu, L.; Wang, L.; Chen, H.Y.; Hang, W.; Lyu, B.H.; Yuan, J.L. Research Progress in Ultra-precision Polishing of Tungsten and Its Alloys. Surf. Technol. 2022, 51, 24–36. [Google Scholar]
- Wang, G.J. Influence Mechanism of Milling-Electrochemical Polishing on Surface Forming of NiTi Shape Memory Alloy. Ph.D. Thesis, Shandong University, Jinan, China, 2021. [Google Scholar]
- Tiley, J.; Shiveley, K.; Viswanathan, G.B.; Crouse, C. Novel automatic electrochemical–mechanical polishing (ECMP) of metals for scanning electron microscopy. Micron 2010, 41, 615–621. [Google Scholar] [CrossRef]
- Li, M.; Pu, M.H.; Song, M.Y. Effects of Pulse Parameters on Electrochemical Polishing Quality of the Surface of NiW Substrate. Surf. Technol. 2015, 44, 115–119. [Google Scholar]
- Chang, J.Z.; Zhai, W.J. CFD analysis of flow field of ultrasonic-assisted polishing. J. Harbin Inst. Technol. 2018, 50, 23–29. [Google Scholar]
- Yang, X.; Yang, X.; Gu, H.; Kawai, K.; Arima, K.; Yamamura, K. Efficient and slurry less ultrasonic vibration assisted electrochemical mechanical polishing for 4H–SiC wafers. Ceram. Int. 2022, 48, 7570–7583. [Google Scholar] [CrossRef]
- Song, X.M.; Zhang, Z.Y.; Liu, J.; Li, Y.B.; Zhao, S.C.; Xu, G.H. Effect and Mechanism Analysis of Green Chemical Mechanical Slurry on Surface Roughness of 5083 Aluminum Alloy. Surf. Technol. 2022, 51, 345–353. [Google Scholar]
- Pang, L.F.; Li, X.B.; Li, T.T.; Jia, J.P. Ultra Precision Chemical Mechanical Polishing Technology for SiC Wafer. Micronanoelectronic Technol. 2021, 58, 1035–1040. [Google Scholar]
- Xu, L.; Chen, H.; Lyu, B.H.; Hang, W.; Yuan, J. Study on rheological properties and polishing performance of viscoelastic material for dilatancy pad. Precis. Eng. 2022, 77, 328–339. [Google Scholar] [CrossRef]
- Chen, H.Y.; Xu, Q.; Wang, J.H.; Li, P.; Yuan, J.; Lyu, B.; Wang, J.; Tokunaga, K.; Yao, G.; Luo, L.; et al. Effect of surface quality on hydrogen/helium irradiation behavior in tungsten. Nucl. Eng. Technol. 2022, 54, 1947–1953. [Google Scholar] [CrossRef]
- Hang, W.; Wei, L.Q.; Debela, T.T.; Chen, H.; Zhou, L.; Yuan, J.; Ma, Y. Crystallographic orientation effect on the polishing behavior of LiTaO3 single crystal and its correlation with strain rate sensitivity. Ceram. Int. 2022, 48, 7766–7777. [Google Scholar] [CrossRef]
- Tsai, M.Y.; Chen, S.T.; Liao, Y.S.; Sung, J. Novel diamond conditioner conditioning characteristics of CMP polishing pad. Int. J. Mach. Tools Manuf. 2009, 49, 722–729. [Google Scholar] [CrossRef]
- Yin, X.; Liu, W.; Miao, M. Application of Combined Diamond Conditioner in CMP Process. Superhard Mater. Eng. 2019, 31, 43–48. [Google Scholar]
- Shi, D. Research on the Wafer Lapping and Chemical Mechanical Polishing for Monocrystal SiC Assisted by Ultrasonic; Jilin University: Changchun, China, 2019. [Google Scholar]
- Sobczak, R.; Prazmo, J.; Perec, A.; Sangick, L. Dust Free Surface Treatment Parameters of the Thre-Phase Jet. JMM Sci. J. 2016, 1, 872–876. [Google Scholar]
- Hu, Y.; Chen, J.D.; Dai, Q.W.; Huang, W.; Wang, X.L. Recent Advances and Status of Abrasive Jet Machining Technology. Surf. Technol. 2022, 51, 80–98. [Google Scholar]
- Lee, H.; Seike, Y.; Li, Z.; Zhuang, Y.; Takaoka, M.; Miyachi, K.; Philipossian, A. Characterization of slurry residues in pad grooves for diamond disc and high-pressure micro jet pad conditioning processes. Jpn. J. Appl. Phys. Part 2 Lett. Express Lett. 2006, 45, L1325–L1327. [Google Scholar] [CrossRef]
- Seike, Y.; Denardis, D.; Sugiyama, M.; Miyachi, K.; Doi, T.; Philipossian, A. Development and analysis of a high-pressure micro jet pad conditioning system for interlayer dielectric chemical mechanical planarization. Jpn. J. Appl. Phys. 2005, 44, 1225–1231. [Google Scholar] [CrossRef]
- Sun, Q. Study on Micro Removal Mechanism of Chemical Mechanical Polishing of SiC. Master’s Thesis, Shanghai Ocean University, Shanghai, China, 2021. [Google Scholar]
- Yan, H.; Wu, C.L.; Tang, X.F.; Duan, X.J.; Wang, Y.L. The research status and development trends of chemical mechanical polishing. Mater. Res. Appl. 2021, 15, 432–440. [Google Scholar]
- Deng, Q.F.; Wang, Y.X.; Lyu, B.H.; Li, G.; Chen, J.; Yuan, J.L. Numerical Analysis and Experimental Verification on Self-excited Pulse Characteristics Abrasive Water Jet Submersion Polishing. Surf. Technol. 2022, 51, 161–173. [Google Scholar]
- Momber, A.W.; Kovacevic, R. Principles of Abrasive Water Jet Machining; Springer: London, UK, 1998; pp. 20–22. [Google Scholar]
- Hashish, M. Pressure effects in abrasive-waterjet (AWJ) machining. J. Eng. Mater. Technol. 1989, 111, 221–228. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Types of polishing pads | Polyurethane, Damping cloth, and non-woven polishing pad |
| Abrasive concentration (wt.%) | 1 |
| H2O2 (oxidizing agent) concentration (wt.%) | 1 |
| Polishing slurry pH | 3~4 |
| Base fluid | Ultra-pure water |
| Speed of polishing disc (rpm) | 60 |
| Speed of polishing head (rpm) | 30 |
| Pressure (kPa) | 0.987 (Polyurethane), 0.493 (Damping cloth and non-woven polishing pad) |
| Time (h) | 1 |
| Parameters | Value |
|---|---|
| Water pressure (MPa) | 2 |
| Distance between nozzle and polishing pad (mm) | 10 |
| Nozzle actuator angle (°) | 70 |
| Nozzle lateral movement speed (mm/s) | 1 |
| Nozzle diameter (mm) | 1.02 |
| Time (min) | 20 |
| Nozzle fan angle (°) | 30 |
| Water jet speed(m/s) | 78.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Wang, Y.; Chen, H.; Zhao, W.; Deng, Q.; Yin, T.; To, S.; Sun, Z.; Shen, X.; Hang, W.; et al. CMP Pad Conditioning Using the High-Pressure Micro-Jet Method. Micromachines 2023, 14, 200. https://doi.org/10.3390/mi14010200
Li X, Wang Y, Chen H, Zhao W, Deng Q, Yin T, To S, Sun Z, Shen X, Hang W, et al. CMP Pad Conditioning Using the High-Pressure Micro-Jet Method. Micromachines. 2023; 14(1):200. https://doi.org/10.3390/mi14010200
Chicago/Turabian StyleLi, Xin, Yinggang Wang, Hongyu Chen, Wenhong Zhao, Qianfa Deng, Tengfei Yin, Suet To, Zhe Sun, Xi Shen, Wei Hang, and et al. 2023. "CMP Pad Conditioning Using the High-Pressure Micro-Jet Method" Micromachines 14, no. 1: 200. https://doi.org/10.3390/mi14010200
APA StyleLi, X., Wang, Y., Chen, H., Zhao, W., Deng, Q., Yin, T., To, S., Sun, Z., Shen, X., Hang, W., & Yuan, J. (2023). CMP Pad Conditioning Using the High-Pressure Micro-Jet Method. Micromachines, 14(1), 200. https://doi.org/10.3390/mi14010200