
Controlled Continuous Patterning of Spherical Stainless Steel by Multi-Axis Linkage Laser Milling


 , , ,
, , ,
Abstract
:1. Introduction
2. Methodology
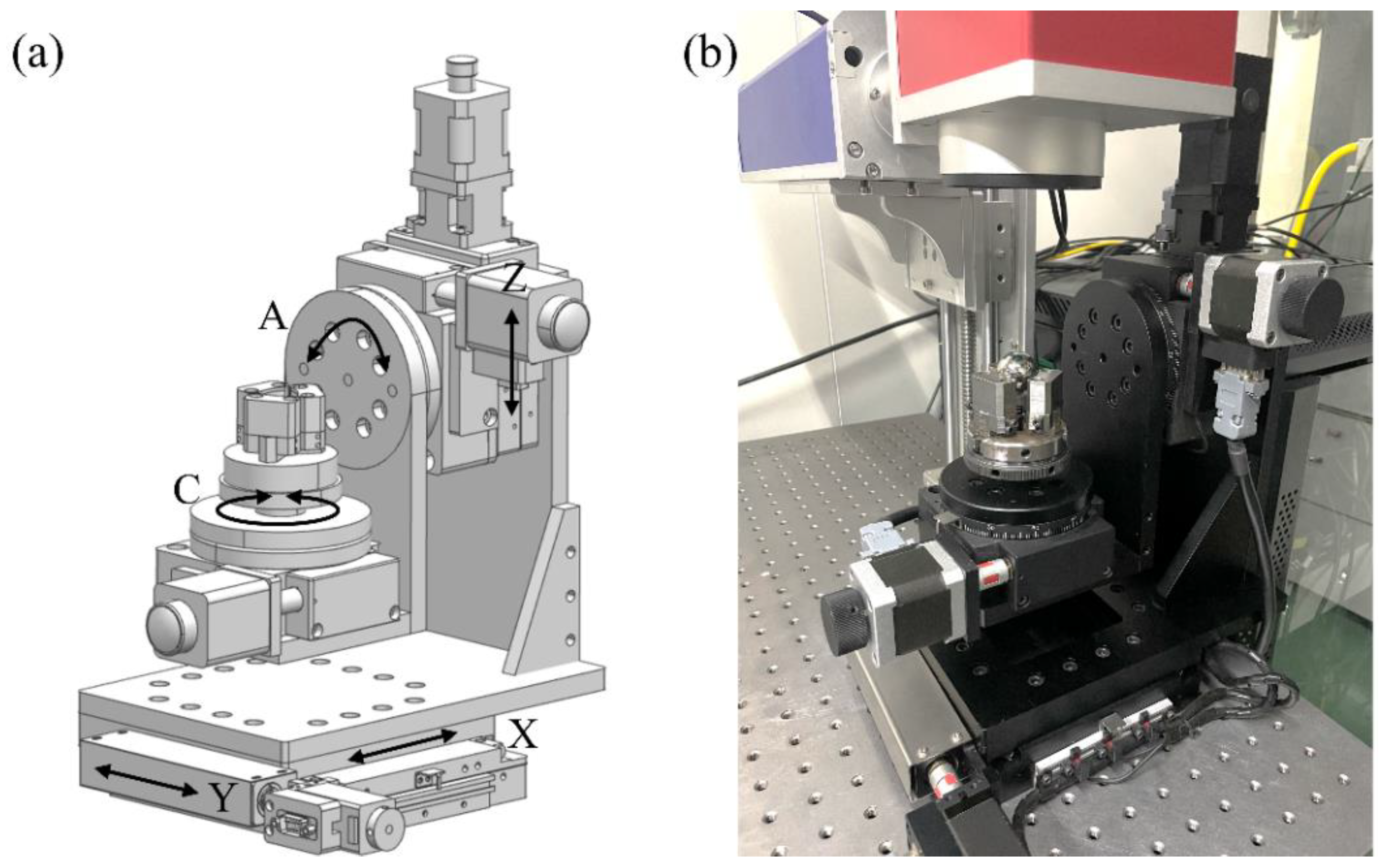
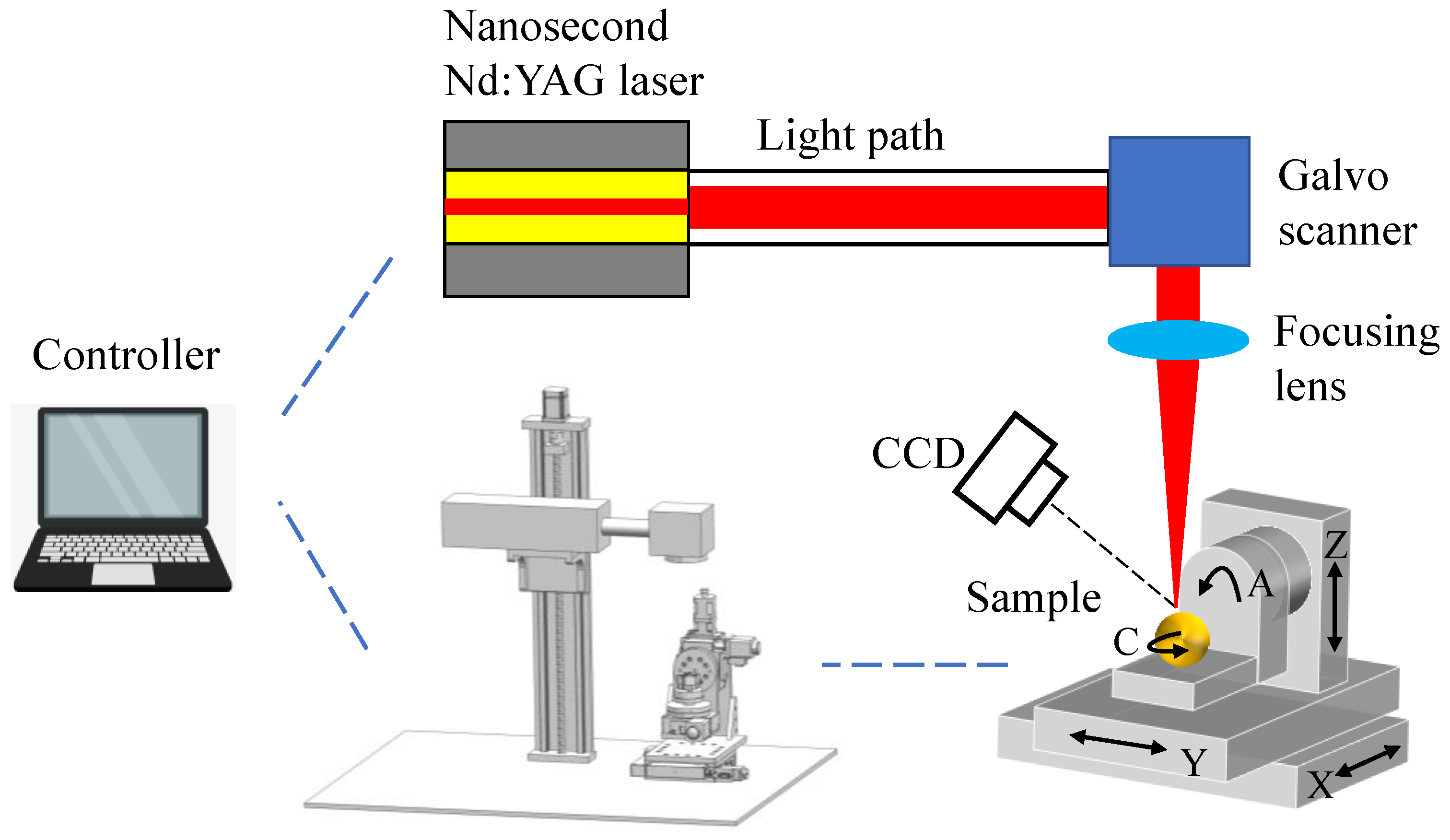
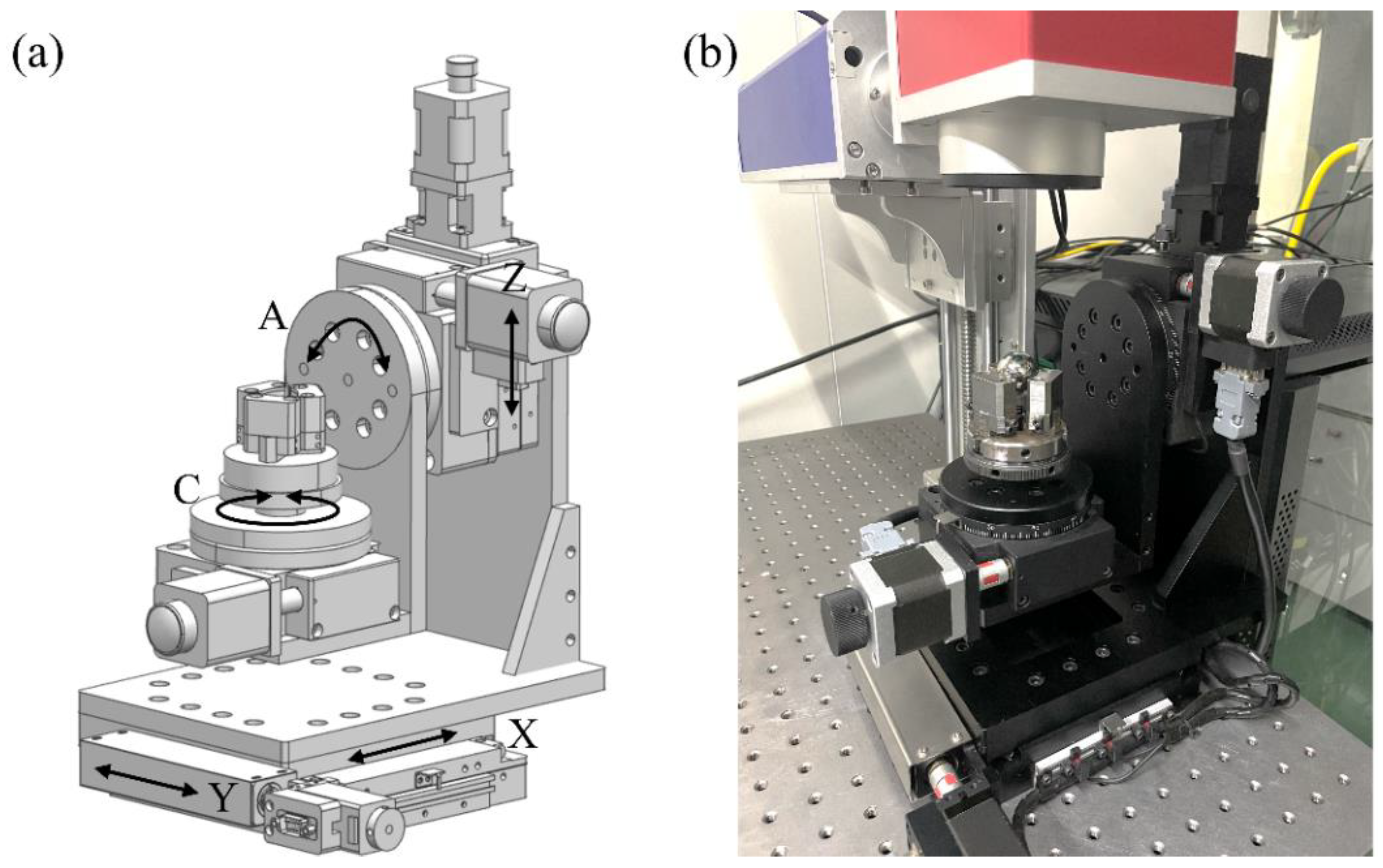
2.1. Experimental Setup of MALM
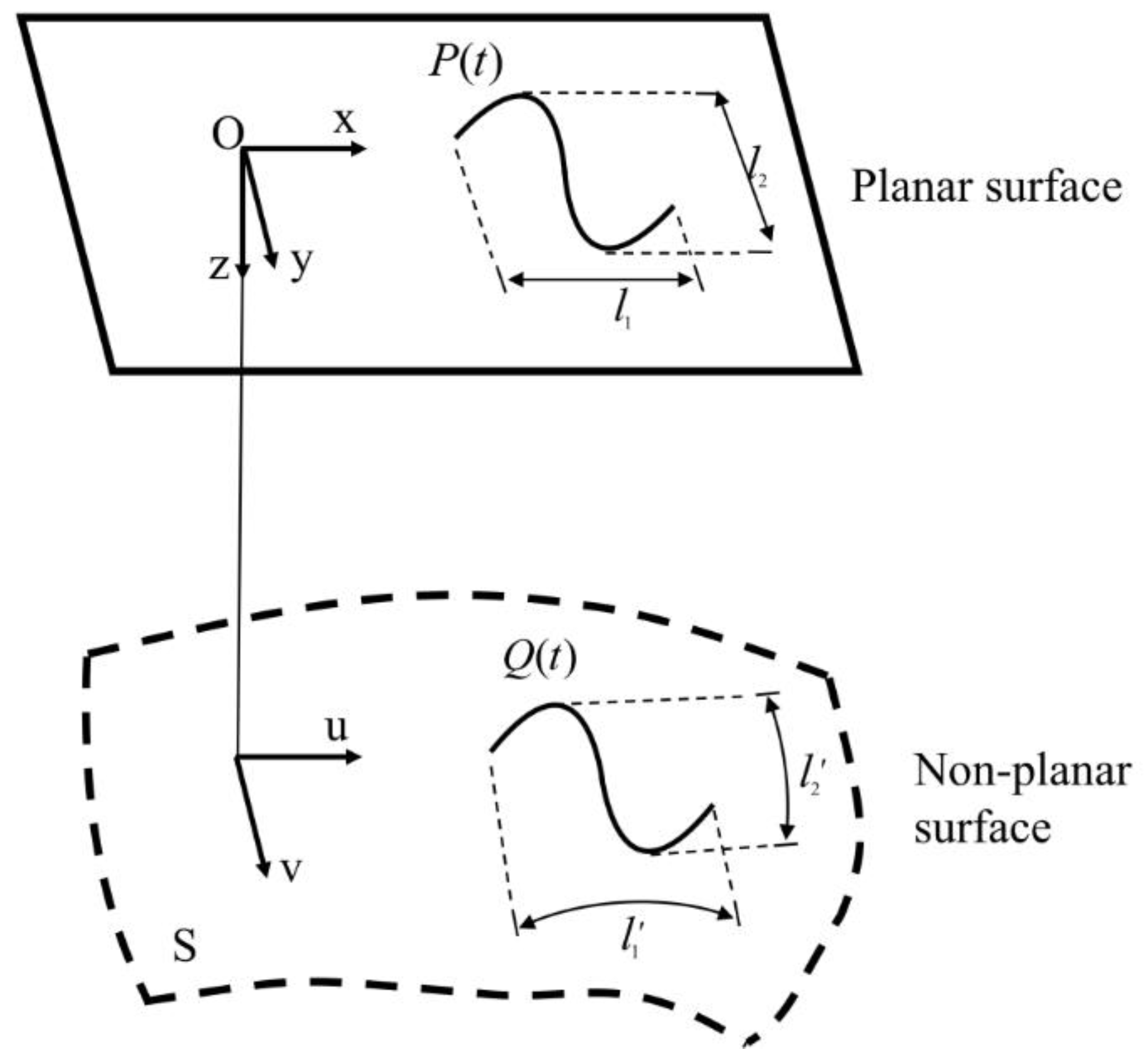
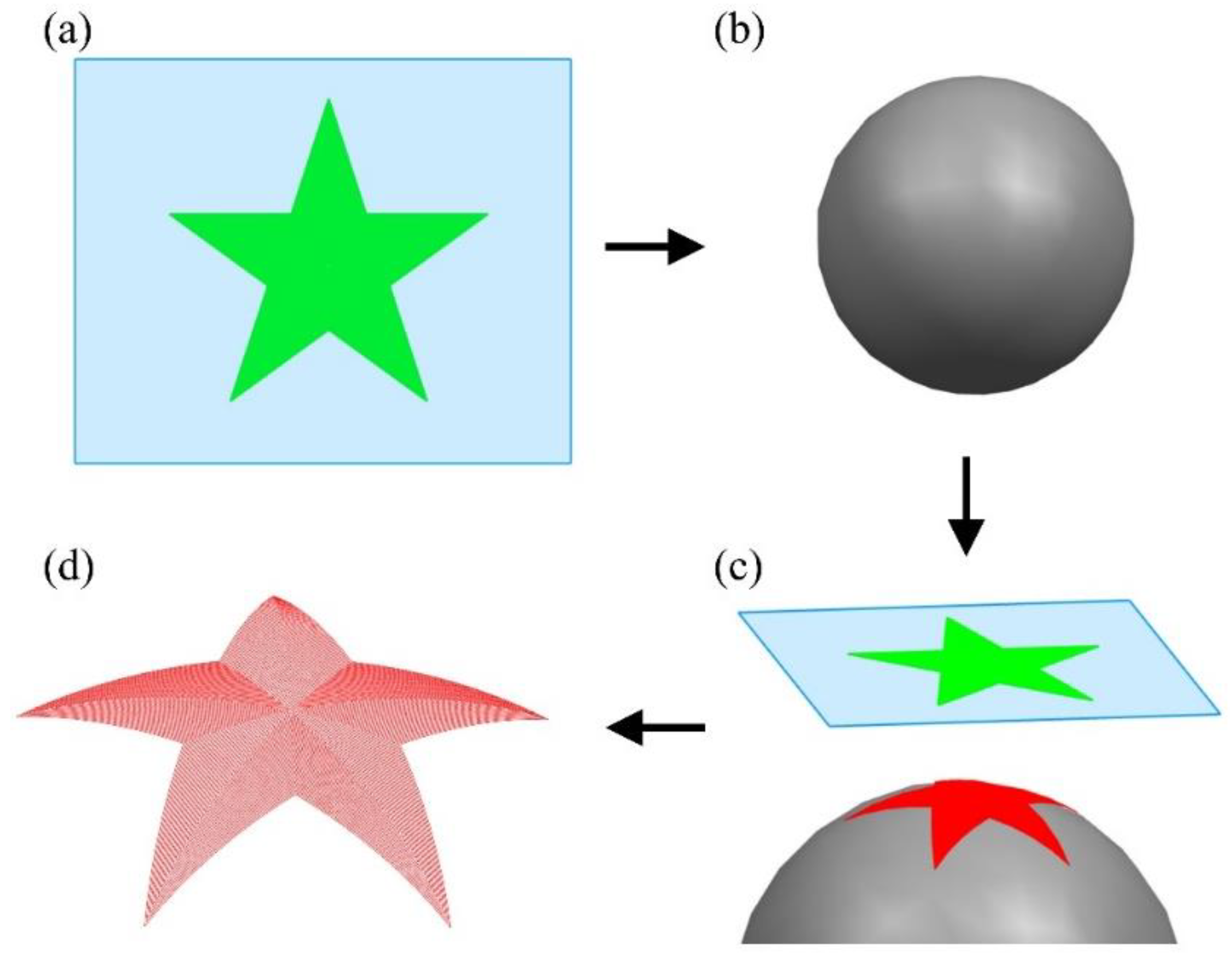
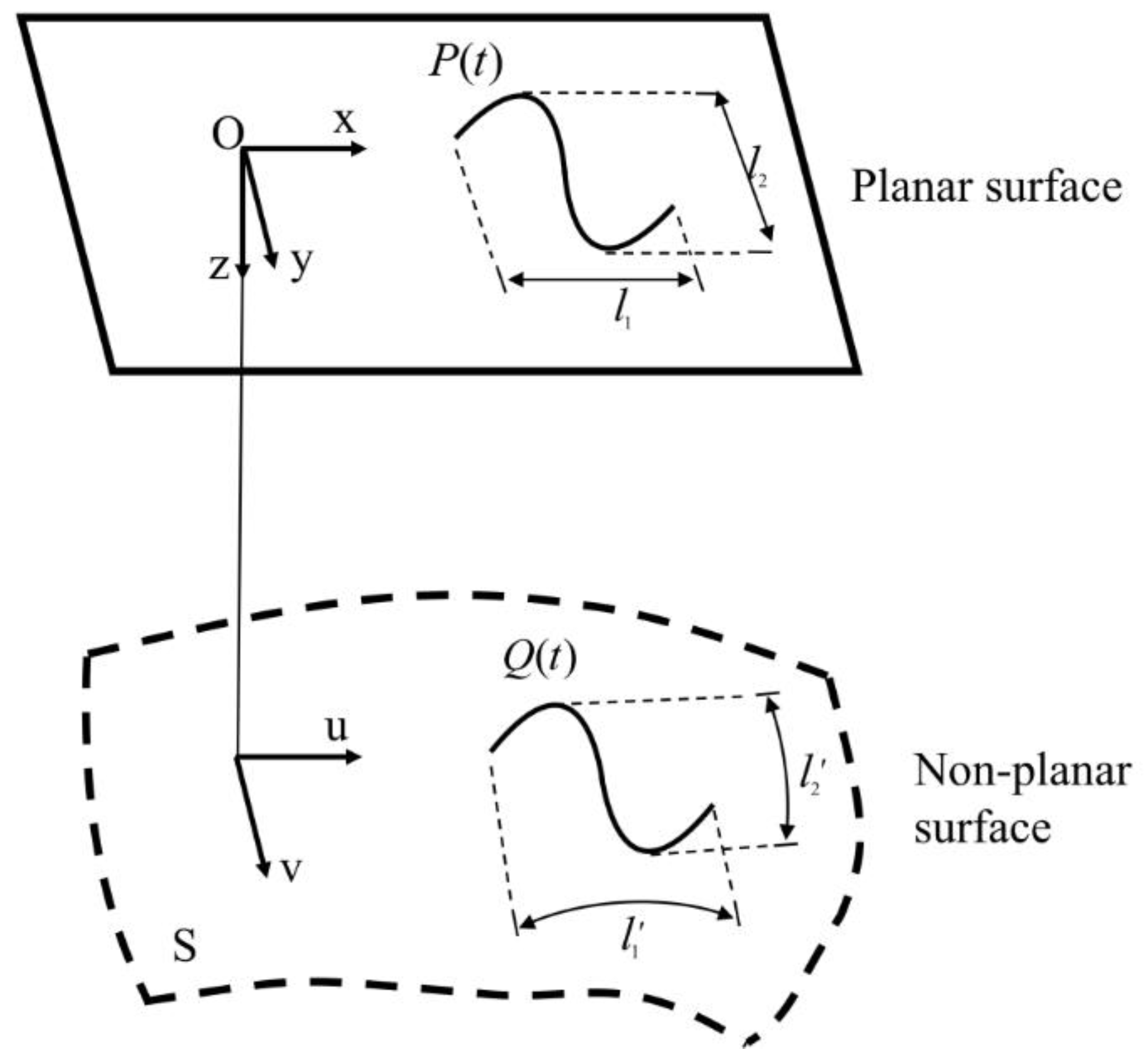
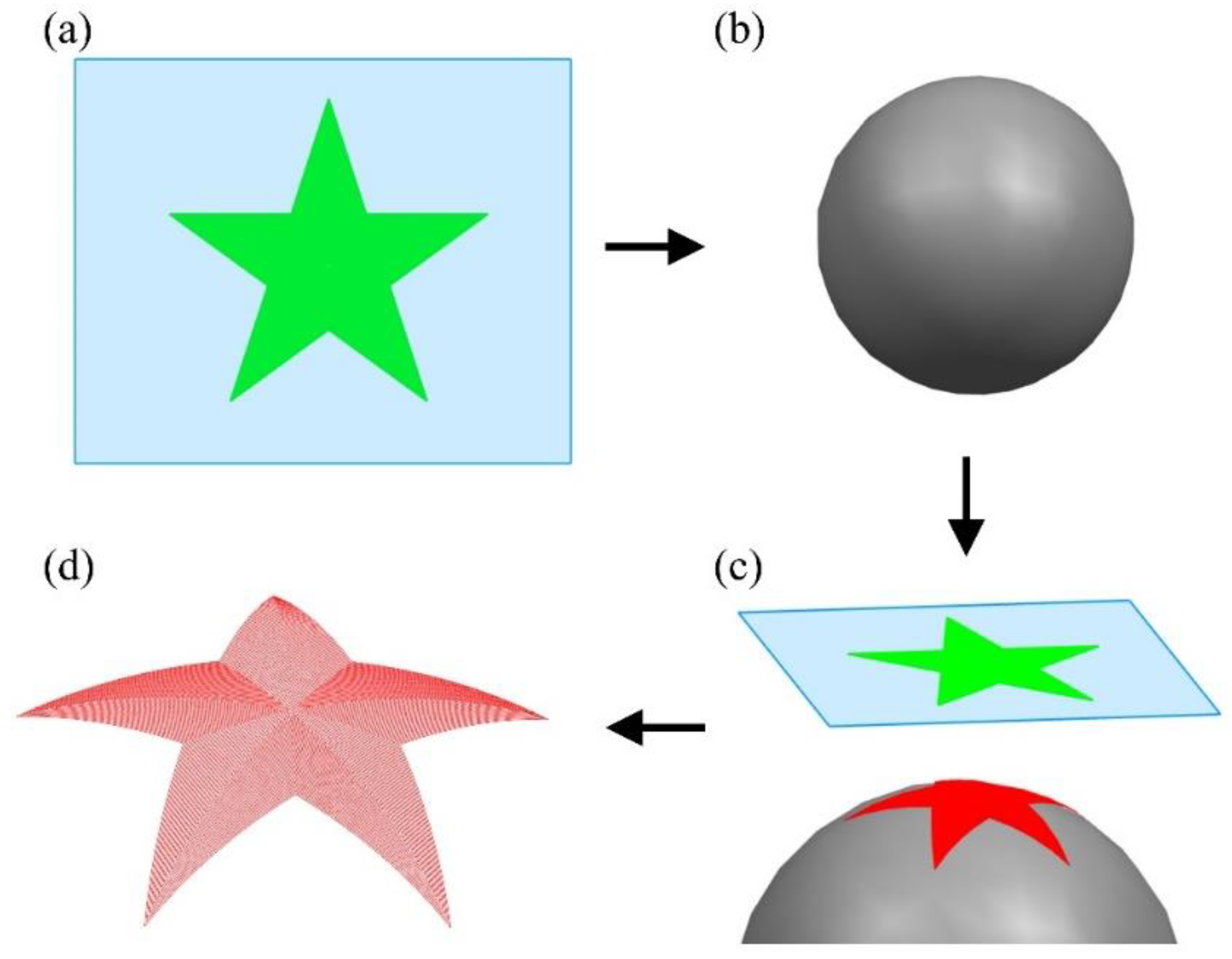
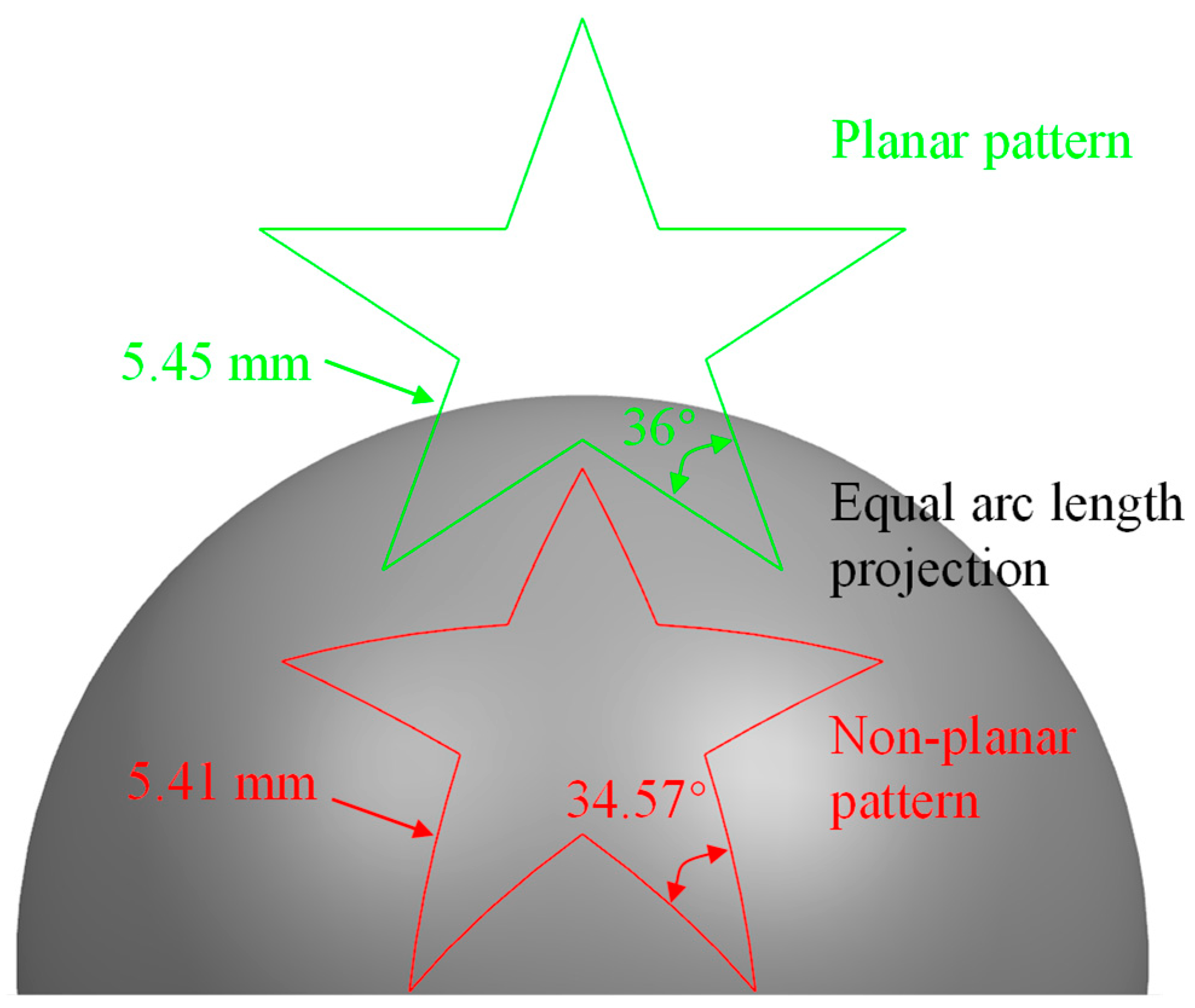
2.2. Projection Algorithm of Planar Surface Pattern on Non-Planar Surface
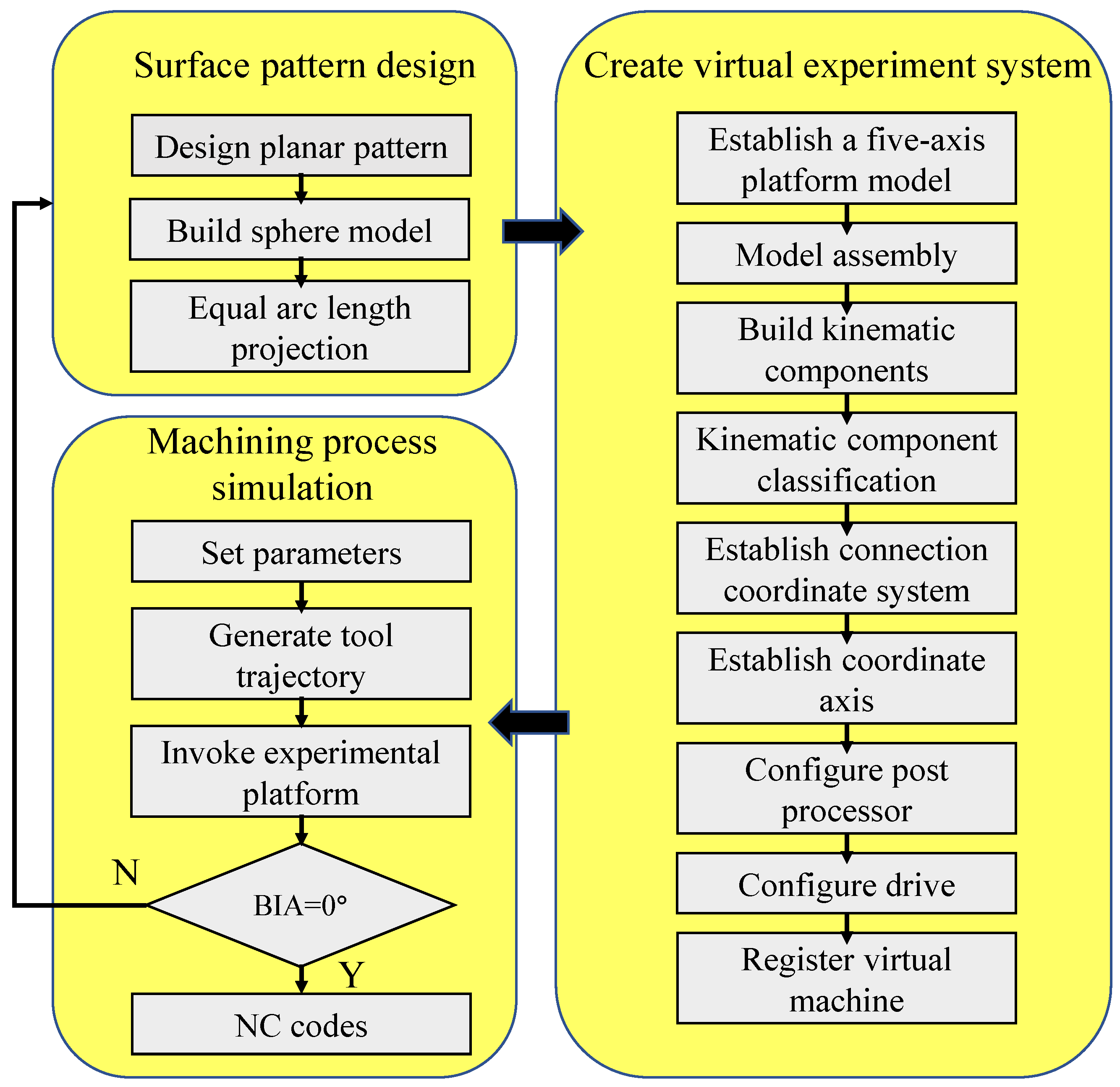
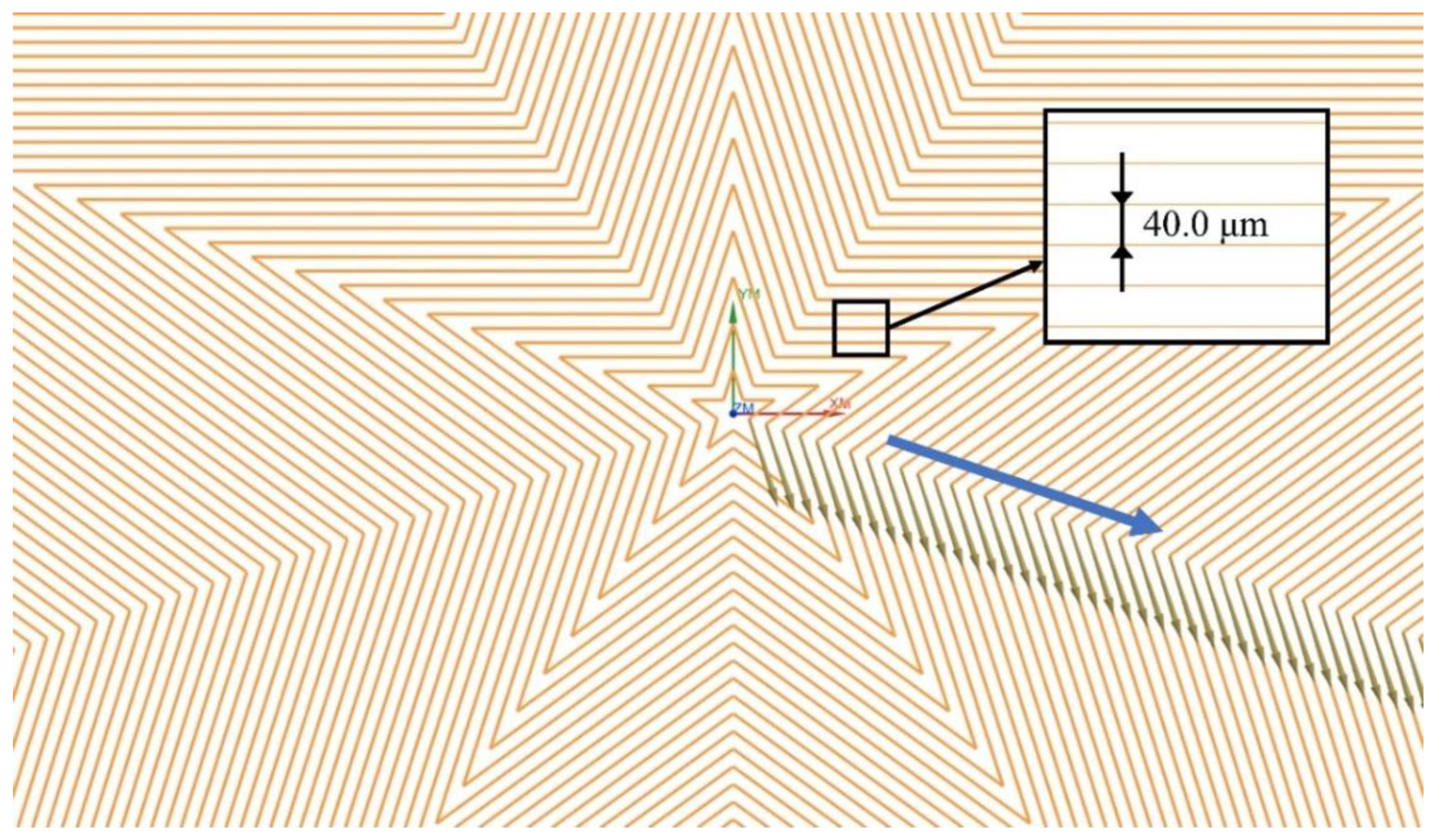
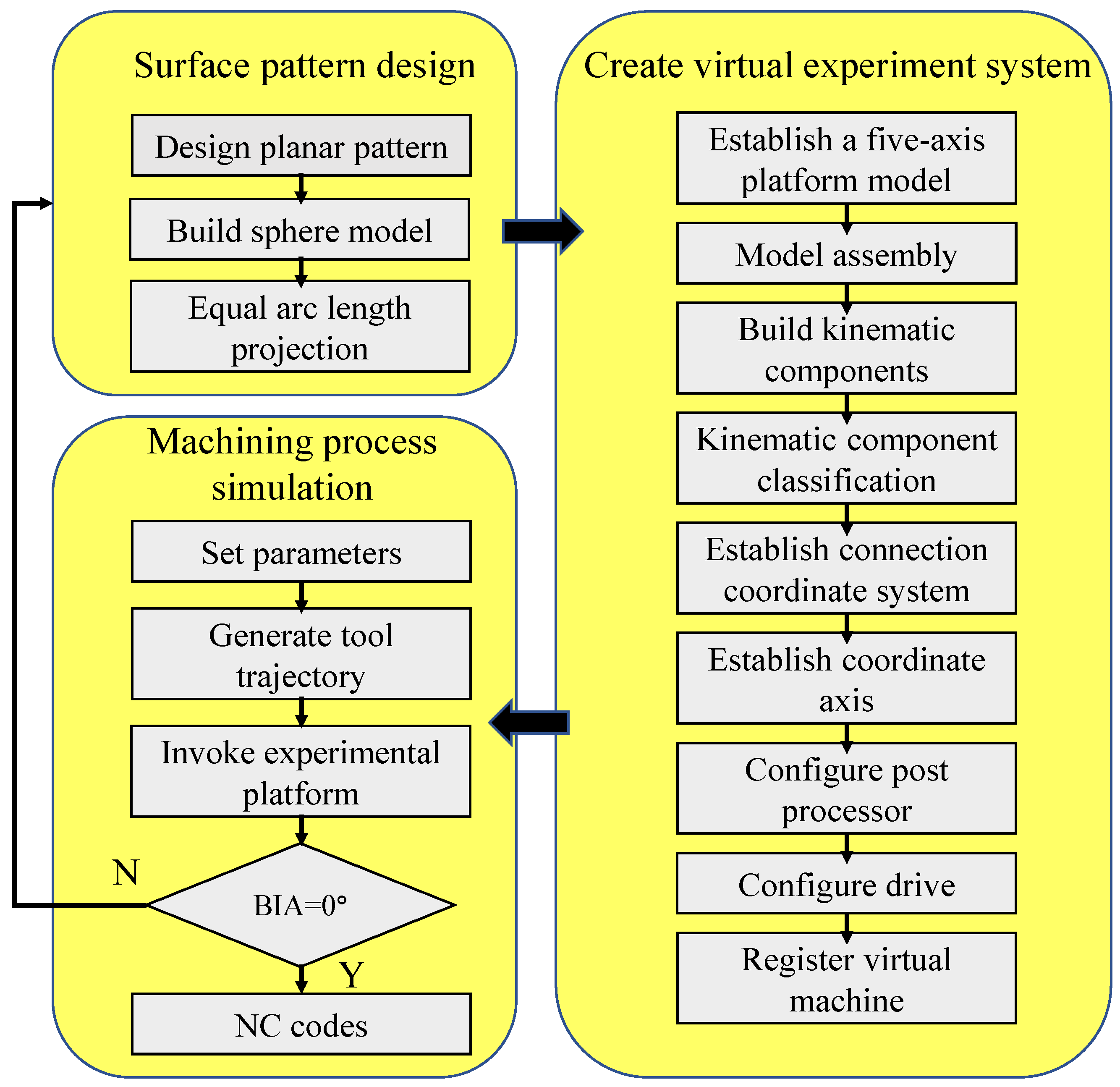
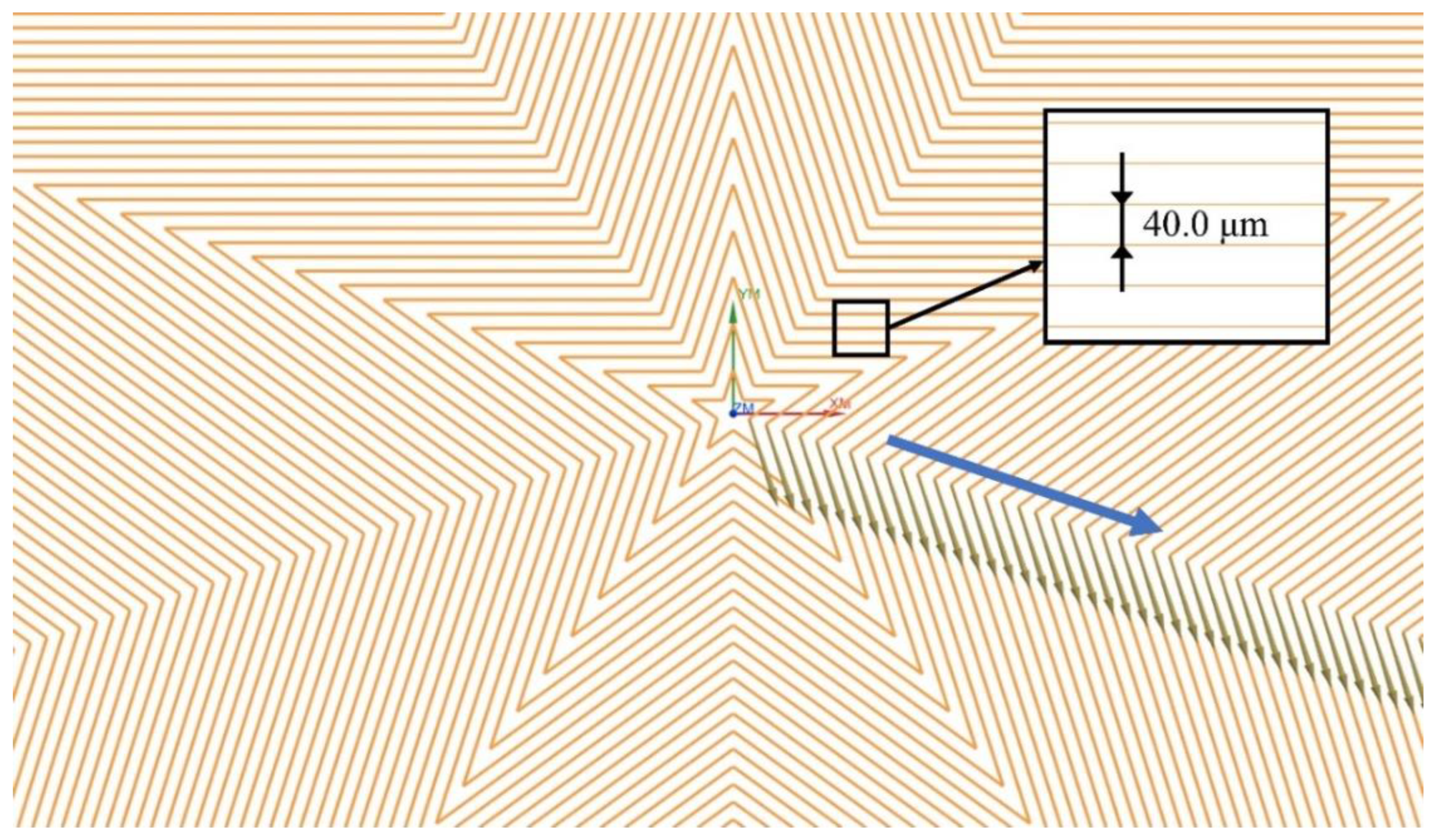
2.3. Digital Simulation of MALM
3. Results and Discussion
3.1. Motion Path Planning of MALM
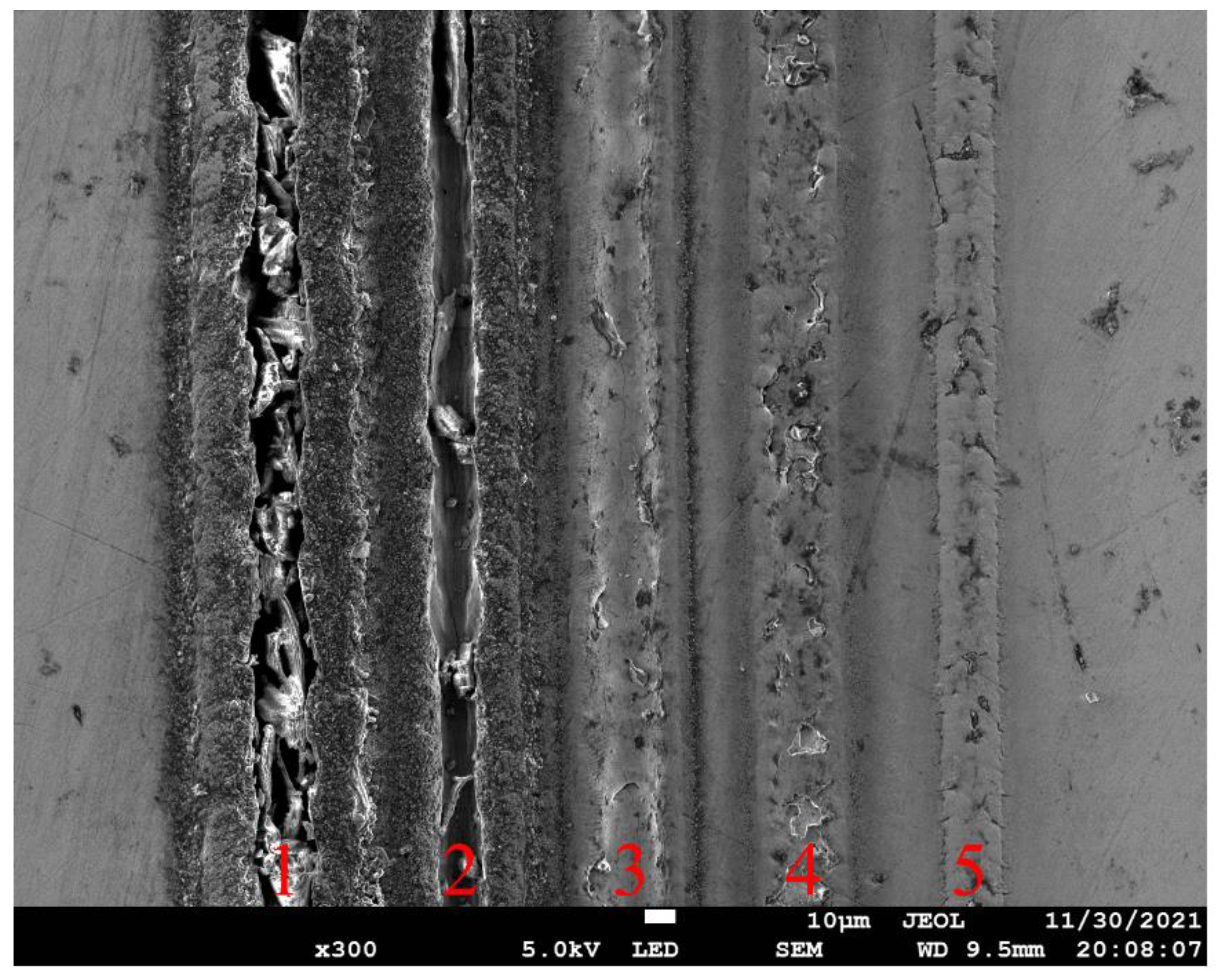
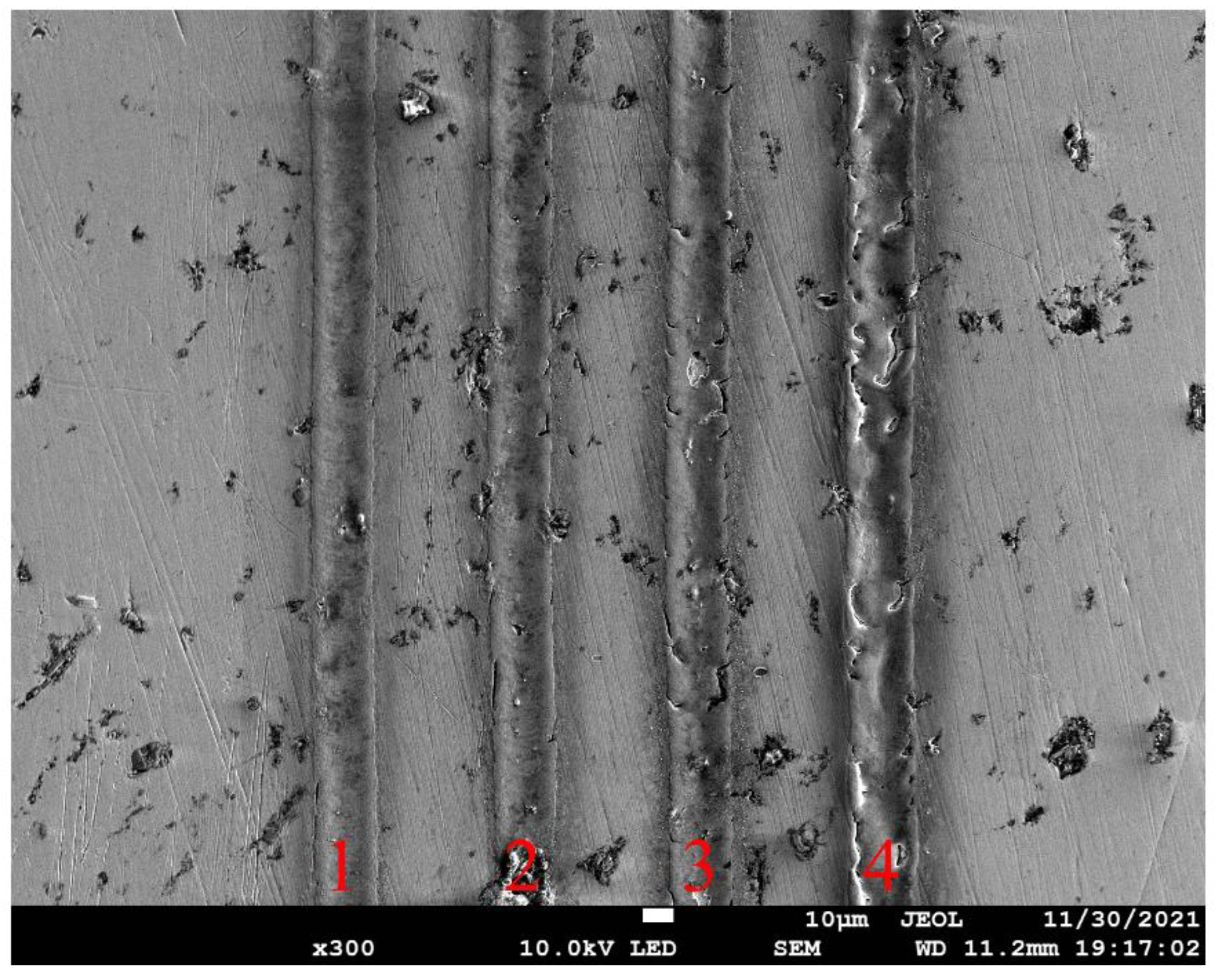
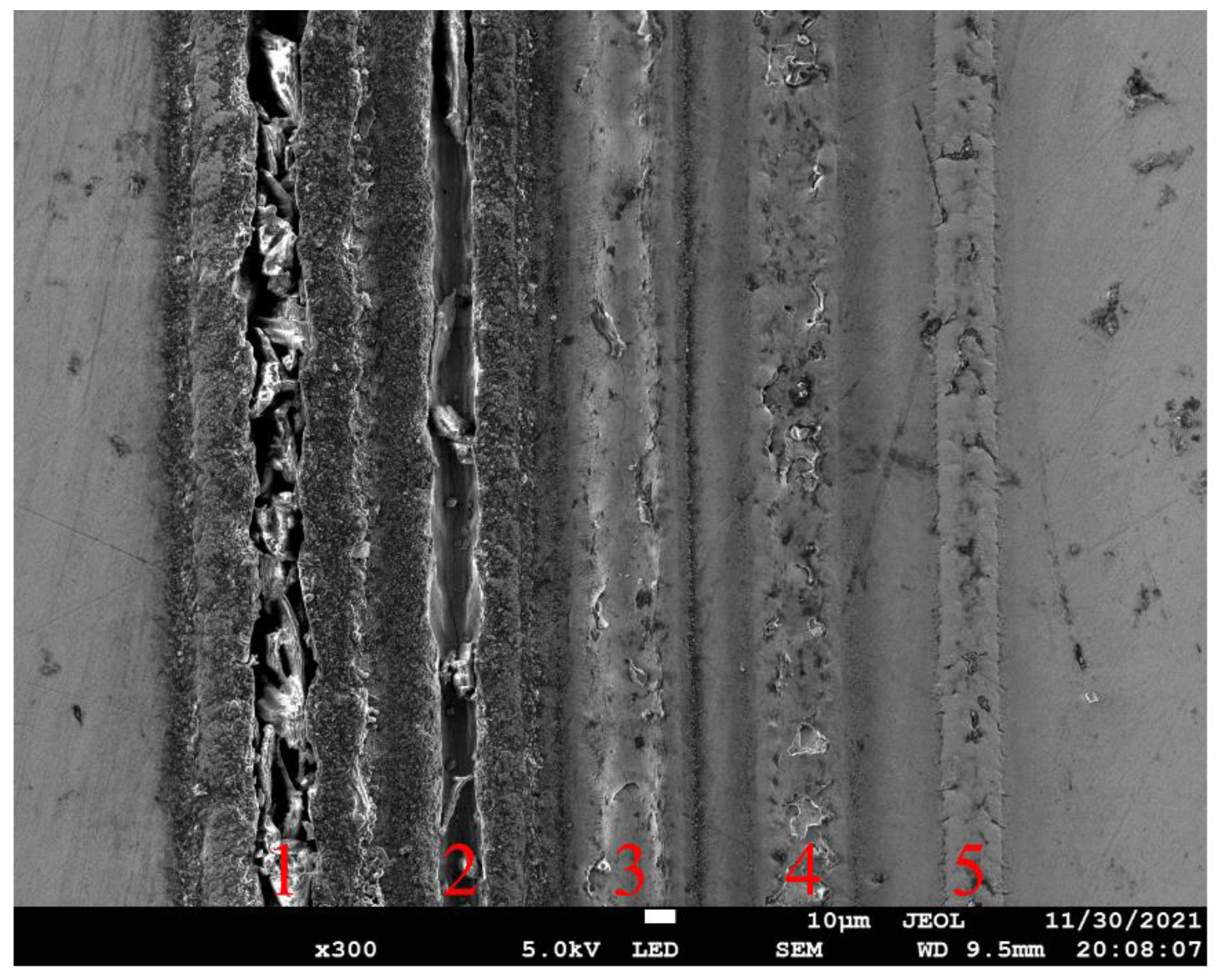
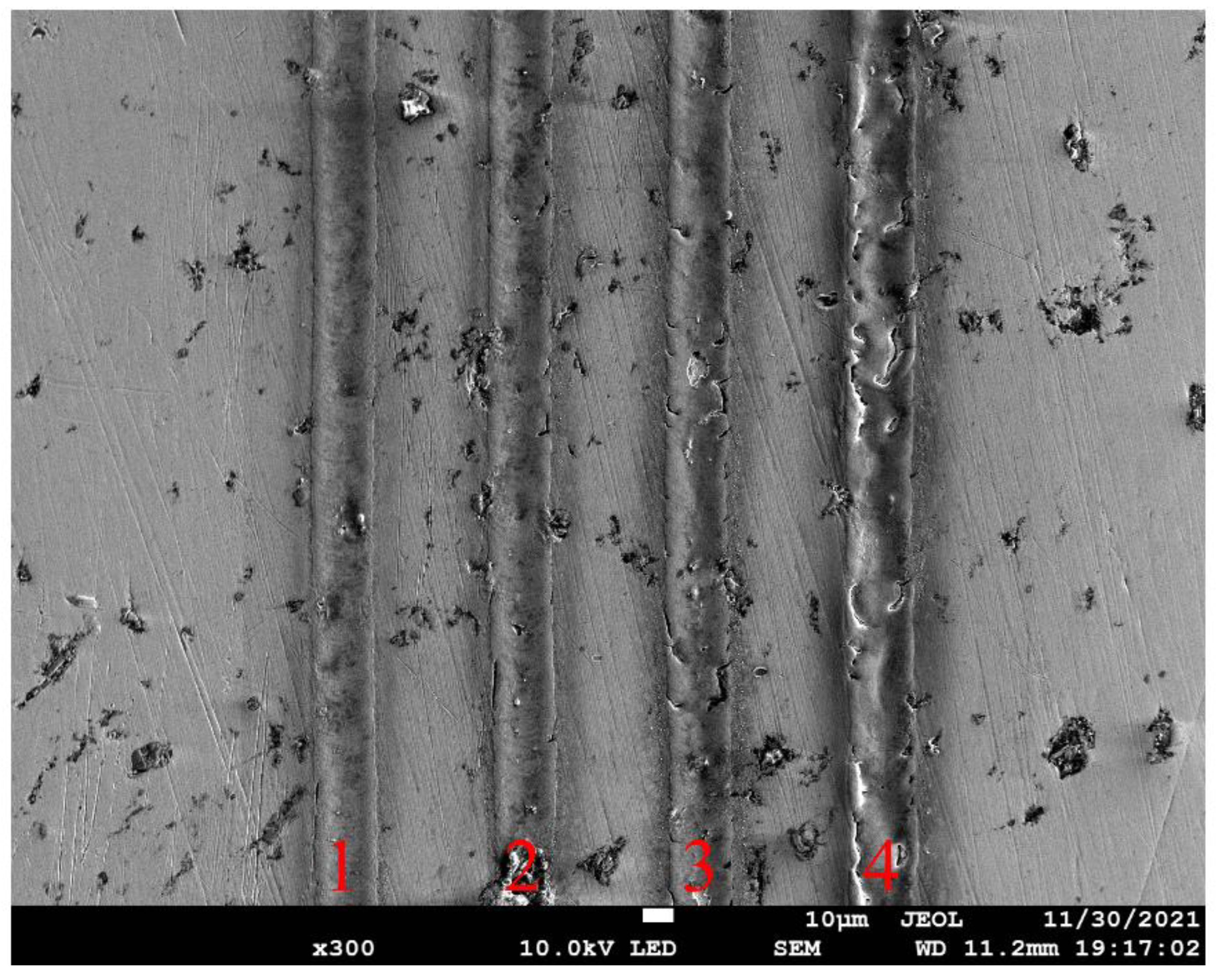
3.2. Sampling of Laser Processing Parameters
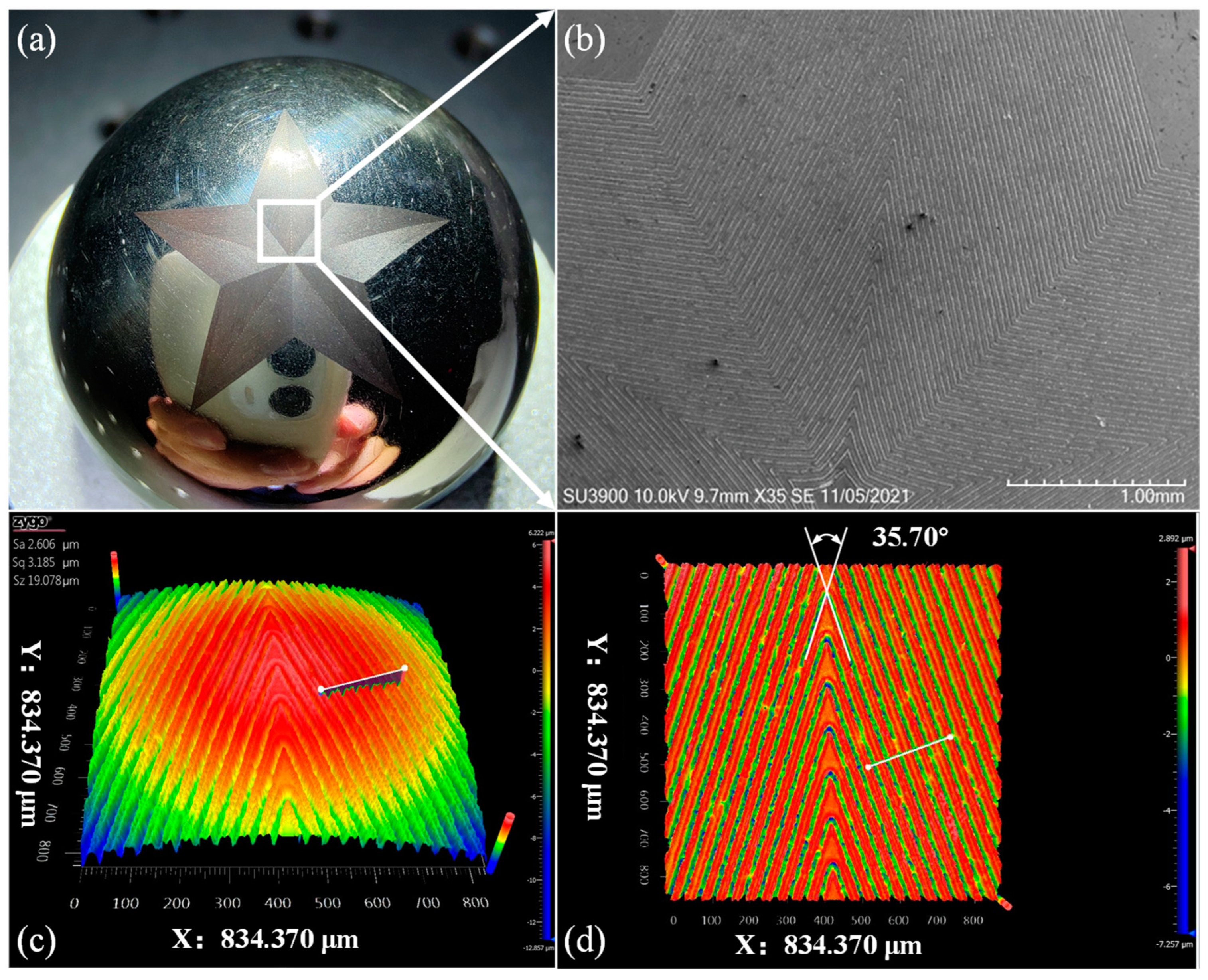
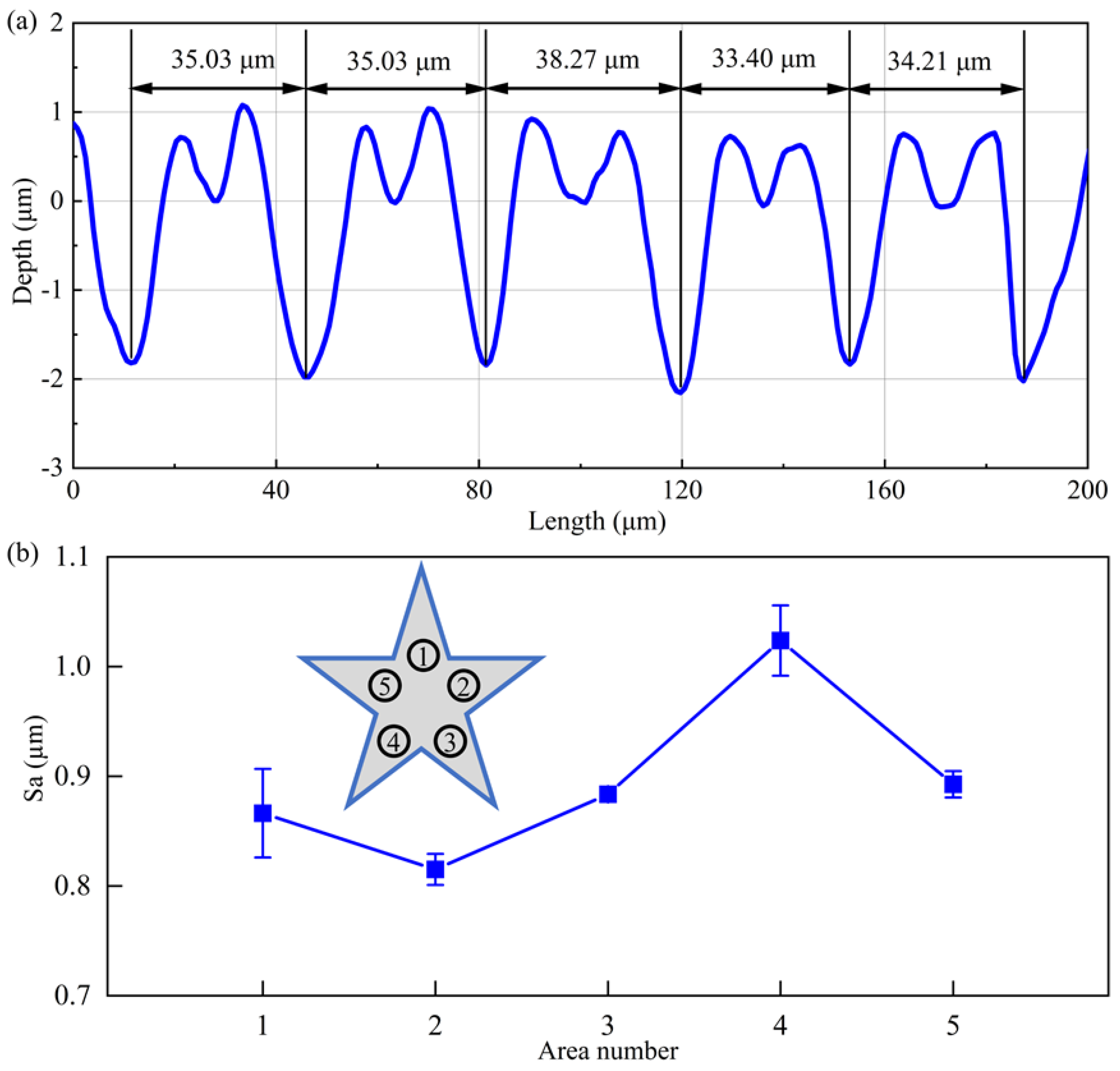
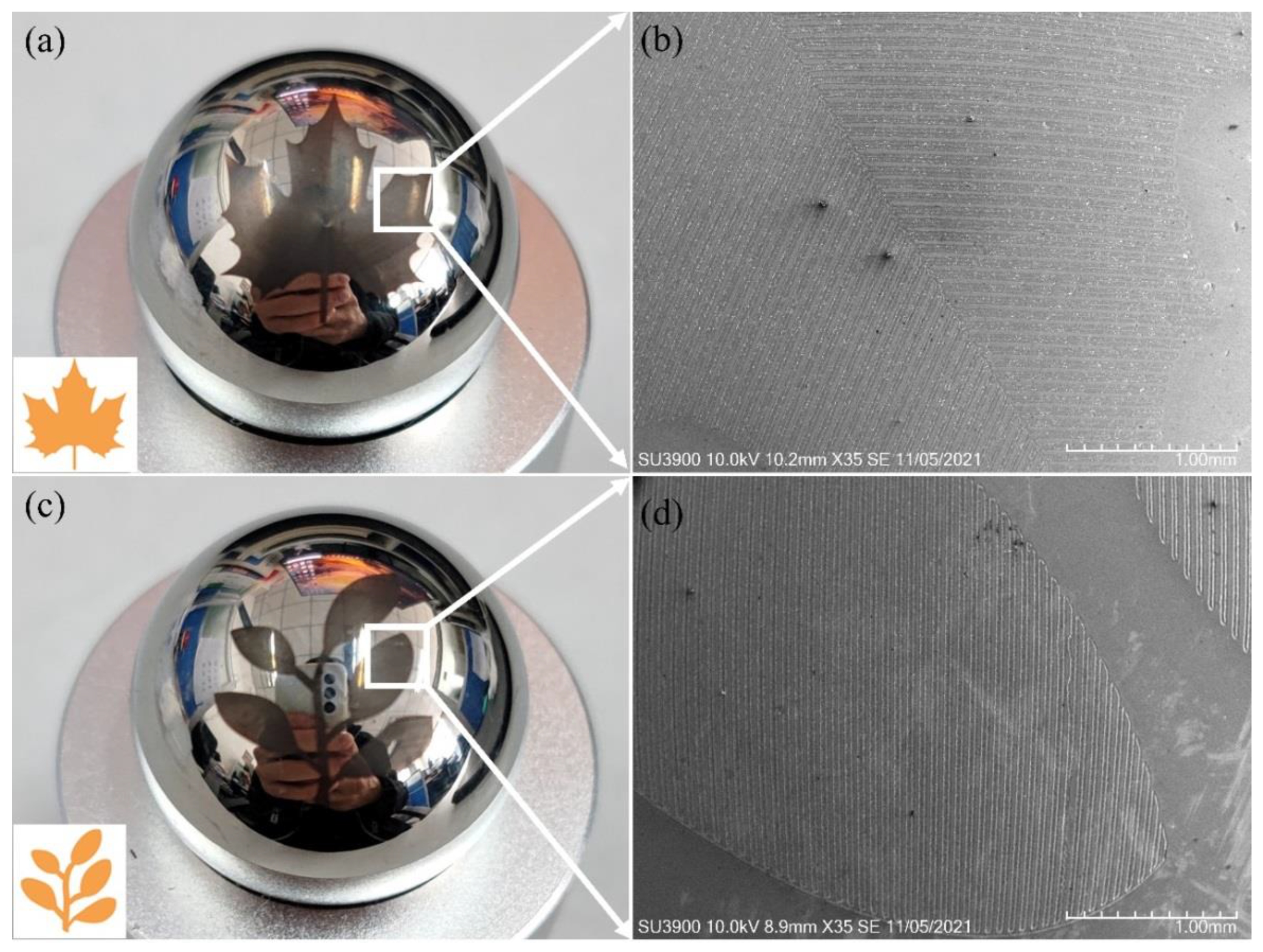
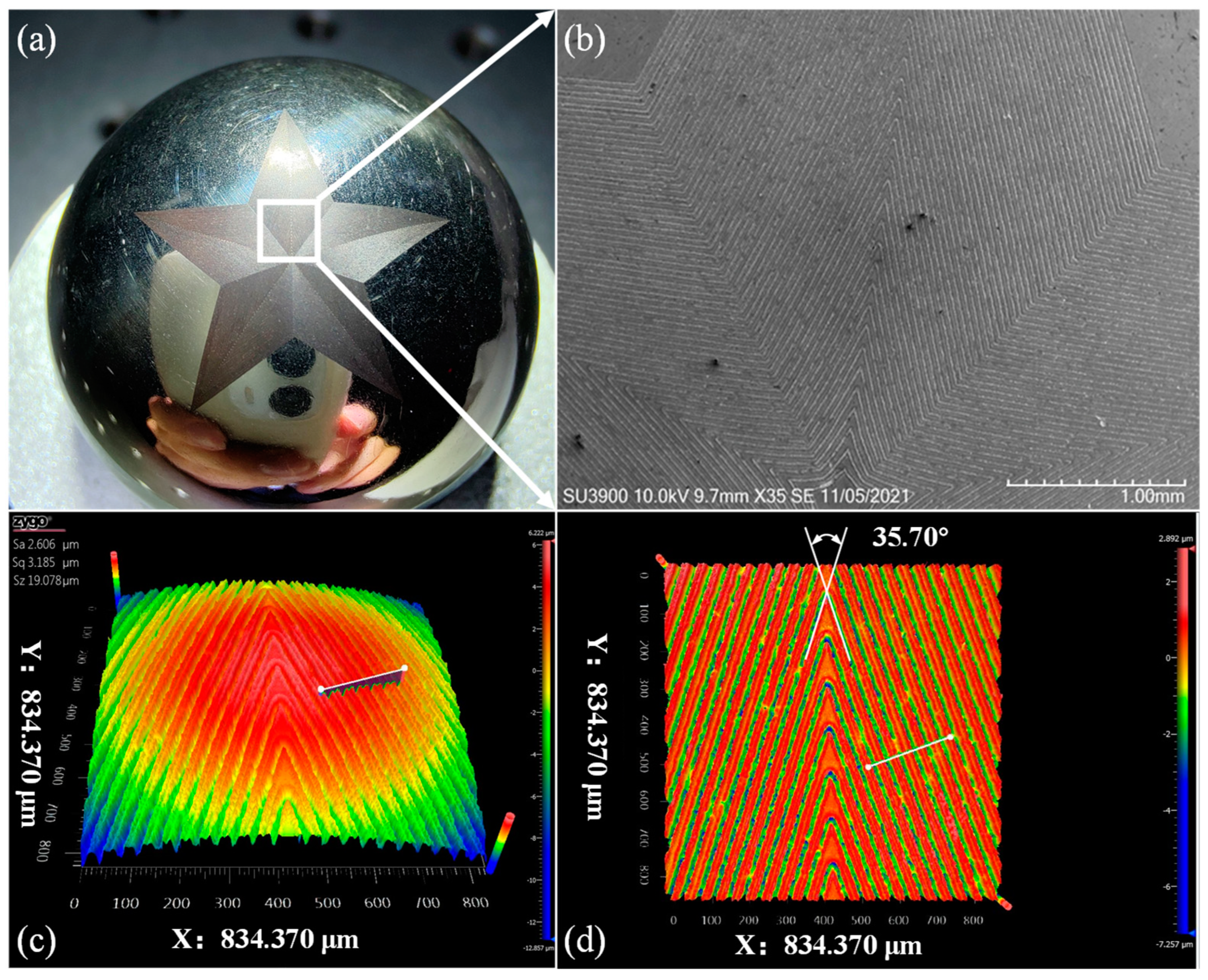
3.3. MALM of Continuous Patterns on Spherical Surface
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Moradi, S.; Kamal, S.; Englezos, P.; Hatzikiriakos, S.G. Femtosecond laser irradiation of metallic surfaces: Effects of laser parameters on superhydrophobicity. Nanotechnology 2013, 24, 415302. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Lin, W.; Hong, M. Surface coloring by laser irradiation of solid substrates. APL Photonics 2019, 4, 051101. [Google Scholar] [CrossRef]
- Parmar, V.; Shin, Y.C. Wideband anti-reflective silicon surface structures fabricated by femtosecond laser texturing. Appl. Surf. Sci. 2018, 459, 86–91. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Koter, R.; Hartelt, M.; Spaltmann, D.; Pentzien, S.; Rosenfeld, A.; Krüger, J. Tribological performance of sub-100-nm femtosecond laser-induced periodic surface structures on titanium. Appl. Surf. Sci. 2016, 374, 190–196. [Google Scholar] [CrossRef]
- Wang, G.; Shen, Y.; Tao, J.; Luo, X.; Zhang, L.; Xia, Y. Fabrication of a superhydrophobic surface with a hierarchical nanoflake–micropit structure and its anti-icing properties. RSC Adv. 2017, 7, 9981–9988. [Google Scholar] [CrossRef]
- Denkena, B.; Kästner, J.; Wang, B. Advanced microstructures and its production through cutting and grinding. CIRP Ann. 2010, 59, 67–72. [Google Scholar] [CrossRef]
- Radtke, D.; Zeitner, U.D. Laser-lithography on non-planar surfaces. Opt. Express 2007, 15, 1167. [Google Scholar] [CrossRef]
- Zhao, X.; Du, H.; Song, W.; Zhang, Q.; Hu, Z.; Zhang, J.; Sun, T. Fabrication of sinusoidal microstructures on curved copper surface by ultra-precision diamond cutting with a rotary B-axis and fast tool servo system. Appl. Sci. 2021, 11, 10302. [Google Scholar] [CrossRef]
- Zhu, Z.; To, S. Adaptive tool servo diamond turning for enhancing machining efficiency and surface quality of freeform optics. Opt. Express 2015, 23, 20234–20248. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, Z.; Zhang, X. Profile compensation for single-point diamond turning of microlens array. Nanomanuf. Metrol. 2022, Online. [Google Scholar] [CrossRef]
- Zhou, T.; He, Y.; Wang, T.; Zhu, Z.; Xu, R.; Yu, Q.; Zhao, B.; Zhao, W.; Liu, P.; Wang, X. A review of the techniques for the mold manufacturing of micro/nanostructures for precision glass molding. Int. J. Extrem. Manuf. 2021, 3, 042002. [Google Scholar] [CrossRef]
- Chen, S.; Yang, S.; Liao, Z.; Cheung, C.F.; Jiang, Z.; Zhang, F. Curvature effect on surface topography and uniform scallop height control in normal grinding of optical curved surface considering wheel vibration. Opt. Express 2021, 29, 8041–8063. [Google Scholar] [CrossRef] [PubMed]
- O’Toole, L.; Kang, C.-W.; Fang, F.-Z. Precision micro-milling process: State of the art. Adv. Manuf. 2021, 9, 173–205. [Google Scholar] [CrossRef] [PubMed]
- Machado, A.R.; da Silva, L.R.R.; de Souza, F.C.R.; Davis, R.; Pereira, L.C.; Sales, W.F.; de Rossi, W.; Ezugwu, E.O. State of the art of tool texturing in machining. J. Mater. Process. Technol. 2021, 293, 117096. [Google Scholar] [CrossRef]
- Tshabalala, L.C.; Pityana, S. Surface texturing of Si3N4-SiC ceramic tool components by pulsed laser machining. Surf. Coat. Technol. 2016, 289, 52–60. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: A review. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Pimenov, S.M.; Jaeggi, B.; Neuenschwander, B.; Zavedeev, E.; Zilova, O.S.; Shupegin, M.L. Femtosecond laser surface texturing of diamond-like nanocomposite films to improve tribological properties in lubricated sliding. Diam. Relat. Mater. 2019, 93, 42–49. [Google Scholar] [CrossRef]
- Pfleging, W. Recent progress in laser texturing of battery materials: A review of tuning electrochemical performances, related material development, and prospects for large-scale manufacturing. Int. J. Extrem. Manuf. 2021, 3, 012002. [Google Scholar] [CrossRef]
- Li, H.; Wang, X.; Zhang, J.; Wang, B.; Breisch, M.; Hartmaier, A.; Rostotskyi, I.; Voznyy, V.; Liu, Y. Experimental investigation of laser surface texturing and related biocompatibility of pure titanium. Int. J. Adv. Manuf. Technol. 2022, 119, 5993–6005. [Google Scholar] [CrossRef]
- Liang, Z.A.; Cs, B.; Jz, A.; Yh, B.; Cz, B.; Yuan, L.C.; Bing, D.D.; Zx, D.; Guo, L.B.; Tao, S.A. Growth of highly oriented graphite by ultraviolet nanosecond pulsed laser ablation of monocrystalline diamond. Appl. Surf. Sci. 2021, 578, 151995. [Google Scholar]
- Shimizu, Y. Laser interference lithography for fabrication of planar scale gratings for optical metrology. Nanomanuf. Metrol. 2021, 4, 3–27. [Google Scholar] [CrossRef]
- Wang, X.; Duan, J.; Jiang, M.; Ke, S.; Wu, B.; Zeng, X. Study of laser precision ablating texture patterns on large-scale freeform surface. Int. J. Adv. Manuf. Technol. 2017, 92, 4571–4581. [Google Scholar] [CrossRef]
- Cuccolini, G.; Orazi, L.; Fortunato, A. 5 Axes computer aided laser milling. Opt. Lasers Eng. 2013, 51, 749–760. [Google Scholar] [CrossRef]
- Batal, A.; Michalek, A.; Penchev, P.; Kupisiewicz, A.; Dimov, S. Laser processing of freeform surfaces: A new approach based on an efficient workpiece partitioning strategy. Int. J. Mach. Tools Manuf. 2020, 156, 103593. [Google Scholar] [CrossRef]
- Jiang, M.; Wang, X.; Ke, S.; Zhang, F.; Zeng, X. Large scale layering laser surface texturing system based on high speed optical scanners and gantry machine tool. Robot. Comput.-Integr. Manuf. 2017, 48, 113–120. [Google Scholar] [CrossRef]
- Yung, K.C.; Xiao, T.Y.; Choy, H.S.; Wang, W.J.; Cai, Z.X. Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. J. Mater. Process. Technol. 2018, 262, 53–64. [Google Scholar] [CrossRef]
- Lee, C.-S. Tool path generation for a four-axis machine to engrave letters on tire sidewall molds. Int. J. Precis. Eng. Manuf. 2009, 10, 75–82. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Value |
|---|---|
| Positioning accuracy of X, Y axis | 5 μm |
| Travel range of X, Y axis | 50 mm |
| Positioning accuracy of Z axis | 2.5 μm |
| Travel range of Z axis | 30 mm |
| Rotational accuracy of A, C axis | 18″ |
| Rotational range of A, C axis | 360° |
| Maximum rotation speed of A, C axis | 20°/s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhang, J.; Ma, W.; Liu, Y.; Zhao, X.; Hu, Z.; Wang, X.; Sheng, M.; Sun, T. Controlled Continuous Patterning of Spherical Stainless Steel by Multi-Axis Linkage Laser Milling. Micromachines 2022, 13, 1338. https://doi.org/10.3390/mi13081338
Li H, Zhang J, Ma W, Liu Y, Zhao X, Hu Z, Wang X, Sheng M, Sun T. Controlled Continuous Patterning of Spherical Stainless Steel by Multi-Axis Linkage Laser Milling. Micromachines. 2022; 13(8):1338. https://doi.org/10.3390/mi13081338
Chicago/Turabian StyleLi, He, Junjie Zhang, Wenqi Ma, Yuan Liu, Xuesen Zhao, Zhenjiang Hu, Xiaohui Wang, Min Sheng, and Tao Sun. 2022. "Controlled Continuous Patterning of Spherical Stainless Steel by Multi-Axis Linkage Laser Milling" Micromachines 13, no. 8: 1338. https://doi.org/10.3390/mi13081338
APA StyleLi, H., Zhang, J., Ma, W., Liu, Y., Zhao, X., Hu, Z., Wang, X., Sheng, M., & Sun, T. (2022). Controlled Continuous Patterning of Spherical Stainless Steel by Multi-Axis Linkage Laser Milling. Micromachines, 13(8), 1338. https://doi.org/10.3390/mi13081338