
Femtosecond Laser Fabrication of Submillimeter Microlens Arrays with Tunable Numerical Apertures



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Femtosecond Laser Ablation
2.2. HF Wet Etching
2.3. Morphology Characterization
3. Results and Discussion
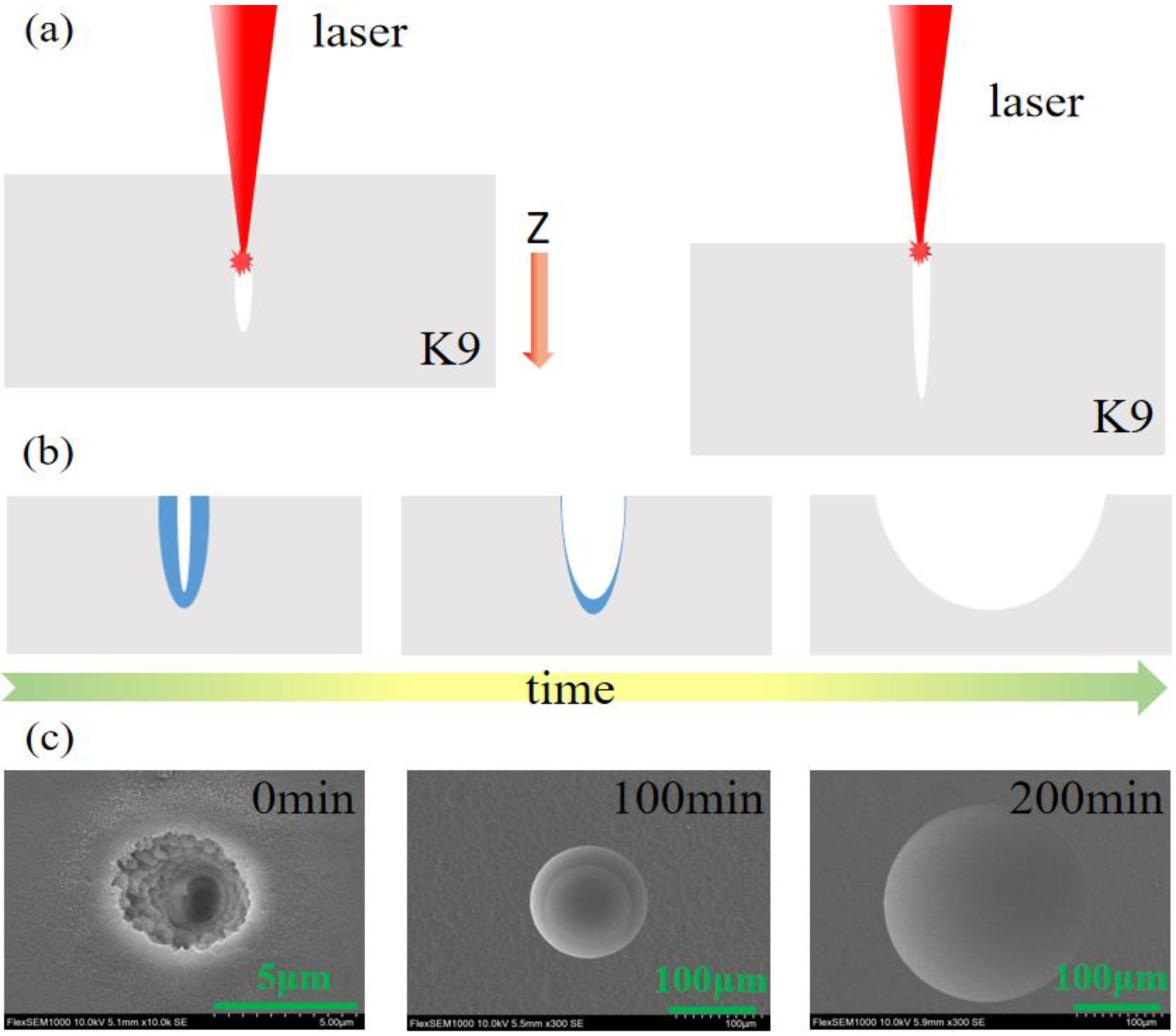
3.1. Formation of Submillimeter Microlenses
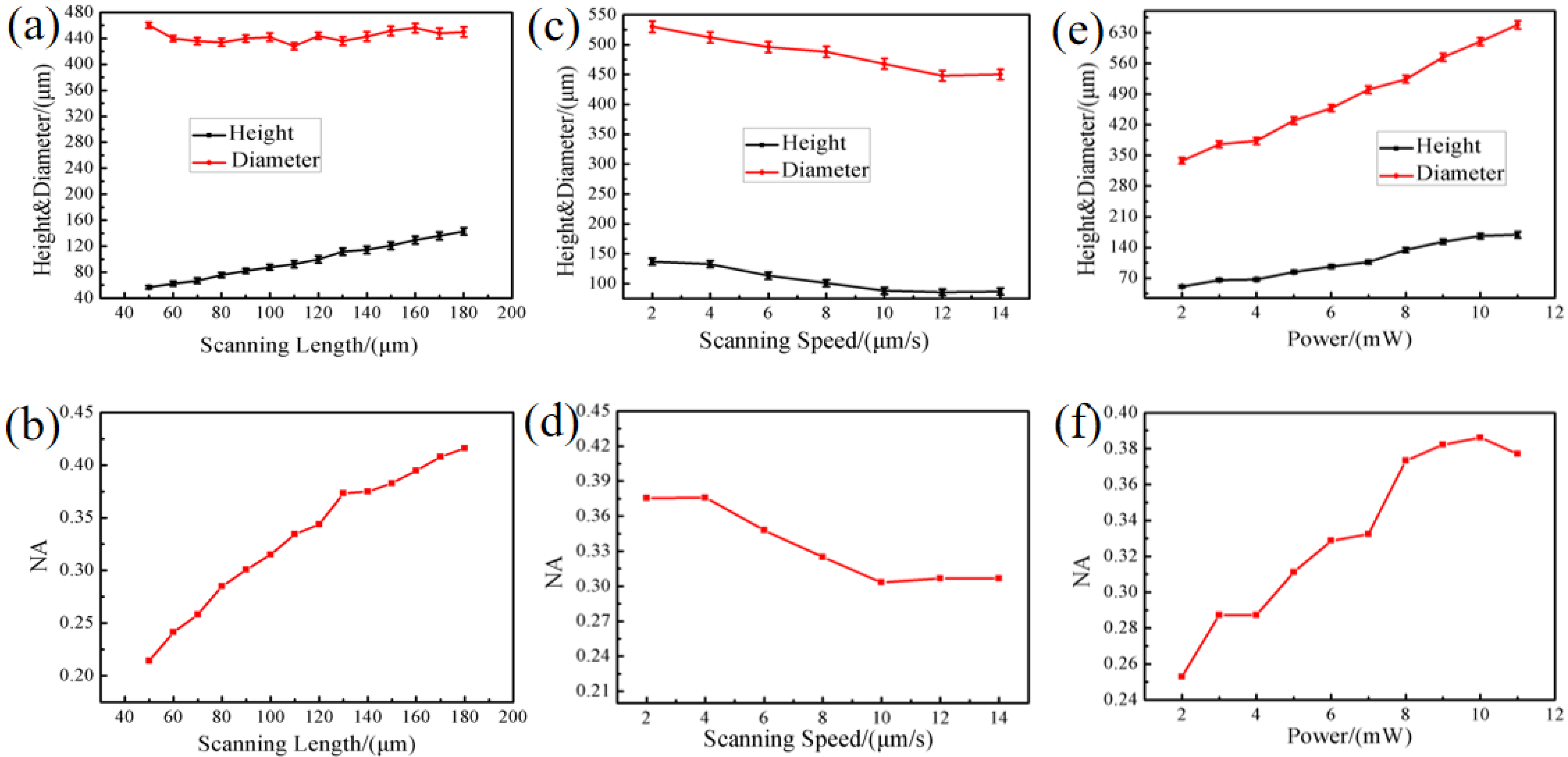
3.2. Morphology Control of Microlenses
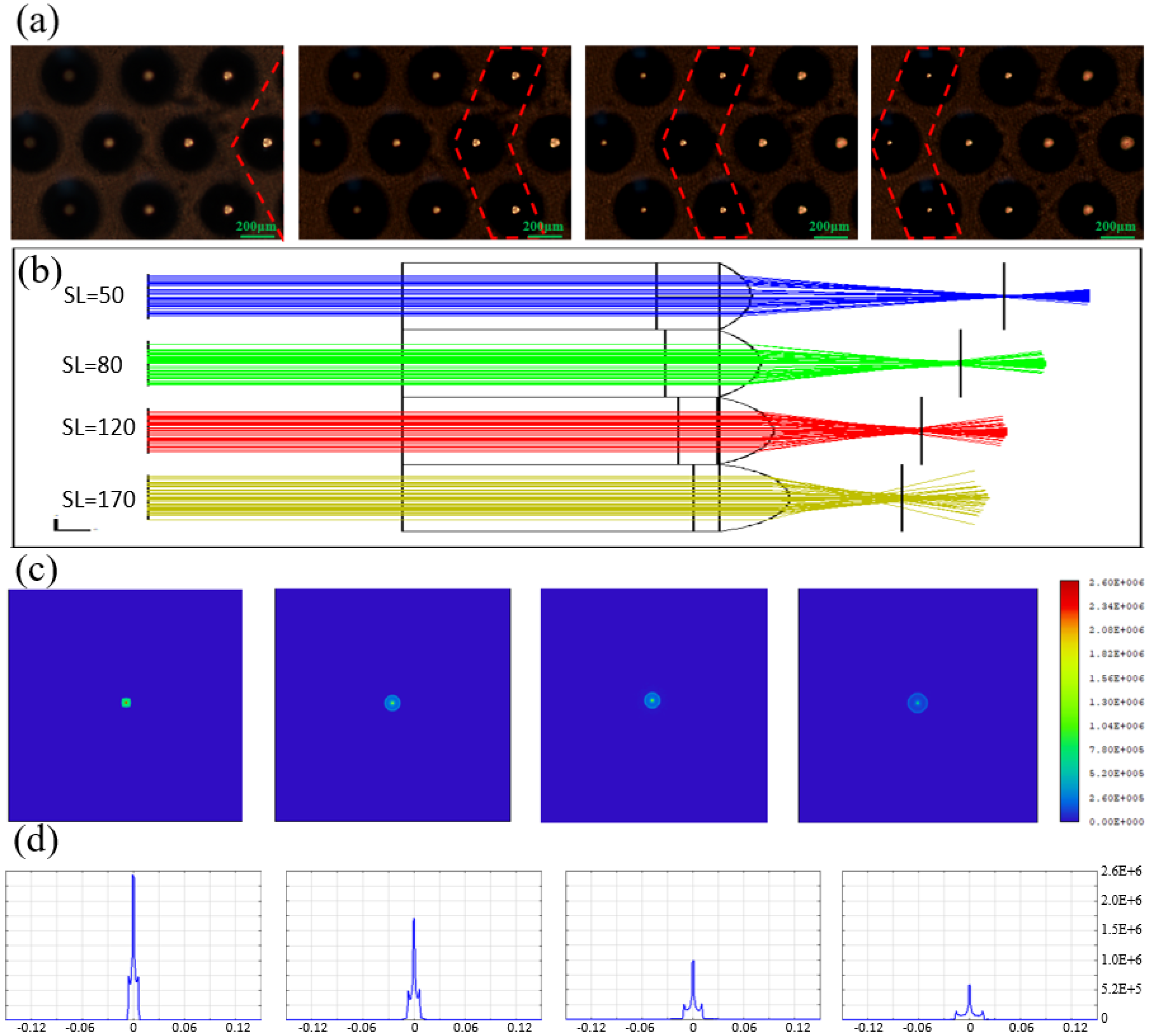
3.3. The Imaging Characterization of MLA with Multiple NAs
3.4. Focusing Ability of the MLA
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lin, V.; Wei, H.-C.; Hsieh, H.-T.; Hsieh, J.-L.; Su, G.-D.J. Design and Fabrication of Long-Focal-Length Microlens Arrays for Shack–Hartmann Wavefront Sensors. Micro Nano Lett. 2011, 6, 523. [Google Scholar] [CrossRef]
- Lu, Y.; Wong, T.T.W.; Chen, F.; Wang, L. Compressed Ultrafast Spectral-Temporal Photography. Phys. Rev. Lett. 2019, 122, 193904. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Peng, Y.; Peng, R.; Zeng, X.; Zhang, Y.; Guo, T. Fabrication of Large-Scale Microlens Arrays Based on Screen Printing for Integral Imaging 3D Display. ACS Appl. Mater. Interfaces 2016, 8, 24248–24255. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Chen, G.; Weng, Y.; Weng, X.; Zhou, X.; Wu, C.; Guo, T.; Yan, Q.; Lin, Z.; Zhang, Y. Large-Scale Microlens Arrays on Flexible Substrate with Improved Numerical Aperture for Curved Integral Imaging 3D Display. Sci. Rep. 2020, 10, 11741. [Google Scholar] [CrossRef]
- Ratcliff, J.; Supikov, A.; Alfaro, S.; Azuma, R. ThinVR: Heterogeneous Microlens Arrays for Compact, 180 Degree FOV VR near-Eye Displays. IEEE Trans. Visual. Comput. Graph. 2020, 26, 1981–1990. [Google Scholar] [CrossRef]
- Deng, Z.; Chen, F.; Yang, Q.; Bian, H.; Du, G.; Yong, J.; Shan, C.; Hou, X. Dragonfly-Eye-Inspired Artificial Compound Eyes with Sophisticated Imaging. Adv. Funct. Mater. 2016, 26, 1995–2001. [Google Scholar] [CrossRef]
- Liu, X.; Yang, S.; Yu, L.; Chen, Q.; Zhang, Y.; Sun, H. Rapid Engraving of Artificial Compound Eyes from Curved Sapphire Substrate. Adv. Funct. Mater. 2019, 29, 1900037. [Google Scholar] [CrossRef]
- Fan, H.; Cao, X.-W.; Wang, L.; Li, Z.-Z.; Chen, Q.-D.; Juodkazis, S.; Sun, H.-B. Control of Diameter and Numerical Aperture of Microlens by a Single Ultra-Short Laser Pulse. Opt. Lett. 2019, 44, 5149. [Google Scholar] [CrossRef]
- Bae, S.-I.; Kim, K.; Yang, S.; Jang, K.; Jeong, K.-H. Multifocal Microlens Arrays Using Multilayer Photolithography. Opt. Express 2020, 28, 9082. [Google Scholar] [CrossRef]
- Li, J.; Wang, W.; Mei, X.; Hou, D.; Pan, A.; Liu, B.; Cui, J. Fabrication of Artificial Compound Eye with Controllable Field of View and Improved Imaging. ACS Appl. Mater. Interfaces 2020, 12, 8870–8878. [Google Scholar] [CrossRef]
- Yabu, H.; Shimomura, M. Simple Fabrication of Micro Lens Arrays. Langmuir 2005, 21, 1709–1711. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.; Wagermaier, W.; Masic, A.; Kommareddy, K.P.; Bennet, M.; Manjubala, I.; Lee, S.-W.; Park, S.B.; Cölfen, H.; Fratzl, P. Self-Assembly of Amorphous Calcium Carbonate Microlens Arrays. Nat. Commun. 2012, 3, 725. [Google Scholar] [CrossRef] [PubMed]
- Yong, J.; Chen, F.; Yang, Q.; Hou, X. Femtosecond Laser Controlled Wettability of Solid Surfaces. Soft Matter 2015, 11, 8897–8906. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Chen, F.; Wang, X.; Yang, Q.; Zhang, D.; Si, J.; Hou, X. Photoetching of Spherical Microlenses on Glasses Using a Femtosecond Laser. Opt. Commun. 2009, 282, 4119–4123. [Google Scholar] [CrossRef]
- Tan, D.; Wang, Z.; Xu, B.; Qiu, J. Photonic Circuits Written by Femtosecond Laser in Glass: Improved Fabrication and Recent Progress in Photonic Devices. Adv. Photonics 2021, 3, 024002. [Google Scholar] [CrossRef]
- Lin, Z.; Hong, M. Femtosecond Laser Precision Engineering: From Micron, Submicron, to Nanoscale. Ultrafast Sci. 2021, 2021, 9783514. [Google Scholar] [CrossRef]
- Liu, K.; Yang, Q.; Chen, F.; Zhao, Y.; Meng, X.; Shan, C.; Li, Y. Design and Analysis of the Cross-Linked Dual Helical Micromixer for Rapid Mixing at Low Reynolds Numbers. Microfluid. Nanofluid 2015, 19, 169–180. [Google Scholar] [CrossRef]
- Chen, F.; Deng, Z.; Yang, Q.; Bian, H.; Du, G.; Si, J.; Hou, X. Rapid Fabrication of a Large-Area Close-Packed Quasi-Periodic Microlens Array on BK7 Glass. Opt. Lett. 2014, 39, 606. [Google Scholar] [CrossRef]
- Liu, X.; Yu, L.; Yang, S.; Chen, Q.; Wang, L.; Juodkazis, S.; Sun, H. Optical Nanofabrication of Concave Microlens Arrays. Laser Photonics Rev. 2019, 13, 1800272. [Google Scholar] [CrossRef]
- Kiyama, S.; Matsuo, S.; Hashimoto, S.; Morihira, Y. Examination of Etching Agent and Etching Mechanism on Femotosecond Laser Microfabrication of Channels Inside Vitreous Silica Substrates. J. Phys. Chem. C 2009, 113, 11560–11566. [Google Scholar] [CrossRef]
- Juodkazis, S.; Yamasaki, K.; Mizeikis, V.; Matsuo, S.; Misawa, H. Formation of Embedded Patterns in Glasses Using Femtosecond Irradiation. Appl. Phys. A 2004, 79, 1549–1553. [Google Scholar] [CrossRef]
- Liu, Y.; Li, X.; Wang, Z.; Qin, B.; Zhou, S.; Huang, J.; Yao, Z. Morphology Adjustable Microlens Array Fabricated by Single Spatially Modulated Femtosecond Pulse. Nanophotonics 2022, 11, 571–581. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, L.; Sun, J.; Pan, C.; Han, W.; Wang, G.; Zhang, H.; Grigoropoulos, C.P.; Lu, Y. Enhancing the Expansion of a Plasma Shockwave by Crater-Induced Laser Refocusing in Femtosecond Laser Ablation of Fused Silica. Photonics Res. 2017, 5, 488–493. [Google Scholar] [CrossRef]
- Burger, M.; Skrodzki, P.J.; Lin, J.; Nees, J.; Krushelnick, K.; Jovanovic, I. Intense Laser Filament-Solid Interactions from near-Ultraviolet to Mid-Infrared. Opt. Express 2018, 26, 16456–16465. [Google Scholar] [CrossRef] [PubMed]
- Kudryashov, S.I.; Danilov, P.A.; Startseva, E.D.; Ionin, A.A. Multi-Zone Single-Shot Femtosecond Laser Ablation of Silica Glass at Variable Multi-Photon Ionization Paths. J. Opt. Soc. Am. B 2018, 35, B38–B42. [Google Scholar] [CrossRef]
- Austin, D.R.; Kafka, K.R.P.; Lai, Y.H.; Wang, Z.; Blaga, C.I.; Chowdhury, E.A. Femtosecond Laser Damage of Germanium from Near- to Mid-Infrared Wavelengths. Opt. Lett. 2018, 43, 3702–3705. [Google Scholar] [CrossRef]
- Qi, J.; Wang, Z.; Xu, J.; Lin, Z.; Li, X.; Chu, W.; Cheng, Y. Femtosecond Laser Induced Selective Etching in Fused Silica: Optimization of the Inscription Conditions with a High-Repetition-Rate Laser Source. Opt. Express 2018, 26, 29669–29678. [Google Scholar] [CrossRef]
- Mishchik, K.; Cheng, G.; Huo, G.; Burakov, I.M.; Mauclair, C.; Mermillod-Blondin, A.; Rosenfeld, A.; Ouerdane, Y.; Boukenter, A.; Parriaux, O.; et al. Nanosize Structural Modifications with Polarization Functions in Ultrafast Laser Irradiated Bulk Fused Silica. Opt. Express 2010, 18, 24809–24824. [Google Scholar] [CrossRef]
- Li, Q.; Wu, Q.; Li, Y.; Zhang, C.; Jia, Z.; Yao, J.; Sun, J.; Xu, J. Femtosecond Laser-Induced Periodic Surface Structures on Lithium Niobate Crystal Benefiting from Sample Heating. Photonics Res. 2018, 6, 789–793. [Google Scholar] [CrossRef]
- Ahmed, R.; Yetisen, A.K.; Butt, H. High Numerical Aperture Hexagonal Stacked Ring-Based Bidirectional Flexible Polymer Microlens Array. ACS Nano 2017, 11, 3155–3165. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, T.; Li, M.; Yang, Q.; Lu, Y.; Cheng, Y.; Zhang, C.; Du, B.; Hou, X.; Chen, F. Femtosecond Laser Fabrication of Submillimeter Microlens Arrays with Tunable Numerical Apertures. Micromachines 2022, 13, 1297. https://doi.org/10.3390/mi13081297
Yang T, Li M, Yang Q, Lu Y, Cheng Y, Zhang C, Du B, Hou X, Chen F. Femtosecond Laser Fabrication of Submillimeter Microlens Arrays with Tunable Numerical Apertures. Micromachines. 2022; 13(8):1297. https://doi.org/10.3390/mi13081297
Chicago/Turabian StyleYang, Tongzhen, Minjing Li, Qing Yang, Yu Lu, Yang Cheng, Chengjun Zhang, Bing Du, Xun Hou, and Feng Chen. 2022. "Femtosecond Laser Fabrication of Submillimeter Microlens Arrays with Tunable Numerical Apertures" Micromachines 13, no. 8: 1297. https://doi.org/10.3390/mi13081297
APA StyleYang, T., Li, M., Yang, Q., Lu, Y., Cheng, Y., Zhang, C., Du, B., Hou, X., & Chen, F. (2022). Femtosecond Laser Fabrication of Submillimeter Microlens Arrays with Tunable Numerical Apertures. Micromachines, 13(8), 1297. https://doi.org/10.3390/mi13081297