
A Review of 3D Printed Bone Implants


Abstract
:1. Introduction
2. Materials
2.1. Inorganic Biomaterials
2.1.1. Non-Degradable Metal Material
2.1.2. Degradable Metal Material
2.1.3. Bio-Ceramic
2.2. Synthetic Polymer Materials
2.2.1. Degradable Synthetic Polymer Materials
2.2.2. Nondegradable Synthetic Polymer Materials
2.3. Natural Polymer Material
2.4. Future Prospective and Conclusions
3. 3D Printing Technology
3.1. Selective Laser Sintering
3.2. Fusion Deposition Modeling
3.3. Stereo Lithography Appearance
3.4. Laser Powder Bed Fusion
3.5. Bioprinting
3.6. Other Printing Technologies
3.7. Discussions before Future Prospective and Conclusion
4. Optimization of Structure and Performance of Bone Implant
5. 4D Printing
6. Future Prospective and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Deepak, K.; Bikramjit, B.; Ashutosh, K.D. Electrical stimulation and piezoelectric biomaterials for bone tissue engineering applications. Biomaterials 2020, 258, 120280. [Google Scholar]
- Florencio, S.R.; Sasso, G.R.D.S.; Sasso-Cerri, E.; Simões, M.J.; Cerri, P.S. Biology of bone tissue: Structure, function, and factors that influence bone cells. Biomed. Res. Int. 2015, 2015, 421746. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baldwin, P.; Li, D.J.; Auston, D.A.; Mir, H.S.; Yoon, R.S.; Koval, K.J. Autograft, Allograft, and Bone Graft Substitutes: Clinical Evidence and Indications for Use in the Setting of Orthopaedic Trauma Surgery. Orthop. Trauma 2019, 33, 203–213. [Google Scholar] [CrossRef] [PubMed]
- Sohn, H.-S.; Oh, J.K. Review of Bone Graft and Bone Substitutes with an Emphasis on Fracture Surgeries. Biomater. Res. 2019, 23, 9. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.W.; Wu, X.X.; Chen, J.D.; Lin, K.L. The Development of Collagen Based Composite Scaffolds for Bone Regeneration. Bioact. Mater. 2018, 3, 129–138. [Google Scholar] [CrossRef] [PubMed]
- Renata, G.R.; Vanessa, M.S.; Thais, L.D.A.M.; Beatriz, R.C.D.M.; Cristiane, S.; Douglas, M.G.L.; Gilmar, P.T. Current Advances in Bone Tissue Engineering Concerning Ceramic and Bio-glass Scaffolds: A Review. Ceram. Int. 2019, 45, 21051–21061. [Google Scholar]
- Ma, X.K.; Yang, R.; Kang, N.; Wang, R. Research on Polylactic Acid Composites Based on 3D Printing Technology. J. Jilin Inst. Chem. Technol. 2022, 39, 10–14. [Google Scholar]
- Lipskas, J.; Deep, K.; Yao, W. Robotic Assisted 3D Bio-printing for Repairing Bone and Cartilage Defects through a Minimally Invasive Approach. Sci. Rep. 2019, 9, 3746. [Google Scholar] [CrossRef]
- Touri, M.; Kabirian, F.; Saadati, M.; Ramkrishna, S.; Mozafari, M. Additive Manufacturing of Biomaterials—The Evolution of Rapid Prototyping. Adv. Eng. Mater. 2019, 21, 1800511. [Google Scholar] [CrossRef]
- Shivakalyani, A.; Nandini, D.; Anindita, L.; Chandra, S.S.; Seeram, R.; Mudrika, K. Three Dimensional Bioprinting for Bone Tissue Regeneration. Curr. Opin. Biomed. Eng. 2017, 2, 22–28. [Google Scholar] [CrossRef]
- Christy, P.N.; Basha, S.K.; Kumari, V.S.; Bashir, A.K.H.; Maaza, M.; Kaviyarasu, K.; Mariad, V.A.; Naif, A.A.; Savarimuthu, I. Biopolymeric Nanocomposite Scaffolds for Bone Tissue Engineering Applications: A review. J. Drug Deliv. Sci. Technol. 2020, 55, 01452. [Google Scholar] [CrossRef]
- Sreenivasan, D.; Tu, P.T.; Dickinson, M.; Watson, M.; Blais, A.; Das, R.; Cornish, J.; Fernandez, J. Computer Modelling Integrated with Micro-CT and Material Testing Provides Additional Insight to Evaluate Bone Treatments: Application to a Beta-glycan Derived whey Protein Mice Model. Comput. Biol. Med. 2016, 68, 9–20. [Google Scholar] [CrossRef] [PubMed]
- Hossein, J.; Bengi, Y.; Zafer, E. A Review of Bio-ceramic Porous Scaffolds for Hard Tissue Applications: Effects of Structural Features. Ceram. Int. 2020, 46, 15725–15739. [Google Scholar]
- Li, X.Y.; Song, C.W.; Fei, Q.; Zhang, H.Y.; Lin, J.S.; Meng, H.; Yang, Y. Research Progress of 3D Printing Titanium Alloy Scaffold Materials for Bone Repair. J. Clin. Exp. Med. 2019, 18, 222–225. [Google Scholar]
- Li, Y.G. Research Progress of Biodegradable Magnesium Alloy Biomaterials in Orthopedics. Aging Appl. Synth. Mater. 2021, 50, 155–158. [Google Scholar]
- Januariyasa, I.K.; Ika, D.A.; Yusril, Y. Nanofibrous Poly (vinyl alcohol)/Chitosan Contained Carbonated Hydroxyapatite Nanoparticles Scaffold for Bone Tissue Engineering. Mater. Sci. Eng. C 2020, 107, 110347. [Google Scholar] [CrossRef]
- Hou, D.; Chen, X.S.; Mao, Y.Y.; Zhang, Q. Research Progress of β-TCP Material Modification and its Application in Bone Defect Repair. Orthop. Biomech. Mater. Clin. Study 2021, 18, 74–77. [Google Scholar]
- Kargozar, S.; Montazerian, M.; Fiume, E.; Baino, F. Multiple and Promising Applications of Strontium (Sr)-Containing Bioactive Glasses in Bone Tissue Engineering. Front. Bioeng. Biotechnol. 2019, 7, 161. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tan, G.Z.; Tu, X.R.; Guo, L.Y.; Zhong, J.L.; Zhang, Y.; Jiang, Q.Z. Biosafety Evaluation of 3D Printed Gelatin/Sodium Alginate /58S Bioglass Scaffold for Bone Defect Repair. Chin. Tissue Eng. Res. 2022, 26, 521–527. [Google Scholar]
- Hu, K.; Wang, K.L.; Cui, Y.Z.; Xiao, Y.H.; Yang, G.J.; Sun, W.W.; Wang, J.D.; Wang, H.B.; Guo, L.X.Z.; Han, L.; et al. Study on Degradation and Biological Performance of 3D Printed Mineralized Collagen-based Bone Prosthesis. Digit. Print. 2021, 3, 147–157. [Google Scholar]
- Laura, G.; Emanuela, A.; Rosasilvia, R.; Walter Bonani, M.B.; Gina, L.; Brunella, G.; Antonella, M.; Francesco, G. Hydrogen Sulfide Releasing Silk Fibroin Scaffold for Bone Tissue Engineering. Mater. Sci. Eng. C 2019, 102, 471–482. [Google Scholar] [CrossRef]
- Pooyan, M.; Ghareib, W.; Ali, F.D.S.; Wafa, I.; Abdel, F.; Assunta, B. Hyaluronic Acid/Corn Silk Extract Based Injectable NanoComposite: A Biomimetic Antibacterial Scaffold for Bone Tissue Regeneration. Mater. Sci. Eng. C 2020, 107, 110192. [Google Scholar]
- Tao, F.H.; Cheng, Y.X.; Shi, X.W.; Zheng, H.F.; Du, Y.M.; Wei, X.; Deng, H.B. Applications of Chitin and Chitosan Nanofibers in Bone Regenerative Engineering. Carbohydr. Polym. 2020, 230, 115658. [Google Scholar] [CrossRef] [PubMed]
- Ashwin, B.; Abinaya, B.; Prasith, T.P.; Chandran, S.V.; Yadav, L.R.; Vairamani, M.; Patil, S.; Selvamurugan, N. 3D-Poly (Lactic Acid) Scaffolds Coated with Gelatin and Mucic Acid for Bone Tissue Engineering. Int. J. Biol. Macromol. 2020, 162, 523–532. [Google Scholar] [CrossRef] [PubMed]
- Donnaloja, F.; Jacchetti, E.; Soncini, M.; Raimondi, M.T. Natural and Synthetic Polymers for Bone Scaffolds Optimization. Polymers 2020, 12, 905. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, W.G.; Junior, J.R.P.; Paulo, R.L.N.; David, M.; Jillian, C.; Fernanda, M.; Guilherme, F.C.; Paulo, B. Engineered 3D Printed Poly(ɛ-caprolactone)/Graphene Scaffolds for Bone Tissue Engineering. Mater. Sci. Eng. C 2019, 100, 759–770. [Google Scholar] [CrossRef] [PubMed]
- Majid, T.D.; Mehdi, A.; Batoul, H.B. Fabrication and Characterization of Porous Co–Cr–Mo/58S Bio-glass Nano Composite by Using NH4HCO3 as Space holder. Mater. Des. 2015, 88, 406–413. [Google Scholar]
- Zhou, M.; Cheng, Y.; Zhou, X.C.; Li, M.; Wei, C.B.; Zheng, Y.F.; Xiu, P.; Cai, H.; Liu, Z.J.; Wang, C.M.; et al. Titanium alloy medical implants based on additive manufacturing technology. Chin. Sci. Tech. Sci. 2016, 46, 1097–1115. [Google Scholar]
- Wen, P.; Qin, Y.; Chen, Y. Laser. Additive Manufacturing of Zn Porous Scaffolds; Shielding Gas Flow, Surface Quality and Densification. J. Mater. Sci. Technol. 2019, 35, 368–376. [Google Scholar] [CrossRef]
- Wang, X.J.; Xu, S.Q.; Zhou, S.W. Topological Design and Additive Manufacturing of Porous Metals for Bone Scaffolds and Orthopaedic Implants: A Review. Biomaterial 2016, 83, 127–141. [Google Scholar] [CrossRef] [PubMed]
- You, J.; Fang, L.H.; Zhang, Q.; Gao, Y.L.; Peng, W. Study on Osseointegration of Surface Porous Titanium Multi-Tooth Implant Based on SLM Technology. Chin. J. Biomed. Eng. 2015, 34, 315–322. [Google Scholar]
- Alberto, C.M.; Luca, L.; Forleo, D.M.; Staffieri, F.; Francioso, E.; Di Meo, A.; Becerra, J.; Crovace, A.; Santos-Ruiz, L. 3D Biomimetic Porous Titanium (Ti6Al4V ELI) Scaffolds for Large Bone Critical Defect Reconstruction: An Experimental Study in Sheep. Animals 2020, 10, 1389. [Google Scholar]
- Shi, Y.L.; Guo, Z.M.; Li, X.M.; Qi, C.F.; Yang, X.C. Study on Preparation of Cellular Ti6Al4V Porous Titanium Skeleton by 3D Printing-Gel Casting. Powder Metall. Ind. 2018, 28, 34–39. [Google Scholar]
- Zhang, C.K. Preparation of 3D printed Ti6Al4V-4Cu Alloy Material and its Osteogenic Properties. Master’s Thesis, Army Medical University, Chongqing, China, 2020. [Google Scholar]
- Xu, W.; Tian, J.J.; Liu, Z.; Lu, X.; Muhammad, D.H.; Yu, Y.; Zhou, L.; Qu, X.H.; Wen, C. Novel Porous Ti35Zr28Nb Scaffolds Fabricated by Powder Metallurgy with Excellent Osteointegration Ability for Bone Tissue Engineering Applications. Mater. Sci. Eng. C 2019, 105, 110015. [Google Scholar] [CrossRef]
- Wang, S.; Liu, L.L.; Li, K.; Zhu, L.H.; Chen, J.; Hao, Y.Q. Pore Functionally Graded Ti6Al4V Scaffolds for Bone Tissue Engineering Application. Mater. Des. 2019, 168, 107643. [Google Scholar] [CrossRef]
- Shi, X.; Wu, X.Z.; Ma, X.S.; Liu, Y.; He, P.; Luo, Y.F. Medical Application and Biocompatibility Mechanism of Tantalum. Funct. Mater. 2019, 50, 12001–12006. [Google Scholar]
- Yin, B.Z.; Qin, Y.; Wen, P.; Zheng, Y.F.; Tian, Y. Preparation of Metal Bone Implants by Laser Powder Bed Melting. China Laser 2020, 47, 8–25. [Google Scholar]
- Wauthle, R.; Johan, V.D.S.; Amin, Y.S. Additively Manufactured Porous Tantalum Implants. Acta Biomater. 2015, 14, 217–225. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable Metals. Mater. Sci. Eng. R 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Liu, Y.; Cheng, Y.F.; Chen, X.H.; Yang, J.-A.; Pan, H.; Chen, D.; Wang, L.; Zhang, J.; Zhu, D.; Wu, S.L.; et al. Fundamental theory of biodegradable metals—Definition, criteria, and design. Adv. Funct. Mater. 2019, 29, 180502. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Wu, Y.H. Medical Metallic Materials in Transition. J. Metall. 2017, 53, 257–297. [Google Scholar]
- Chou, D.T.; Wells, D.; Hong, D.; Lee, B.; Kuhn, H.; Kumta, P.N. Novel Processing of Iron Manganese Alloy Based Biomaterials by Inkjet 3D Printing. Acta Biomater. 2013, 9, 8593–8603. [Google Scholar] [CrossRef] [PubMed]
- Bose, S.; Banerjee, D.; Robertson, S.; Sahar, V. Enhanced In Vivo Bone and Blood Vessel Formation by Iron Oxide and Silica Doped 3D Printed Tricalcium Phosphate Scaffolds. Ann. Biomed. Eng. 2018, 46, 1241–1253. [Google Scholar] [CrossRef]
- Li, Y.; Wu, Q.; Tang, G.; Li, H.; Shang, L.Y. Printing Preparation and Performance Characteristics of Magnesium Bone Tissue Engineering Scaffold. Res. Tissue Eng. China 2018, 22, 827–832. [Google Scholar]
- Lai, Y.; Li, Y.; Cao, H.; Long, J.; Wang, X.; Li, L.; Li, C.; Jia, Q.; Teng, B.; Tang, T.; et al. Osteogenic Magnesium Incorporated into PLGA/TCP Porous Scaffold by 3D Printing for Repairing Challenging Bone Defect. Biomaterials 2019, 197, 207–219. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.H.; Zhao, S.H.; Zhu, M.; Zhu, Y.F.; Zhang, Y.D.; Liu, Z.T.; Zhang, C.Q. 3D Printed Magnetic Fe3O4/MBG/PCL Composite Scaffolds with Multifunctionality of Bone Regeneration, Local Anticancer Drug Delivery and Hyperthermia. J. Mater. Chem. B 2014, 2, 7583–7595. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Jahr, H.; Lietaert, K.; Pavanram, P.; Yilmaz, A.; Fockaert, L.I.; Leeflang, M.A.; Pouran, B.; Garcia, Y.G.; Weinans, H.; et al. Additively Manufactured Biodegradable Porous Iron. Acta Biomater. 2018, 77, 380–393. [Google Scholar] [CrossRef]
- Jauer, L.; Kimm, M.; Meiners, W.; Batista, R.S.; Labude, N.; Bienert, M.; Schleifenbaum, J. Additive Manufacturing of Magnesium Alloys. In Proceedings of the 9th Symposium on Biodegradable Metals, Bertinoro, Italy, 27 August–1 September 2017. [Google Scholar]
- Li, Y.; Zhou, J.; Pavanram, P.; Leeflang, M.A.; Fockaert, L.I.; Pouran, B.; Tümer, N.; Schröder, K.-U.; Mol, J.M.C.; Weinans, H.; et al. Additively Manufactured Biodegradable Porous Magnesium. Acta Biomater. 2018, 67, 378. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Jahr, H.; Zhang, X.Y.; Leeflang, M.A.; Li, W.; Pouran, B.; Tichelaar, F.D.; Weinans, H.; Zhou, J.; Zadpoor, A.A. Biodegradation affected fatigue behavior of additively manufactured porous magnesium. Addit. Manuf. 2019, 28, 299. [Google Scholar] [CrossRef]
- Pei, X.; Ma, L.; Zhang, B.; Sun, J.; Sun, Y.; Fan, Y.; Gou, Z.; Zhou, C.; Zhang, X. Creating Hierarchical Porosity Hydroxyapatite Scaffolds with Osteo Induction by Three Di Mensional Printing and Microwave Sintering. Biofabrication 2017, 9, 045008. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Zhang, X.; Yang, Y.; Zhou, K.; Wragg, N.; Liu, Y.; Lewis, M.; Liu, C. Fabrication and Characterization of 3D Complex Hydroxyapatite Scaffolds with Hierarchical Porosity of Different Features for Optimal Bioactive Performance. Ceram. Int. 2017, 43, 336–344. [Google Scholar] [CrossRef] [Green Version]
- Ren, X.; Tuo, Q.; Tian, K.; Huang, G.; Li, J.; Xu, T.; Lv, X.; Wu, J.; Chen, Z.; Weng, J.; et al. Enhancement of Osteogenesis Using a Novel Porous Hydro Xyapatite Scaffold In Vivo and Vitro. Ceram. Int. 2018, 44, 21656–21665. [Google Scholar] [CrossRef]
- Calabrese, G.; Giuffrida, R.; Forte, S.; Fabbi, C.; Figallo, E.; Salvatorelli, L.; Memeo, L.; Parenti, R.; Gulisano, M.; Gulino, R. Human Adipose Derived Mesenchymal Stem-cells Seeded into A Collagen Hydroxyapatite Scaffold Promote Bone Augmentation after Implantation in the Mouse. Sci. Rep. 2017, 7, 7110. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.H.; Cheng, L.G.; Chen, K. Application and Value of Polymer Materials in 3D Printing Biological Bones and Scaffolds. Res. Tissue Eng. China 2022, 26, 610–616. [Google Scholar]
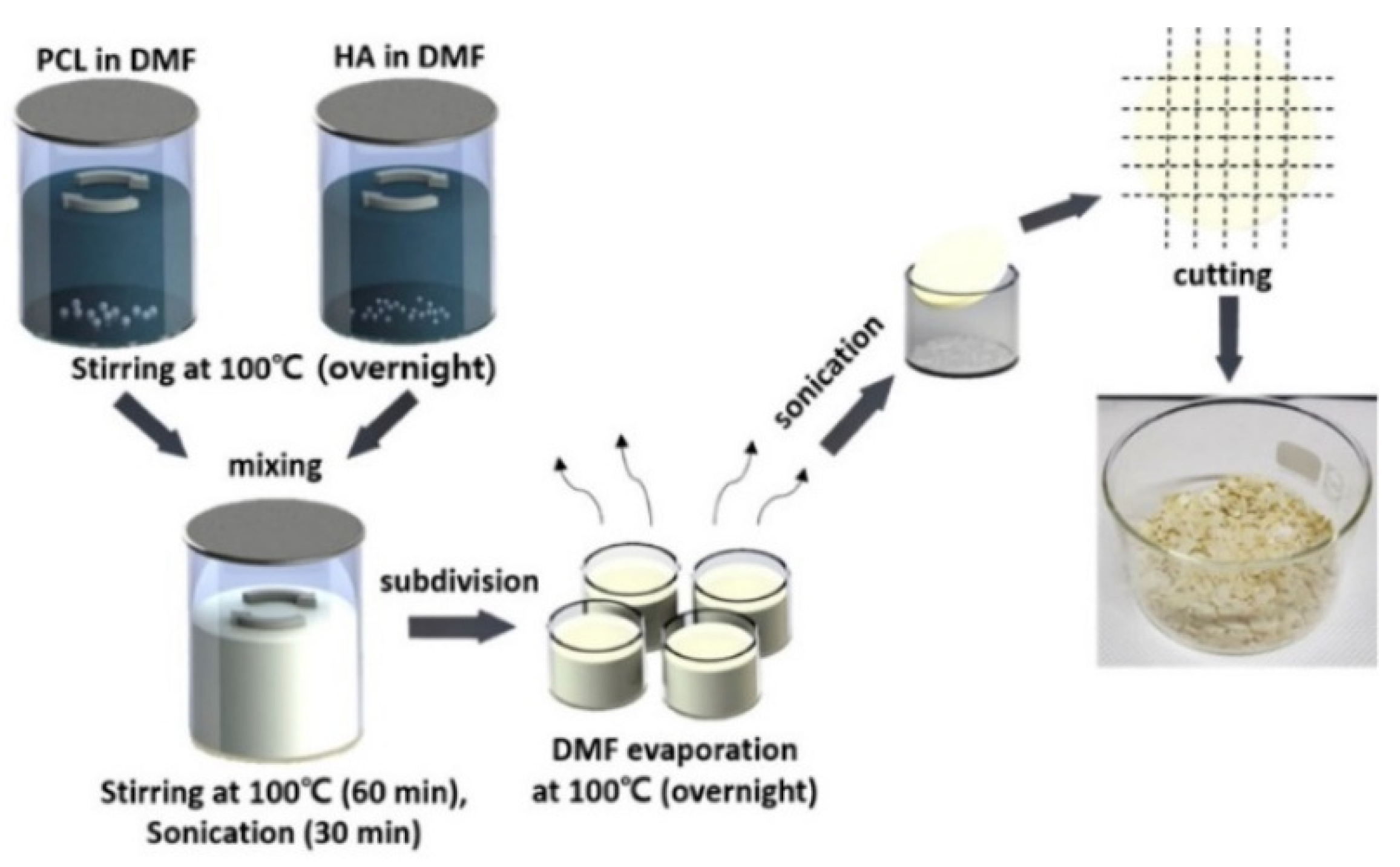
- Zhang, H.F.; Mao, X.Y.; Zhao, D.Y.; Jiang, W.B.; Du, Z.; Li, Q.; Jiang, C.; Han, D. Experimental Study on 3D Printing PLA-HA Composite Material to Construct Tissue Engineering Bone. Int. J. Orthop. 2016, 37, 57–63. [Google Scholar]
- Cavo, M.; Scaglione, S. Scaffold Microstructure Effects on Functional and Mechanical Performance: Integration of Theoretical and Experimental Approaches for Bone Tissue Engineering Applications. Mater. Sci. Eng. C 2016, 68, 872–879. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Ma, B.; Liu, F.; Duan, J.; Wang, S.; Qiu, J.; Li, D.; Sang, Y.; Liu, C.; Liu, D.; et al. Polylactic Acid Nanopillar Array-Driven Osteogenic Differentiation of Human Adipose-Derived Stem Cells Determined by Pillar Diameter. Nano Lett. 2018, 18, 2243–2253. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Wang, Y.; Zhou, D.; Jun, J.; Jin, X.; Jiang, T. Preparation and Histocompatibility of Polycaprolactone/Poly-triethyene Carbonate Electrospinning Scaffold Material. J. Shanxi Med. Univ. 2018, 49, 251–257. [Google Scholar]
- Yu, C.; Liu, K.; Hou, C.J.; He, T.; Deng, W.S.; Sun, P. Biocompatibility of 3D printed nano-hydroxyapatite/polycaprolactone scaffolds. J. Med. Coll. Qingdao Univ. 2017, 53, 1–4. [Google Scholar]
- Seidenstuecker, M.; Kerr, L.; Bernstein, A.; Mayr, H.; Suedkamp, N.P.; Gadow, R.; Krieg, P.; Hernandez, L.S.; Thomann, R.; Syrowatka, F.; et al. 3D Powder Printed Bio-glass and β-Tricalcium Phosphate Bone Scaffolds. Materials 2018, 11, 13. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Wang, Y.; Wang, Z.; Qi, Y.; Li, L.; Zhang, P.; Chen, X.; Huang, Y. Composite PLA/PEG/n HA/Dexamethasone scaffold prepared by 3d printing for bone regeneration. Macromol. Biosci. 2018, 18, 1800068. [Google Scholar] [CrossRef] [PubMed]
- Kim, C.G.; Han, K.S.; Lee, S.; Kim, M.C.; Kim, S.Y.; Nah, J. Fabrication of Biocompatible Polycaprolactone–Hydroxyapatite Composite Filaments for the FDM 3D Printing of Bone Scaffolds. Appl. Sci. 2021, 11, 6351. [Google Scholar] [CrossRef]
- Kawai, T.; Shanjani, Y.; Fazeli, S.; Behn, A.W.; Okuzu, Y.; Goodman, S.B.; Yang, Y.P. Customized, Degradable, Functionally Graded Scaffold for Potential Treatment of Early-Stage Osteonecrosis of the Femoral Head. J. Orthop. Res. 2018, 36, 1002–1011. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, H.; Han, D.; Dong, J.-S.; Shen, G.-X.; Chai, G.; Yu, Z.-Y.; Lang, W.-J.; Ai, S.-T. Rapid Prototyped PGA/PLA Scaffolds in The Reconstruction of Mandibular Condyle Bone Defects. Int. J. Med. Robot. 2010, 6, 66–72. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Shen, S.; Xian, H.; Dai, Y.J.; Guo, W.M.; Li, X.; Zhang, X.L.; Wang, Z.Y.; Li, H.J.; Peng, L.Q.; et al. Study on PLGA/ Acellular Cartilage Extracellular Matrix Scaffold Material Prepared by 3D Printing and its Physicochemical Properties. Chin. J. Repair Reconstr. Surg. 2019, 33, 1011–1018. [Google Scholar]
- Gu, X.M. Preparation and Osteogenesis of 3D Printed Porous Amorphous Poly (Aryl Ether Ketone) Composite Scaffold. Ph.D. Thesis, Jilin University, Changchun, China, 2021. [Google Scholar]
- Li, S. Surface Porous Poly-Ether-Ether-Ketone Based on Three-Dimensional Printing for Load Bearing Orthopedic Implant. J. Mech. Behav. Biomed. Mater. 2021, 120, 104561. [Google Scholar] [CrossRef] [PubMed]
- Polley, C.; Distler, T.; Detsch, R.; Lund, H.; Springer, A.; Boccaccini, A.R.; Seitz, H. 3D Printing of Piezoelectric Barium Titanate-Hydroxyapatite Scaffolds with Interconnected Porosity for Bone Tissue Engineering. Materials 2020, 13, 1773. [Google Scholar] [CrossRef] [PubMed]
- Zhao, B.H.; Li, Y.; Li, W.J. Study on The Mechanical Properties of Poly-Ether-Ether-Ketone, an Orthopedic Implant Material Prepared by 3D Printing Technology and the Influence of Amino Modification on the Osteogenic Properties of the Material. Inf. Chin. Med. Devices 2021, 27, 10–12. [Google Scholar]
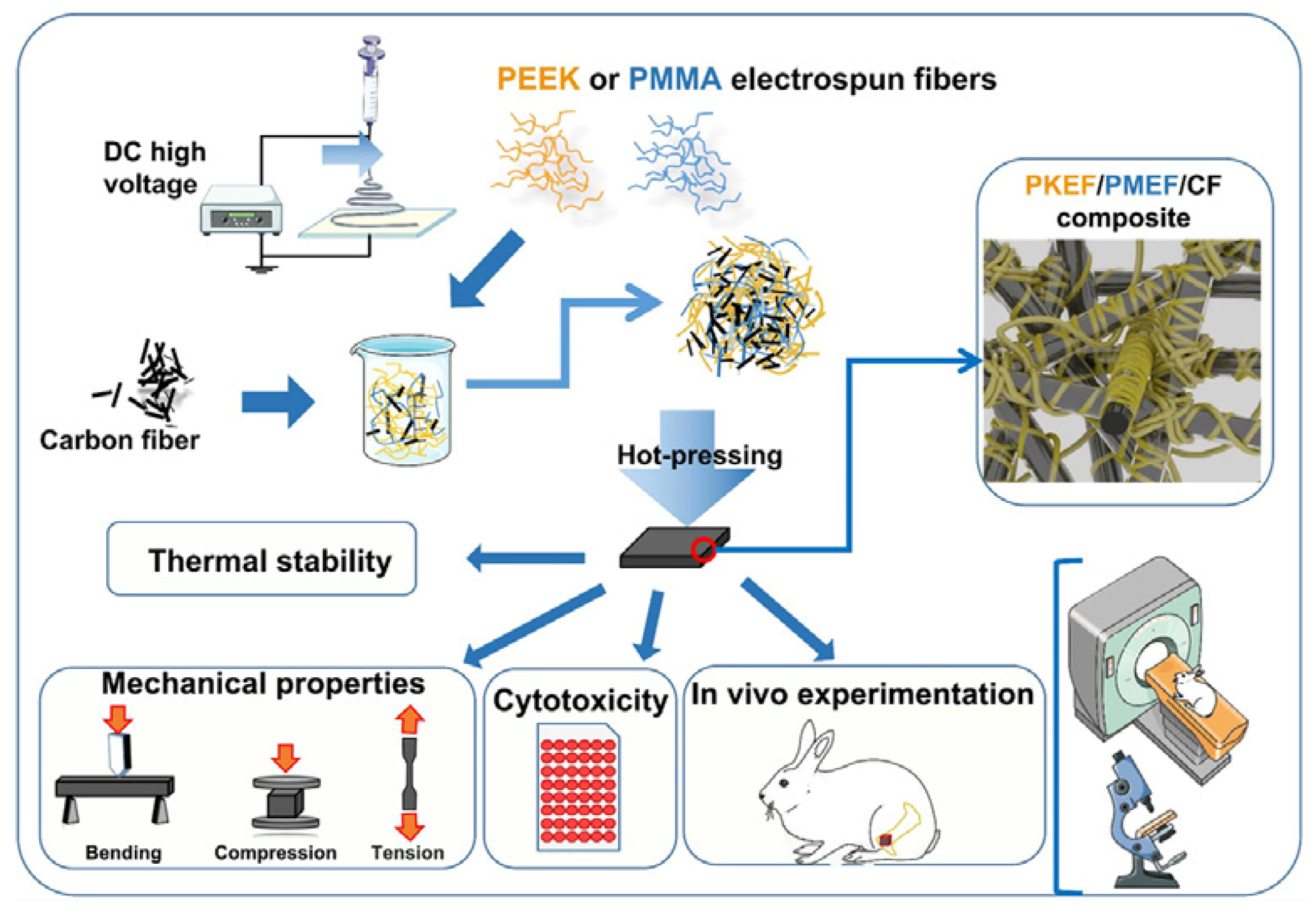
- Jia, W.Y.; Cui, D.; Liu, Y.; Ji, X.; Sun, M.L.; Cheng, Z.Q.; Luo, Y.G.; Liu, G.M. Polyether-Ether-Ketone/ Poly (Methyl Methacrylate)/Carbon Fiber Ternary Composites Prepared by Electrospinning and Hot Pressing for Bone Implant Applications. Mater. Des. 2021, 209, 109893. [Google Scholar] [CrossRef]
- Soundarya, S.P.; Menon, A.H.; Chandran, S.V.; Selvamurugan, N. Bone Tissue Engineering: Scaffold Preparation Using Chitosan and other Biomaterials with Different Design and Fabrication Techniques. Int. J. Biol. Macromol. 2018, 119, 1228–1239. [Google Scholar] [CrossRef] [PubMed]
- Saravanan, S.; Leena, R.S.; Selvamurugan, N. Chitosan Based Bio-Composite Scaffolds for Bone Tissue Engineering. Int. J. Biol. Macromol. 2016, 93, 1354–1365. [Google Scholar] [CrossRef] [PubMed]
- Lavanya, K.; Chandran, S.V.; Balagangadharan, K.; Selvamurugan, N. Temperature-And Ph-Responsive Chitosan-Based Injectable Hydrogels for Bone Tissue Engineering. Mater. Sci. Eng. C 2020, 111, 110862. [Google Scholar] [CrossRef]
- Yu, H.Y.; Ma, D.D.; Wu, B.L. Adhesion and Proliferation Effect of 3D Printed Gelatin Sodium Alginate Gel Scaffold on Human Dental Pulp Cells. J. South. Med. Univ. 2017, 37, 668–672. [Google Scholar]
- Yuan, Q.X.; Gao, L.L.; Li, R.X.; Liu, Y.J.; Lin, X.L.; Zhang, X.Z. 3D Printing Silk Fibroin-Type ⅱ Collagen Cartilage Scaffold. J. Shandong Univ. (Sci. Ed.) 2018, 53, 82–87. [Google Scholar]
- Lu, Y.N.; Zhang, X.Z.; Lin, B.B.; Xu, G.; Chen, J.D.; Chen, S.Y. Repair of Rat Skull Defect with Naringin-Chitosan/Hydroxyapatite Composite Scaffold. Chin. Tissue Eng. Res. 2022, 26, 4441–4445. [Google Scholar]
- Luo, W.B. Cellulose Nanofiber Modified Sodium Alginate Gelatin Bio-Ink Is Used for Biological 3D Printing of Cell Components at Ligament Bone Interface. Ph.D. Thesis, Jilin University, Changchun, China, 2020. [Google Scholar]
- Liu, J. Research on Cu-Containing Mesoporous Bioactive Glass/Sodium Alginate Composite Bone Tissue Engineering Scaffold Based on Ultra-Low Temperature Extrusion Deposition Technology. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2019. [Google Scholar]
- Sing, S.L.; Wang, S.; Agarwala, S.; Florencia, E.W.; Thi, M.H.H.; Wai, Y.Y. Fabrication of Titanium Based Biphasic Scaffold Using Selective Laser Melting and Collagen Immersion. Int. J. Bioprinting 2017, 3, 65–71. [Google Scholar] [CrossRef] [Green Version]
- He, J.; Li, Z.L.; Xie, Z.G. Research Progress of Osteo-inductive Properties of Bone Substitute Materials. Oral Dis. Prev. 2018, 26, 124–127. [Google Scholar]
- Zhou, H.B.; Yu, Z.W.; Liu, J.G. The Molecular Mechanism of Medical Metal Implants to Promote Bone Regeneration. China Tissue Eng. Res. 2022, 26, 1588–1596. [Google Scholar]
- Chocholata, P.; Kulda, V.; Babuska, V. Fabrication of Scaffolds for Bone-Tissue Regeneration. Materials 2019, 12, 568. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, X.; Feng, Y.; Zhang, J.; Shi, Y.; Wang, L. Recent Advances in Additive Manufacturing Technology for Bone Tissue Engineering Scaffolds. Int. J. Adv. Manuf. Technol. 2020, 108, 3591–3606. [Google Scholar] [CrossRef]
- Shen, C.; Witek, L.; Flores, R.L.; Tovar, N.; Torroni, A.; Coelho, P.G.; Kasper, F.K.; Wong, M.; Young, S. Three-Dimensional Printing for Craniofacial Bone Tissue Engineering. Tissue Eng. Part A 2020, 26, 23–24. [Google Scholar] [CrossRef]
- Bagde, A.D.; Kuthe, A.M.; Quazi, S.; Gupta, V.; Jaiswal, S.; Jyothilal, S.; Lande, N.; Nagdeve, S. State of The Art Technology for Bone Tissue Engineering and Drug Delivery. IRBM 2019, 40, 133–144. [Google Scholar] [CrossRef]
- Tan, C.L.; Li, S.; Khamis, E.; Parastoo, J.; Zhou, K.S.; Ma, W.Y.; Moataz, M.; Attallah, M.A. Laser Powder Bed Fusion of Ti-Rich Tini Lattice Structures: Process Optimisation, Geometrical Integrity, and Phase Transformations. Int. J. Mach. Tools Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Chen, M.; Fan, X.; Zhou, H. Recent Advances in Bioprinting Techniques: Approaches, Applications and Future Prospects. J. Transl. Med. 2016, 14, 271. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Akesh, B.; Kakarla, I.K.; Turek, I.; Kong, C.; Helen, I. Printable Gelatin, Alginate and Boron Nitride Nanotubes Hydrogel-Based Ink For 3D Bioprinting and Tissue Engineering Applications. Mater. Des. 2022, 213, 110362. [Google Scholar]
- Ceng, H.; Wang, M.; Chen, D.; Shi, B.; Bai, Y. Process and Biological Properties of Biphasic Calcium Phosphate Bone Tissue Engineering Scaffold Made by Selective Laser Sintering Technology. Stomato-Log. Res. 2018, 34, 165–168. [Google Scholar]
- Ruben, W.; Johan, V.D.S.; Saber, A.Y.; Jan, V.H.; Jean, P.K.; Amir, A.Z.; Harrie, W.; Michiel, M.; Jan, S. Additively Manufactured Porous Tantalum Implants. Acta Biomater. 2015, 14, 217–225. [Google Scholar]
- Guo, L.Y. Study on The Construction of HA/PCL Scaffold for Bone Tissue Engineering by Selective Laser Sintering Technology. Chin. J. Dent. Mater. Devices 2015, 24, 64–68. [Google Scholar]
- Song, H.S.; Li, W.; Song, P.H.; Su, Q.Y.; Wei, Q.S.; Shi, Y.S.; Liu, K.; Liu, W.G. Selective Laser Sintering of Aliphatic-Polycarbonate/Hydroxyapatite Composite Scaffolds for Medical Applications. Int. J. Adv. Manuf. Technol. 2015, 81, 15–25. [Google Scholar]
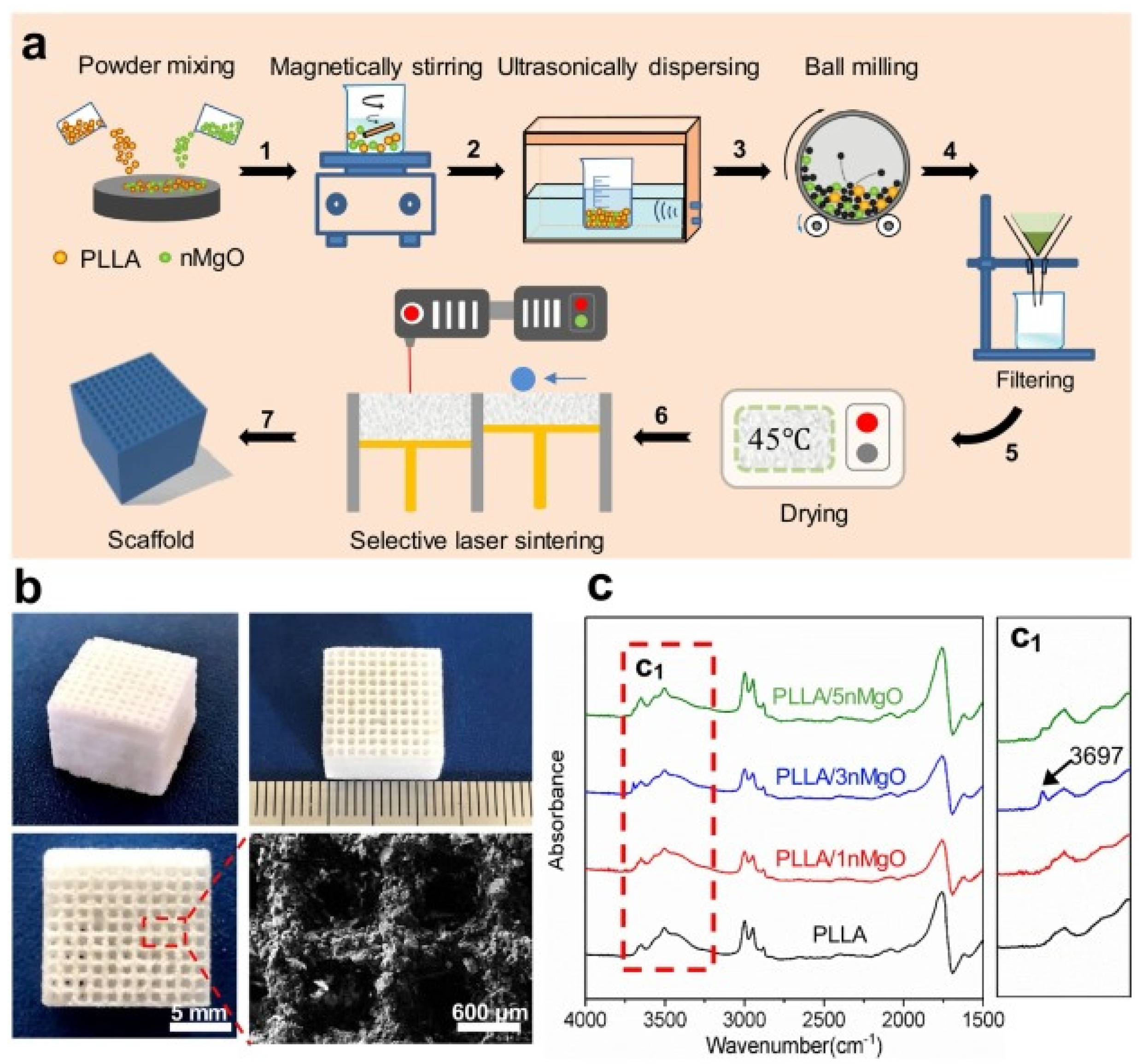
- Jun, S.; Jun, Z.; Qi, F.W.; Wang, G.Y.; Liu, Z.; Yang, Y.W.; Peng, S.P. n-MgO Incorporated PLLA Bone Scaffolds: Enhanced Crystallinity and Neutralized Acidic Products. Mater. Des. 2019, 174, 107801. [Google Scholar]
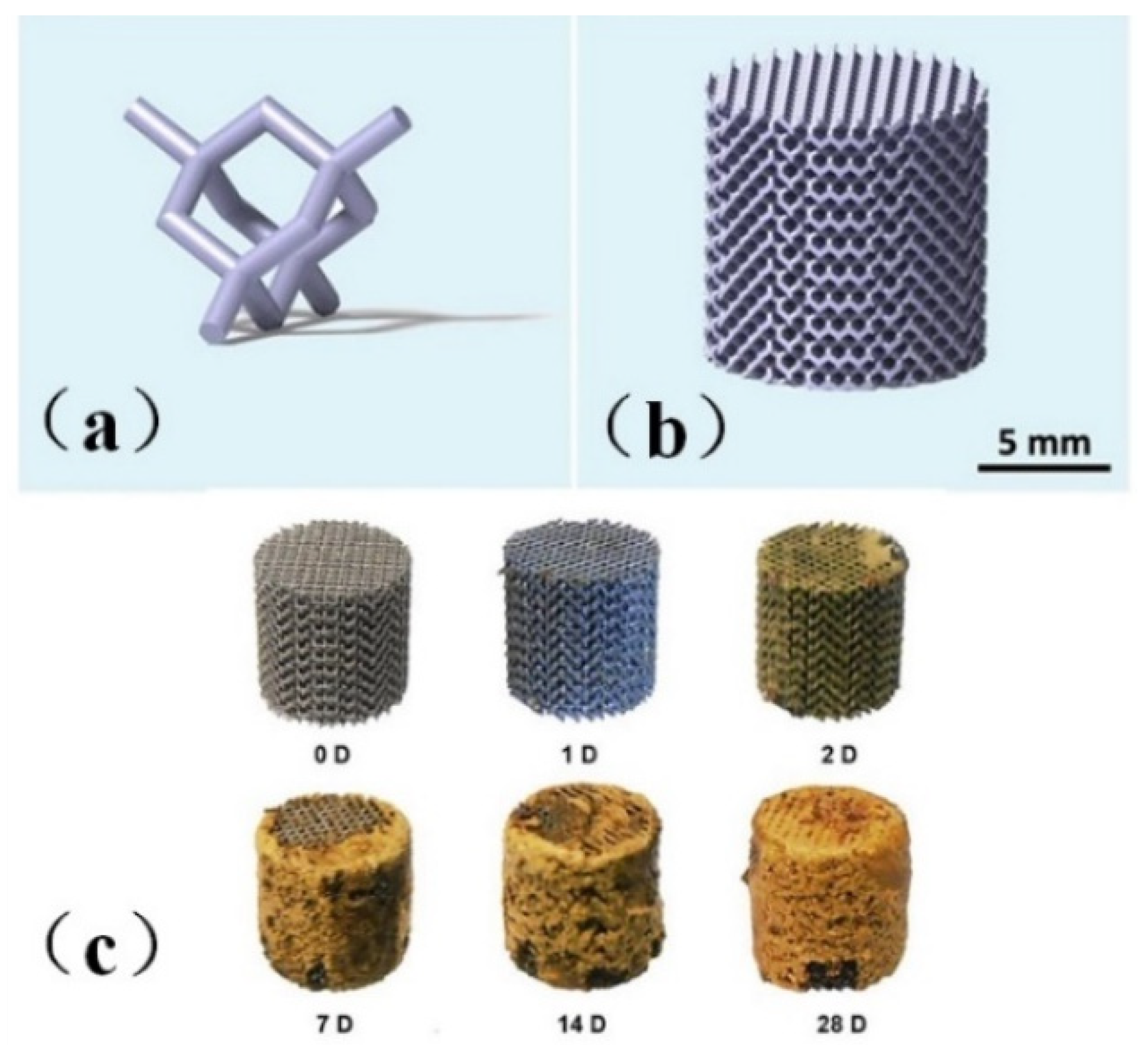
- Dong, Q.S.; Zhang, M.; Zhou, X.; Shao, Y.; Li, J.; Wang, L.; Chu, C.; Xue, F.; Yao, Q.; Bai, J. 3D Printed Mg Incorporated PCL Based Scaffolds: A Promising Approach for Bone Healing. Mater. Sci. Eng. C 2021, 129, 112372. [Google Scholar] [CrossRef] [PubMed]
- Bulina, N.V.; Baev, S.G.; Makarova, S.V.; Vorobyev, A.M.; Titkov, A.I.; Bessmeltsev, V.P.; Lyakhov, N.Z. Selective Laser Melting of Hydroxyapatite: Perspectives for 3D Printing of Bioresorbable Ceramic Implants. Materials 2021, 14, 18. [Google Scholar] [CrossRef] [PubMed]
- He, H.Y.; Zhang, J.Y.; Mi, X.; Hu, Y.; Gu, X.Y. Rapid Prototyping for Tissue-Engineered Bone Scaffold by 3D Printing and Biocompatibility Study. Int. J. Clin. Exp. Med. 2015, 8, 11777–11785. [Google Scholar]
- Zhang, H.F.; Du, Z.J.; Mao, X.; Dan, Y.Z.; Chao, D.; Wen, B.J.; Dong, H. Experimental Study on Tissue Engineering Bone Constructed by 3D Printing PLA-HA Composite Material. Int. J. Orthop. 2016, 37, 57–63. [Google Scholar]
- Jiao, X.; Liu, Z.; Li, X.; Jian, F.; Wei, M.Y. Study On Fabrication Of HA/PCL Composite Tissue Engineering Scaffolds by 3D Printing. J. Beijing Univ. Chem. Technol. 2018, 48, 14952–14963. [Google Scholar]
- Xu, N.; Ye, X.; Wei, D.; Zhong, J.; Chen, Y.; Xu, G.; He, D. 3D Artificial Bones for Bone Repair Prepared by Computed Tomography Guided Fused Deposition Modeling for Bone Repair. ACS Appl. Mater. Interfaces 2014, 6, 14952–14963. [Google Scholar] [CrossRef] [PubMed]
- Senem, B.; Tugba, E.T.; Arda, B.; Ezgi, I.B.; Gamze, T.K.; Deniz, Y.; Tahsin, B.; Engin, C.; Cagri, Y.; Ergin, T. 3D Printed Poly(Ε-Caprolactone) Scaffolds Modified with Hydroxyapatite and Poly (Propylene Fumarate) and their Effects on the Healing of Rabbit Femur Defects. Biomater. Sci. 2017, 5, 2144–2158. [Google Scholar]
- Lian, Q.; Wu, X.; Li, D.; He, X.; Meng, J.; Liu, X.; Jin, Z. Accurate Printing of a Zirconia Molar Crown Bridge Using Three Part Auxiliary Supports and Ceramic Mask Projection Stereolithography. Ceram. Int. 2019, 45, 15. [Google Scholar] [CrossRef]
- Ding, R.; Wu, Z.H.; Qiu, G.X.; Wu, G.; Wang, H.; Su, X.L.; Yoon, P.; Ma, S.; Qi, B. Bone Tissue Engineering Observation of Porous Titanium Alloy Scaffold by Selective Laser Sintering Technology. Chin. J. Med. 2014, 94, 1499–1502. [Google Scholar]
- Chen, Y.W.; Shie, M.-Y.; Chang, W.C.; Shen, Y.F. Approximate Optimization Study of Light Curing Waterborne Polyurethane Materials for the Construction of 3D Printed Cyto-compatible Cartilage Scaffolds. Materials 2021, 14, 6804. [Google Scholar] [CrossRef] [PubMed]
- Elomaa, L.; Teixeira, S.; Hakala, R.; Korhonen, H.; Grijpma, D.W.; Seppälä, J.V. Preparation of poly (ε-caprolactone)-based tissue engineering scaffolds by stereolithography. Acta Biomater. 2011, 7, 3850–3856. [Google Scholar] [CrossRef] [PubMed]
- Jia, B.Z.; Ma, Z.; Hong, Q.C.; Yun, L. Study on Preparation and Properties of 45S5 Bioactive Bone Tissue Scaffold by 3D Printing. Beijing Biomed. Eng. 2019, 37, 6. [Google Scholar]
- Tesavibul, P.; Felzmann, R.; Gruber, S. Processing of 45S5 Bio-glass by Lithography Based Additive Manufacturing. Mater. Lett. 2012, 74, 81–84. [Google Scholar] [CrossRef]
- Senatov, F.S.; Niaza, K.V.; Zadorozhnyy, Y.M.; Maksimkin, A.V.; Kaloshkin, S.D.; Estrin, Y.Z. Mechanical Properties and Shape Memory Effect of 3D-Printed PLA-Based Porous Scaffolds. J. Mech. Behav. Biomed. Mater. 2016, 57, 139–148. [Google Scholar] [CrossRef] [PubMed]
- Guo, L.; Jian, B.Y.; Yan, X.; Wang, Z.; Huang, Y.L. Construction of HA/PCL Bone Tissue Engineering Scaffold by Selective Laser Sintering. J. Dental Mater. Instrum. 2020, 24, 64–68. [Google Scholar]
- Jin, G.H.; Xiao, F.S.; Yan, X.; Zhang, Y.T.; Li, C.; Yang, Q.Q.; Wang, Z.K.; Xie, Y. Construction of Nano-Hydroxyapatite and Polycaprolactone Composite Artificial Bone Scaffolds by Selective Laser Sintering. Acad. J. Second Mil Univ. 2015, 36, 1289–1294. [Google Scholar] [CrossRef]
- Yoo, J.J.; Kim, H.J.; Seo, S.M. Preparation of a Hemi porous Hydroxyapatite Scaffold and Evaluation as a Cell Mediated Bone Substitute. Ceram Int. 2014, 40, 3079–3087. [Google Scholar]
- Yin, B.; Xue, B.J.; Wu, Z.H.; Ma, J.; Wang, K. A Novel Hybrid 3D Printed Titanium Scaffold for Osteogenesis in A Rabbit Calvarial Defect Model. Am. J. Transl. Res. 2018, 10, 474–482. [Google Scholar] [PubMed]
- Poldervaart, M.T.; Wang, H.; van der Stok, J.; Weinans, H.; Leeuwenburgh, S.C.G.; Öner, F.; Dhert, W.J.A.; Alblas, J. Sustained Release of BMP-2 In Bio-printed Alginate for Osteogenicity in Mice and Rats. PLoS ONE 2013, 8, 72610. [Google Scholar]
- Ahn, C.B.; Kim, Y.; Park, S.J.; Hwang, Y.; Lee, J.W. Development of Arginine Glycine Aspartate Immobilized 3D Printed Poly (Propylene Fumarate) Scaffolds for Cartilage Tissue Engineering. J. Biomater. Sci. Polym. Ed. 2017, 29, 1–27. [Google Scholar] [CrossRef] [PubMed]
- Kang, H.W.; Lee, S.J.; Ko, I.K.; Kengla, C.; Yoo, J.J.; Atala, A. A 3D Bioprinting System to Produce Human-Scale Tissue Constructs with Structural Integrity. Nat. Biotechnol. 2016, 34, 312. [Google Scholar] [CrossRef]
- Yang, Z.; Ran, Q.; Tong, C.; Zhang, K.B.; Gui, J.C. 3D Bioprinting Modified Autologous Matrix Induced Chondrogenesis (AMIC) Technique for Repair of Cartilage Defects. Mater. Des. 2021, 203, 109621. [Google Scholar]
- Guo, T.; Maeesha, N.; Hannah, B.; Baker, E.T.; Sean, J.M.; Tang, Q.G.; Julia, P.R.; Max, J.L.; Chen, Y.; Jonathan, D.; et al. 3D Printed Biofunctionalized Scaffolds for Microfracture Repair of Cartilage Defects. Biomaterials 2018, 185, 219–231. [Google Scholar] [CrossRef] [PubMed]
- Sa, L.; Lina, M.; Bi, G.Y.; Chen, S.G.; Yan, D.W.; Yang, J.H.; Jia, Y.G.; Li, R. DLP 3D Printing Porous Β-Tricalcium Phosphate Scaffold by the Use of Acrylate/Ceramic Composite Slurry. Ceram. Int. 2021, 47, 21108–21116. [Google Scholar]
- Yong, S.C.; Yang, S.Y.; Choi, E.C.; Kim, K.H.; Gwak, S.J. Fabrication of A Porous Hydroxyapatite Scaffold with Enhanced Human Osteoblast-Like Cell Response Via Digital Light Processing System and Biomimetic Mineralization. Ceram. Int. 2021, 47, 35134–35143. [Google Scholar]
- Lim, H.K.; Ryu, M.; Woo, S.H.; Song, I.S.; Choi, Y.J.; Lee, U.L. Bone Conduction Capacity of Highly Porous 3D-Printed Titanium Scaffolds Based on Different Pore Designs. Materials 2021, 14, 3892. [Google Scholar] [CrossRef] [PubMed]
- Wie, D.J.; Wolf, A.; Bader, R. Numerical Optimization of Open-Porous Bone Scaffold Structures to Match the Elastic Properties of Human Cortical Bone. J. Mech. Behav. Biomed. Mater. 2014, 37, 56–68. [Google Scholar]
- Liu, Z.B.; Liang, H.X.; Shi, T.S.; Xie, D.Q.; Chen, R.Y.; Han, X.; Shen, L.D.; Wang, C.J.; Tian, Z.J. Additive Manufacturing of Hydroxyapatite Bone Scaffolds via Digital Light Processing and in Vitro Compatibility. Ceram. Int. 2019, 45, 11079–11086. [Google Scholar] [CrossRef]
- Zhou, X. 3D Printing and Performance Study of Meteorite Bone Tissue Engineering Scaffold. Master’s Thesis, Qilu University of Technology, Jinan, China, 2021. [Google Scholar]
- Safonov, A.; Maltsev, E.; Chugunov, S.; Tikhonov, A.; Konev, S.; Evlashin, S.; Popov, D.; Pasko, A.; Akhatov, I. Design and Fabrication of Complex-Shaped Ceramic Bone Implants via 3D Printing Based on Laser Stereolithography. Appl. Sci. 2020, 10, 7138. [Google Scholar] [CrossRef]
- Ma, J.Q.; Lin, L.L.; Zuo, Y.; Zou, Q.; Xin, R.; Li, J.D.; Li, Y.B. Modification of 3D Printed PCL Scaffolds by PVAC and HA to Enhance Cytocompatibility and Osteogenesis. RSC Adv. 2019, 9, 5338–5353. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Zou, Q.; Wang, C.X.; Lin, M.Y.; Li, Y.F.; Zhang, R.; Li, Y.B. Electrospinning and 3D Printed Hybrid Bi-Layer Scaffold for Guided Bone Regeneration. Mater. Des. 2021, 210, 110147. [Google Scholar] [CrossRef]
- Wang, Y.J.; Sajad, A.; Michael, T.; Daminao, P. Hip Implant Design with Three-Dimensional Porous Architecture of Optimized Graded Density. J. Mech. Des. 2018, 140, 111406. [Google Scholar] [CrossRef] [Green Version]
- Park, D.W.; Lim, A.; Park, J.W.; Lim, K.M.; Kang, H.G. Biomechanical Evaluation of a New Fixation Type in 3D Printed Periacetabular Implants using a Finite Element Simulation. Appl. Sci. 2019, 9, 820. [Google Scholar] [CrossRef] [Green Version]
- Rick, F.; Dong, J.F. Surface Modification of Bone Tissue Engineering Implants. Res. Tissue Eng. China 2020, 22, 3573–3578. [Google Scholar]
- Weingartner, L.; Latorre, S.H.; Velten, D.; Bernstein, A.; Schmal, H.; Seidenstuecker, M. The Effect of Collagen-I Coatings of 3D Printed PCL Scaffolds for Bone Replacement on Three Different Cell Types. Appl. Sci. 2021, 11, 11063. [Google Scholar] [CrossRef]
- Sun, K.Y.; Xu, M.G.; Zhou, Y.Y. Study on β-TCP Bone Tissue Engineering Scaffold Coated with Type I Collagen Based On 3D Printing. Chin. J. Biomed. Eng. 2018, 37, 335–343. [Google Scholar]
- Poh, H.D.W.; Stevens, M.M. Fabrication and in Vitro Characterization of Bioactive Glass Composite Scaffolds for Bone Regeneration. Biofabrication 2014, 6, 029501. [Google Scholar] [CrossRef]
- Zhang, Y.; Xia, I.; Zhai, D.; Shi, M.; Luo, Y.; Feng, C.; Wu, C. Mesoporous Bioactive Glass Nanolayer-Functionalized 3D Printed Scaffolds for Accelerating Osteogenesis and Angiogenesis. Nanoscale 2015, 7, 19207–19221. [Google Scholar] [CrossRef] [PubMed]
- Remy, M.T.; Akkouch, A.; He, L.; Eliason, S.; Sweat, M.E.; Krongbaramee, T.; Fei, F.; Qian, F.; Amendt, B.A.; Song, X.; et al. Rat Calvarial Bone Regeneration by 3D-Printed β-Tricalcium Phosphate Incorporating MicroRNA-200c. ACS Biomater. Sci. Eng. 2021, 7, 4521–4534. [Google Scholar] [CrossRef]
- Nasrin, F.; Ehsan, A.; Shiva, I.; Abdolreza, A.; Ehsan, S. 3D Printed PCL Scaffolds Coated with Nano Bio-ceramics Enhance Osteogenic Differentiation of Stem Cells. ACS Omega 2021, 6, 35284–35296. [Google Scholar]
- Fu, Z.Q.; Ouyang, L.L.; Xu, R.Z.; Yang, Y.; Sun, W. Responsive Biomaterials for 3D Bioprinting: A Review. Mater. Today 2022, in press. [Google Scholar] [CrossRef]
- Kirillova, A.; Maxson, R.; Stoychev, G.; Ionov, L. 4D Bio-fabrication Using Shape-Morphing Hydrogels. Adv. Mater. 2017, 29, 1703443. [Google Scholar] [CrossRef]
- Wu, S.D.; Hsu, S.H. 4D Bio-printable Self-healing Hydrogel with Shape Memory and Cryopreserving Properties. Biofabrication 2021, 13, 045029. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | Material | Advantages and Disadvantages | Ref. |
|---|---|---|---|
| Inorganic Materials-Metals | Titanium and its alloys | High strength, bioinert, low density, not biodegradable, low modulus of elasticity | [14] |
| Magnesium and its alloys | High strength, low density, good rigidity, good degradability, poor corrosion resistance | [15] | |
| Inorganic biomaterials Bio-ceramics | Hydroxyapatite (HAp) | Biocompatible osteoconductive/osteo-inductive, brittle, low mechanical strength, slow resorption rate | [16] |
| β-tricalcium phosphate (β-TCP) | Biocompatible, highly resorbable, osteoconductive/osteo-inductive brittle | [17] | |
| Bioactive glasses | Bioactive, high strength and toughness, elastic modulus, wear resistance, fast degradation rates which can be overcome by incorporating different ions in the glass structure | [18] | |
| Natural polymers | Gelatin | Biocompatible, non-immunogenic, biodegradable, liquefies at physiological temperatures, poor mechanical properties | [19] |
| Collagen | Non-cytotoxicity, low antigenicity response, crosslinking capacity, enzymatic biodegradability, complex structure | [20] | |
| Silk fibroin (SF) | Biocompatible, elastic, excellent mechanical strength, slow degradability | [21] | |
| Hyaluronic acid (HA) | Biodegradable, biocompatible, viscoelasticHighly hydrophilic, not mechanically stable, slow gelation rate | [22] | |
| Chitosan | Biodegradable, good antithrombogenic and hemostatic action, muco-adhesion, analgesic effect, antifungal activity, insoluble in water | [23] | |
| Poly (lactic-co-glycolic acid) (PLGA) | Biocompatible, biodegradable | [24] | |
| Polycaprolactone (PCL) | Biocompatible, biodegradable, excellent mechanical properties | [25] | |
| Inorganic–organic composite biomaterials | SF/β-TCP; SF/HAp | Mechanical properties enhancement, high cell attachment and proliferation, increased in vivo response and new bone formation | [26] |
| Forming Method | Materials Used | Advantages and Disadvantages | Ref. |
|---|---|---|---|
| SLS | Synthetic polymers, polymer-ceramic/inorganic composites (e.g., PCL/TCP, PLLA/Mg, PCL/HA) | A broad variety of biomaterials, no need for assistance and post-processing; Thermal distortion that can cause shrinking and warping issues | [84,85] |
| SLA | Limited materials: epoxy/HA, poly (trim-ethylene carbonate)/nHA, poly (ethylene glycol-co-depsipeptide) hydrogel | High accuracy, complex 3D structure, cell inclusion; Limited to photosensitive resin; layers cause stair-stepping instead of smooth surface | [86] |
| FDM | Synthetic polymers (e.g., PCL, PLA, PLGA) | High porosity, complete pore interconnectivity, control over porosity, and pore size; print quality is not as good as SLA or SLS; limited to thermoplastic polymers; problems with warping and minor shrinking | [87] |
| LPBF | Inorganic nonmetals, metal powders and organic polymer materials | Fast processing speed and high efficiency; Due to the high temperature generated during the molding process, the organic polymer material may be degraded, and there will be residual raw materials. | [88] |
| Bioprinting | Bio-ink (Natural biomaterials such as ALG, GEL, HA and ODM) | Biocompatible and biodegradable; the molding speed is slow, the mechanical properties are poor, and subsequent improvement is required. | [89,90] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Wang, Q.; Liu, G. A Review of 3D Printed Bone Implants. Micromachines 2022, 13, 528. https://doi.org/10.3390/mi13040528
Li Z, Wang Q, Liu G. A Review of 3D Printed Bone Implants. Micromachines. 2022; 13(4):528. https://doi.org/10.3390/mi13040528
Chicago/Turabian StyleLi, Zhaolong, Qinghai Wang, and Guangdong Liu. 2022. "A Review of 3D Printed Bone Implants" Micromachines 13, no. 4: 528. https://doi.org/10.3390/mi13040528
APA StyleLi, Z., Wang, Q., & Liu, G. (2022). A Review of 3D Printed Bone Implants. Micromachines, 13(4), 528. https://doi.org/10.3390/mi13040528