
Complementary Approaches for Enhancing Polystyrene Hydrophobicity: Additives Development and Replication of Micro/Nanotextures


Abstract
:1. Introduction
- i.
- Depending on the polymer’s chemical nature and melt viscosity, some micro/nanostructures cavities can hardly be filled, leading to partial replication of textures. This issue can, for example, be illustrated by the work of Zhou et al., where the filling of nanotextures with a polycarbonate matrix is incomplete when the shims used are not treated [6].
- ii.
- During the demoulding phase of the polymer, the adhesion between the polymer and the textured insert can lead to strained or damaged micro/nanostructures [7].
- i.
- ii.
2. Materials and Methods
2.1. Materials
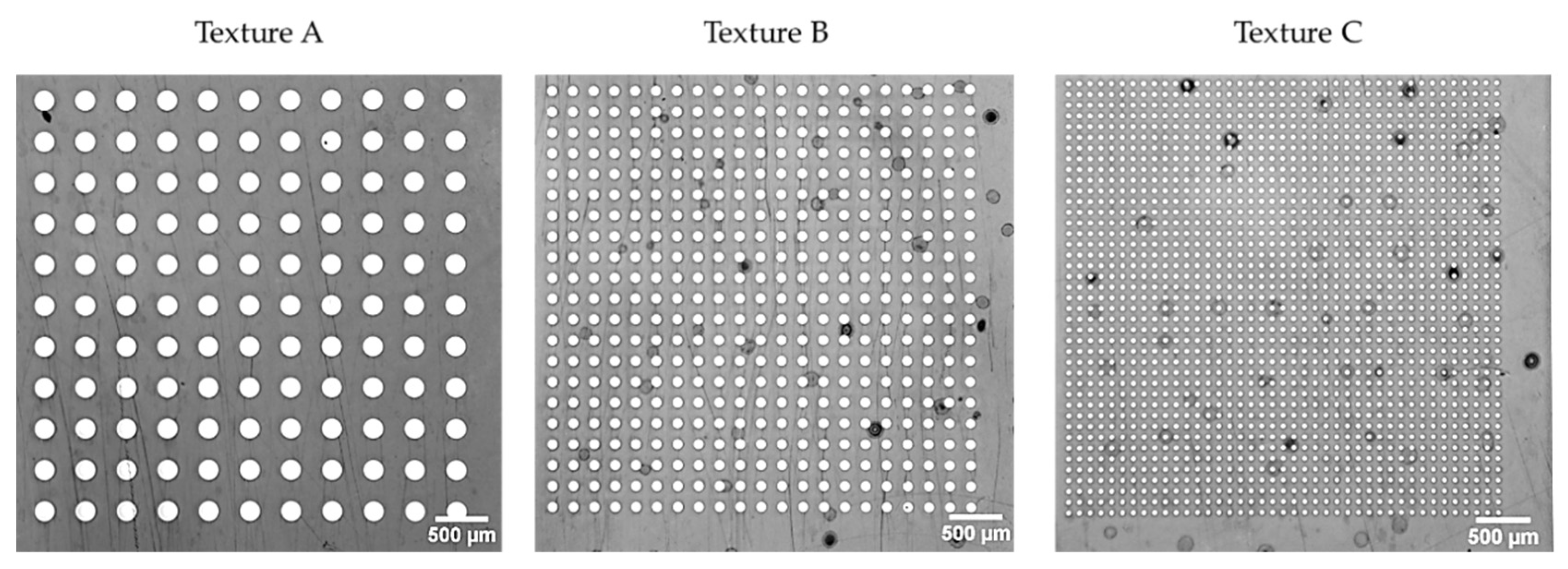
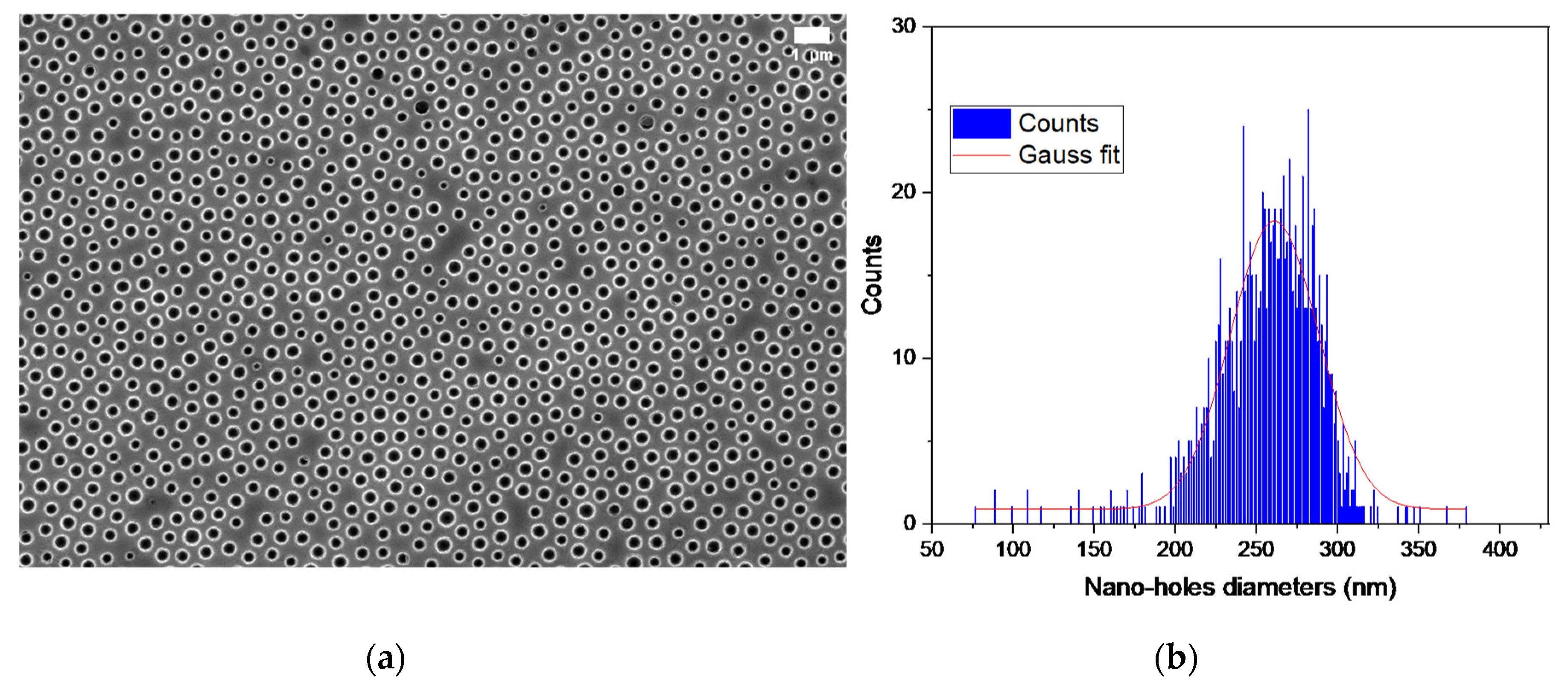
2.1.1. Textured Insert
2.1.2. Polymer Matrix
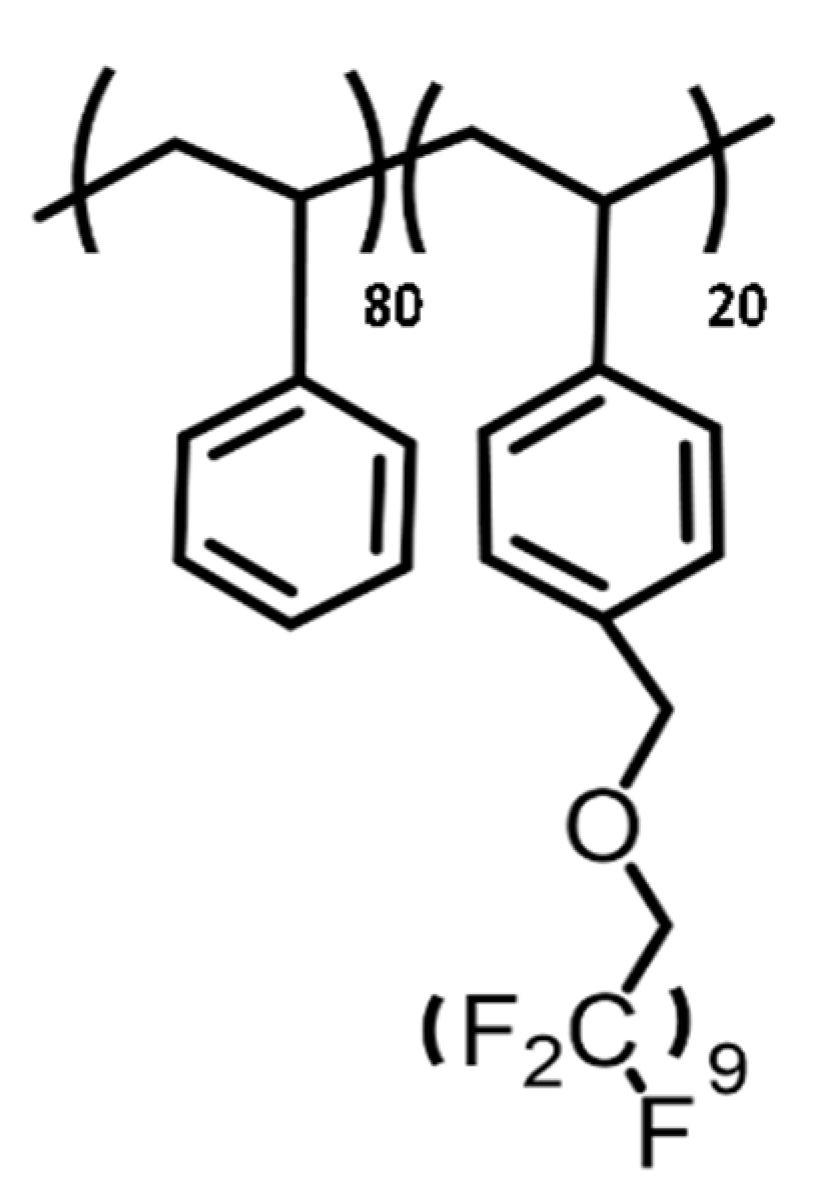
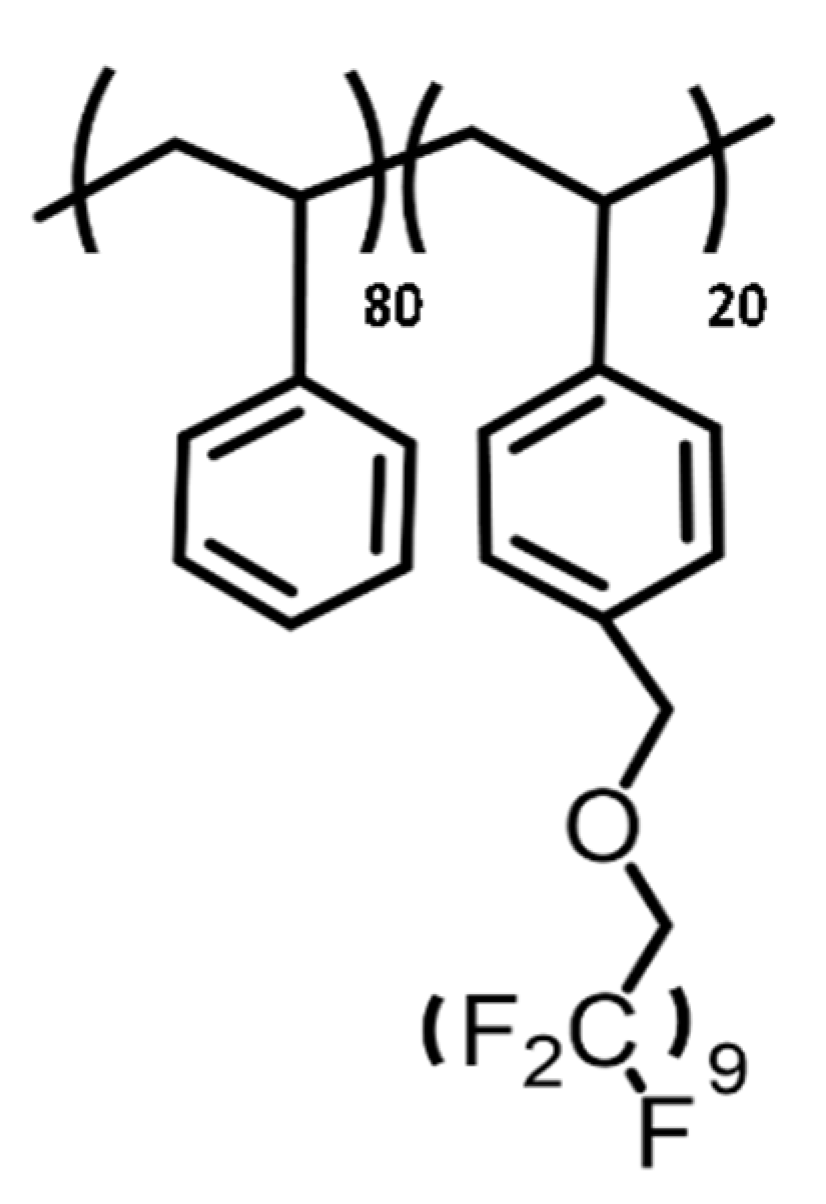
2.1.3. Additive Used in the Formulation
2.2. Methods
2.2.1. Additivated Polymer Films Processing
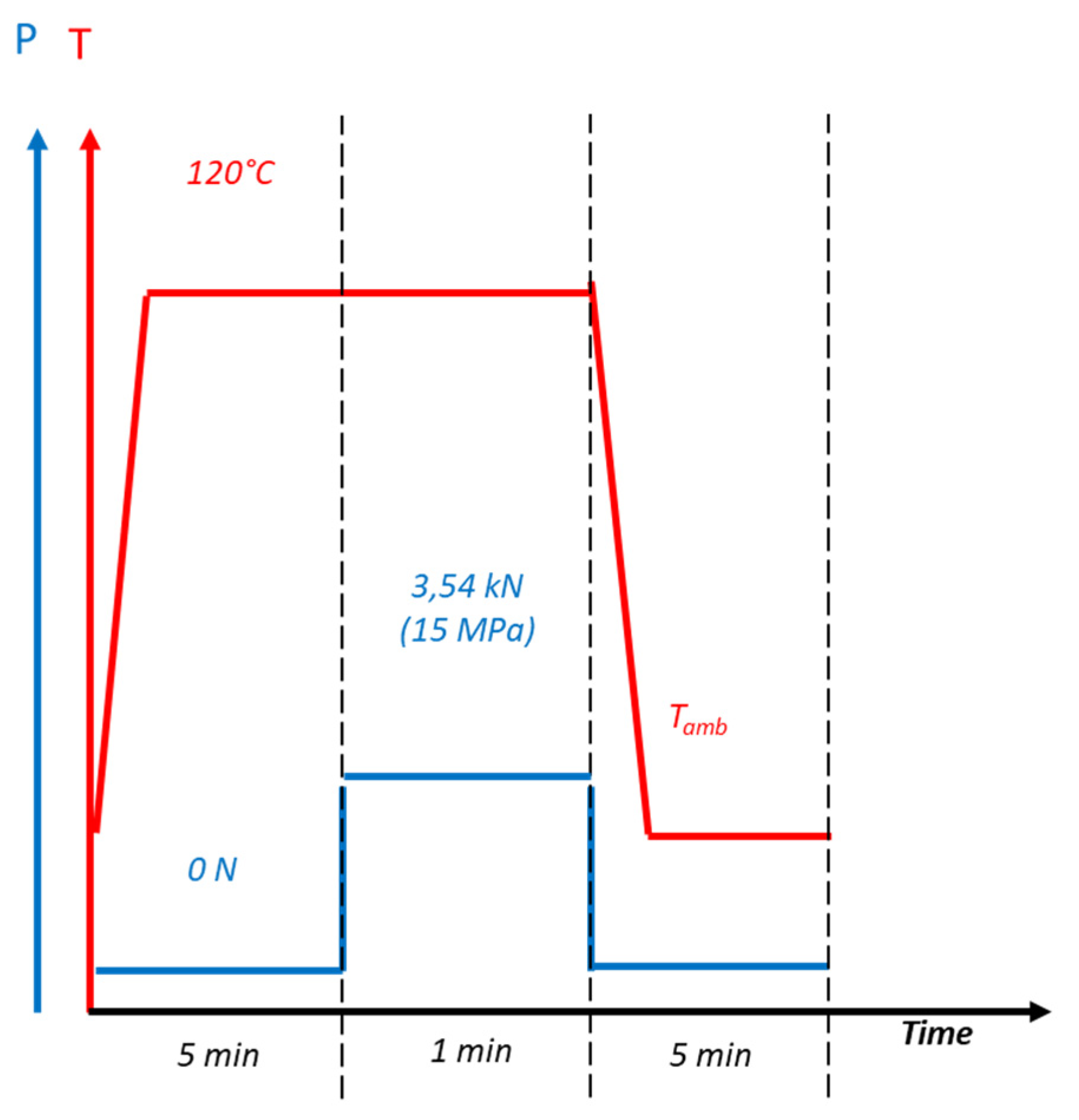
2.2.2. Textures Replication Process by Hot Embossing
2.2.3. Replication Characterization
2.2.4. Wettability Measurements
3. Results and Discussion
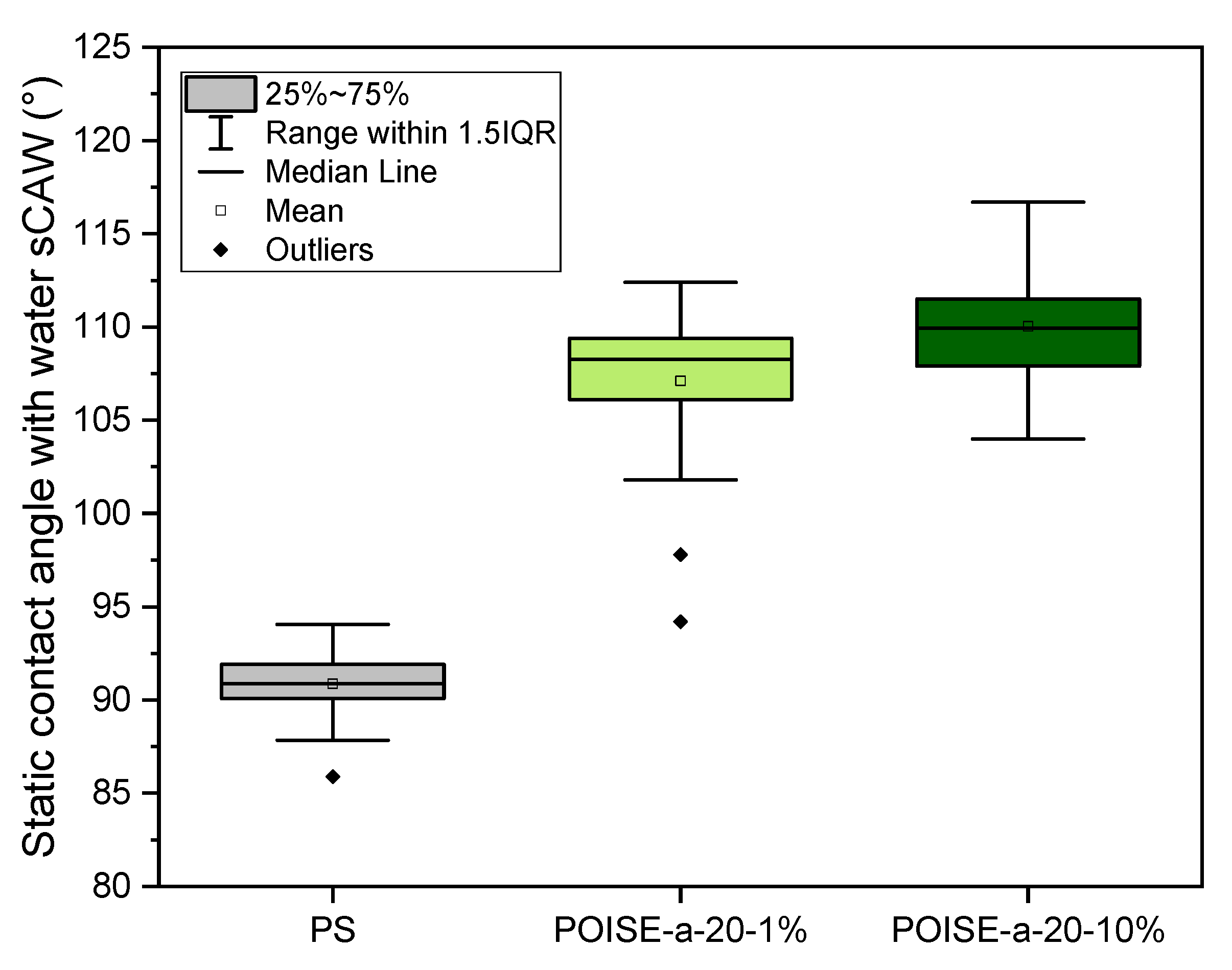
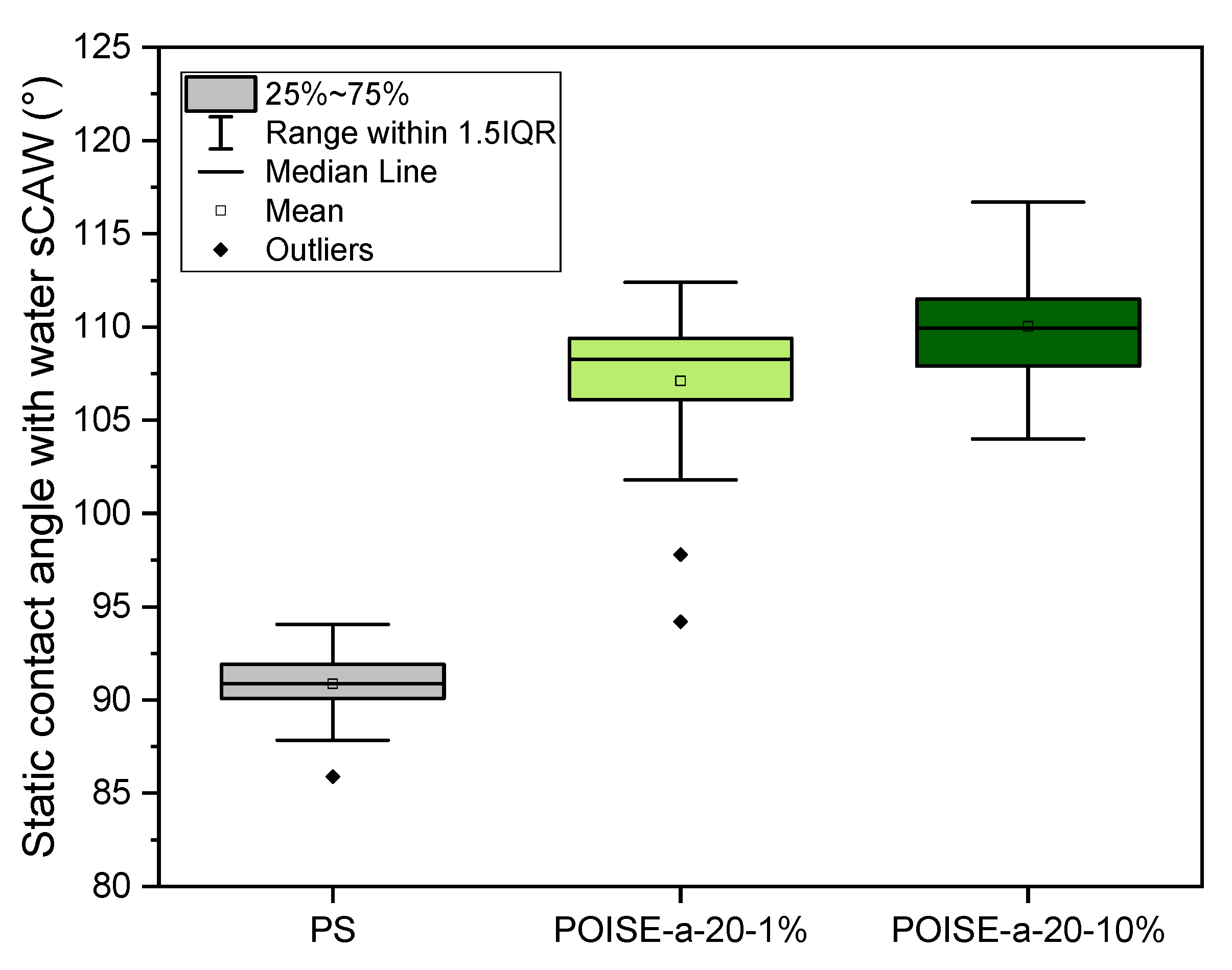
3.1. Effect of POISE-a on Hydrophobicity
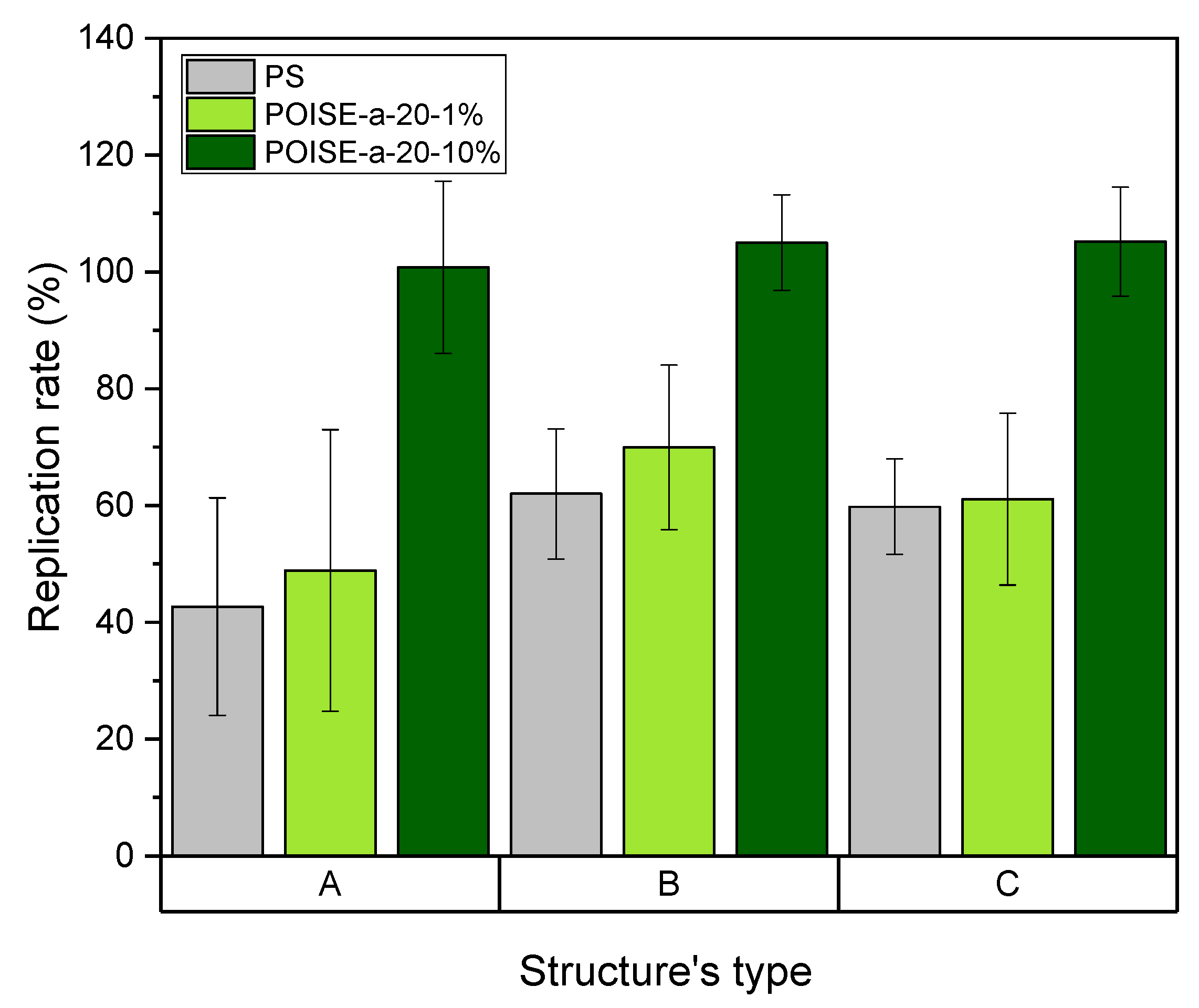
3.2. Effect of the Additive on the Replication Rate
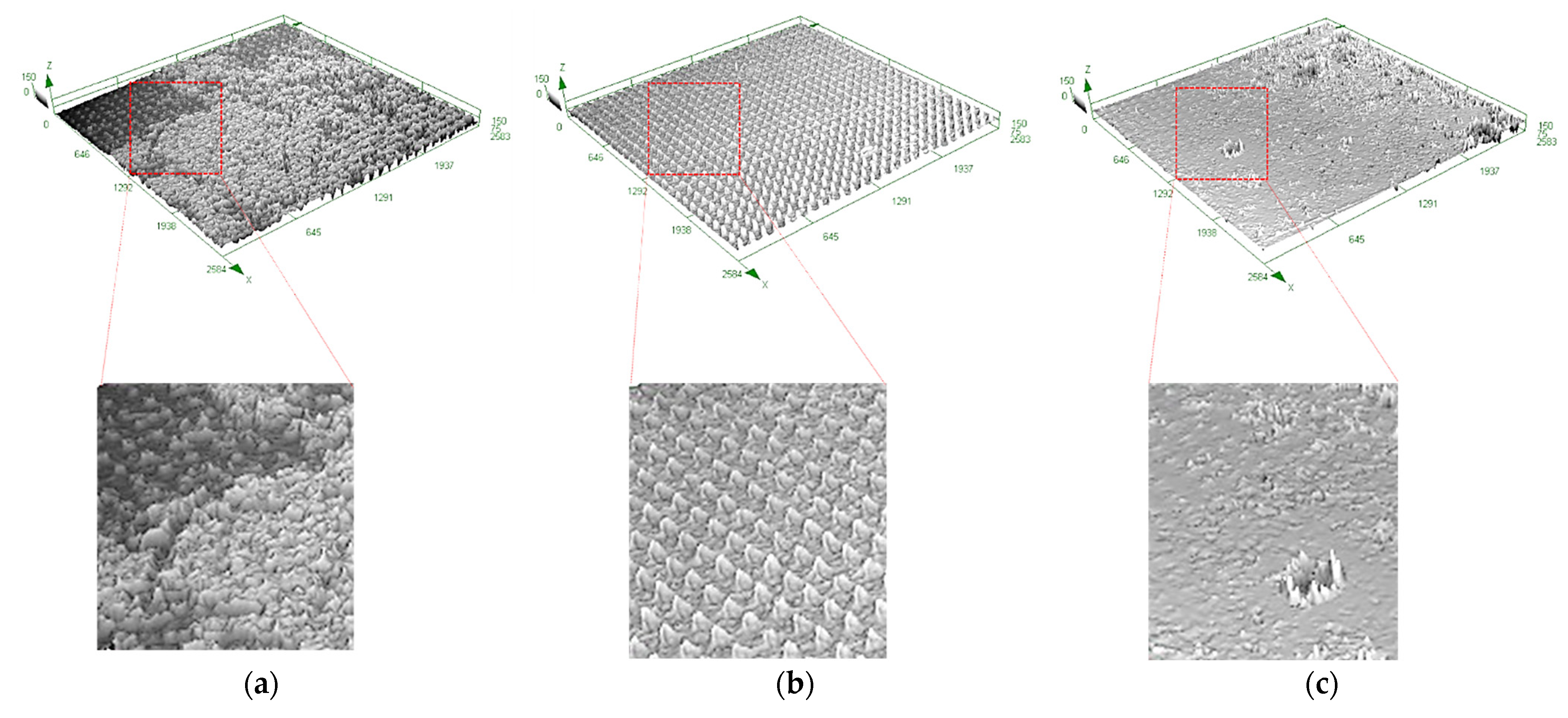
3.3. Effects of Surface Structuration and Addition of POISE-a
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mehmood, U.; Al-Sulaiman, F.A.; Yilbas, B.S.; Salhi, B.; Ahmed, S.H.A.; Hossain, M.K. Superhydrophobic Surfaces with Antireflection Properties for Solar Applications: A Critical Review. Sol. Energy Mater. Sol. Cells 2016, 157, 604–623. [Google Scholar] [CrossRef]
- Xu, J.; Moon, H.; Xu, J.; Lim, J.; Fischer, T.; McNally, H.A.; Sintim, H.O.; Lee, H. One-Step Large-Scale Nanotexturing of Nonplanar PTFE Surfaces to Induce Bactericidal and Anti-Inflammatory Properties. ACS Appl. Mater. Interfaces 2020, 12, 26893–26904. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Jung, U.T.; Kim, S.-K.; Lee, J.-H.; Choi, H.S.; Kim, C.-S.; Jeong, M.Y. Nanostructured Multifunctional Surface with Antireflective and Antimicrobial Characteristics. ACS Appl. Mater. Interfaces 2015, 7, 326–331. [Google Scholar] [CrossRef] [PubMed]
- Saha, B.; Toh, W.Q.; Liu, E.; Tor, S.B.; Hardt, D.E.; Lee, J. A Review on the Importance of Surface Coating of Micro/Nano-Mold in Micro/Nano-Molding Processes. J. Micromech. Microeng. 2016, 26, 013002. [Google Scholar] [CrossRef] [Green Version]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection Molding of Thermoplastic Polymers: A Review. J. Micromech. Microeng. 2007, 17, R96–R109. [Google Scholar] [CrossRef]
- Zhou, M.; Xiong, X.; Jiang, B.; Weng, C. Fabrication of High Aspect Ratio Nanopillars and Micro/Nano Combined Structures with Hydrophobic Surface Characteristics by Injection Molding. Appl. Surf. Sci. 2018, 427, 854–860. [Google Scholar] [CrossRef]
- Tenchine, L.; Dessors, S.; Pugin, R.; Blondiaux, N.; Andreatta, G.; Chauvy, P.-F.; Diserens, M.; Vuillermoz, P. Injection Moulding of Microstructured 3D Plastic Parts Using Standard Stainless Steel Inserts. In Proceedings of the 4M/IWMF2016, the Global Conference on Micro Manufacture: Incorporating the 11th International Conference on Multi-Material Micro Manufacture (4M) and the 10th International Workshop on Microfactories (IWMF), Lyngby, Denmark, 13–15 September 2016; Research Publishing Services: Singapore, 2016; pp. 47–50. [Google Scholar]
- Mielonen, K.; Pakkanen, T.A. Superhydrophobic Hierarchical Three-Level Structures on 3D Polypropylene Surfaces. J. Micromech. Microeng. 2019, 29, 025006. [Google Scholar] [CrossRef]
- Weng, C.; Wang, F.; Zhou, M.; Yang, D.; Jiang, B. Fabrication of Hierarchical Polymer Surfaces with Superhydrophobicity by Injection Molding from Nature and Function-Oriented Design. Appl. Surf. Sci. 2018, 436, 224–233. [Google Scholar] [CrossRef]
- Jung, Y.C.; Bhushan, B. Contact Angle, Adhesion and Friction Properties of Micro-and Nanopatterned Polymers for Superhydrophobicity. Nanotechnology 2006, 17, 4970–4980. [Google Scholar] [CrossRef]
- Lucchetta, G.; Masato, D.; Sorgato, M.; Crema, L.; Savio, E. Effects of Different Mould Coatings on Polymer Filling Flow in Thin-Wall Injection Moulding. CIRP Ann.—Manuf. Technol. 2016, 65, 537–540. [Google Scholar] [CrossRef]
- Saarikoski, I.; Suvanto, M.; Pakkanen, T.A. Modification of Polycarbonate Surface Properties by Nano-, Micro-, and Hierarchical Micro–Nanostructuring. Appl. Surf. Sci. 2009, 255, 9000–9005. [Google Scholar] [CrossRef]
- Hong, D.; Ryu, I.; Kwon, H.; Lee, J.-J.; Yim, S. Preparation of Superhydrophobic, Long-Neck Vase-like Polymer Surfaces. Phys. Chem. Chem. Phys. 2013, 15, 11862. [Google Scholar] [CrossRef] [PubMed]
- Bhushan, B.; Jung, Y.C.; Koch, K. Micro-, Nano- and Hierarchical Structures for Superhydrophobicity, Self-Cleaning and Low Adhesion. Phil. Trans. R. Soc. A 2009, 367, 1631–1672. [Google Scholar] [CrossRef] [PubMed]
- Nourdine, A.; Perrin, L.; de Bettignies, R.; Guillerez, S.; Flandin, L.; Alberola, N. Synthesis and Characterization of Fullerene Based Systems for Photovoltaic Applications: Evidence for Percolation Threshold. Polymer 2011, 52, 6066–6073. [Google Scholar] [CrossRef]
- Nourdine, A.; Giboz, J.; Le Brouster, R.; Dubelley, F.; Carrier, S.; Tenchine, L.; Mele, P. Tailored Fluorinated Oligo-Polystyrene as Efficient Additive for the Hydrophobicity/Oleophobicity Improvement of Styrenic Polymers. Eur. Polym. J. 2021, 159, 110712. [Google Scholar] [CrossRef]
- Dubelley, F.; Nourdine, A.; Giboz, J.; Carrier, S.; Molmeret, Y.; Tenchine, L.; Fillon, B.; Mele, P. New Ways to Nanotexture Model Polymer Surface. In Proceedings of the WCMNM 2018 World Congress on Micro and Nano Manufacturing, Portorož, Slovenia, 18–20 September 2018; Research Publishing Services: Singapore, 2018; pp. 313–316. [Google Scholar]
- Nishino, T.; Meguro, M.; Nakamae, K.; Matsushita, M.; Ueda, Y. The Lowest Surface Free Energy Based on −CF3 Alignment. Langmuir 1999, 15, 4321–4323. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of Porous Surfaces. Trans. Faraday Soc. 1944, 40, 546. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Texture | A | B | C |
|---|---|---|---|
| Diameter (Ø)of the holes (µm) | 200 | 100 | 50 |
| Spacing (S) between the holes (µm) | 200 | 100 | 50 |
| Depth (D) of the holes (µm) | 0.9 | 0.9 | 1.0 |
| Tg (°C) a,b | Mw (g/mol) b | Mn (g/mol) b |
|---|---|---|
| 105 | ≈250,000 | ≈125,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le Brouster, R.; Giboz, J.; Nourdine, A.; Tenchine, L.; Dubelley, F.; Mele, P. Complementary Approaches for Enhancing Polystyrene Hydrophobicity: Additives Development and Replication of Micro/Nanotextures. Micromachines 2022, 13, 467. https://doi.org/10.3390/mi13030467
Le Brouster R, Giboz J, Nourdine A, Tenchine L, Dubelley F, Mele P. Complementary Approaches for Enhancing Polystyrene Hydrophobicity: Additives Development and Replication of Micro/Nanotextures. Micromachines. 2022; 13(3):467. https://doi.org/10.3390/mi13030467
Chicago/Turabian StyleLe Brouster, Rachel, Julien Giboz, Ali Nourdine, Lionel Tenchine, Florence Dubelley, and Patrice Mele. 2022. "Complementary Approaches for Enhancing Polystyrene Hydrophobicity: Additives Development and Replication of Micro/Nanotextures" Micromachines 13, no. 3: 467. https://doi.org/10.3390/mi13030467
APA StyleLe Brouster, R., Giboz, J., Nourdine, A., Tenchine, L., Dubelley, F., & Mele, P. (2022). Complementary Approaches for Enhancing Polystyrene Hydrophobicity: Additives Development and Replication of Micro/Nanotextures. Micromachines, 13(3), 467. https://doi.org/10.3390/mi13030467