

Influence of Post Heat Treatment Condition on Corrosion Behavior of 18Ni300 Maraging Steel Manufactured by Laser Powder Bed Fusion



Abstract
1. Introduction
2. Materials and Methods
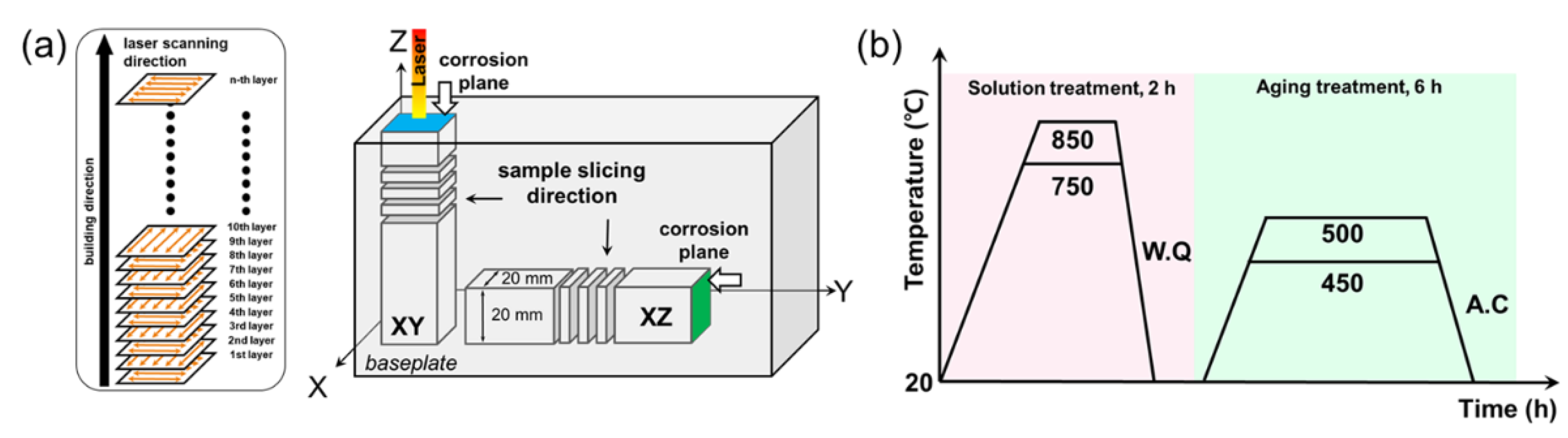
2.1. Preparation of Samples
2.2. Material Characterizations
3. Results and Discussion
4. Conclusions
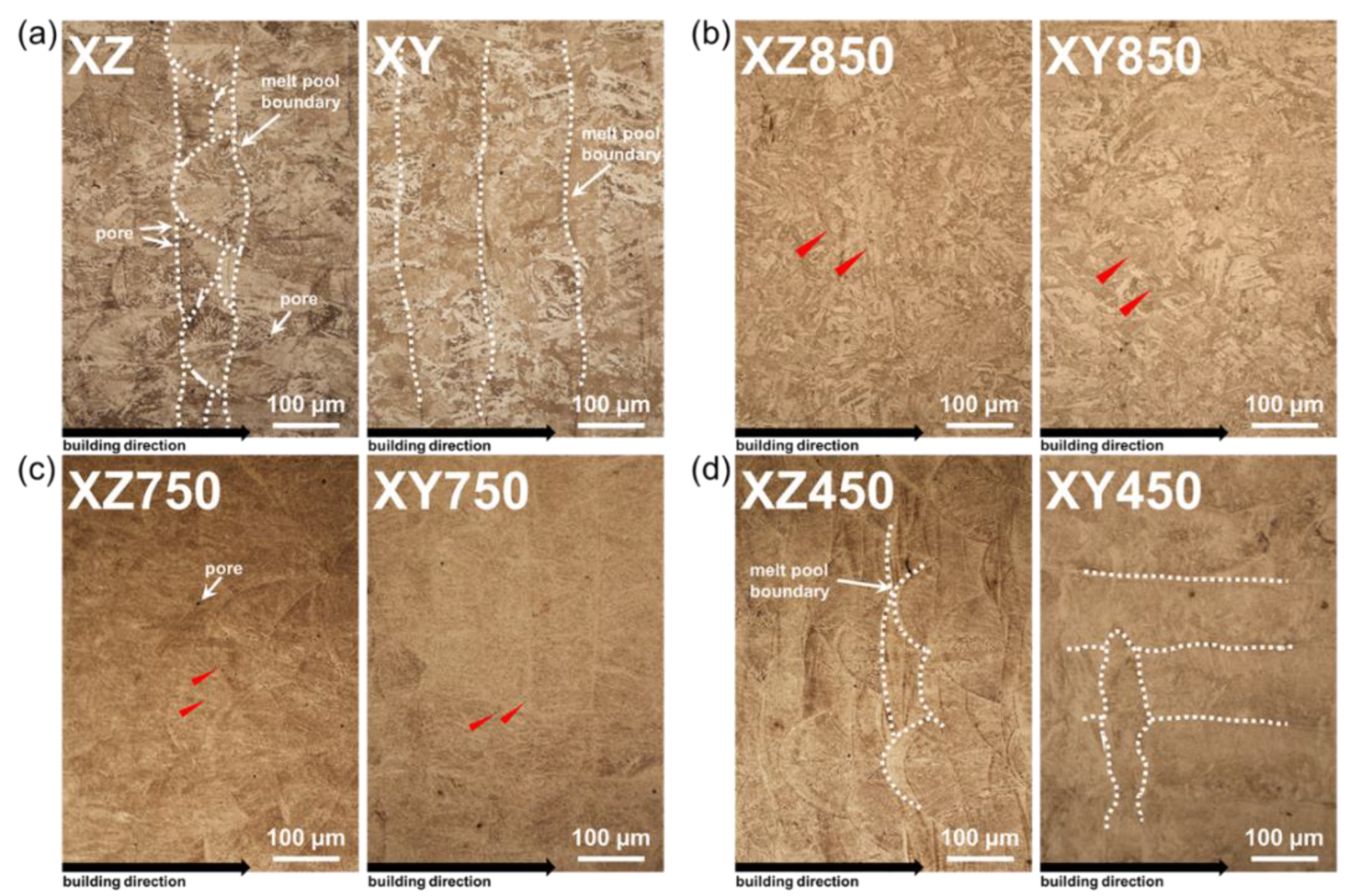
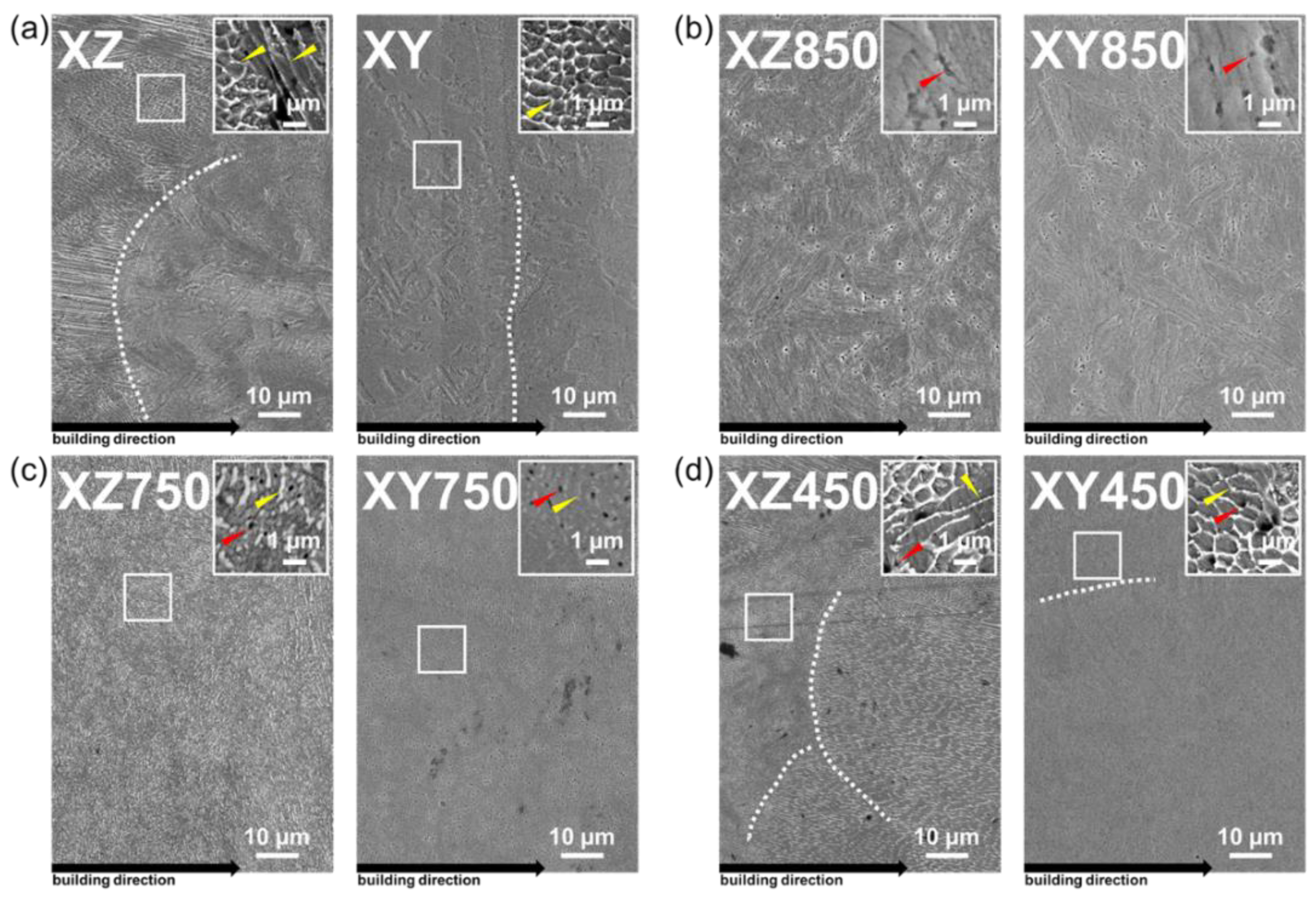
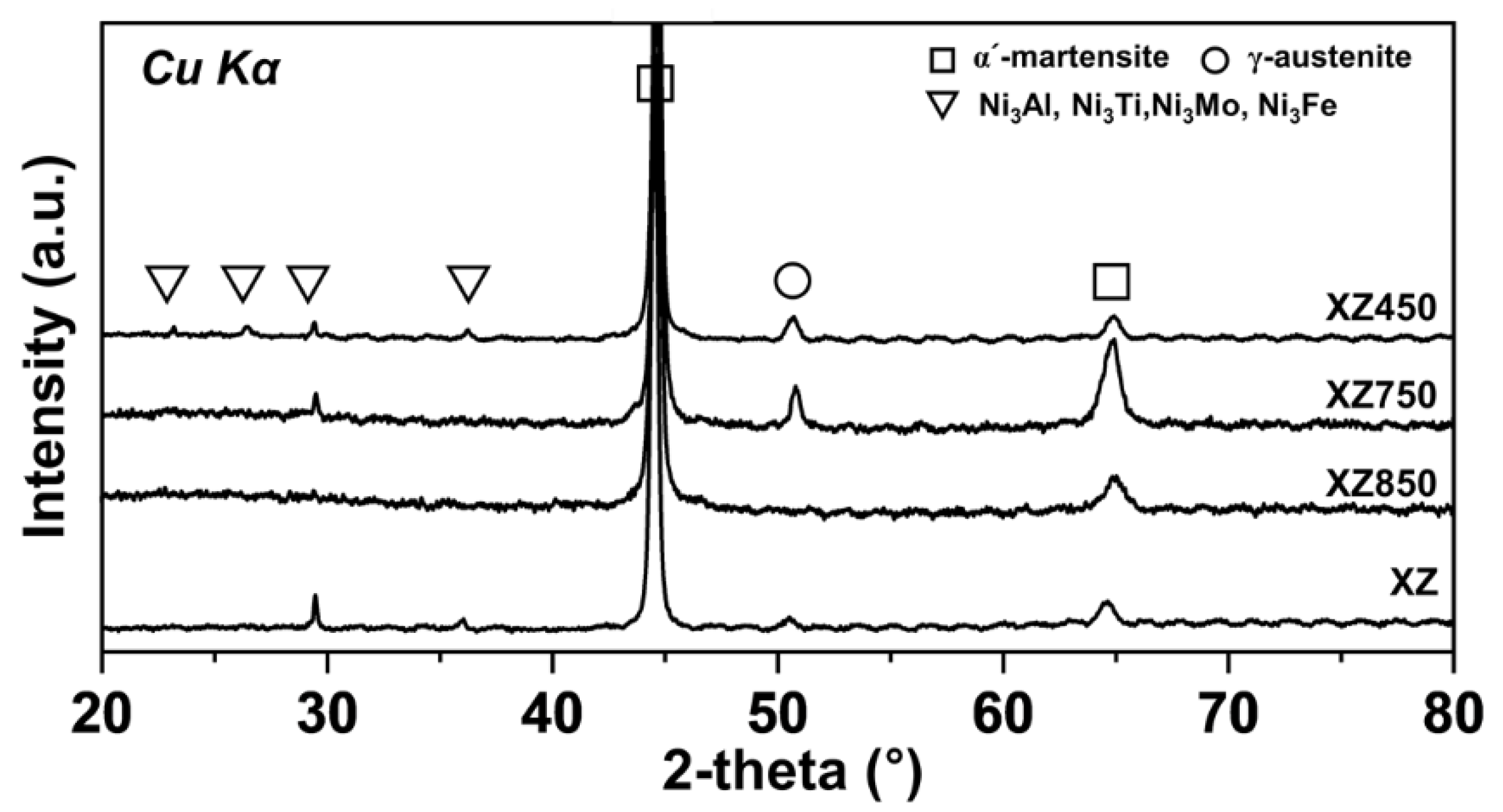
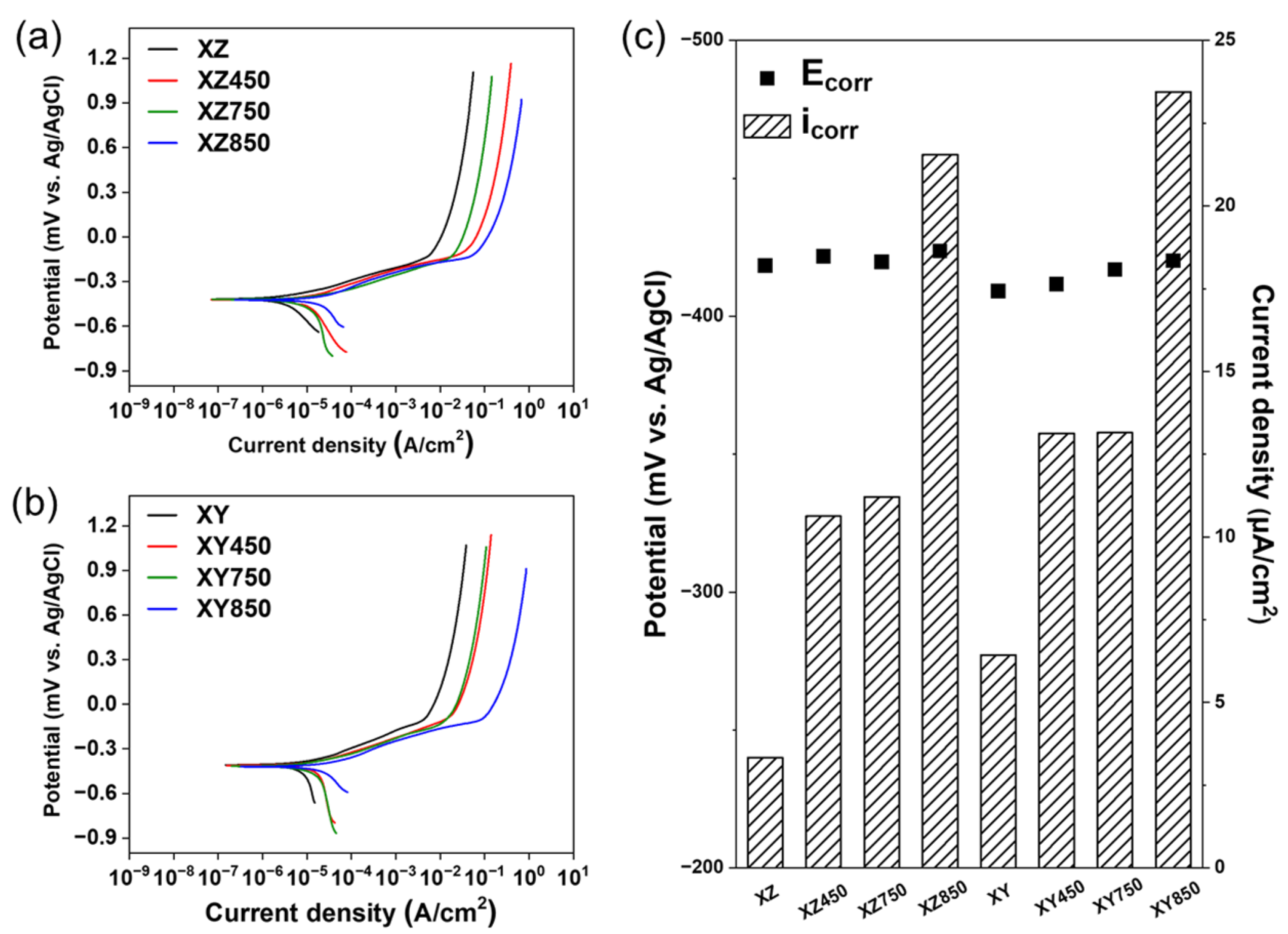
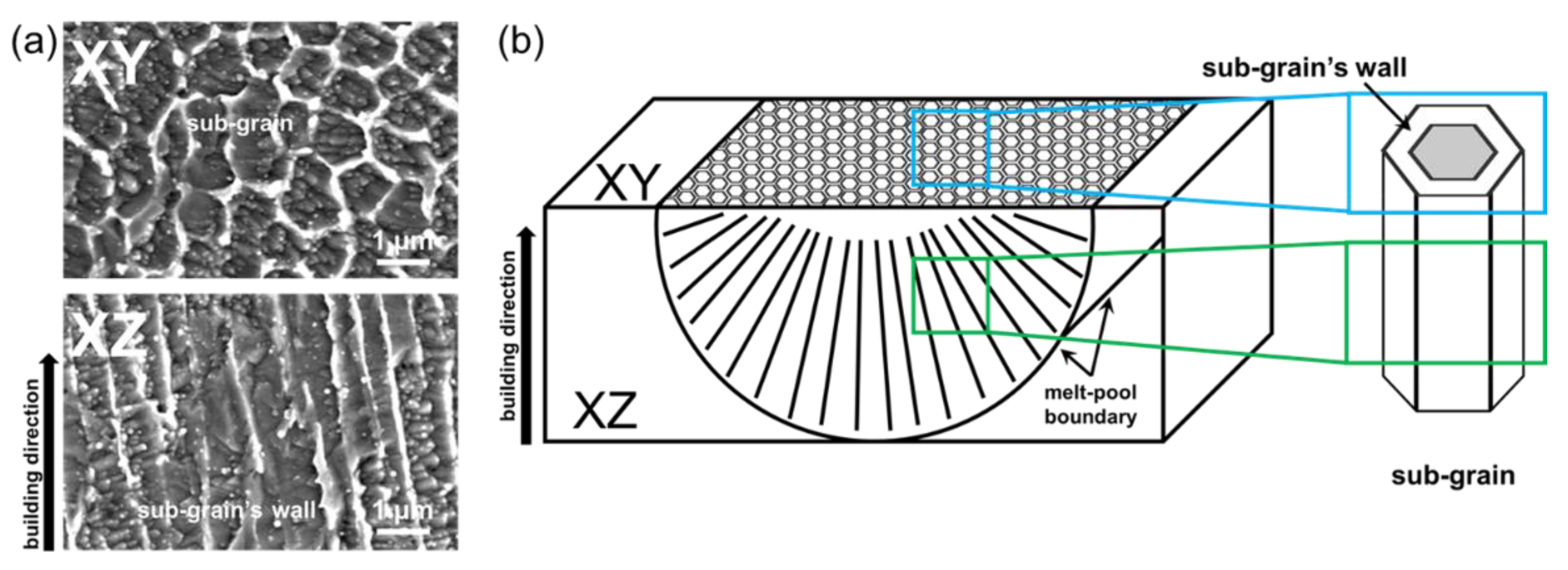
- LPBF of 18Ni300 MS creates a distinct microstructure with aligned cylindrical sub-grain cells owing to its rapid solidification. The wall of the sub-grain cell is formed by the segregation of alloying elements, such as Ni and Mo, which improve the corrosion resistance of steel. Because of this sub-grain cell, the as-built 18Ni300 MS has high corrosion resistance.
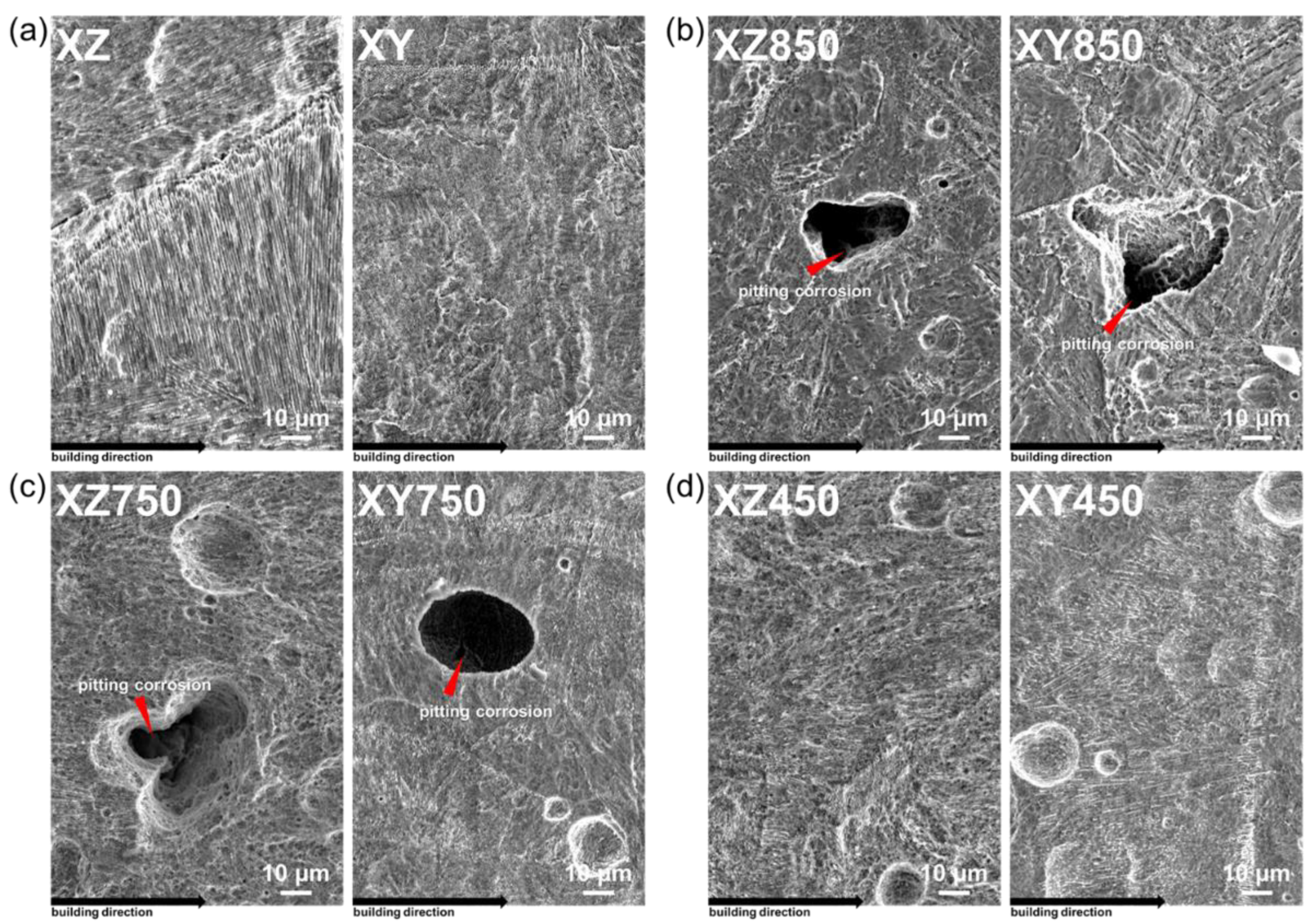
- However, heat treatment and aging, which eliminate the sub-grain cell, cause the corrosion resistance to deteriorate. In particular, the heat treatment at 850 °C, which completely eliminates the sub-grain cell and forms Ti-rich precipitates, significantly reduces the corrosion resistance of the as-built 18Ni300 MS.
- Owing to the alignment of the cylindrical sub-grain cell, a significant anisotropy in the corrosion resistance of 18Ni300 MS occurs according to the building direction. However, such anisotropy in corrosion resistance is also diminished by heat treatment and aging because the cylindrical sub-grain cell is eliminated.
- Heat treatment and aging to improve the mechanical properties of 18Ni300 MS fabricated by LPBF should be designed considering that the process can cause corrosion resistance to deteriorate.
Author Contributions
Funding
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.V.S. Additive Manufacturing Techniques in Manufacturing—An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- You, R.; Liu, Y.Q.; Hao, Y.L.; Han, D.D.; Zhang, Y.L.; You, Z. Laser Fabrication of Graphene-Based Flexible Electronics. Adv. Mater. 2020, 32, e19019812020. [Google Scholar] [CrossRef]
- Fu, X.-Y.; Chen, Z.-D.; Han, D.-D.; Zhang, Y.-L.; Xia, H.; Sun, H.-B. Laser fabrication of graphene-based supercapacitors. Photonics Res. 2020, 8, 577–588. [Google Scholar] [CrossRef]
- Ye, X.; Lin, Z.; Zhang, H.; Zhu, H.; Liu, Z.; Zhong, M. Protecting carbon steel from corrosion by laser in situ grown graphene films. Carbon 2015, 94, 326–334. [Google Scholar] [CrossRef]
- Jiba, Z.; Focke, W.W.; Kalombo, L.; Madito, M.J. Coating processes towards selective laser sintering of energetic material composites. Def. Technol. 2020, 16, 316–324. [Google Scholar] [CrossRef]
- Yi, J.; Zhou, H.; Wei, W.H.; Han, X.C.; Han, D.D.; Gao, B.R. Micro-/Nano-Structures Fabricated by Laser Technologies for Optoelectronic Devices. Front. Chem. 2021, 9, 823715. [Google Scholar] [CrossRef] [PubMed]
- Park, Y.K.; Ha, K.; Bae, K.C.; Shin, K.Y.; Lee, K.Y.; Shim, D.-S.; Lee, W. Mechanical properties and wear resistance of direct energy deposited Fe–12Mn–5Cr–1Ni-0.4C steel deposited on spheroidal graphite cast iron. J. Mater. Res. Technol. 2022, 19, 3484–3497. [Google Scholar] [CrossRef]
- Park, Y.K.; Ha, K.; Shin, K.Y.; Lee, K.Y.; Kim, D.J.; Kwon, S.-H.; Lee, W. Wear resistance of direct-energy–deposited AISI M2 tool steel with and without post-heat treatment. Int. J. Adv. Manuf. Technol. 2021, 116, 3917–3931. [Google Scholar] [CrossRef]
- Linnenbrink, S.; Alkhayat, M.; Pirch, N.; Gasser, A.; Schleifenbaum, H. DED for repair and manufacture of turbomachinery components. In 3D Printing for Energy Applications; Wiley Online Library: Hoboken, NJ, USA, 2021; pp. 307–326. [Google Scholar]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Cobbinah, P.V.; Nzeukou, R.A.; Onawale, O.T.; Matizamhuka, W.R. Laser Powder Bed Fusion of Potential Superalloys: A Review. Metals 2020, 11, 58. [Google Scholar] [CrossRef]
- Khorasani, A.; Gibson, I.; Veetil, J.K.; Ghasemi, A.H. A review of technological improvements in laser-based powder bed fusion of metal printers. Int. J. Adv. Manuf. Technol. 2020, 108, 191–209. [Google Scholar] [CrossRef]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.K.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Zhu, F.; Yin, Y.F.; Faulkner, R.G. Microstructural control of maraging steel C300. Mater. Sci. Technol. 2014, 27, 395–405. [Google Scholar] [CrossRef]
- Vander Voort, G.F.; Lucas, G.M.; Manilova, E.P. Metallography and microstructures of stainless steels and maraging steels. In ASM Handbook; ASM International: Materials Park, OH, USA, 2004; Volume 9, pp. 670–700. [Google Scholar]
- Kapoor, R.; Kumar, L.; Batra, I.S. A dilatometric study of the continuous heating transformations in 18 wt.% Ni maraging steel of grade 350. Mater. Sci. Eng. A 2003, 352, 318–324. [Google Scholar] [CrossRef]
- Krol, M.; Snopinski, P.; Hajnys, J.; Pagac, M.; Lukowiec, D. Selective Laser Melting of 18NI-300 Maraging Steel. Materials 2020, 13, 4268. [Google Scholar] [CrossRef] [PubMed]
- Özer, G.; Karaaslan, A. A Study on the Effects of Different Heat-Treatment Parameters on Microstructure–Mechanical Properties and Corrosion Behavior of Maraging Steel Produced by Direct Metal Laser Sintering. Steel Res. Int. 2020, 91, 2000195. [Google Scholar] [CrossRef]
- Turk, C.; Zunko, H.; Aumayr, C.; Leitner, H.; Kapp, M. Advances in Maraging Steels for Additive Manufacturing. BHM Berg-Und Hüttenmännische Mon. 2019, 164, 112–116. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Contuzzi, N.; Posa, P.; Angelastro, A. Study of the aging treatment on selective laser melted maraging 300 steel. Mater. Res. Express 2019, 6, 066580. [Google Scholar] [CrossRef]
- Mutua, J.; Nakata, S.; Onda, T.; Chen, Z.-C. Optimization of selective laser melting parameters and influence of post heat treatment on microstructure and mechanical properties of maraging steel. Mater. Des. 2018, 139, 486–497. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Tuissi, A.; Vedani, M. Aging Behaviour and Mechanical Performance of 18-Ni 300 Steel Processed by Selective Laser Melting. Metals 2016, 6, 218. [Google Scholar] [CrossRef]
- Paul, M.J.; Muniandy, Y.; Kruzic, J.J.; Ramamurty, U.; Gludovatz, B. Effect of heat treatment on the strength and fracture resistance of a laser powder bed fusion-processed 18Ni-300 maraging steel. Mater. Sci. Eng. A 2022, 844, 143167. [Google Scholar] [CrossRef]
- Chang Bae, K.; Kim, D.; Kim, Y.H.; Oak, J.-J.; Lee, H.; Lee, W.; Park, Y.H. Effect of heat treatment, building direction, and sliding velocity on wear behavior of selectively laser-melted maraging 18Ni-300 steel against bearing steel. Wear 2021, 482–483, 203962. [Google Scholar] [CrossRef]
- Bae, K.; Kim, D.; Lee, W.; Park, Y. Wear Behavior of Conventionally and Directly Aged Maraging 18Ni-300 Steel Produced by Laser Powder Bed Fusion. Materials 2021, 14, 2588. [Google Scholar] [CrossRef]
- Kim, D.; Kim, T.; Ha, K.; Oak, J.-J.; Jeon, J.B.; Park, Y.; Lee, W. Effect of Heat Treatment Condition on Microstructural and Mechanical Anisotropies of Selective Laser Melted Maraging 18Ni-300 Steel. Metals 2020, 10, 410. [Google Scholar] [CrossRef]
- Rao, B.S.; Rao, T.B. Effect of Process Parameters on Powder Bed Fusion Maraging Steel 300: A Review. Lasers Manuf. Mater. Process. 2022, 9, 338–375. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Investigation of remelting and preheating in SLM of 18Ni300 maraging steel as corrective and preventive measures for porosity reduction. Int. J. Adv. Manuf. Technol. 2017, 93, 2697–2709. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Segura, I.A.; Mireles, J.; Bermudez, D.; Terrazas, C.A.; Murr, L.E.; Li, K.; Injeti, V.S.Y.; Misra, R.D.K.; Wicker, R.B. Characterization and mechanical properties of cladded stainless steel 316L with nuclear applications fabricated using electron beam melting. J. Nucl. Mater. 2018, 507, 164–176. [Google Scholar] [CrossRef]
- Wanni, J.; Michopoulos, J.G.; Achuthan, A. Influence of cellular subgrain feature on mechanical deformation and properties of directed energy deposited stainless steel 316 L. Addit. Manuf. 2022, 51, 102603. [Google Scholar] [CrossRef]
- Kang, N.; Ma, W.; Heraud, L.; El Mansori, M.; Li, F.; Liu, M.; Liao, H. Selective laser melting of tungsten carbide reinforced maraging steel composite. Addit. Manuf. 2018, 22, 104–110. [Google Scholar] [CrossRef]
- Revilla, R.I.; Van Calster, M.; Raes, M.; Arroud, G.; Andreatta, F.; Pyl, L.; Guillaume, P.; De Graeve, I. Microstructure and corrosion behavior of 316L stainless steel prepared using different additive manufacturing methods: A comparative study bringing insights into the impact of microstructure on their passivity. Corros. Sci. 2020, 176, 108914. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Haghdadi, N.; Ledermueller, C.; Chen, H.; Chen, Z.; Liu, Q.; Li, X.; Rohrer, G.; Liao, X.; Ringer, S.; Primig, S. Evolution of microstructure and mechanical properties in 2205 duplex stainless steels during additive manufacturing and heat treatment. Mater. Sci. Eng. A 2022, 835, 142695. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Bae, K.; Shin, D.; Lee, J.; Kim, S.; Lee, W.; Jo, I.; Lee, J. Corrosion Resistance of Laser Powder Bed Fused AISI 316L Stainless Steel and Effect of Direct Annealing. Materials 2022, 15, 6336. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Ni | Co | Mo | Ti | Mn | Al |
|---|---|---|---|---|---|---|---|
| wt.% | Bal. | 17.0–19.0 | 8.5 | 4.0 | 0.7 | ≤0.1 | ≤0.1 |
| Parameter | Setting |
|---|---|
| Laser power (W) | 420 |
| Scanning speed (mm/s) | 1000 |
| Hatch spacing (mm) | 0.1 |
| Lamination thickness (mm) | 0.04 |
| Sample Name | Solution Treatment Temperature (°C) | Time (h) | Aging Treatment Temperature (°C) | Time (h) |
|---|---|---|---|---|
| XZ | - | - | - | - |
| XY | - | - | - | - |
| XZ850 | 850 | 2 | 500 | 6 |
| XY850 | 850 | 2 | 500 | 6 |
| XZ750 | 750 | 2 | 450 | 6 |
| XY750 | 750 | 2 | 450 | 6 |
| XZ450 | - | - | 450 | 6 |
| XY450 | - | - | 450 | 6 |
| Sample Name | Rs, Ω cm2 | CPEp, mF/cm2 | np | Rp, Ω cm2 | CPEb, mF/cm2 | nb | Rb, Ωcm2 |
|---|---|---|---|---|---|---|---|
| XZ | 14.12 | 0.64 | 0.88 | 8.04 | 0.18 | 0.91 | 1743.00 |
| XY | 14.37 | 0.44 | 0.84 | 7.29 | 0.29 | 0.95 | 808.90 |
| XZ850 | 15.83 | 0.55 | 0.78 | 13.28 | 0.42 | 0.90 | 234.90 |
| XY850 | 13.99 | 2.15 | 0.65 | 11.94 | 0.53 | 0.99 | 195.30 |
| XZ750 | 15.10 | 0.31 | 0.79 | 12.57 | 0.24 | 0.99 | 322.30 |
| XY750 | 12.99 | 0.51 | 0.84 | 6.85 | 0.45 | 0.94 | 342.50 |
| XZ450 | 14.10 | 0.43 | 0.79 | 5.97 | 0.56 | 0.96 | 364.80 |
| XY450 | 13.97 | 0.34 | 0.65 | 16.81 | 1.53 | 0.99 | 325.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bae, K.; Shin, D.; Kim, J.-H.; Lee, W.; Jo, I.; Lee, J. Influence of Post Heat Treatment Condition on Corrosion Behavior of 18Ni300 Maraging Steel Manufactured by Laser Powder Bed Fusion. Micromachines 2022, 13, 1977. https://doi.org/10.3390/mi13111977
Bae K, Shin D, Kim J-H, Lee W, Jo I, Lee J. Influence of Post Heat Treatment Condition on Corrosion Behavior of 18Ni300 Maraging Steel Manufactured by Laser Powder Bed Fusion. Micromachines. 2022; 13(11):1977. https://doi.org/10.3390/mi13111977
Chicago/Turabian StyleBae, Kichang, Dongmin Shin, Jun-Ho Kim, Wookjin Lee, Ilguk Jo, and Junghoon Lee. 2022. "Influence of Post Heat Treatment Condition on Corrosion Behavior of 18Ni300 Maraging Steel Manufactured by Laser Powder Bed Fusion" Micromachines 13, no. 11: 1977. https://doi.org/10.3390/mi13111977
APA StyleBae, K., Shin, D., Kim, J.-H., Lee, W., Jo, I., & Lee, J. (2022). Influence of Post Heat Treatment Condition on Corrosion Behavior of 18Ni300 Maraging Steel Manufactured by Laser Powder Bed Fusion. Micromachines, 13(11), 1977. https://doi.org/10.3390/mi13111977