
Prediction of Nonlinear Micro-Milling Force with a Novel Minimum Uncut Chip Thickness Model

Abstract
:1. Introduction
2. Prerequisite Knowledge and Related Works
3. Novel Minimum Uncut Chip Thickness Model
4. Micro-Milling Force Prediction with the Novel MUCT Model
4.1. Uncut Chip Thickness Model
4.2. Nonlinear Cutting Force Coefficient Function
4.3. Micro-Milling Force Model Embed with the Novel MUCT
5. Parameters Estimation
6. Experimental Validation
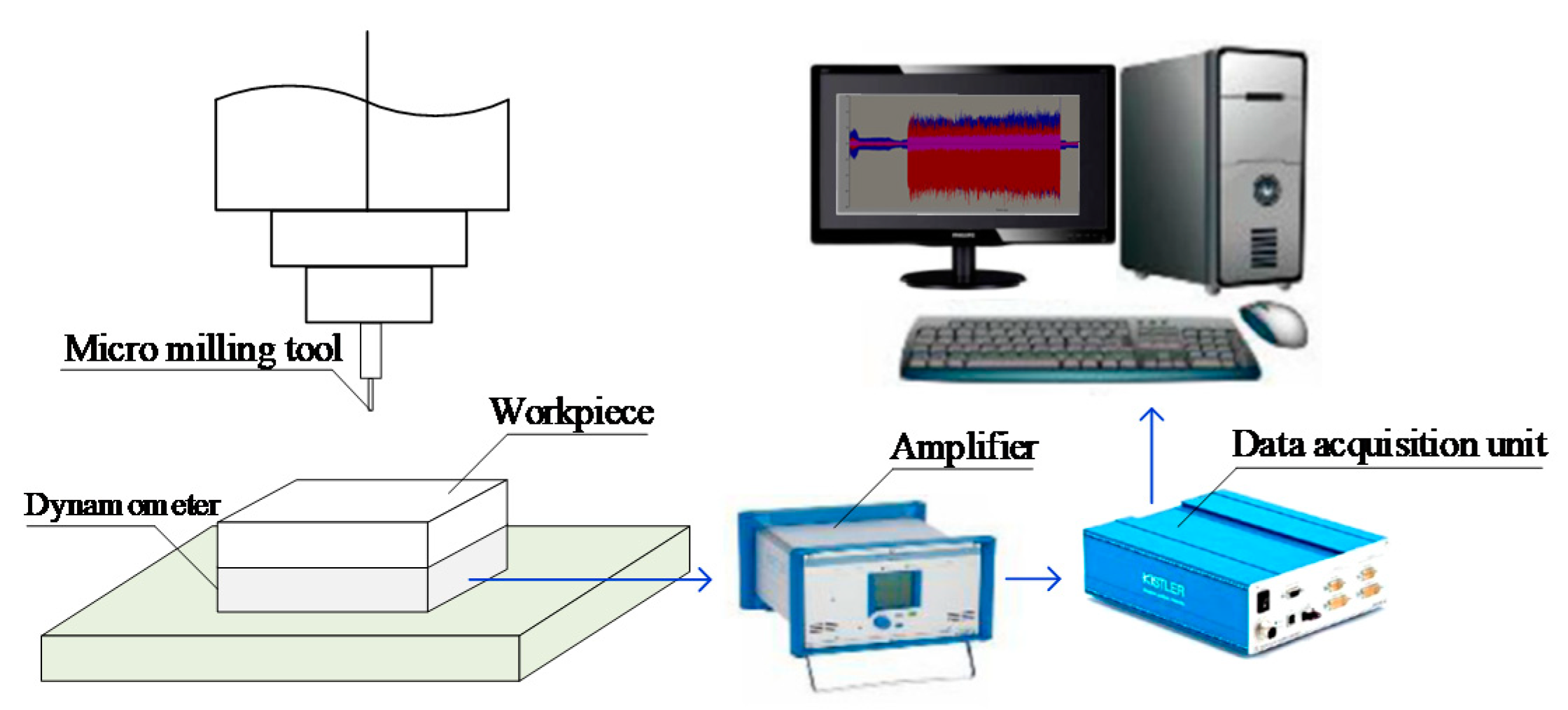
6.1. Experimental Setup
6.2. Parameters Estimation Results
6.3. Force Prediction Results
6.4. Discussion on the Advantages of the Model
7. Conclusions
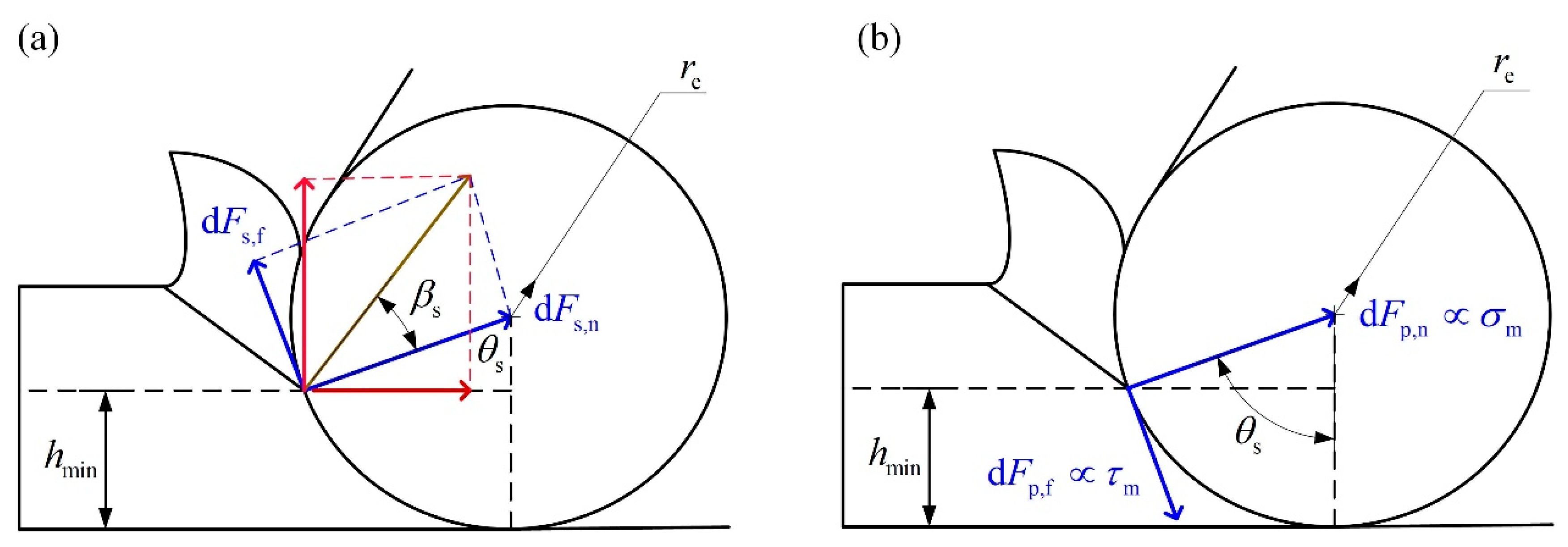
- Compared to the maximum shear stress principle, the minimum cutting energy principle is more reasonable to model the cutting force in the shear region on the round edge.
- Under the proposed equilibrium normal force assumption, the stagnant angle corresponding to the MUCT is constantly greater than the friction angle, resulting in an integrable stress distribution function and a stable cutting force model.
- Embedded with a more flexible and stable MUCT model, the proposed nonlinear micro-milling force model is more accurate than the conventional models. The prediction accuracy of the proposed model is improved by 5%–10% compared to the traditional models.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Minimum uncut chip thickness () | |
| Stagnant angle (rad) | |
| Friction angle (rad) | |
| Ploughing coefficient (Gpa) | |
| Friction stress in ploughing region (Gpa) | |
| Shear stress (Gpa) | |
| Cutting edge radius () | |
| Length of tool runout () | |
| Angle of tool runout (rad) | |
| Shear-ploughing coefficient function in tangential direction (Gpa) | |
| Shear-ploughing coefficient function in radial direction (Gpa) |
References
- Chen, N.; Li, H.N.; Wu, J.M.; Li, Z.J.; Li, L.; Liu, G.Y.; He, N. Advances in micro milling: From tool fabrication to process outcomes. Int. J. Mach. Tools Manuf. 2020, 160, 103670. [Google Scholar] [CrossRef]
- Mokhtari, A.; Jalili, M.M.; Mazidi, A.; Abootorabi, M.M. Size dependent vibration analysis of micro-milling operations with process damping and structural non linearities. Eur. J. Mech. A-Solid 2019, 76, 57–69. [Google Scholar] [CrossRef]
- Mamedov, A.; Layegh, K.S.E.; Lazoglu, I. Instantaneous tool deflection model for micro milling. Int. J. Adv. Manuf. Technol. 2015, 79, 769–777. [Google Scholar] [CrossRef]
- Jia, Z.Y.; Lu, X.H.; Gu, H.; Ruan, F.X.; Liang, S.Y. Deflection prediction of micro-milling Inconel 718 thin-walled parts. J. Mater. Process. Technol. 2021, 291, 117003. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Kumar, A.S.; Lim, H.S. CNC microturning: An application to miniaturization. Int. J. Mach. Tools Manuf. 2005, 45, 631–639. [Google Scholar] [CrossRef]
- Zhang, X.W.; Yu, T.B.; Dai, Y.X.; Qu, S.; Zhao, J. Energy consumption considering tool wear and optimization of cutting parameters in micro milling process. Int. J. Mech. Sci. 2020, 178, 105628. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Mia, M.; Gupta, M.K.; Sen, B.; Ahmed, A. Investigation of the specific cutting energy and its effect in shearing dominant precision micro cutting. J. Mater. Process. Technol. 2020, 283, 116688. [Google Scholar] [CrossRef]
- Wu, X.; Li, L.; He, N. Investigation on the burr formation mechanism in micro cutting. Precis. Eng. 2017, 47, 191–196. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Fecheira, J.S.; Lopes, H.M.; Martinho, R.P.; Casais, R.B.; Ferreira, L.P. Cutting forces assessment in CNC machining processes: A critical review. Sensors 2020, 20, 4536. [Google Scholar] [CrossRef]
- Bao, W.Y.; Tansel, I.N. Modeling micro-end-milling operations. Part I: Analytical cutting force model. Int. J. Mach. Tools Manuf. 2000, 40, 2155–2173. [Google Scholar] [CrossRef]
- Li, K.X.; Zhu, K.P.; Mei, T. A generic instantaneous undeformed chip thickness model for the cutting force modeling in micromilling. Int. J. Mach. Tools Manuf. 2016, 105, 23–31. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Shi, Z.Y.; Wan, Y. Definition and determination of the minimum uncut chip thickness of micro cutting. Int. J. Adv. Manuf. Technol. 2013, 69, 1219–1232. [Google Scholar] [CrossRef]
- Wan, M.; Wen, D.Y.; Ma, Y.C.; Zhang, W.H. On material separation and cutting force prediction in micro milling through involving the effect of dead metal zone. Int. J. Mach. Tools Manuf. 2019, 146, 103452. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Krolczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Liu, T.S.; Zhu, K.P.; Wang, G. Micro-milling tool wear monitoring under variable cutting parameters and runout using fast cutting force coefficient identification method. Int. J. Adv. Manuf. Technol. 2020, 111, 3175–3188. [Google Scholar] [CrossRef]
- Jing, X.B.; Lv, R.Y.; Chen, Y.; Tian, Y.L.; Li, H.Z. Modelling and experimental analysis of the effects of run out, minimum chip thickness and elastic recovery on the cutting force in micro-end-milling. Int. J. Mech. Sci. 2020, 176, 105540. [Google Scholar] [CrossRef]
- Dib, M.H.M.; Duduch, J.G.; Jasinevicius, R.G. Minimum chip thickness determination by means of cutting force signal in micro endmilling. Precis. Eng. 2018, 51, 244–262. [Google Scholar] [CrossRef]
- Skrzyniarz, M. A method to determine the minimum chip thickness during longitudinal turning. Micromachines 2020, 11, 1029. [Google Scholar] [CrossRef]
- Vogler, M.P.; DeVor, R.E.; Kapoor, S.G. On the modeling and analysis of machining performance in micro-endmilling, part I: Surface generation. J. Manuf. Sci. Eng.-Trans. ASME 2004, 126, 685–694. [Google Scholar] [CrossRef]
- Abdelmoneim, M.E.; Scrutton, R.F. Tool edge roundness and stable build-up formation in finish machining. J. Manuf. Sci. Eng.-Trans. ASME 1974, 96, 1258–1267. [Google Scholar] [CrossRef]
- Liu, X.; DeVor, R.E.; Kapoor, S.G. An analytical model for the prediction of minimum chip thickness in micro machining. J. Manuf. Sci. Eng. 2006, 128, 474–481. [Google Scholar] [CrossRef]
- Son, S.M.; Lim, H.S.; Ahn, J.H. Effects of the friction coefficient on the minimum cutting thickness in micro cutting. Int. J. Mach. Tools. Manuf. 2005, 45, 529–535. [Google Scholar] [CrossRef]
- Malekian, M.; Mostofa, M.G.; Park, S.S.; Jun, M.B.G. Modeling of minimum uncut chip thickness in micro machining of aluminum. J. Mater. Process. Technol. 2012, 212, 553–559. [Google Scholar] [CrossRef]
- Merchant, M.E. Basic mechanics of the metal cutting process. Int. J. Appl. Mech. 1944, 11, 168–175. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Variations, and CNC Design, 2nd ed.; Cambridge University Press: New York, NY, USA, 2012. [Google Scholar]
- Lee, E.H.; Shaffer, B.W. Theory of plasticity applied to the problem of machining. Int. J. Appl. Mech. 1951, 18, 405–413. [Google Scholar] [CrossRef]
- Wang, S.; An, C.; Zhang, F.; Wang, J.; Lei, X.; Zhang, J. An experimental and theoretical investigation on the brittle ductile transition and cutting force anisotropy in cutting KDP crystal. Int. J. Mach. Tools Manuf. 2016, 106, 98–108. [Google Scholar] [CrossRef]
- De Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; De Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Zong, W.J.; Huang, Y.H.; Zhang, Y.L.; Sun, T. Conservation law of surface roughness in single point diamond turning. Int. J. Mach. Tools Manuf. 2014, 84, 58–63. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Peng, F.Y.; Yan, R.; Yao, P.F.; Yang, C.C.; Li, B. Analytical modeling and experimental validation of micro end-milling cutting forces considering edge radius and material strengthening effects. Int. J. Mach. Tools Manuf. 2015, 97, 29–41. [Google Scholar] [CrossRef]
- Rao, S.; Shunmugam, M.S. Analytical modeling of micro end-milling forces with edge radius and material strengthening effects. Mach. Sci. Technol. 2012, 16, 205–227. [Google Scholar] [CrossRef]
- Srinivasa, Y.V.; Shunmugam, M.S. Mechanistic model for prediction of cutting forces in micro end-milling and experimental comparison. Int. J. Mach. Tools Manuf. 2013, 67, 18–27. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Type of Parameters | Parameters | Notation | Unit |
|---|---|---|---|
| mechanical parameters | shear stress | Gpa | |
| friction angle | rad | ||
| ploughing coefficient | Gpa | ||
| friction stress in ploughing region | Gpa | ||
| parameters related to cutting trajectory | runout length | ||
| runout angle | rad | ||
| starting point. | -- |
| Cutting Condition | Spindle Speed (rpm) | Cutting SPEED (m/min) | Axial Cutting Depth (μm) | Feed Speed (mm/min) | Feed Speed per Tooth (μm/tooth) |
|---|---|---|---|---|---|
| C1 | 18,000 | 45.24 | 60 | 72 | 2 |
| C2 | 18,000 | 45.24 | 80 | 144 | 4 |
| C3 | 18,000 | 45.24 | 100 | 216 | 6 |
| C4 | 24,000 | 60.32 | 80 | 288 | 6 |
| C5 | 30,000 | 75.40 | 60 | 360 | 6 |
| C6 | 24,000 | 60.32 | 60 | 192 | 4 |
| C7 | 24,000 | 60.32 | 100 | 96 | 2 |
| C8 | 30,000 | 75.40 | 80 | 120 | 2 |
| C9 | 30,000 | 75.40 | 100 | 240 | 4 |
| Cutting Condition | |||||||
|---|---|---|---|---|---|---|---|
| C1 | 30 | 1.01 | 2.07 | 0.52 (29.91°) | 25.00 | 16.00 | 0.98 |
| C2 | 29 | 1.02 | 2.05 | 0.56 (31.91°) | 27.00 | 26.00 | 1.02 |
| C3 | 35 | 0.09 | 1.43 | 0.53 (30.19°) | 23.00 | 11.00 | 0.98 |
| C4 | 124 | 0.92 | 0.86 | 0.50 (28.71°) | 23.00 | 11.00 | 0.95 |
| C5 | 22 | 0.76 | 2.16 | 0.51 (29.45°) | 24.00 | 17.00 | 1.02 |
| C6 | 38 | 1.17 | 2.68 | 0.57 (32.77°) | 32.00 | 21.00 | 1.04 |
| C7 | 123 | 0.32 | 0.95 | 0.44 (25.25°) | 24.00 | 12.00 | 1.04 |
| C8 | 29 | 0.21 | 1.69 | 0.45 (24.98°) | 29.00 | 14.00 | 1.05 |
| C9 | 23 | 0.36 | 1.08 | 0.60 (34.38°) | 35.00 | 19.00 | 1.07 |
| C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | |
|---|---|---|---|---|---|---|---|---|---|
| 48.45° | 49.74° | 49.68° | 48.62° | 48.42° | 48.96° | 43.74° | 41.53° | 49.80° | |
| 0.673 | 0.7073 | 0.7061 | 0.6780 | 0.6725 | 0.6868 | 0.5550 | 0.5029 | 0.7092 | |
| 0.3367 | 0.3537 | 0.3530 | 0.3390 | 0.3363 | 0.3434 | 0.2775 | 0.2514 | 0.3546 |
| Cutting Condition | Malekian’s Model (Average Rake Angle) | Malekian’s Model (Partial Rake Angle) | Son’s Model under | Our Model |
|---|---|---|---|---|
| C1 | 36.19% | 35.46% | 29.36% | 26.90% |
| C2 | 34.64% | 33.55% | 26.95% | 23.29% |
| C3 | 20.78% | 21.05% | 17.92% | 10.16% |
| C4 | 24.32% | 26.79% | 22.45% | 15.38% |
| C5 | 33.31% | 30.95% | 24.53% | 21.18% |
| C6 | 30.09% | 29.30% | 26.64% | 21.17% |
| C7 | 26.32% | 27.15% | 23.77% | 18.04% |
| C8 | 32.50% | 33.76% | 26.40% | 22.14% |
| C9 | 32.88% | 31.24% | 25.23% | 20.81% |
| Average of C1–C9 | 30.11% | 29.92% | 24.81% | 19.10% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Zhang, K.; Wang, G.; Wang, C. Prediction of Nonlinear Micro-Milling Force with a Novel Minimum Uncut Chip Thickness Model. Micromachines 2021, 12, 1495. https://doi.org/10.3390/mi12121495
Liu T, Zhang K, Wang G, Wang C. Prediction of Nonlinear Micro-Milling Force with a Novel Minimum Uncut Chip Thickness Model. Micromachines. 2021; 12(12):1495. https://doi.org/10.3390/mi12121495
Chicago/Turabian StyleLiu, Tongshun, Kedong Zhang, Gang Wang, and Chengdong Wang. 2021. "Prediction of Nonlinear Micro-Milling Force with a Novel Minimum Uncut Chip Thickness Model" Micromachines 12, no. 12: 1495. https://doi.org/10.3390/mi12121495