
Effect of Cryogenic Treatment on Internal Residual Stresses of Hydrogen-Resistant Steel


Abstract
:1. Introduction
2. Experimental Process
2.1. Test Material
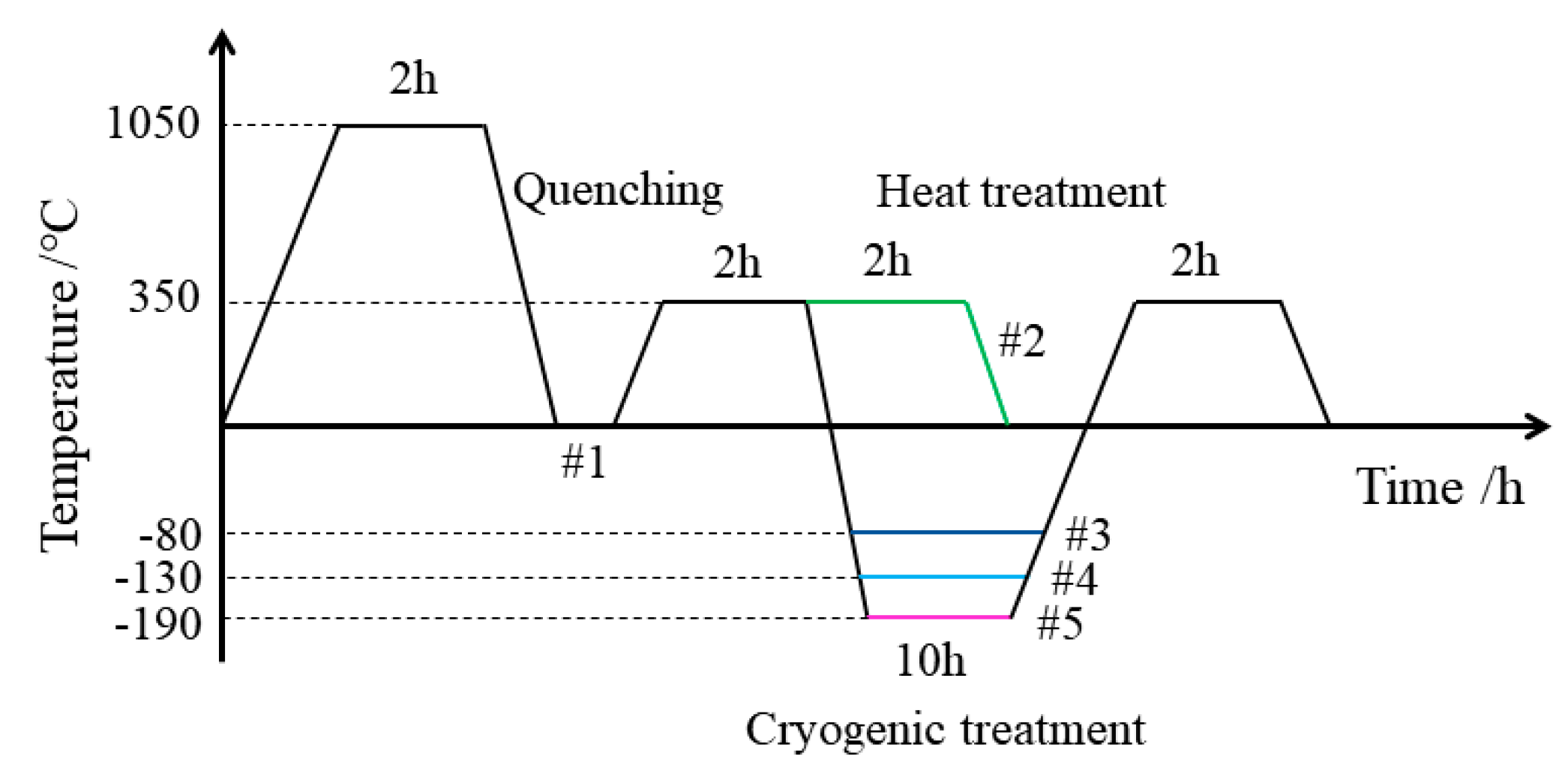
2.2. Experimental Scheme and Selection of Technological Parameters
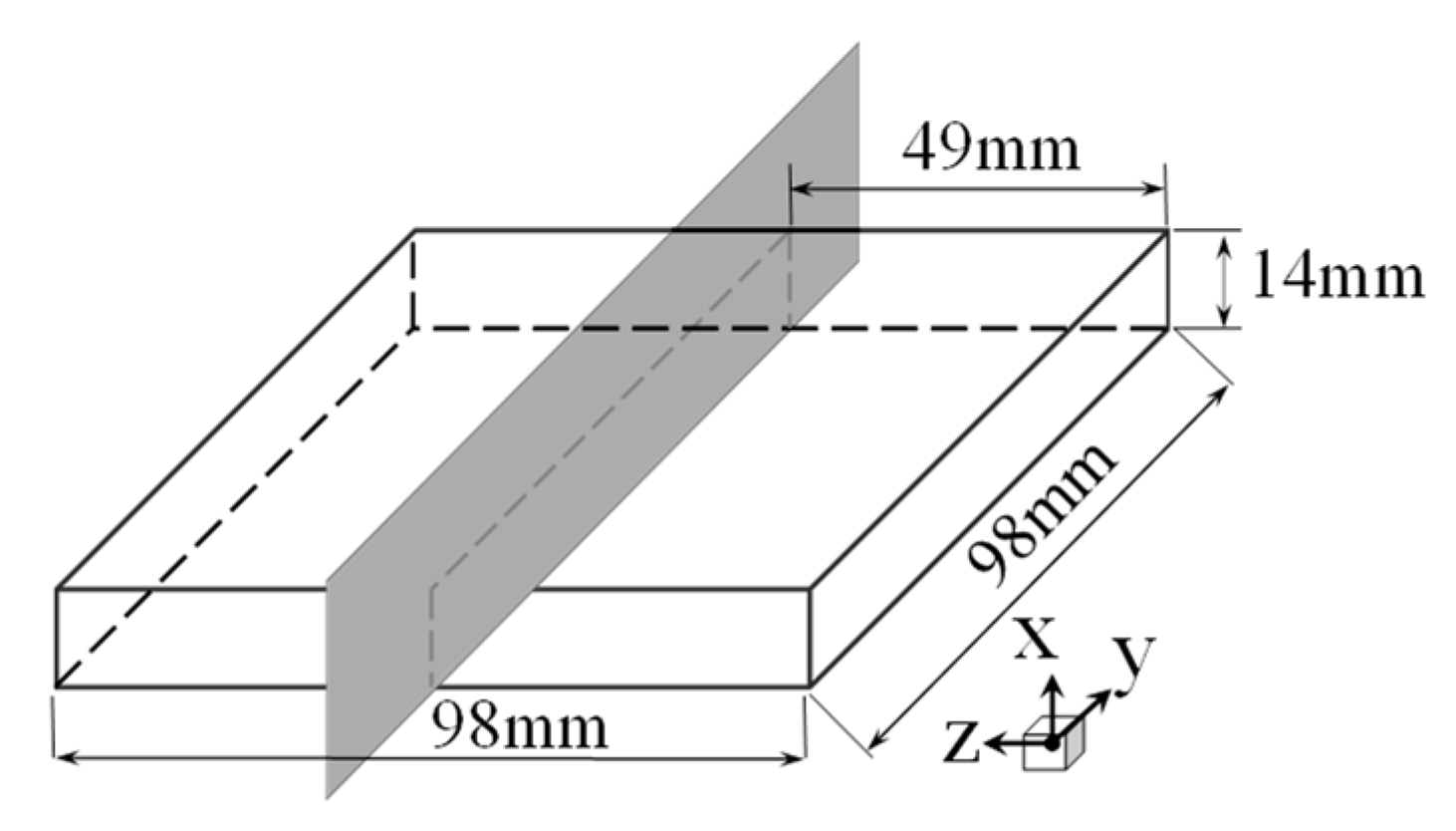
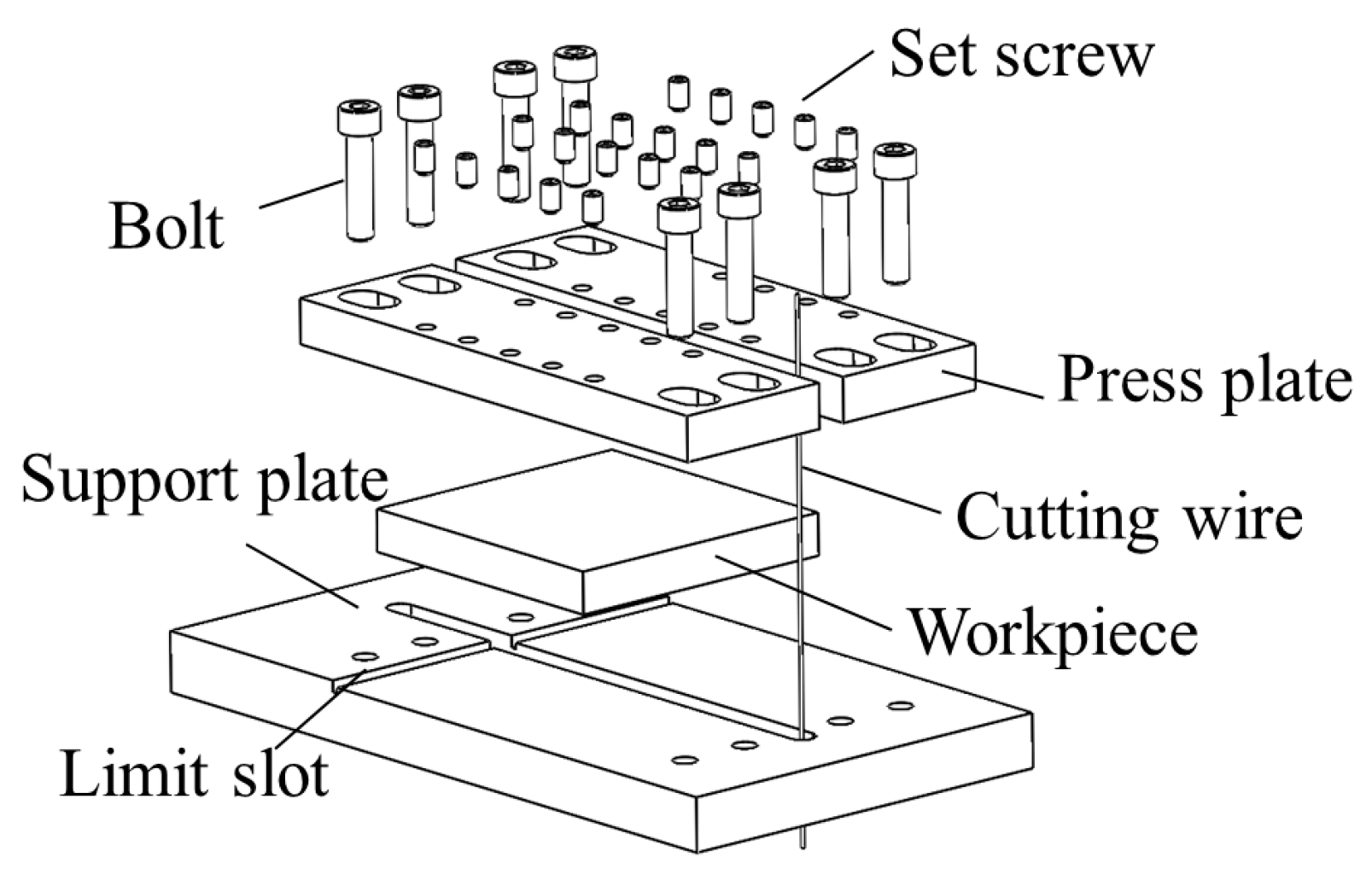
2.3. Procedures to Measure Internal Residual Stress Based on the Contour Method
2.4. Test Instrument
3. Results and Discussion
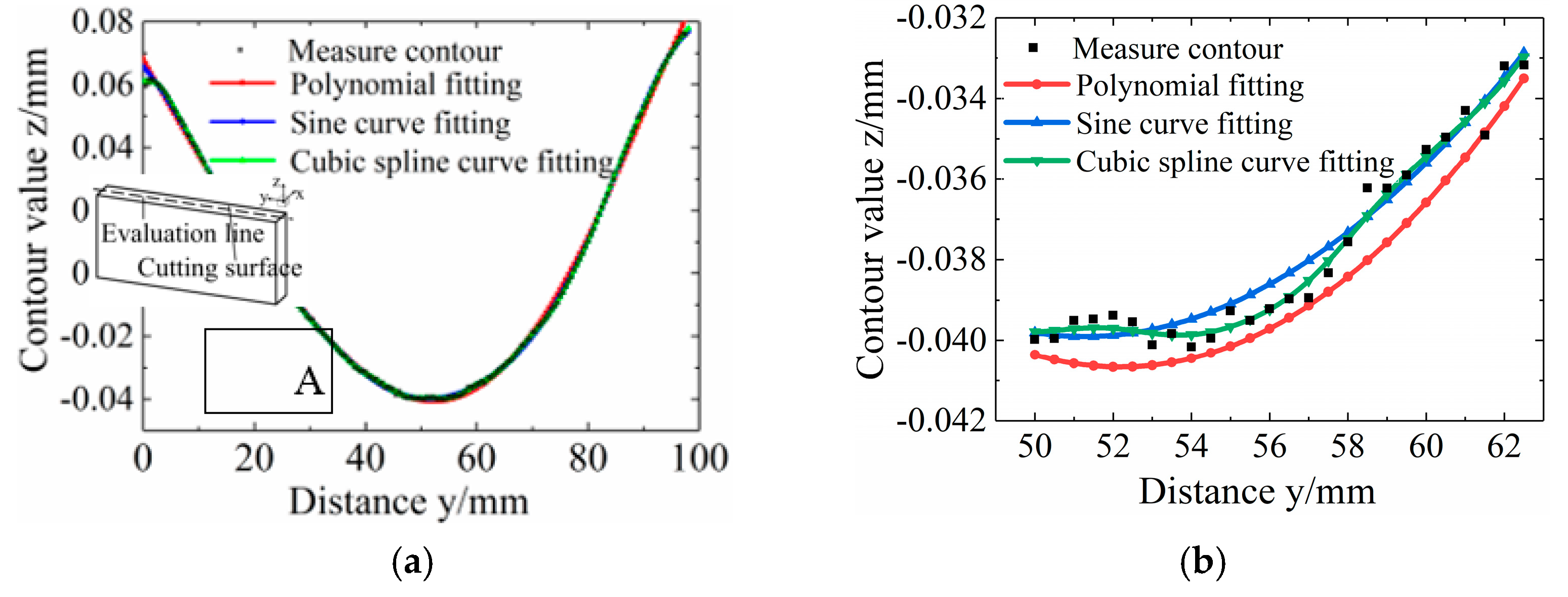
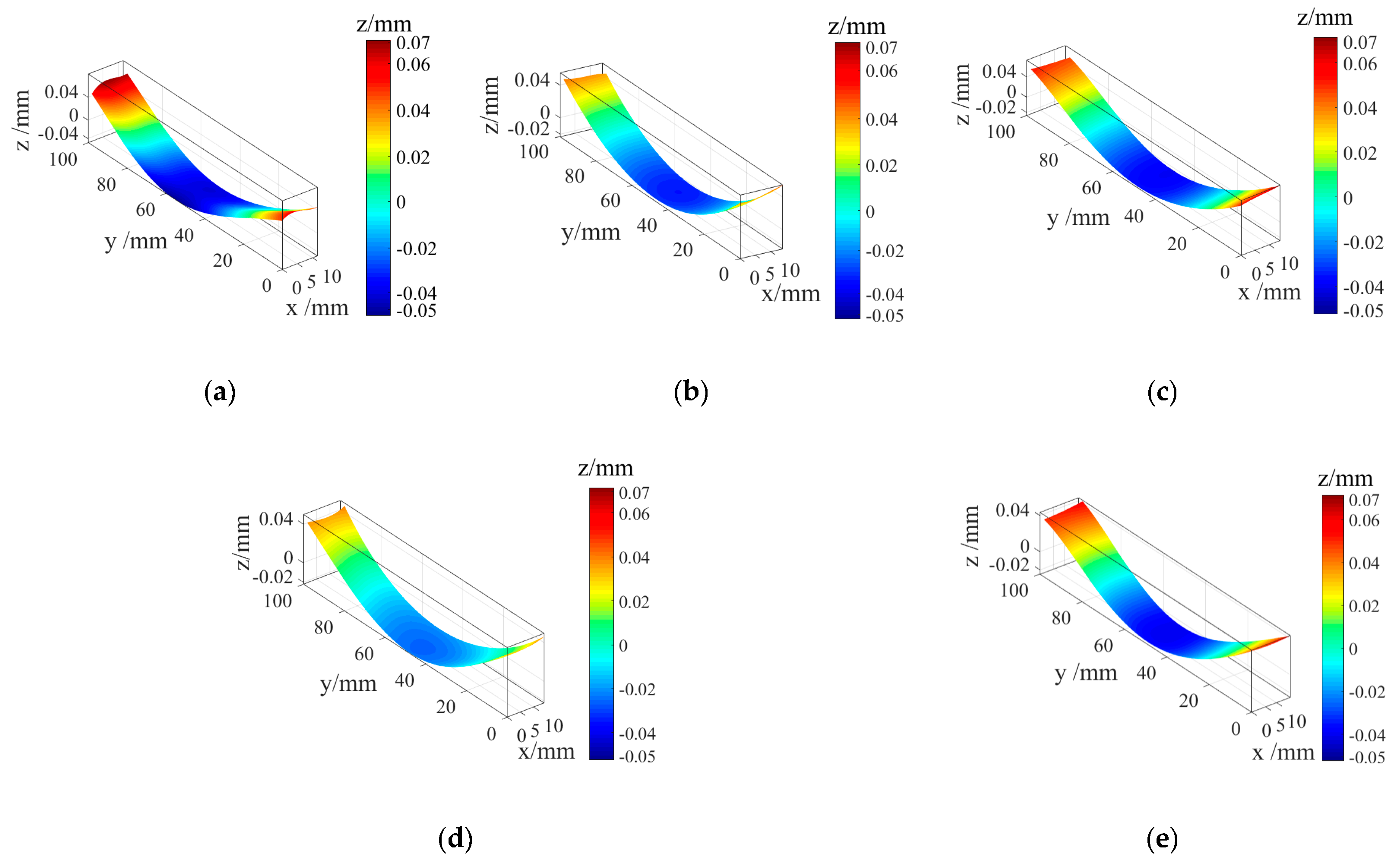
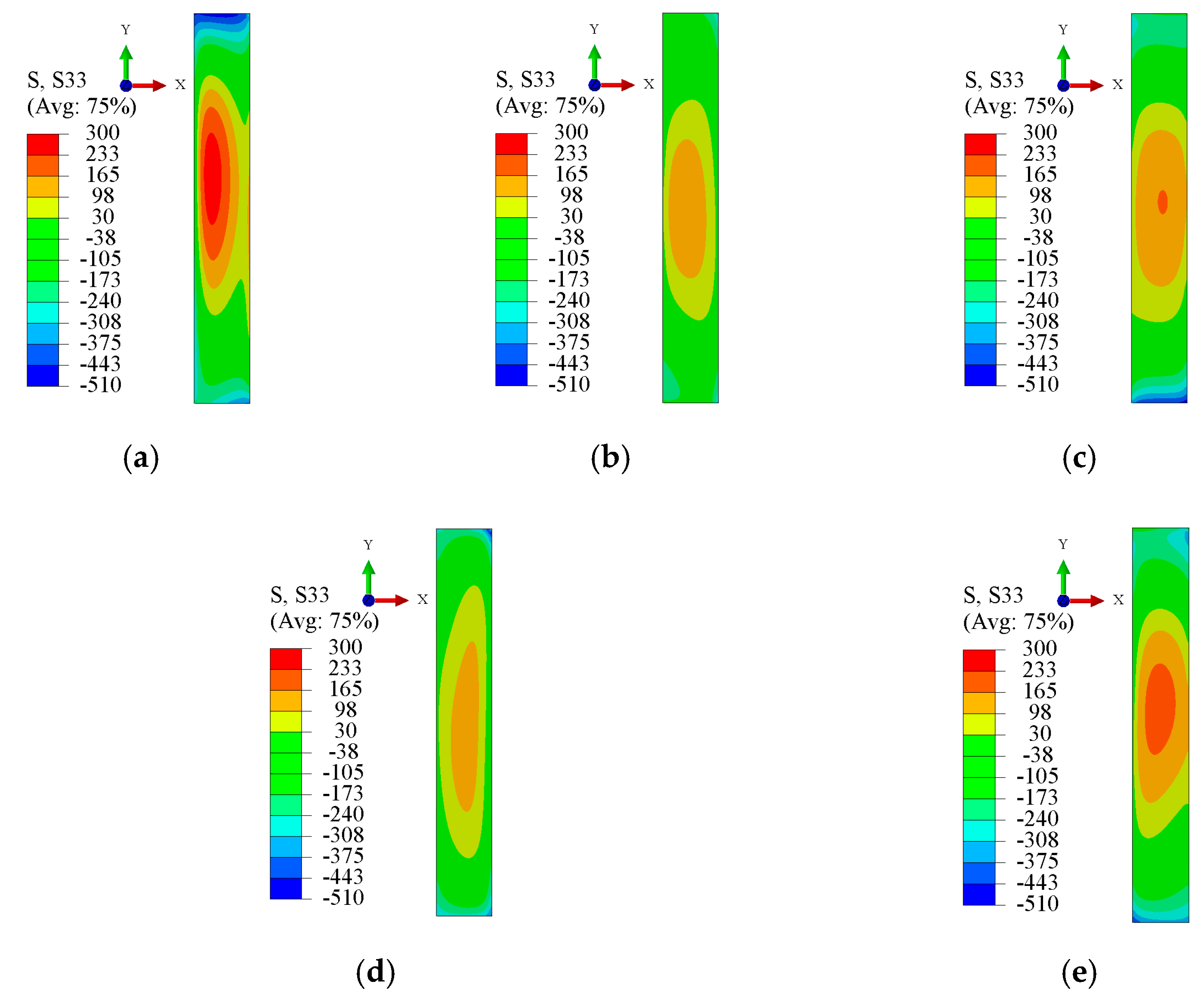
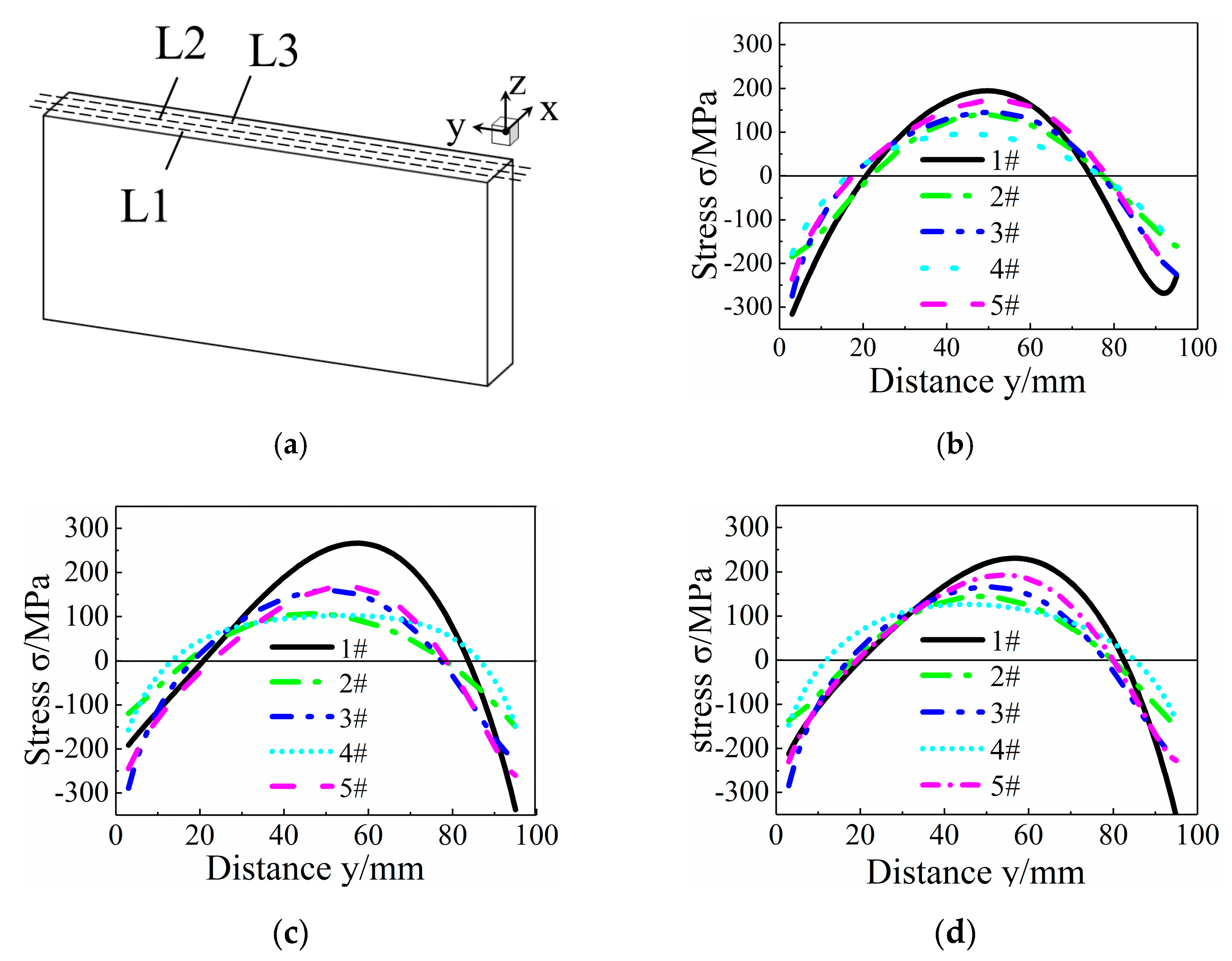
3.1. Results of Stress Reconstruction
3.2. Mechanism of the Effect of Cryogenic Treatment on Internal Residual Stress
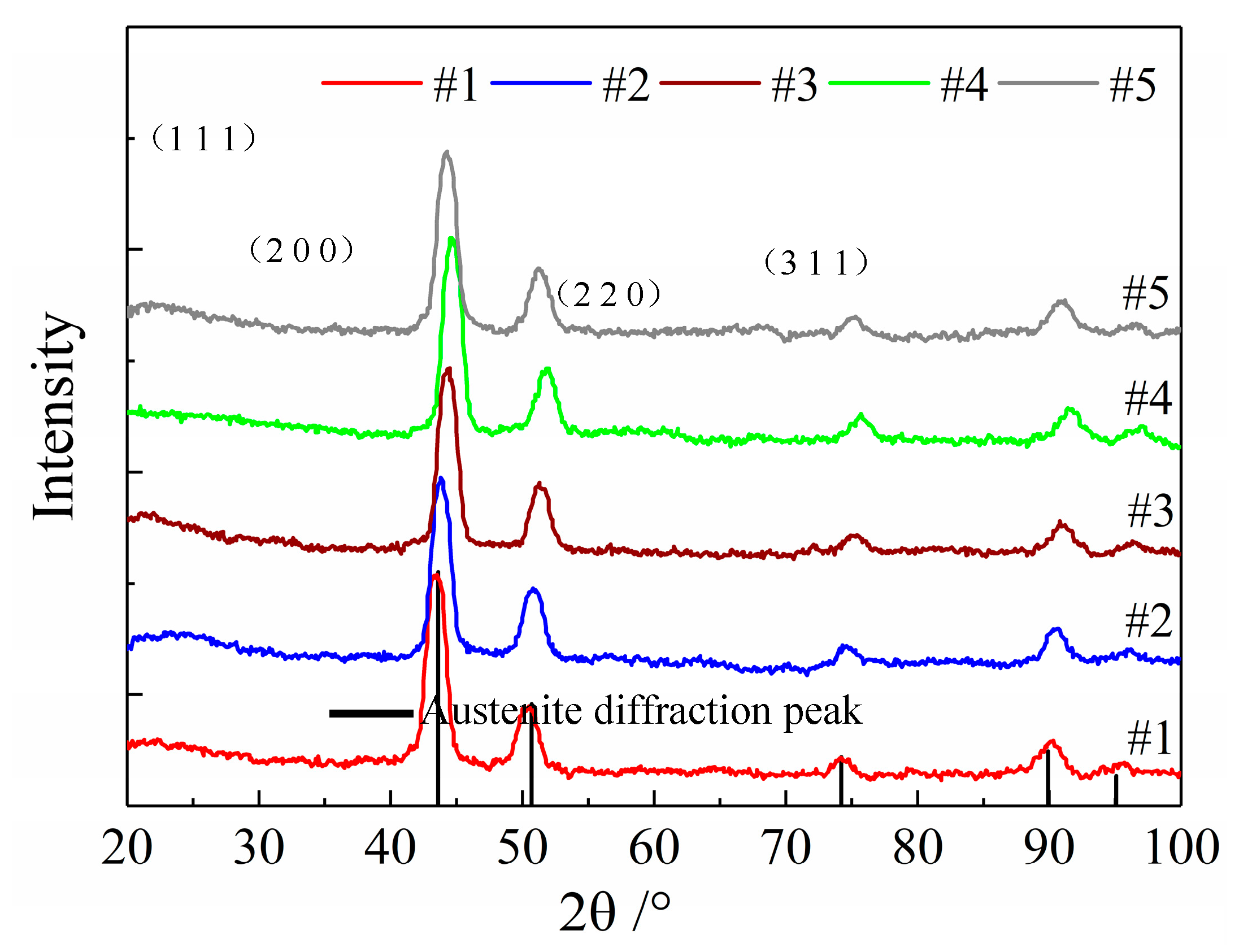
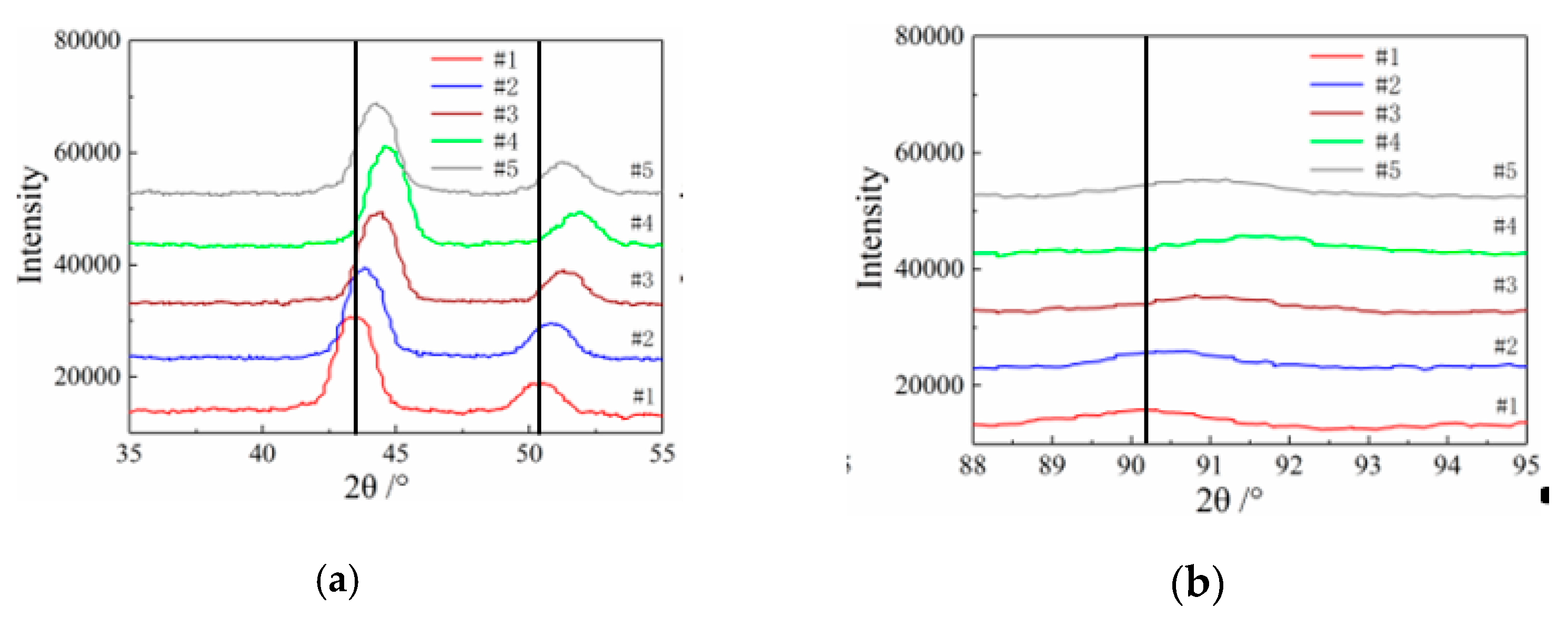
3.2.1. Phase Transition Analysis
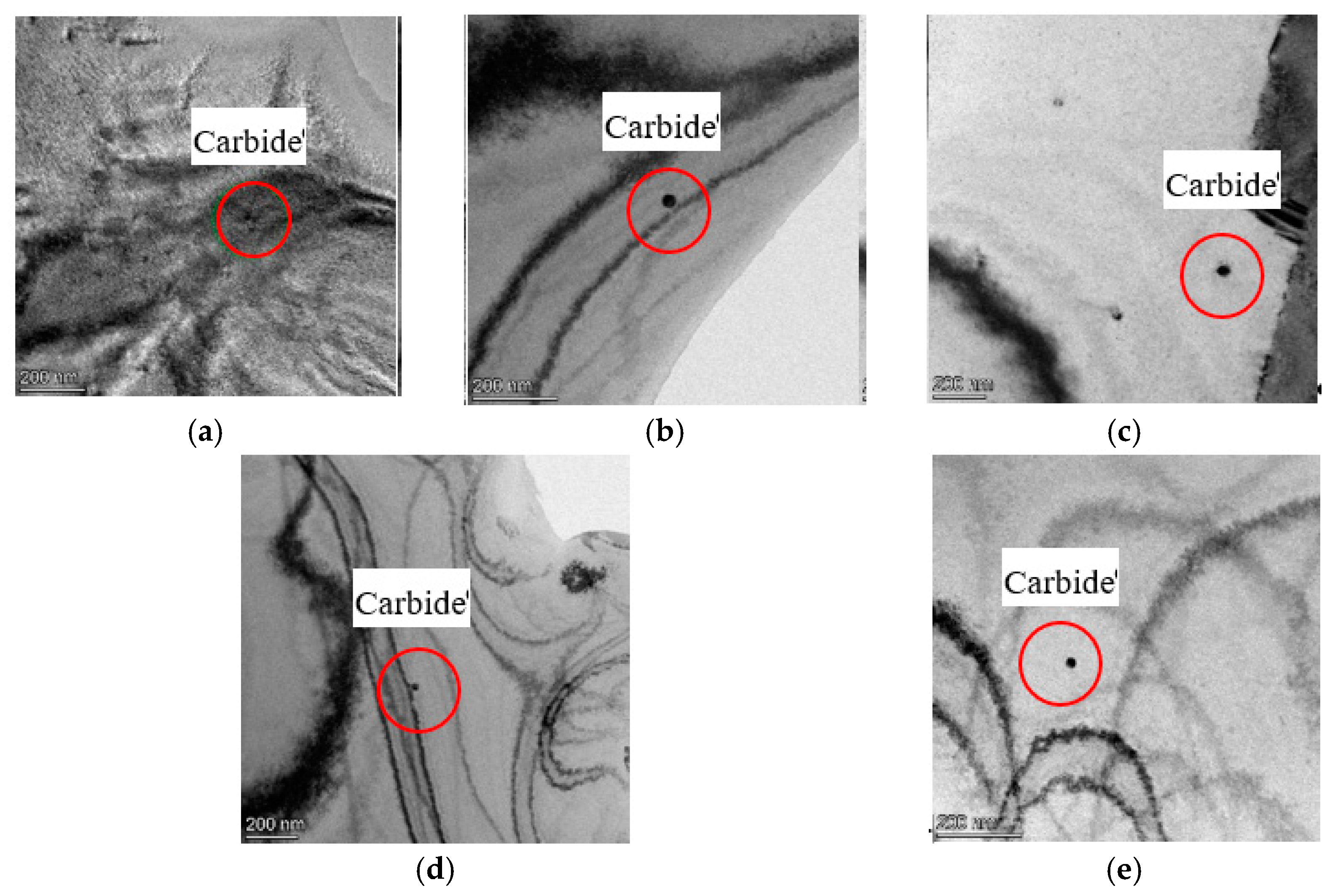
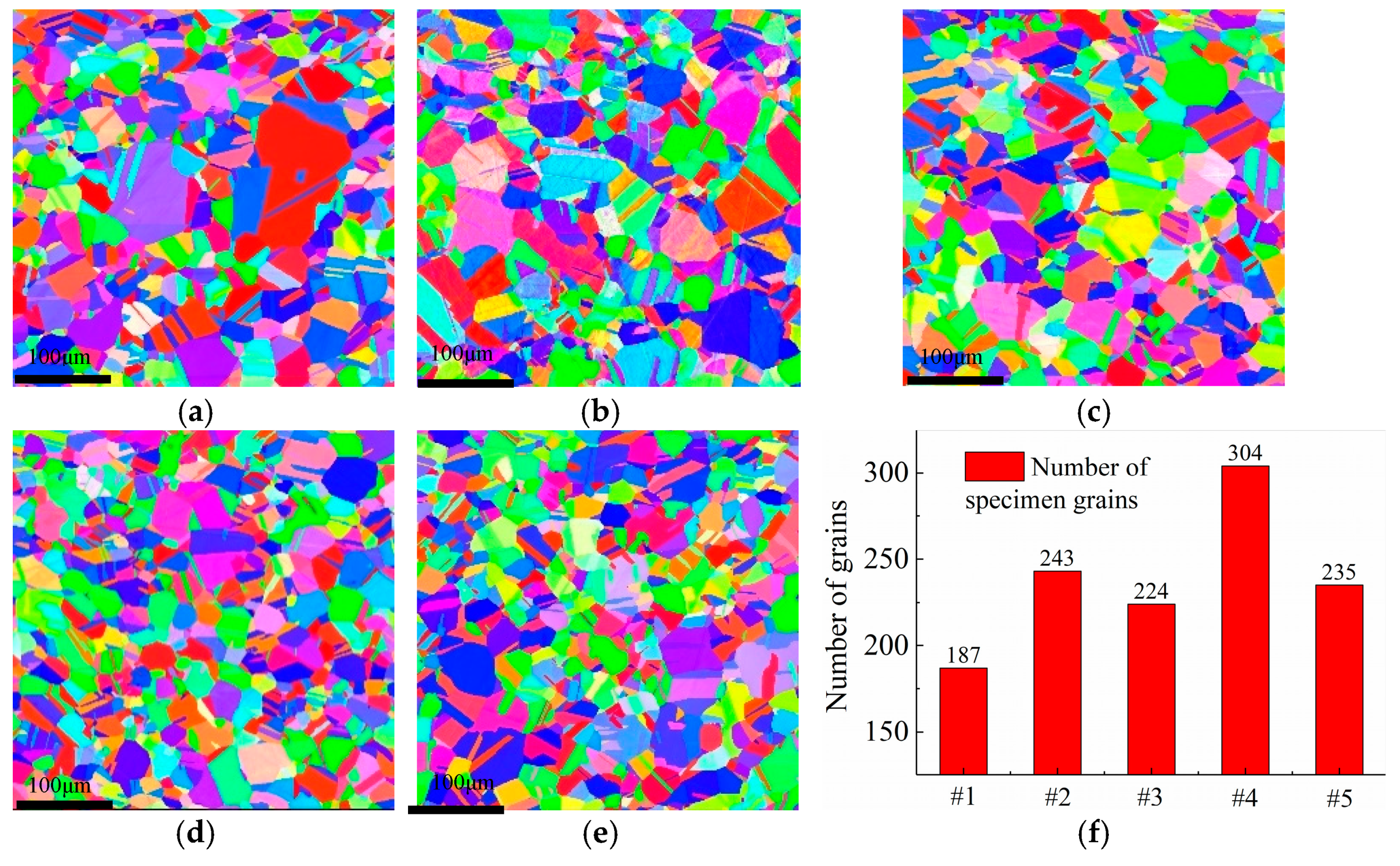
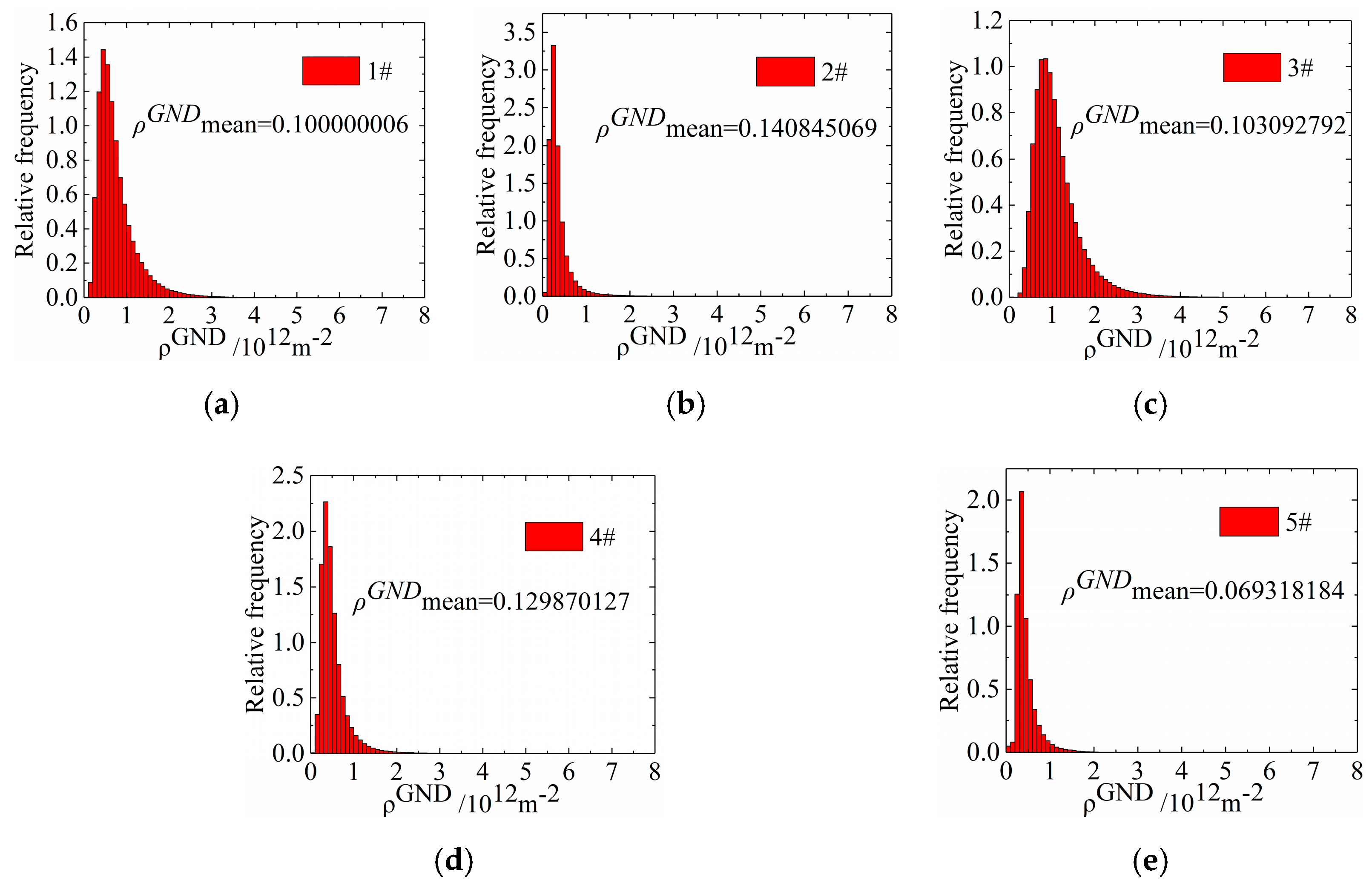
3.2.2. Microstructural Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, B.H.; Zhou, W.B.; Bin Deng, H.; Gao, H.J. Effect of Initial Residual Stress on Machining Deformation of a Casing Part. Mater. Sci. Forum 2020, 976, 139–144. [Google Scholar] [CrossRef]
- Li, J.-G.; Wang, S.-Q. Distortion caused by residual stresses in machining aeronautical aluminum alloy parts: Recent advances. Int. J. Adv. Manuf. Technol. 2016, 89, 997–1012. [Google Scholar] [CrossRef]
- Wang, H.M.; Qin, G.H.; Hu, Z.; Lin, F.; Wu, Z.X.; Han, X. A structural topology optimal design approach to machining deformation control for aeronautical monolithic components. J. Mech. Eng. 2019, 55, 127–138. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, Y.; Gong, H. A modeling of residual stress in stretched aluminum alloy plate. J. Mater. Process. Technol. 2012, 212, 2463–2473. [Google Scholar] [CrossRef]
- Xiao, L.R.; Wei, D.M.; Zhao, X.J.; Cai, Z.Y.; Pu, S.M. Effect of natural aging on Microstructure and properties of GT35 alloy. Heat Treat. Met. 2020, 45, 65–69. [Google Scholar] [CrossRef]
- Tong, D.; Gu, J.; Yang, F. Numerical simulation on induction heat treatment process of a shaft part: Involving induction hardening and tempering. J. Mater. Process. Technol. 2018, 262, 277–289. [Google Scholar] [CrossRef]
- Guo, Z.; Feng, Y.; Nai, C.; Ding, L. Research on Deformation Control Technology of Back Plate Based on Vibration Aging. IOP Conf. Ser: Earth Environ. Sci. 2019, 252, 022118. [Google Scholar] [CrossRef]
- Wei, N.S.; Yuan, R.Z.; Niu, X.M.; Chen, Z.G.; Chi, Z.; Yan, X.G. Control mechanism of residual stress in 35MnB alloy steel by deep cryogenic treatment. Heat Treat. Met. 2021, 46, 104–110. [Google Scholar] [CrossRef]
- Senthilkumar, D.; Rajendran, I.; Pellizzari, M.; Siiriainen, J. Influence of shallow and deep cryogenic treatment on the residual state of stress of 4140 steel. J. Mater. Process. Technol. 2011, 211, 396–401. [Google Scholar] [CrossRef]
- Weng, Z.; Liu, X.; Gu, K.; Guo, J.; Cui, C.; Wang, J. Modification of residual stress and microstructure in aluminium alloy by cryogenic treatment. Mater. Sci. Technol. 2020, 36, 1547–1555. [Google Scholar] [CrossRef]
- Wu, H.Y.; Ai, Z.R.; Liu, X.H. Progress of research and application on cryogenic treatment of steels. Trans. Mater. Heat Treat. 2013, 34, 1–8. [Google Scholar] [CrossRef]
- Prime, M. Cross-Sectional Mapping of Residual Stresses by Measuring the Surface Contour After a Cut. J. Eng. Mater. Technol. 2000, 123, 162–168. [Google Scholar] [CrossRef] [Green Version]
- Sun, T.; Roy, M.; Strong, D.; Withers, P.; Prangnell, P.B. Comparison of residual stress distributions in conventional and stationary shoulder high-strength aluminum alloy friction stir welds. J. Mater. Process. Technol. 2017, 242, 92–100. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.H. Stainless Steel and Its Heat Treatment; Liaoning Science and Technology Press: Liaoning, China, 2010; Chapter 3; pp. 45–95. [Google Scholar]
- Zhao, W.J. Study on the Effect of Cryogenic Treatment on Residual Stress of Materials. Doctoral Dissertation, Taiyuan University of Science and Technology, Taiyuan, China, 2018. [Google Scholar]
- Gavriljuk, V.G.; Sirosh, V.A.; Petrov, Y.N.; Tyshchenko, A.I.; Theisen, W.; Kortmann, A. Carbide Precipitation During Tempering of a Tool Steel Subjected to Deep Cryogenic Treatment. Met. Mater. Trans. A 2014, 45, 2453–2465. [Google Scholar] [CrossRef]
- Zhirafar, S.; Rezaeian, A.; Pugh, M. Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol. 2007, 186, 298–303. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Toppo, V.; Ray, K.K. Effect of Deep Cryogenic Treatment on the Carbide Precipitation and Tribological Behavior of D2 Steel. Mater. Manuf. Process. 2007, 22, 474–480. [Google Scholar] [CrossRef]
- Liu, Z.; Gao, Z.; Lv, C.; Zhang, C.; Hu, W. Research on the correlation between impact toughness and corrosion performance of Cr13 Super martensitic stainless steel under deferent tempering condition. Mater. Lett. 2021, 283, 128791. [Google Scholar] [CrossRef]
- Araghchi, M.; Mansouri, H.; Vafaei, R.; Guo, Y. A novel cryogenic treatment for reduction of residual stresses in 2024 aluminum alloy. Mater. Sci. Eng. A 2017, 689, 48–52. [Google Scholar] [CrossRef]
- Yu, D.G. Theory and Design of Steel Strengthening and Toughening; Shanghai Jiaotong University Press: Shanghai, China, 1990; pp. 33–35. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Ni | Cr | Ti | Al | Mo | Nb | Mn | V | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| HR-2 | ≤ 0.02 | 6 | 21 | - | - | - | - | 9 | - | ≤ 0.2 | ≤ 0.005 | ≤ 0.006 | Bal. |
| Specimen Number | Test Parameters | Quantity |
|---|---|---|
| #1 | untreated | 3 |
| #2 | 350 °C 4 h | 3 |
| #3 | 350 °C 2 h, −80 °C 10 h, 350 °C 2 h | 3 |
| #4 | 350 °C 2 h, −130 °C 10 h, 350 °C 2 h | 3 |
| #5 | 350 °C 2 h, −190 °C 10 h, 350 °C 2 h | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shang, F.; Kong, J.; Du, D.; Zhang, Z.; Li, Y. Effect of Cryogenic Treatment on Internal Residual Stresses of Hydrogen-Resistant Steel. Micromachines 2021, 12, 1179. https://doi.org/10.3390/mi12101179
Shang F, Kong J, Du D, Zhang Z, Li Y. Effect of Cryogenic Treatment on Internal Residual Stresses of Hydrogen-Resistant Steel. Micromachines. 2021; 12(10):1179. https://doi.org/10.3390/mi12101179
Chicago/Turabian StyleShang, Fengxiang, Jinxing Kong, Dongxing Du, Zheng Zhang, and Yunhua Li. 2021. "Effect of Cryogenic Treatment on Internal Residual Stresses of Hydrogen-Resistant Steel" Micromachines 12, no. 10: 1179. https://doi.org/10.3390/mi12101179
APA StyleShang, F., Kong, J., Du, D., Zhang, Z., & Li, Y. (2021). Effect of Cryogenic Treatment on Internal Residual Stresses of Hydrogen-Resistant Steel. Micromachines, 12(10), 1179. https://doi.org/10.3390/mi12101179