Functionalization of Plastic Parts by Replication of Variable Pitch Laser-Induced Periodic Surface Structures


 and
and 
Abstract
1. Introduction
2. Materials and Methods
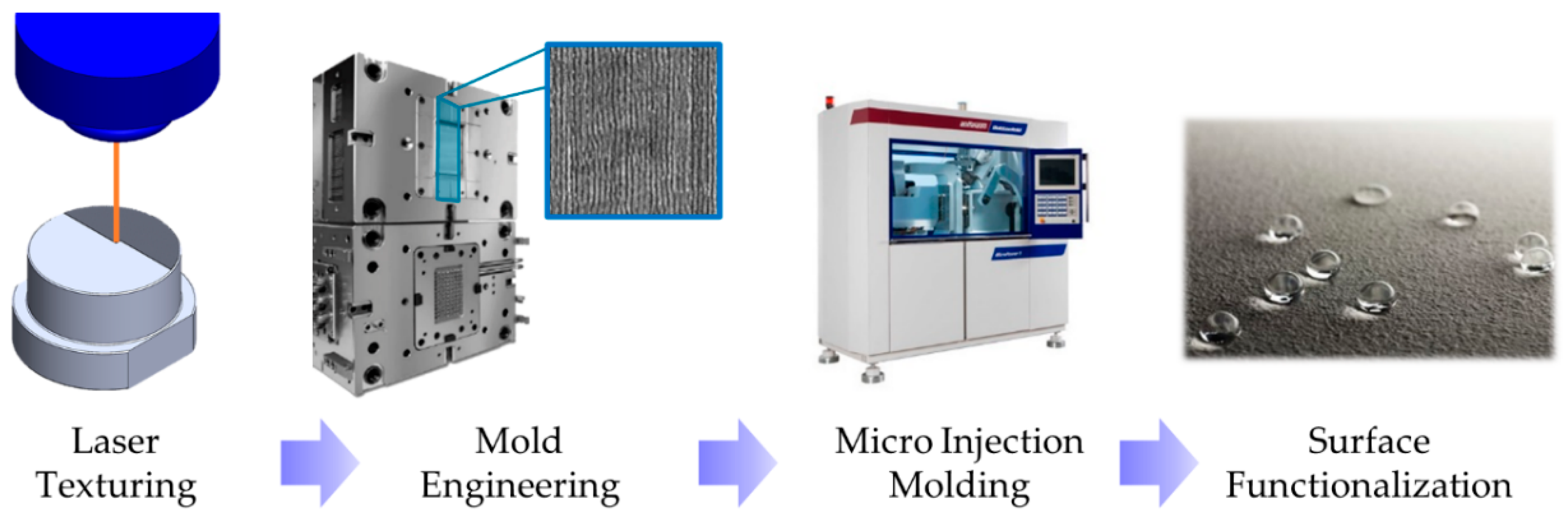
2.1. Process Chain and Experimental Approach
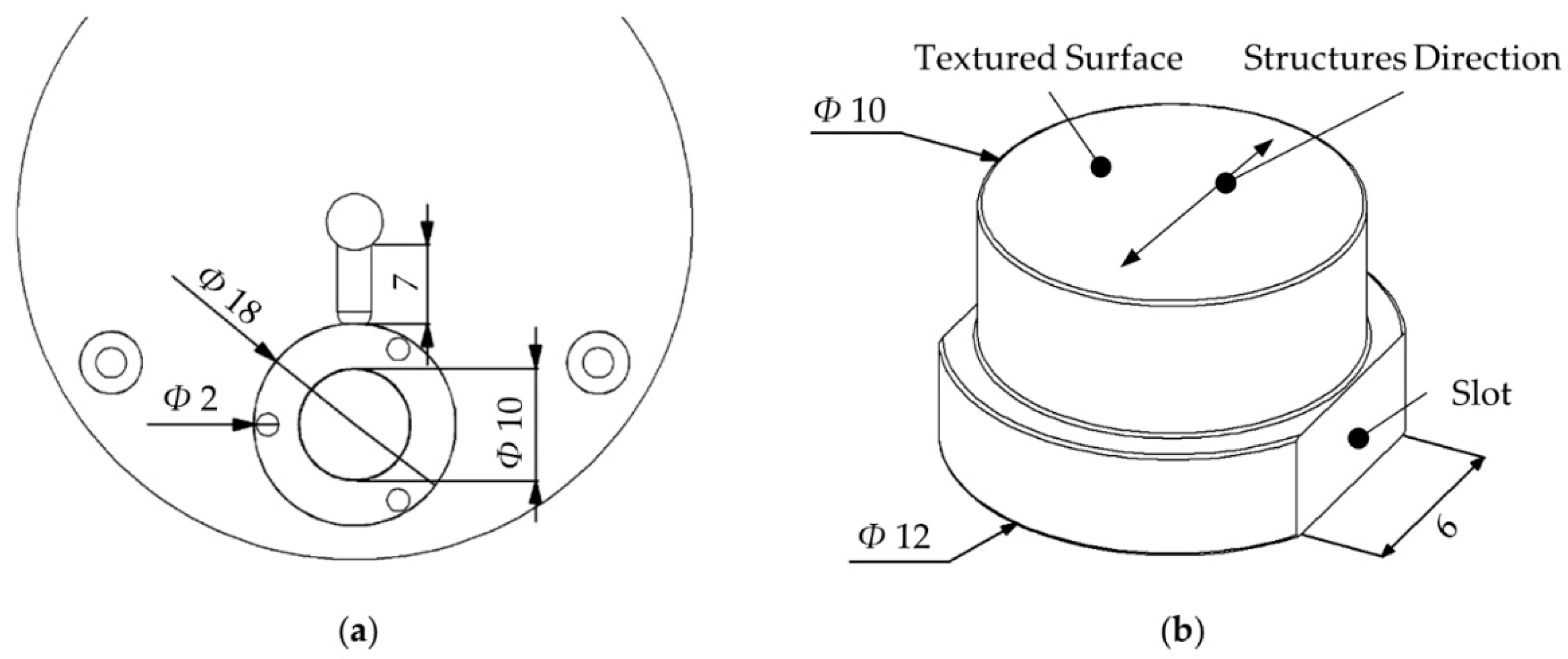
2.2. Mold Design
2.3. Mold Surface Treatments
2.4. Surface Characterization
2.5. Materials and Manufacturing System
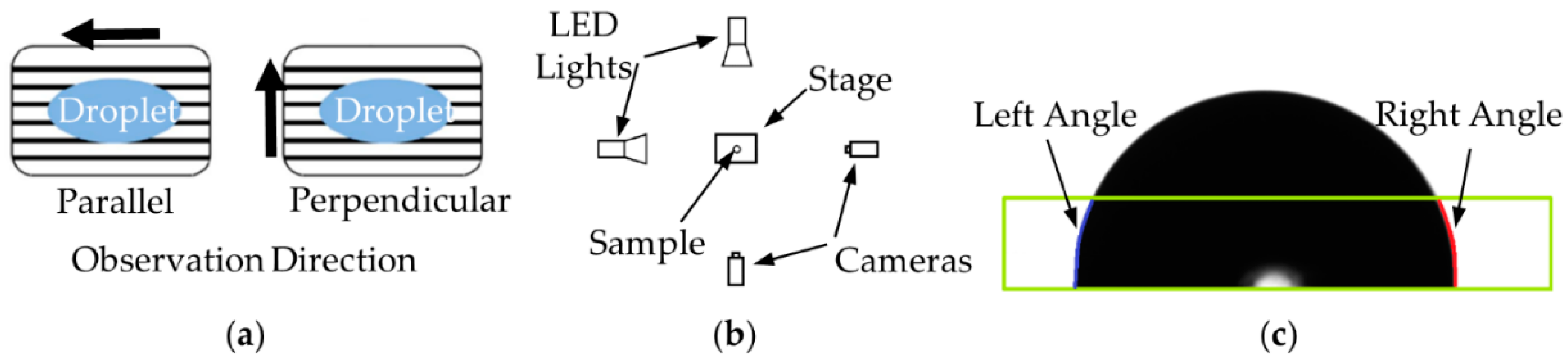
2.6. Wetting Characterization
3. Results
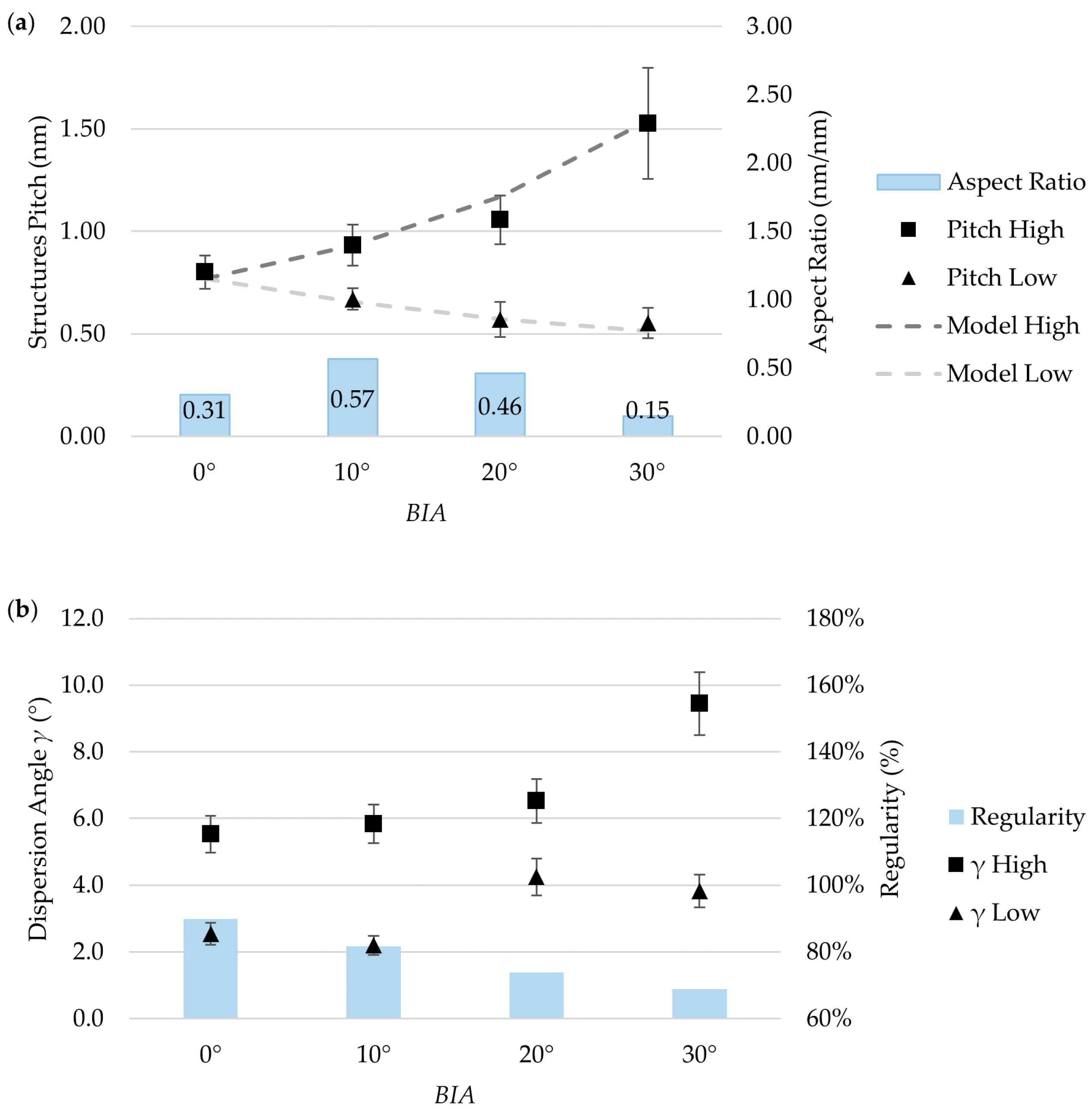
3.1. Generated Mold Topographies
3.2. Sub-Micron Structures Polymer Replication
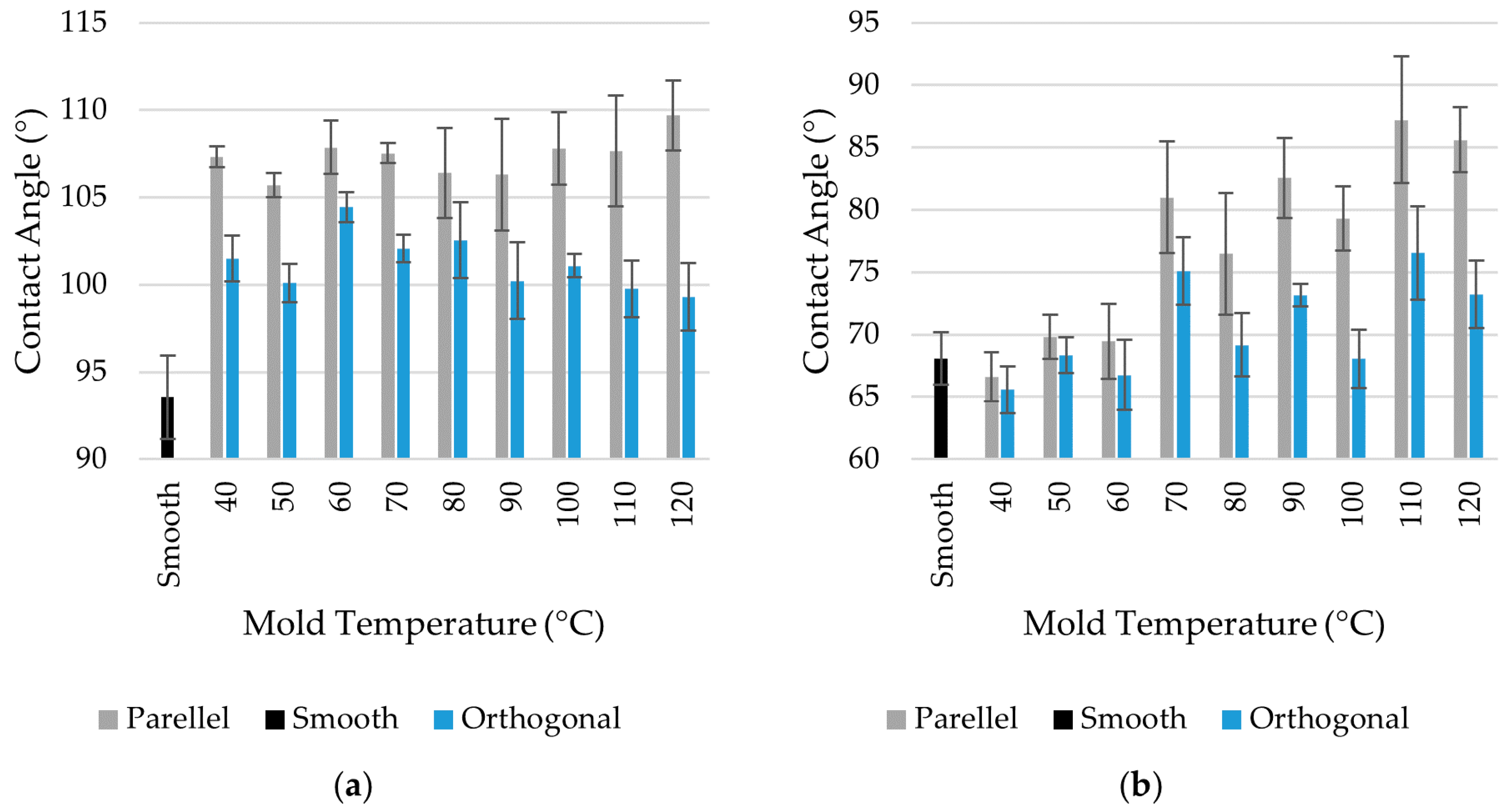
3.3. Plastic Parts Surface Wettability
3.4. Comparison between Achieved Replication and Functionalization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Toosi, S.F.; Moradi, S.; Hatzikiriakos, S. Fabrication of Micro/Nano Patterns on Polymeric Substrates Using Laser Ablation Methods to Control Wettability Behaviour: A Critical Review. Rev. Adhes. Adhes. 2017, 5, 55–78. [Google Scholar] [CrossRef]
- Bekesi, J.; Kaakkunen, J.; Michaeli, W.; Klaiber, F.; Schoengart, M.; Ihlemann, J.; Simon, P. Fast fabrication of super-hydrophobic surfaces on polypropylene by replication of short-pulse laser structured molds. Appl. Phys. A 2010, 99, 691–695. [Google Scholar] [CrossRef]
- Xu, Q.; Zhang, W.; Dong, C. Biomimetic self-cleaning surfaces: Synthesis, mechanism and applications. J. R. Soc. Interface 2016, 13, 20160300. [Google Scholar] [CrossRef]
- Sorgato, M.; Zanini, F.; Masato, D.; Lucchetta, G. Submicron laser-textured vents for self-cleaning injection molds. J. Appl. Polym. Sci. 2020, 1–9. [Google Scholar] [CrossRef]
- Schulte, V.A.; Diez, M.; Möller, M.; Lensen, M.C. Topography-induced cell adhesion to acr-sP(EO-stat-PO) hydrogels: The role of protein adsorption. Macromol. Biosci. 2011, 11, 1378–1386. [Google Scholar] [CrossRef]
- Shiu, J.Y.; Chen, P. Addressable protein patterning via switchable superhydrophobic microarrays. Adv. Funct. Mater. 2007, 17, 2680–2686. [Google Scholar] [CrossRef]
- Rizzello, L.; Sorce, B.; Sabella, S.; Vecchio, G.; Galeone, A.; Brunetti, V.; Cingolani, R.; Pompa, P.P. Impact of Nanoscale Topography on Genomics and Proteomics of Adherent Bacteria. ACS Nano 2011, 5, 1865–1876. [Google Scholar] [CrossRef]
- Lucchetta, G. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polym. Lett. 2015, 9, 354–361. [Google Scholar] [CrossRef]
- Lourenço, B.N.; Marchioli, G.; Song, W.; Reis, R.L.; Van Blitterswijk, C.; Karperien, M.; Van Apeldoorn, A.; Mano, J.F. Wettability Influences Cell Behavior on Superhydrophobic Surfaces with Different Topographies. Biointerphases 2012, 7, 1–11. [Google Scholar] [CrossRef]
- Davida, C.; Haberlinga, P.; Schnieperb, M.; Sochtigb, J.; Zschokkeb, C. Nano-structured anti-reflective surfaces replicated by hot embossing. Microelectron. Eng. 2002, 61–62, 435–440. [Google Scholar] [CrossRef]
- Zhang, P.; Lv, F.Y. A review of the recent advances in superhydrophobic surfaces and the emerging energy-related applications. Energy 2015, 82, 1068–1087. [Google Scholar] [CrossRef]
- Oberli, L.; Caruso, D.; Hall, C.; Fabretto, M.; Murphy, P.J.; Evans, D. Condensation and freezing of droplets on superhydrophobic surfaces. Adv. Colloid Interface Sci. 2014, 210, 47–57. [Google Scholar] [CrossRef]
- Abdel-Aal, H.A. Functional surfaces for tribological applications: Inspiration and design. Surf. Topogr. Metrol. Prop. 2016, 4, 1–37. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372, 21–41. [Google Scholar] [CrossRef]
- Sorgato, M.; Masato, D.; Lucchetta, G.; Orazi, L. Effect of different laser-induced periodic surface structures on polymer slip in PET injection moulding. CIRP Ann. 2018, 67, 575–578. [Google Scholar] [CrossRef]
- Ganesh, V.A.; Raut, H.K.; Nair, A.S.; Ramakrishna, S. A review on self-cleaning coatings. J. Mater. Chem. 2011, 21, 16304–16322. [Google Scholar] [CrossRef]
- Liu, W.; Cai, M.; Luo, X.; Chen, C.; Pan, R.; Zhang, H.; Zhong, M. Wettability transition modes of aluminum surfaces with various micro/nanostructures produced by a femtosecond laser. J. Laser Appl. 2019, 31, 022503. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, B.D.; Cassie, A.B.D.; Baxter, S. Of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Volpe, A.; Ancona, A.; Trotta, G.; Vázquez, R.M.; Fassi, I.; Osellame, R. Fabrication and assembling of a microfluidic optical stretcher polymeric chip combining femtosecond laser and micro injection molding technologies. Laser-Based Micro Nanoprocess. XI 2017, 10092, 100920. [Google Scholar] [CrossRef]
- Wang, B.; Wang, X.C.; Zheng, H.Y.; Lam, Y.C. Surface modification of polystyrene by femtosecond laser irradiation. J. Laser Micro Nanoeng. 2016, 11, 253–256. [Google Scholar]
- Patel, D.; Jain, V.K.; Ramkumar, J. Micro texturing on metallic surfaces: State of the art. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 941–964. [Google Scholar] [CrossRef]
- Santos, A.; Deen, M.J.; Marsal, L.F. Low-cost fabrication technologies for nanostructures: State-of-the-art and potential. Nanotechnology 2015, 26. [Google Scholar] [CrossRef]
- Orazi, L.; Sorgato, M.; Piccolo, L.; Masato, D.; Lucchetta, G. Generation and characterization of Laser Induced Periodic Surface Structures on plastic injection molds. Lasers Manuf. Mater. Process. 2020. in publication. [Google Scholar] [CrossRef]
- Rank, A.; Lang, V.; Lasagni, A.F. High-Speed Roll-to-Roll Hot Embossing of Micrometer and Sub Micrometer Structures Using Seamless Direct Laser Interference Patterning Treated Sleeves. Adv. Eng. Mater. 2017, 19, 1–8. [Google Scholar] [CrossRef]
- Nastulyavichus, A.A.; Kudryashov, S.I.; Saraeva, I.N.; Smirnov, N.A. Nanostructured steel for antibacterial applications. Laser Phys. Lett. 2020, 17. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Batal, A.; Dimov, S.; Lucchetta, G. Thin-wall injection molding of polypropylene using molds with different laser-induced periodic surface structures. Polym. Eng. Sci. 2019, 59, 1889–1896. [Google Scholar] [CrossRef]
- Gnilitskyi, I.; Derrien, T.J.Y.; Levy, Y.; Bulgakova, N.M.; Mocek, T.; Orazi, L. High-speed manufacturing of highly regular femtosecond laser-induced periodic surface structures: Physical origin of regularity. Sci. Rep. 2017, 7, 1–11. [Google Scholar] [CrossRef]
- Gurevich, E.L. Mechanisms of femtosecond LIPSS formation induced by periodic surface temperature modulation. Appl. Surf. Sci. 2016, 374, 56–60. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Kirner, S.; Rosenfeld, A.; Krüger, J. Laser-induced Periodic Surface Structures (LIPSS)—A Scientific Evergreen. Conf. Lasers Electro-Opt. 2016, 23, STh1Q.3. [Google Scholar] [CrossRef]
- Prokhorov, A.M.; Svakhin, A.S.; Sychugov, V.A.; Tishchenko, A.V.; Khakimov, A.A. Excitation and resonant transformation of a surface electromagnetic wave during irradiation of a solid by high-power laser radiation. Sov. J. Quantum Electron. 1983, 13, 568–571. [Google Scholar] [CrossRef]
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of micro and nano surface geometries. CIRP Ann. Manuf. Technol. 2011, 60, 695–714. [Google Scholar] [CrossRef]
- Maghsoudi, K.; Jafari, R.; Momen, G.; Farzaneh, M. Micro-nanostructured polymer surfaces using injection molding: A review. Mater. Today Commun. 2017, 13, 126–143. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Lucchetta, G. Analysis of the influence of part thickness on the replication of micro-structured surfaces by injection molding. Mater. Des. 2016, 95, 219–224. [Google Scholar] [CrossRef]
- Lin, H.Y.; Chang, C.H.; Young, W.B. Experimental and analytical study on filling of nano structures in micro injection molding. Int. Commun. Heat Mass Transf. 2010, 37, 1477–1486. [Google Scholar] [CrossRef]
- Lucchetta, G.; Sorgato, M.; Masato, D. Vacuum-Assisted Micro Injection Molding. In Micro Injection Molding; Tosello, G., Ed.; Hanser Publications: Munich, Germany, 2018. [Google Scholar]
- Liparoti, S.; Speranza, V.; Pantani, R. Replication of Micro- and Nanofeatures in Injection Molding of Two PLA Grades with Rapid Surface-Temperature Modulation. Materials 2018, 11, 1442. [Google Scholar] [CrossRef]
- Sorgato, M.; Masato, D.; Lucchetta, G. Effect of vacuum venting and mold wettability on the replication of micro-structured surfaces. Microsyst. Technol. 2017, 23, 2543–2552. [Google Scholar] [CrossRef]
- Batal, A.; Michalek, A.; Garcia-Giron, A.; Nasrollahi, V.; Penchev, P.; Sammons, R.; Dimov, S. Effects of laser processing conditions on wettability and proliferation of Saos-2 cells on CoCrMo alloy surfaces. Adv. Opt. Technol. 2019, 8062. [Google Scholar] [CrossRef]
- Wang, X.; Duan, J.; Jiang, M.; Ke, S.; Wu, B.; Zeng, X. Study of laser precision ablating texture patterns on large-scale freeform surface. Int. J. Adv. Manuf. Technol. 2017, 92, 4571–4581. [Google Scholar] [CrossRef]
- ISO 25178-2 Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2; International Organization for Standardization: Geneva, Switzerland, 2012.
- Razi, S.; Ghasemi, F. Laser-assisted generation of periodic structures on a steel surface: A method for increasing microhardness. Eur. Phys. J. Plus 2018, 133, 49. [Google Scholar] [CrossRef]
- Liou, A.C.; Chen, R.H. Injection molding of polymer micro- and sub-micron structures with high-aspect ratios. Int. J. Adv. Manuf. Technol. 2006, 28, 1097–1103. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Wavelength (nm) | 1030 |
| Pulse duration (fs) | 310 |
| Pulse energy (µJ) | 2.52 |
| Frequency (f) (kHz) | 250 |
| Scanning speed (v) (mm/s) | 1500 |
| Step over (H) (µm) | 6 |
| Spot diameter (2w0) (µm) | 40 |
| Fluence (F) at normal incidence (mJ/cm2) | 200 |
| Property | Insert | Part |
|---|---|---|
| Tip material | Silicon | Gold |
| Tip curvature radius (nm) | 6 | 10 |
| Cantilever length (μm) | 180 | 125 |
| Cantilever width (μm) | 18 | 30 |
| Cantilever thickness (μm) | 0.6 | 3 |
| Force constant (N/m) | 0.05 | 1.45 |
| Resonant frequency (kHz) | 22 | 87 |
| Property | PS | PMMA |
|---|---|---|
| Density (g/cm3) | 1.05 | 1.18 |
| Melt flow index (g/10 min) | 12 (200 °C-5 kg) | 21 (230 °C-3.80 kg) |
| Glass transition temperature (°C) | 100 | 105 |
| Drying time (h) | 2 | 6 |
| Drying temperature (°C) | 70 | 80 |
| Recommended ejection temperature (°C) | 85 | 85 |
| Recommended mold temperature range (°C) | 30–50 | 40–90 |
| Parameter | PS | PMMA |
|---|---|---|
| Melt temperature (°C) | 235 | 255 |
| Back pressure (MPa) | 5 | 2 |
| Switch-over pressure (MPa) | 80 | 82 |
| Injection speed (mm/s) | 110 | 110 |
| Packing pressure (MPa) | 45 | 50 |
| Cooling time (s) | 10 | 10 |
| Mold temperature range (°C) | 40–120 | 40–120 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piccolo, L.; Sorgato, M.; Batal, A.; Dimov, S.; Lucchetta, G.; Masato, D. Functionalization of Plastic Parts by Replication of Variable Pitch Laser-Induced Periodic Surface Structures. Micromachines 2020, 11, 429. https://doi.org/10.3390/mi11040429
Piccolo L, Sorgato M, Batal A, Dimov S, Lucchetta G, Masato D. Functionalization of Plastic Parts by Replication of Variable Pitch Laser-Induced Periodic Surface Structures. Micromachines. 2020; 11(4):429. https://doi.org/10.3390/mi11040429
Chicago/Turabian StylePiccolo, Leonardo, Marco Sorgato, Afif Batal, Stefan Dimov, Giovanni Lucchetta, and Davide Masato. 2020. "Functionalization of Plastic Parts by Replication of Variable Pitch Laser-Induced Periodic Surface Structures" Micromachines 11, no. 4: 429. https://doi.org/10.3390/mi11040429
APA StylePiccolo, L., Sorgato, M., Batal, A., Dimov, S., Lucchetta, G., & Masato, D. (2020). Functionalization of Plastic Parts by Replication of Variable Pitch Laser-Induced Periodic Surface Structures. Micromachines, 11(4), 429. https://doi.org/10.3390/mi11040429