Micro Defects on Diamond Tool Cutting Edge Affecting the Ductile-Mode Machining of KDP Crystal

Abstract
1. Introduction
2. Methods
2.1. Detection and Classification of Tool-Edge Micro Defects
2.2. SPH Cutting Models of Tool-Edge Micro Defects
2.3. Tool-Edge Passivation Method
2.4. Fly-Cutting Experiments Setup
3. Results and Discussions
3.1. SPH Simulation Analysis
3.2. Tool-Edge Passivation Results
3.3. Machined Surface Quality in Fly-Cutting Experiment
4. Conclusions
- (1)
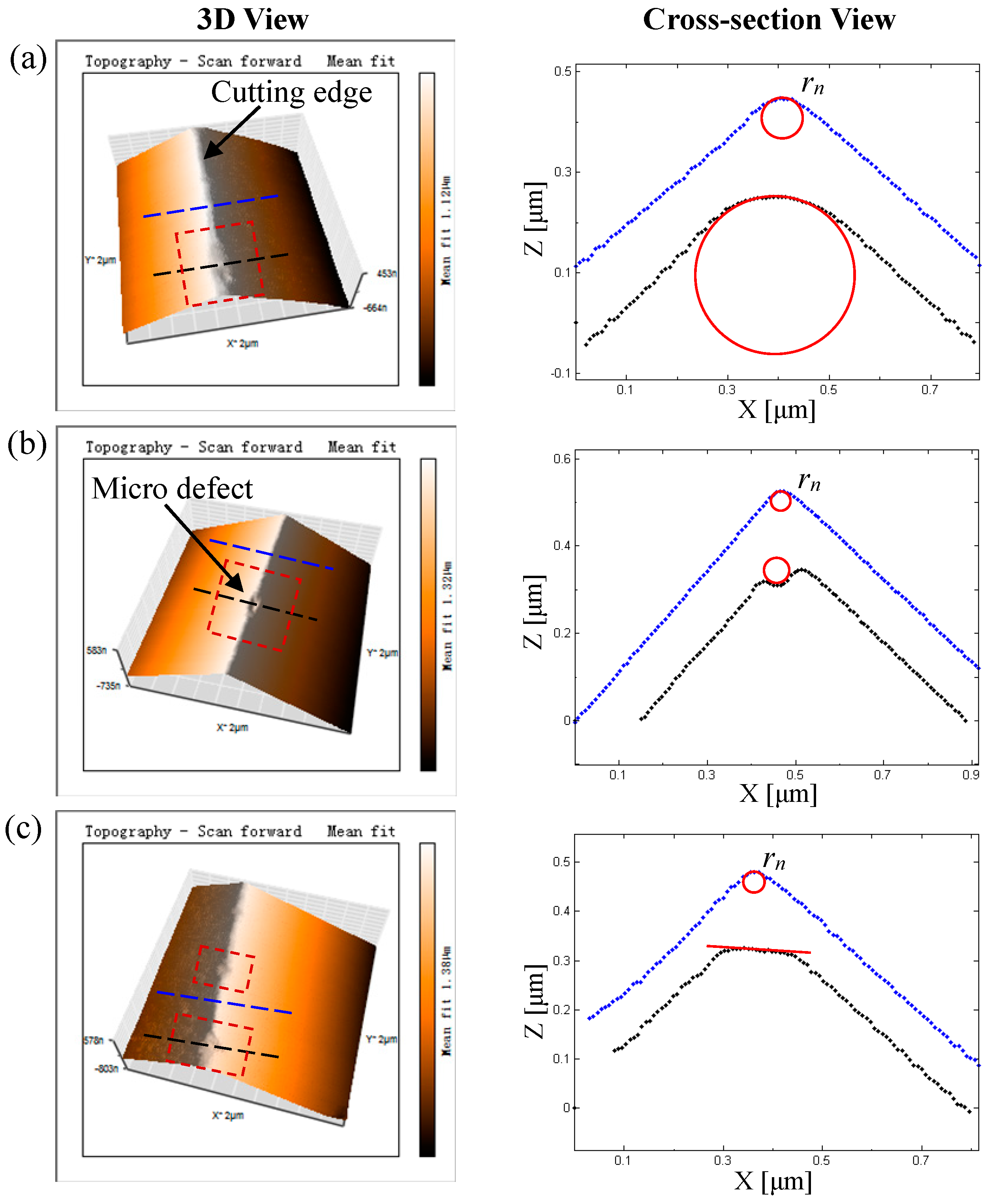
- Through AFM detection of the cutting edge of the mechanically polished diamond tool, three types of tool-edge micro defects are classified according to their cross-sections, including the blunt-edge, crescent-edge, and flat-edge micro defects. In addition, the flat-edge micro defects can be further subdivided into flat edge A (similar to flank wear) and flat edge B (similar to chamfered edge) in terms of their states in machining.
- (2)
- The SPH simulation results indicate that the tool-edge micro defects have a great influence on the machined surface quality of KDP crystal. Due to the disappearance of hydrostatic pressure beneath the cutting edge, the machined surfaces of crescent edge and flat edge A are unsmooth with large-size defects. In contrast, the machined surfaces of blunt edge and flat edge B are smooth with a favorable increment of hydrostatic pressure, which indicates that a passivation method to eliminate tool-edge micro defects is necessary.
- (3)
- As revealed by the passivation results, the depression angle of the tool shank has a great influence on the geometries of the passivated cutting edge. Compared with the traditional method with a depression angle of 0°, the passivation results at a depression angle of 60° indicate that the sharpness of the cutting edge is small enough while removing the tool-edge micro defects completely and improving the consistency of the cutting edge quality. Moreover, through the re-sharpening process of the rake face to remove the rake wear, a micro chamfered edge is finally formed, which contributes to suppressing the formation of cracks in machining brittle materials.
- (4)
- Fly-cutting experiments of KDP crystal reveals that the tool-edge quality has a significant effect on the machined surface quality. Compared with the mechanically polished tool with tool-edge micro defects, the cutting edge passivated with the traditional method has a certain suppression effect on the machined surface defects, but the surface roughness Sa varies slightly due to the increment of cutting edge radius. The rake wear formed by the new passivation method at a depression angle of 60° will destroy the machined surface with microcracks. However, the re-sharpening process of the rake face can produce a chamfered edge, which yields the best surface quality. In this case, the defects are well-suppressed by the local hydrostatic compressive stress beneath the micro chamfered edge. Moreover, the sufficient sharpness of the cutting edge is also beneficial to achieving a satisfactory surface roughness.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Huang, P.; Lee, W.B.; Chan, C.Y. Investigation of the effects of spindle unbalance induced error motion on machining accuracy in ultra-precision diamond turning. Int. J. Mach. Tools Manuf. 2015, 94, 48–56. [Google Scholar] [CrossRef]
- Liu, Y.T.; Qiao, Z.; Qu, D.; Wu, Y.G.; Xue, J.D.; Li, D.; Wang, B. Experimental investigation on form error for slow tool servo diamond turning of micro lens arrays on the roller mold. Materials 2018, 11, 1816. [Google Scholar] [CrossRef] [PubMed]
- Shinno, H.; Hashizume, H.; Ito, Y.; Sato, C. Structural configuration and performances of machining environment-controlled ultraprecision diamond turning machine ‘Capsule’. CIRP Ann. 1992, 41, 425–428. [Google Scholar] [CrossRef]
- Moriwaki, T.; Shamoto, E. Analysis of thermal deformation of an ultraprecision air spindle system. CIRP Ann. 1998, 47, 315–319. [Google Scholar] [CrossRef]
- Furukawa, Y.; Moronuki, N. Effect of material properties on ultra precise cutting processes. CIRP Ann. 1988, 37, 113–116. [Google Scholar] [CrossRef]
- Ikawa, N.; Donaldson, R.R.; Komanduri, R.; König, W.; Aachen, T.H.; McKeown, P.A.; Moriwaki, T.; Stowers, I.F. Ultraprecision metal cutting—The past, the present and the future. CIRP Ann. 1991, 40, 587–594. [Google Scholar] [CrossRef]
- Evans, C.; Bryan, J.B. Cryogenic diamond turning of stainless steel. CIRP Ann. 1991, 40, 571–575. [Google Scholar] [CrossRef]
- Ikawa, N.; Shimada, S. Limitation in accuracy of ultraprecision metal cutting. J. Jpn. Soc. Prec. Eng. 1986, 52, 2000–2004. [Google Scholar] [CrossRef]
- Ikawa, N.; Shimada, S.; Tsuwa, H. Microfracture of diamond as fine tool material. CIRP Ann. 1982, 31, 71–74. [Google Scholar] [CrossRef]
- Ikawa, N.; Shimada, S.; Tsuwa, H. Non-destructive strength evaluation of diamond for ultra-precision cutting tool. CIRP Ann. 1985, 34, 117–120. [Google Scholar] [CrossRef]
- Field, J.E.; Pickles, C.S.J. Strength, fracture and friction properties of diamond. Diam. Relat. Mater. 1996, 5, 625–634. [Google Scholar] [CrossRef]
- Yuan, Z.J.; Yao, Y.X.; Zhou, M.; Bai, Q.S. Lapping of single crystal diamond tools. CIRP Ann. 2003, 52, 285–288. [Google Scholar] [CrossRef]
- Zong, W.J.; Cheng, K.; Li, D.; Sun, T.; Liang, Y.C. The ultimate sharpness of single-crystal diamond cutting tools—Part I: Theoretical analyses and predictions. Int. J. Mach. Tools Manuf. 2007, 47, 852–863. [Google Scholar] [CrossRef]
- Ollison, C.D.; Brown, W.D.; Malshe, A.P.; Naseem, H.A.; Ang, S.S. A comparison of mechanical lapping versus chemical-assisted mechanical polishing and planarization of chemical vapor deposited (CVD) diamond. Diam. Relat. Mater. 1999, 8, 1083–1090. [Google Scholar] [CrossRef]
- Weima, J.A.; Fahrner, W.R.; Job, R. Experimental investigation of the parameter dependency of the removal rate of thermochemically polished CVD diamond films. J. Solid State Electr. 2001, 5, 112–118. [Google Scholar] [CrossRef]
- Zaitsev, A.M.; Kosaca, G.; Richarz, B.; Raiko, V.; Job, R.; Fries, T.; Fahrner, W.R. Thermochemical polishing of CVD diamond films. Diam. Relat. Mater. 1998, 7, 1108–1117. [Google Scholar] [CrossRef]
- Kawasegi, N.; Ozaki, K.; Morita, N.; Nishimura, K.; Sasaoka, H. Single-crystal diamond tools formed using a focused ion beam: Tool life enhancement via heat treatment. Diam. Relat. Mater. 2014, 49, 14–18. [Google Scholar] [CrossRef]
- Miyamoto, I.; Ezawa, T.; Nishimura, K. Ion beam machining of single-point diamond tools for nano-precision turning. Nanotechnology 1990, 1, 44–49. [Google Scholar] [CrossRef]
- Thomas, E.L.H.; Nelson, G.W.; Mandal, S.; Foord, J.S.; Williams, O.A. Chemical mechanical polishing of thin film diamond. Carbon 2014, 68, 473–479. [Google Scholar] [CrossRef]
- Zong, W.J.; Li, D.; Cheng, K.; Sun, T.; Wang, H.X.; Liang, Y.C. The material removal mechanism in mechanical lapping of diamond cutting tools. Int. J. Mach Tools Manuf. 2005, 45, 783–788. [Google Scholar] [CrossRef]
- Zong, W.J.; Li, D.; Sun, T.; Cheng, K. Contact accuracy and orientations affecting the lapped tool sharpness of diamond cutting tools by mechanical lapping. Diam. Relat. Mater. 2006, 15, 1424–1433. [Google Scholar] [CrossRef]
- Zong, W.J.; Li, D.; Sun, T.; Cheng, K.; Liang, Y.C. The ultimate sharpness of single-crystal diamond cutting tools—Part II: A novel efficient lapping process. Int. J. Mach. Tools Manuf. 2007, 47, 864–871. [Google Scholar] [CrossRef]
- Zong, W.J.; Sun, T.; Li, D.; Cheng, K.; Li, Z.Q. Nano-precision diamond cutting tools achieved by mechanical lapping versus thermo-mechanical lapping. Diam. Relat. Mater. 2008, 17, 954–961. [Google Scholar] [CrossRef]
- Qiu, Z.; Fang, F.Z.; Ding, L.; Zhao, Q. Investigation of diamond cutting tool lapping system based on on-machine image measurement. Int. J. Adv. Manuf. Technol. 2011, 56, 79–86. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Kombogiannis, S.; Hadjiyiannis, S.; Efstathiou, K.; Pavlidoub, E.; Erkensc, G.; Rambadt, S.; Wirth, I.; et al. Optimisation of the cutting edge roundness and its manufacturing procedures of cemented carbide inserts, to improve their milling performance after a PVD coating deposition. Surf. Coat Technol. 2003, 163, 625–630. [Google Scholar] [CrossRef]
- Asai, S.; Taguchi, Y.; Horio, K.; Kasai, T.; Kobayashi, A. Measuring the very small cutting-edge radius for a diamond tool using a new kind of SEM having two detectors. CIRP Ann. 1990, 39, 85–88. [Google Scholar] [CrossRef]
- Barzani, M.M.; Zalnezhad, E.; Sarhan, A.A.D.; Farahany, S.; Ramesh, S. Fuzzy logic based model for predicting surface roughness of machined Al–Si–Cu–Fe die casting alloy using different additives-turning. Measurement 2015, 61, 150–161. [Google Scholar] [CrossRef]
- Barzani, M.M.; Farahany, S.; Yusof, N.M.; Ourdjini, A. The influence of bismuth, antimony, and strontium on microstructure, thermal, and machinability of aluminum-silicon alloy. Mater. Manuf. Process 2013, 28, 1184–1190. [Google Scholar] [CrossRef]
- Asai, T.; Motoki, T.; Gao, W.; Ju, B.F.; Kiyono, S. An AFM-based edge profile measuring instrument for diamond cutting tools. Int. J. Precis. Eng. Manuf. 2007, 8, 54–58. [Google Scholar]
- Arai, Y.; Asai, T.; Ferdous, S.; Gao, W. 3D profile measurement of nanometer cutting edges of single-point diamond tools for ultra-precision machining. Adv. Mater. Res. 2009, 69, 138–142. [Google Scholar] [CrossRef]
- Lucca, D.A.; Seo, Y.W.; Rhorer, R.L.; Donaldson, R.R. Aspects of surface generation in orthogonal ultraprecision machining. CIRP Ann. 1994, 43, 43–46. [Google Scholar] [CrossRef][Green Version]
- Li, X.P.; Rahman, M.; Liu, K.; Neo, K.S.; Chan, C.C. Nano-precision measurement of diamond tool edge radius for wafer fabrication. J. Mater. Process. Technol. 2003, 140, 358–362. [Google Scholar] [CrossRef]
- Gao, W.; Motoki, T.; Kiyono, S. Nanometer edge profile measurement of diamond cutting tools by atomic force microscope with optical alignment sensor. Precis. Eng. 2006, 30, 396–405. [Google Scholar] [CrossRef]
- Gao, W.; Asai, T.; Arai, Y. Precision and fast measurement of 3D cutting edge profiles of single point diamond micro-tools. CIRP Ann. 2009, 58, 451–454. [Google Scholar] [CrossRef]
- Hosseini, S.V.; Vahdati, M. Modeling the effect of tool edge radius on contact zone in nanomachining. Comp. Mater. Sci. 2012, 65, 29–36. [Google Scholar] [CrossRef]
- Arefin, S.; Li, X.P.; Rahman, M.; Liu, K. The upper bound of tool edge radius for nanoscale ductile mode cutting of silicon wafer. Int. J. Adv. Manuf. Technol. 2007, 31, 655. [Google Scholar] [CrossRef]
- Arefin, S.; Li, X.P.; Cai, M.B.; Rahman, M.; Liu, K. The effect of the cutting edge radius on a machined surface in the nanoscale ductile mode cutting of silicon wafer. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 213–220. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, G.X. An experimental study of edge radius effect on cutting single crystal silicon. Int. J. Adv. Manuf. Technol. 2003, 22, 703–707. [Google Scholar] [CrossRef]
- Yue, X.; Xu, M.; Du, W.; Chu, C. Effect of cutting edge radius on surface roughness in diamond tool turning of transparent MgAl2O4 spinel ceramic. Opt. Mater. 2017, 71, 129–135. [Google Scholar] [CrossRef]
- Born, D.K.; Goodman, W.A. An empirical survey on the influence of machining parameters on tool wear in diamond turning of large single-crystal silicon optics. Precis. Eng. 2001, 25, 247–257. [Google Scholar] [CrossRef]
- Durazo-Cardenas, I.; Shore, P.; Luo, X.; Jacklin, T.; Impey, S.A.; Cox, A. 3D characterisation of tool wear whilst diamond turning silicon. Wear 2007, 262, 340–349. [Google Scholar] [CrossRef]
- Shimada, S.; Inamura, T.; Higuchi, M.; Tanaka, H.; Ikawa, N. Suppression of tool wear in diamond turning of copper under reduced oxygen atmosphere. CIRP Ann. 2000, 49, 21–24. [Google Scholar] [CrossRef]
- Chen, Y.L.; Cai, Y.; Shimizu, Y.; Ito, S.; Gao, W.; Ju, B.F. On-machine measurement of microtool wear and cutting edge chipping by using a diamond edge artifact. Precis. Eng. 2016, 43, 462–467. [Google Scholar] [CrossRef]
- Fuchs, B.A.; Hed, P.P.; Baker, P.C. Fine diamond turning of KDP crystal. Appl. Opt. 1986, 25, 1733–1735. [Google Scholar] [CrossRef] [PubMed]
- Montesanti, R.C.; Thompson, S.L. A Procedure for Diamond Turning KDP Crystals; USDOE Economic Regulatory Administration: Washington, DC, USA, 1995; pp. 1–9.
- Zhang, S.; Zhang, H.J.; Zong, W.J. Modeling and simulation on the effect of tool rake angle in diamond turning of KDP crystal. J. Mater. Process. Technol. 2019, 273, 116259. [Google Scholar] [CrossRef]
- Lee, Y.J.; Wang, H. Current understanding of surface effects in microcutting. Mater. Des. 2020, 192, 108688. [Google Scholar] [CrossRef]
- Gingold, R.A.; Monaghan, J.J. Smoothed particle hydrodynamics: Theory and application to non-spherical stars. Mon. Not. R. Astron. Soc. 1977, 181, 375–389. [Google Scholar] [CrossRef]
- Hallquist, J.O. SPH. In Book LS-DYNA Theoretical Manual; Livermore Software Technology Corporation: Livermore, CA, USA, 2006; pp. 637–638. [Google Scholar]
- Goto, K.; Izumi, Y.; Sakamoto, T.; Kubota, A.; Touge, M. Cutting Performance of PCD Tools Improved by Ultraviolet-Ray Irradiation Polishing. Mater. Sci. Forum 2016, 874, 109–114. [Google Scholar] [CrossRef]
- Yan, J.W.; Yoshino, M.; Kuriagawa, T.; Shirakashi, T.; Syoji, K.; Komanduri, R. On the ductile machining of silicon for micro electro-mechanical systems (MEMS), opto-electronic and optical applications. Mater. Sci. Eng. A 2001, 297, 230–234. [Google Scholar] [CrossRef]
- He, C.L.; Zong, W.J.; Sun, T. Origins for the size effect of surface roughness in diamond turning. Int. J. Mach. Tools Manuf. 2016, 106, 22–42. [Google Scholar] [CrossRef]
- Zhang, S.; Zong, W.J. A novel surface roughness model for potassium dihydrogen phosphate (KDP) crystal in oblique diamond turning. Int. J. Mech. Sci. 2020, 173, 105462. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density ρ [g/cm3] | Elastic Modulus E [GPa] | Poisson’s Ratio v | True Yield Stress σs-true [MPa] | Curve of True Stress vs. True Strain | Minimum Pressure Failure Criterion σh-min [MPa] |
|---|---|---|---|---|---|
| 2.338 | 53.28 | 0.26 | 383.1 [46] | Figure 6 | −500 |
| Processing Conditions | Configuration |
|---|---|
| Depth of cut ap | 3 μm |
| Spindle speed n | 1200 rpm |
| Feed rate f | 10 μm/r |
| Cutting fluid | None |
| Rake angle γ | −25° |
| Tool edge waviness w | 0.08 μm |
| Tool nose radius rε | 0.989 mm |
| Tool edge quality | T0 |
| T1 | |
| T2 | |
| T3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Zong, W. Micro Defects on Diamond Tool Cutting Edge Affecting the Ductile-Mode Machining of KDP Crystal. Micromachines 2020, 11, 1102. https://doi.org/10.3390/mi11121102
Zhang S, Zong W. Micro Defects on Diamond Tool Cutting Edge Affecting the Ductile-Mode Machining of KDP Crystal. Micromachines. 2020; 11(12):1102. https://doi.org/10.3390/mi11121102
Chicago/Turabian StyleZhang, Shuo, and Wenjun Zong. 2020. "Micro Defects on Diamond Tool Cutting Edge Affecting the Ductile-Mode Machining of KDP Crystal" Micromachines 11, no. 12: 1102. https://doi.org/10.3390/mi11121102
APA StyleZhang, S., & Zong, W. (2020). Micro Defects on Diamond Tool Cutting Edge Affecting the Ductile-Mode Machining of KDP Crystal. Micromachines, 11(12), 1102. https://doi.org/10.3390/mi11121102