Experimental Study on the Minimum Undeformed Chip Thickness Based on Effective Rake Angle in Micro Milling



Abstract
:1. Introduction
2. The Determination of Minimum Undeformed Chip Thickness Based on Effective Rake Angle
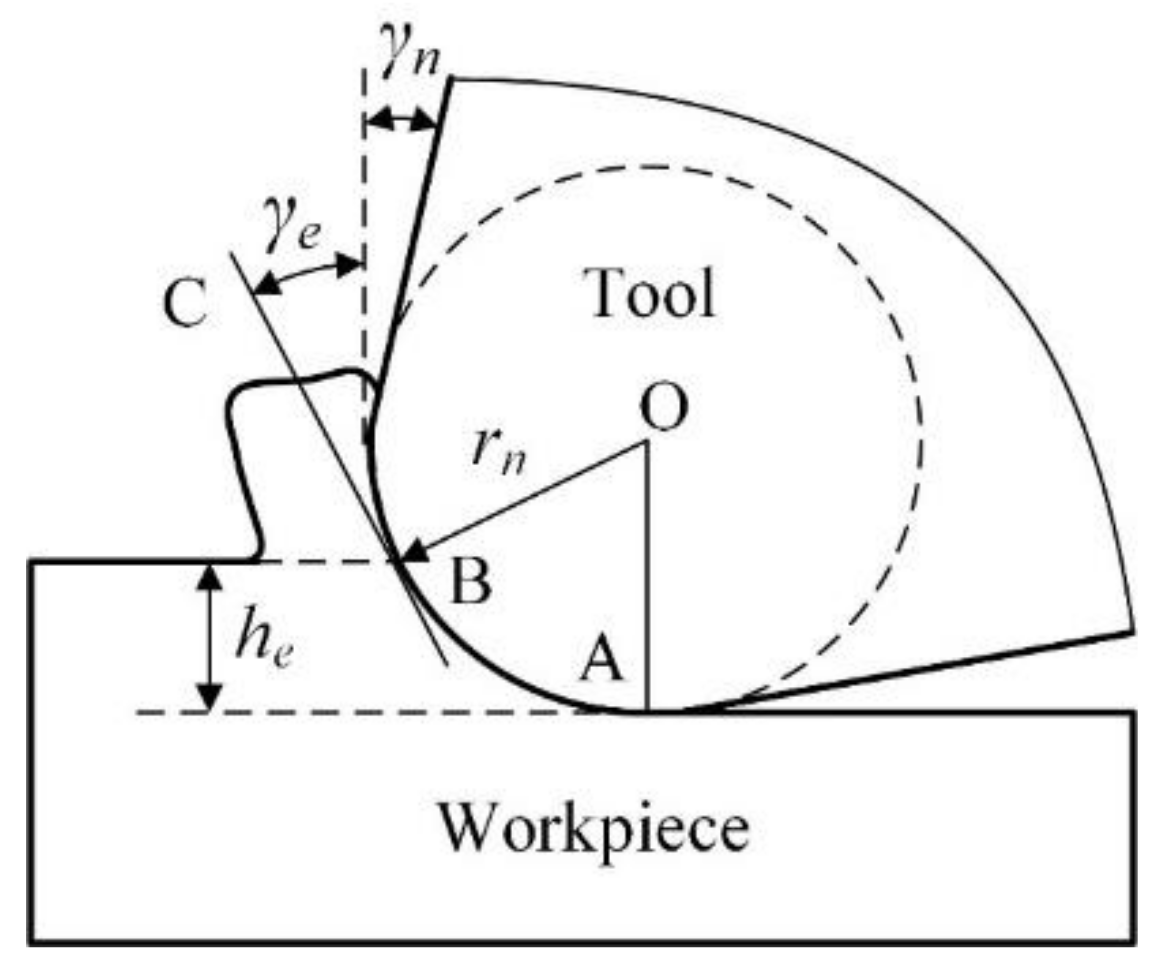
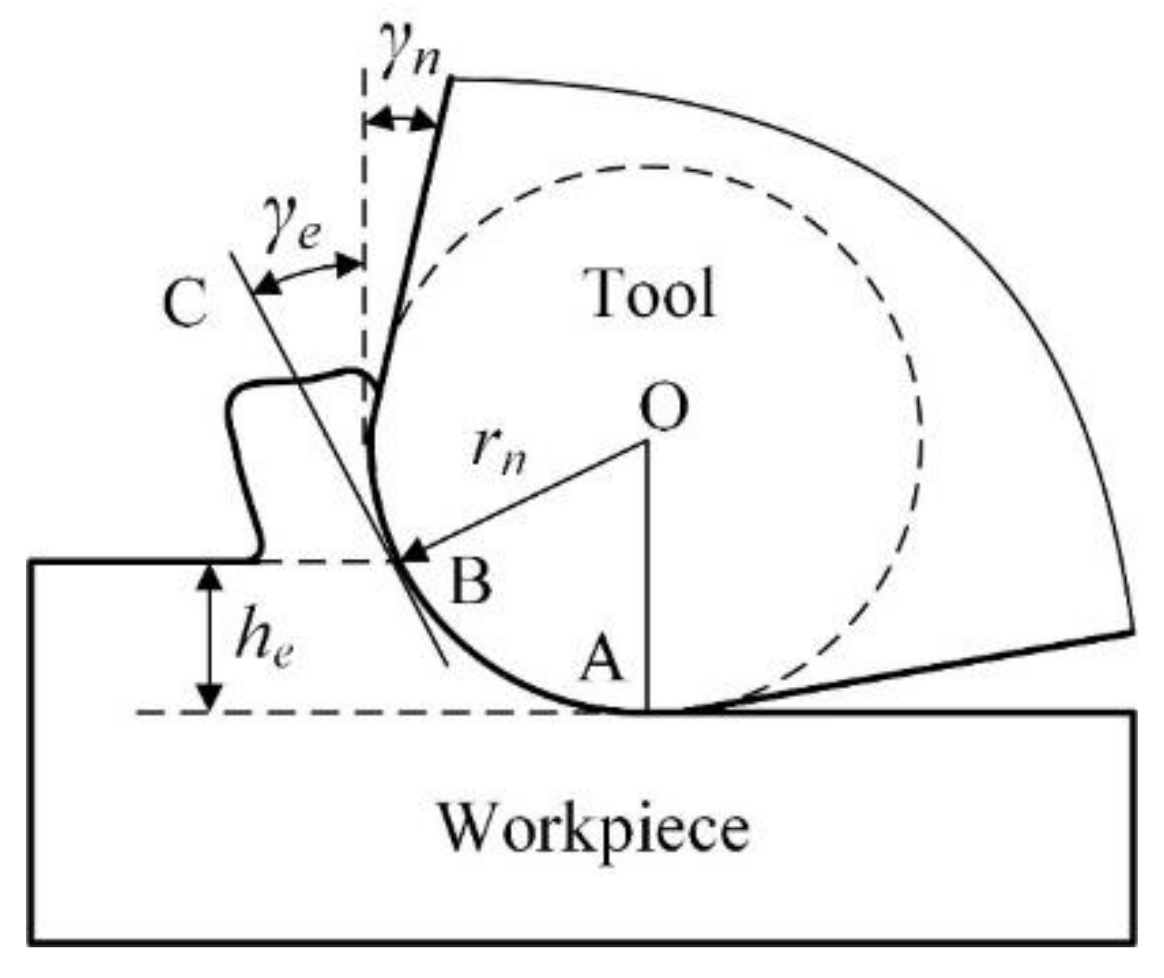
2.1. The Calculation Model of Effective Rake Angle
2.2. The Determination of Minimum Undeformed Chip Thickness
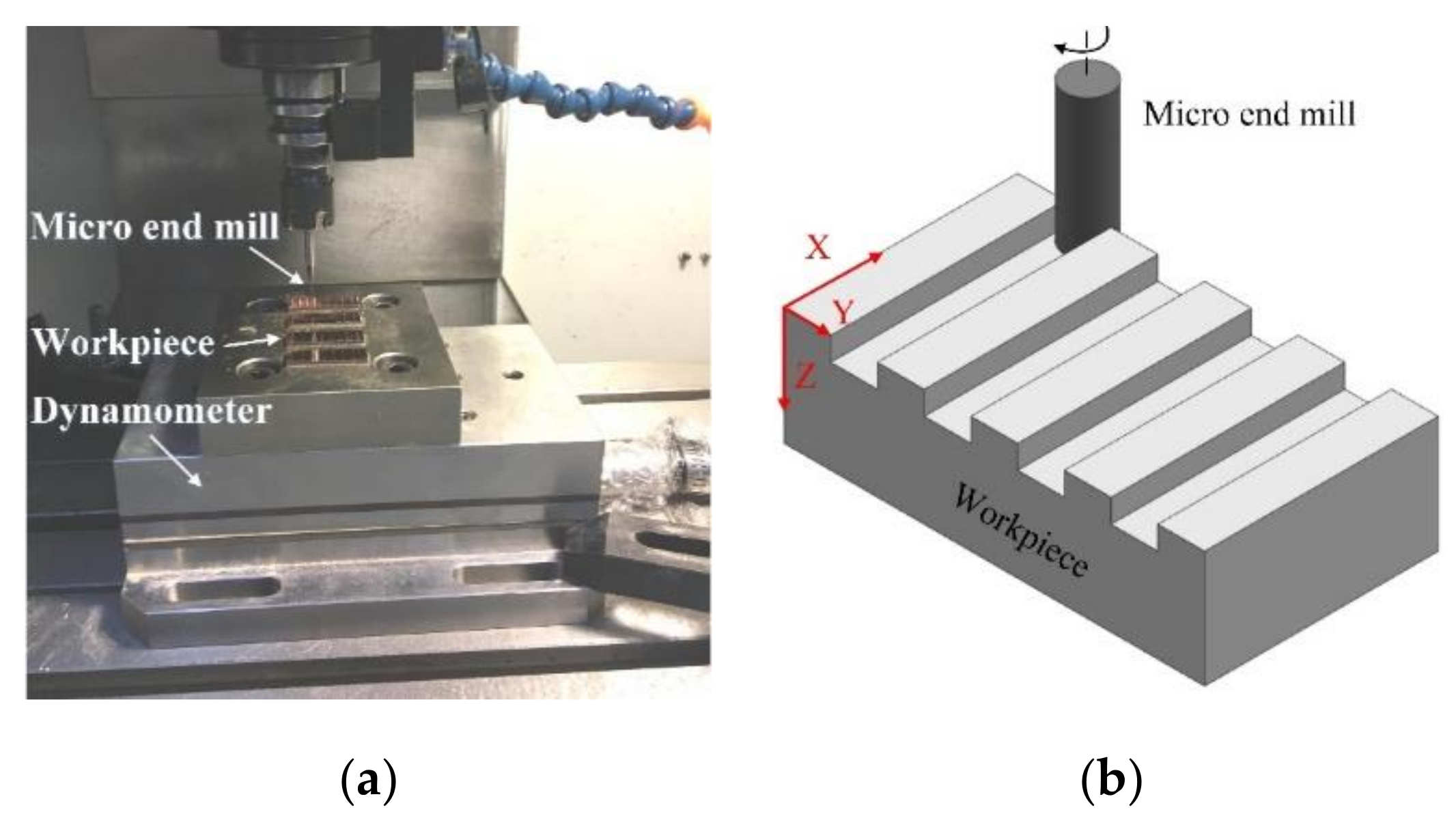
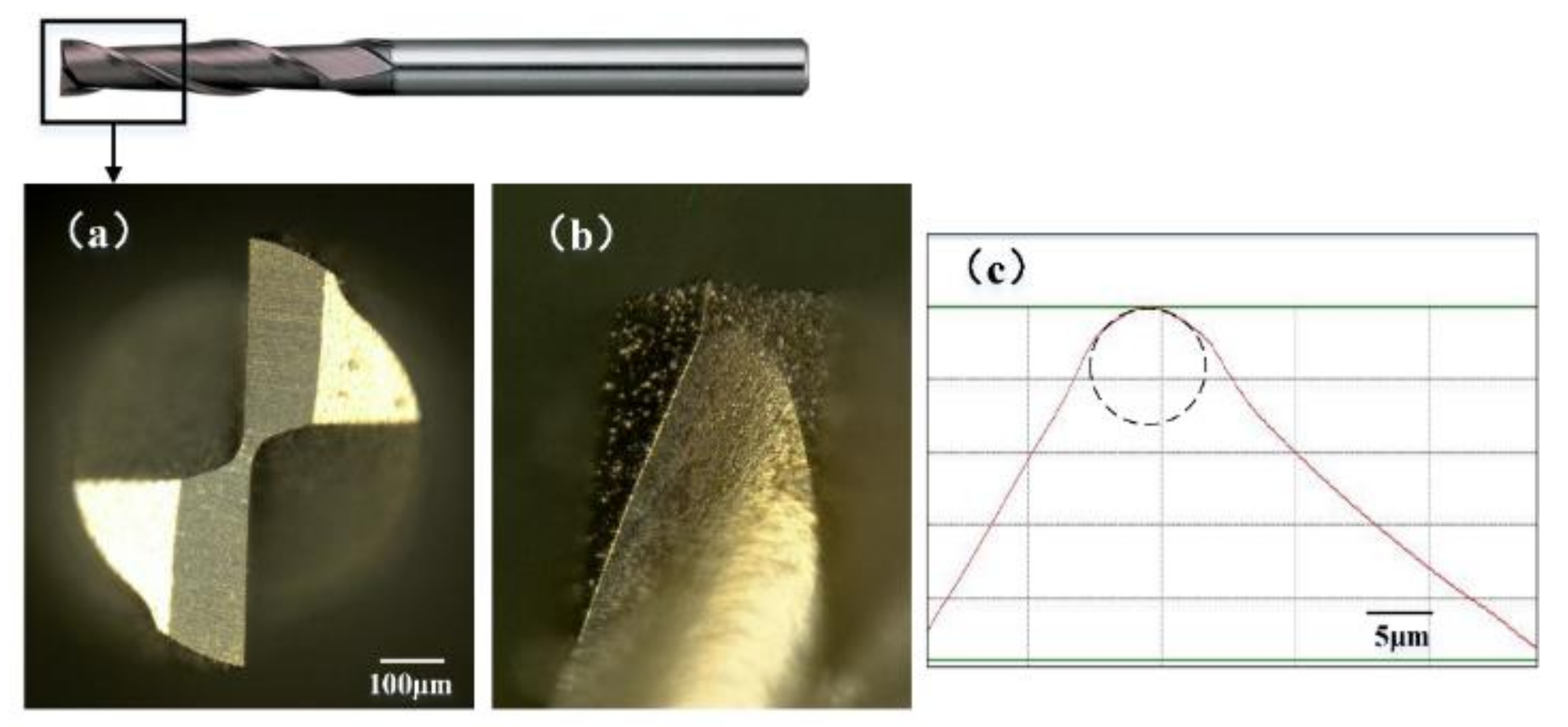
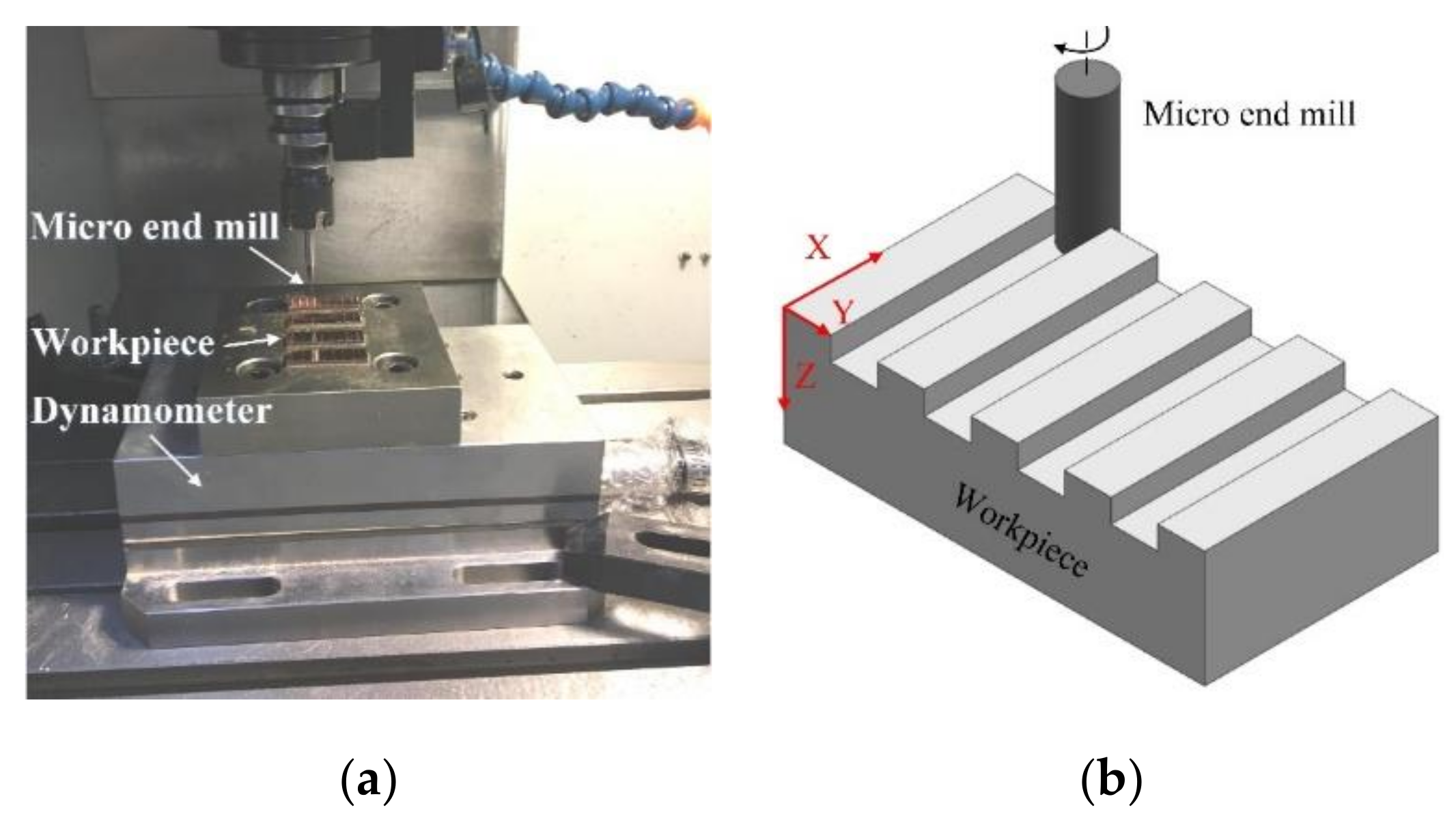
3. Experimental Procedure
4. Results and Discussion
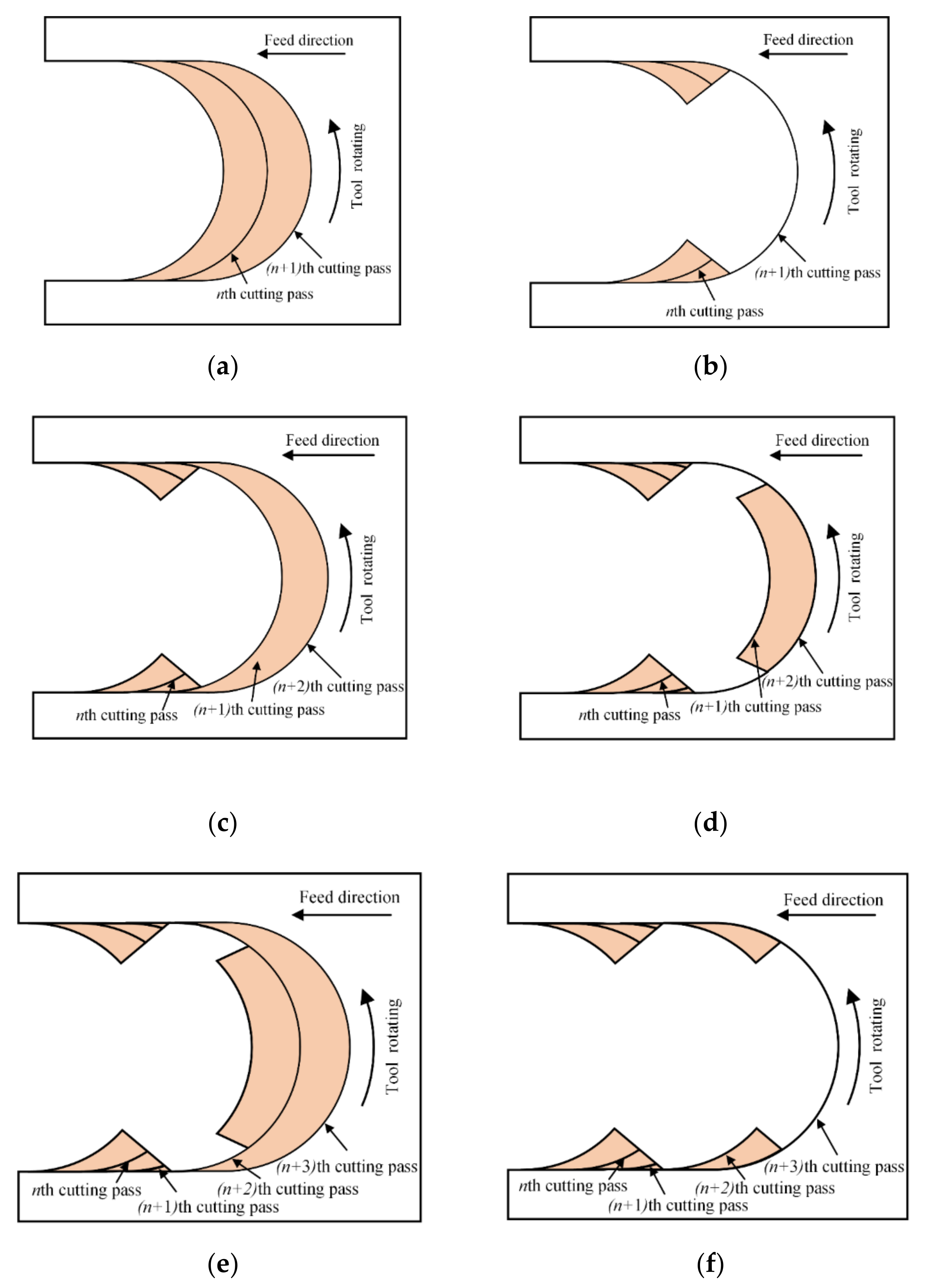
4.1. The Effect of the Minimum Undeformed Chip Thickness on Cutting Process
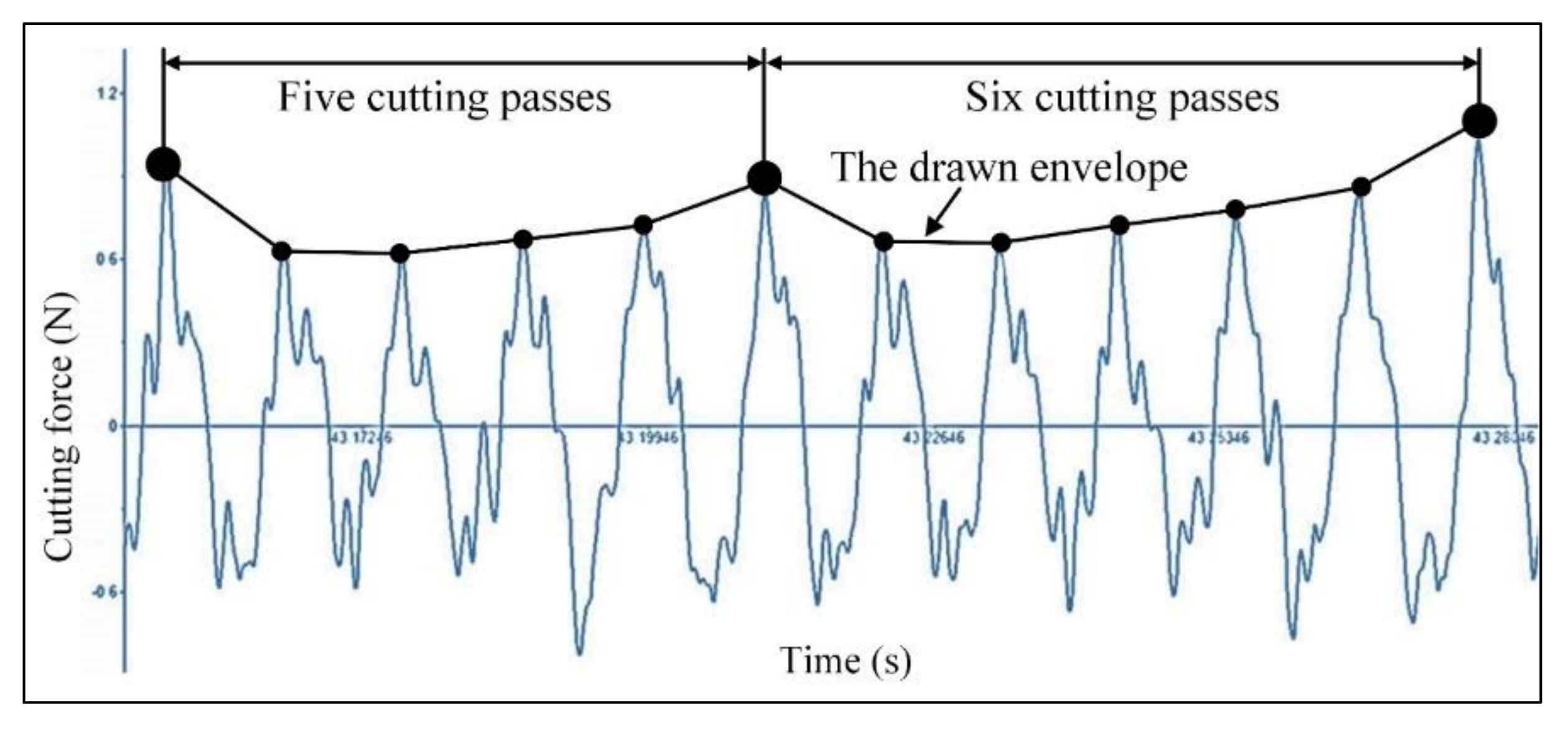
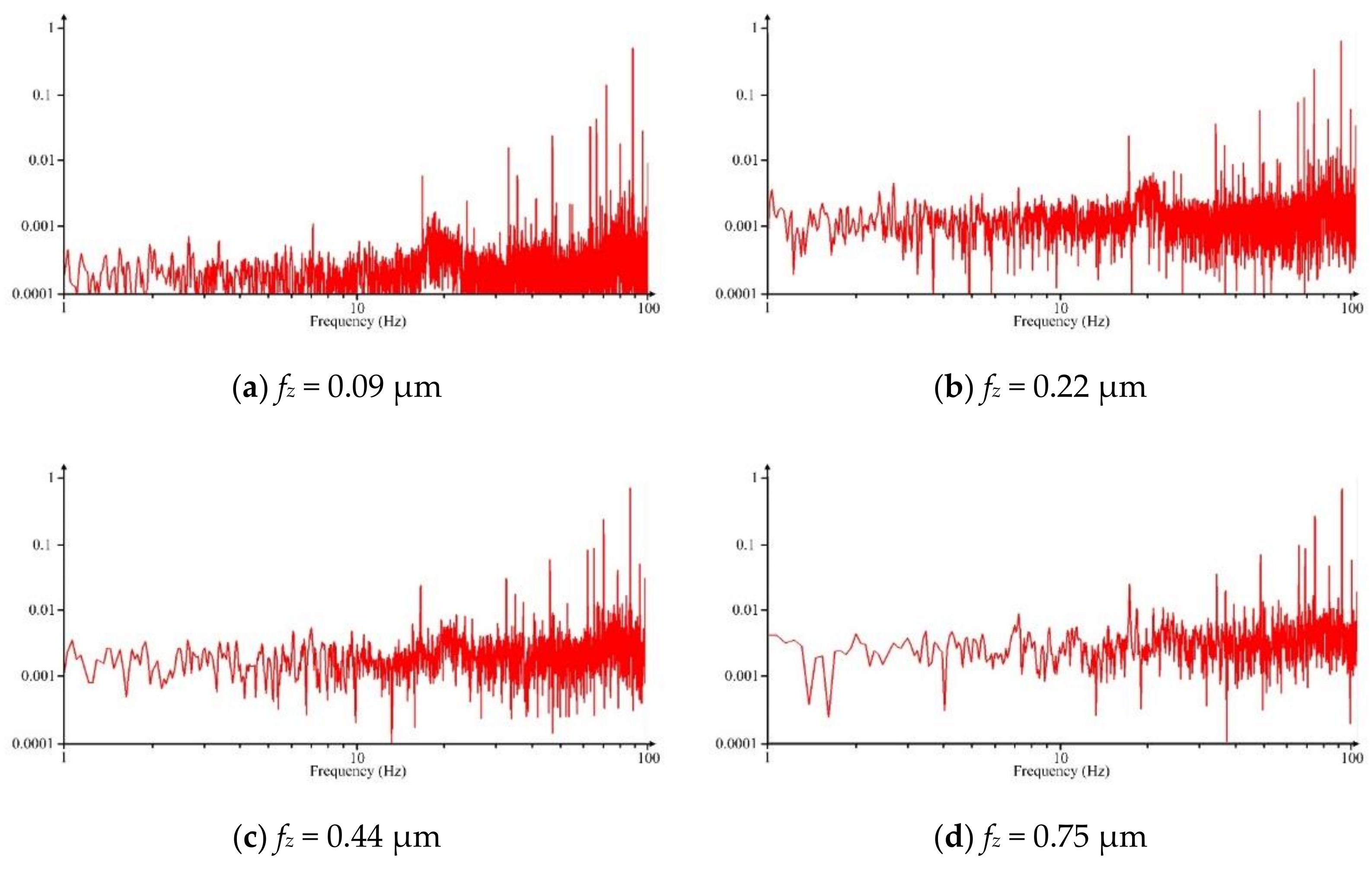
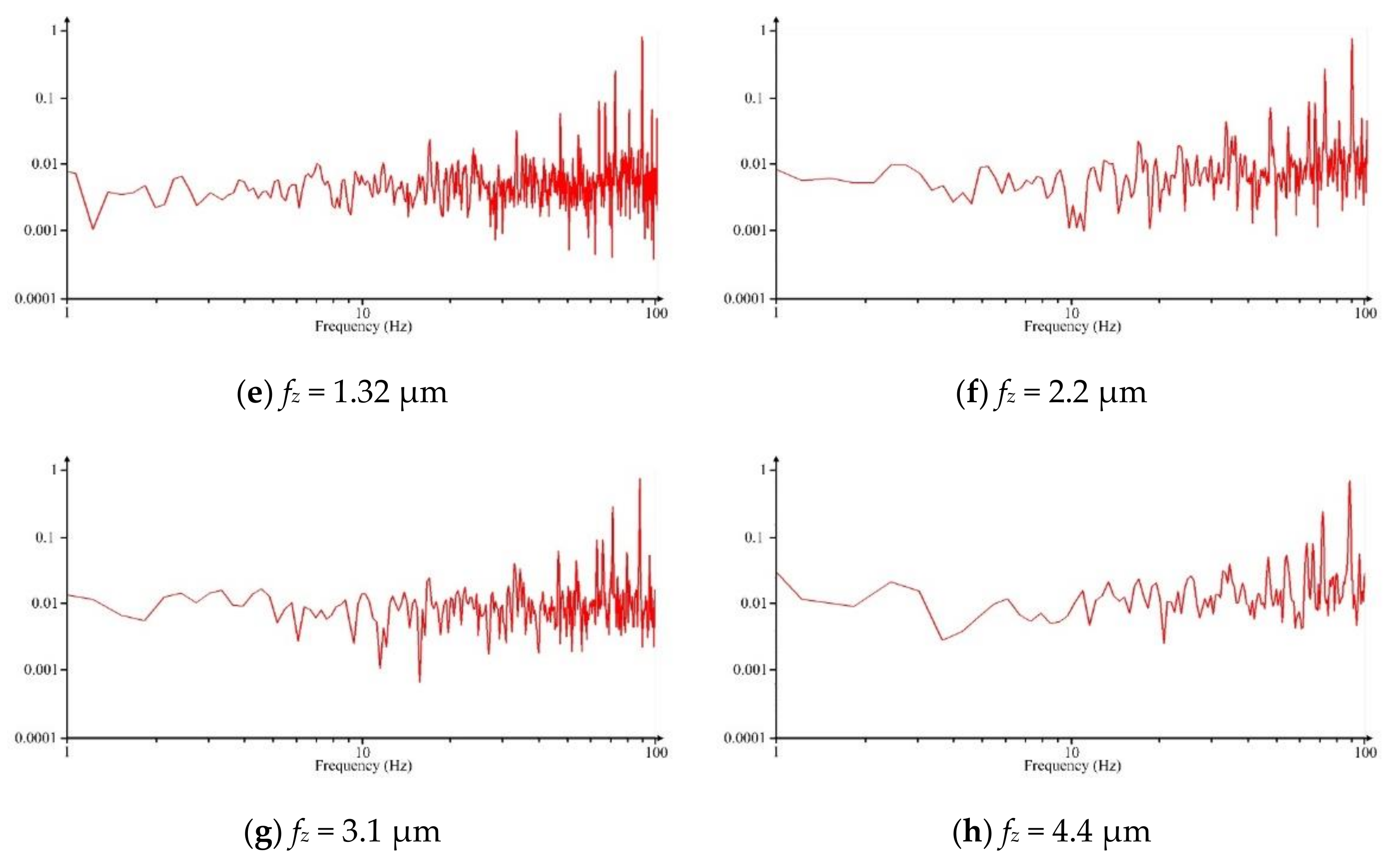
4.2. The Effect of the Minimum Undeformed Chip Thickness on Cutting Force Signal
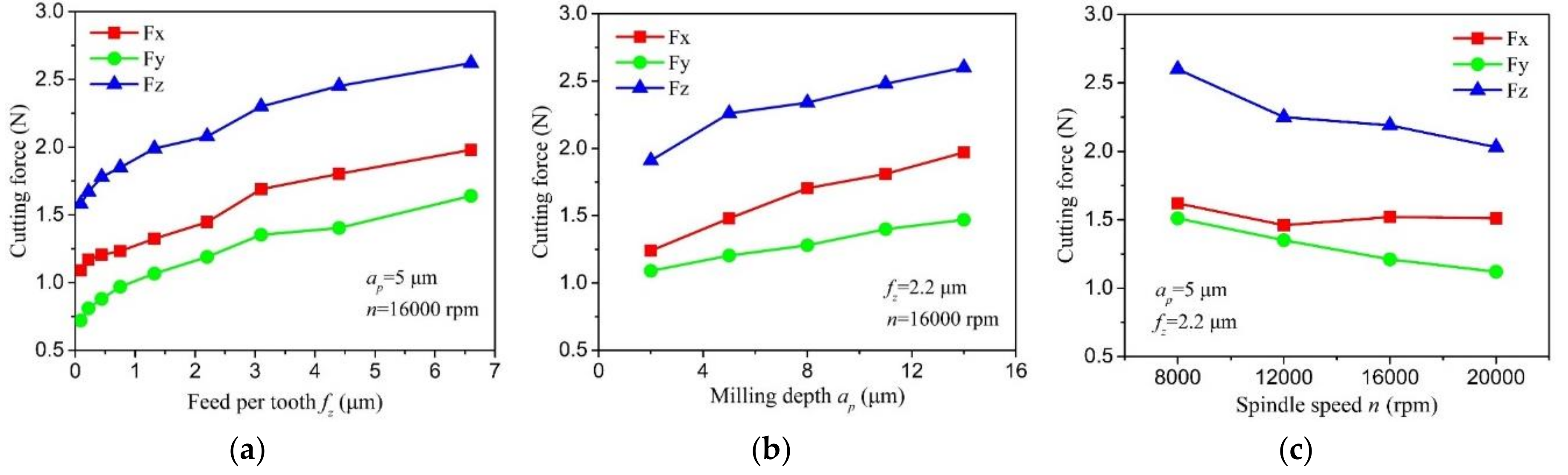
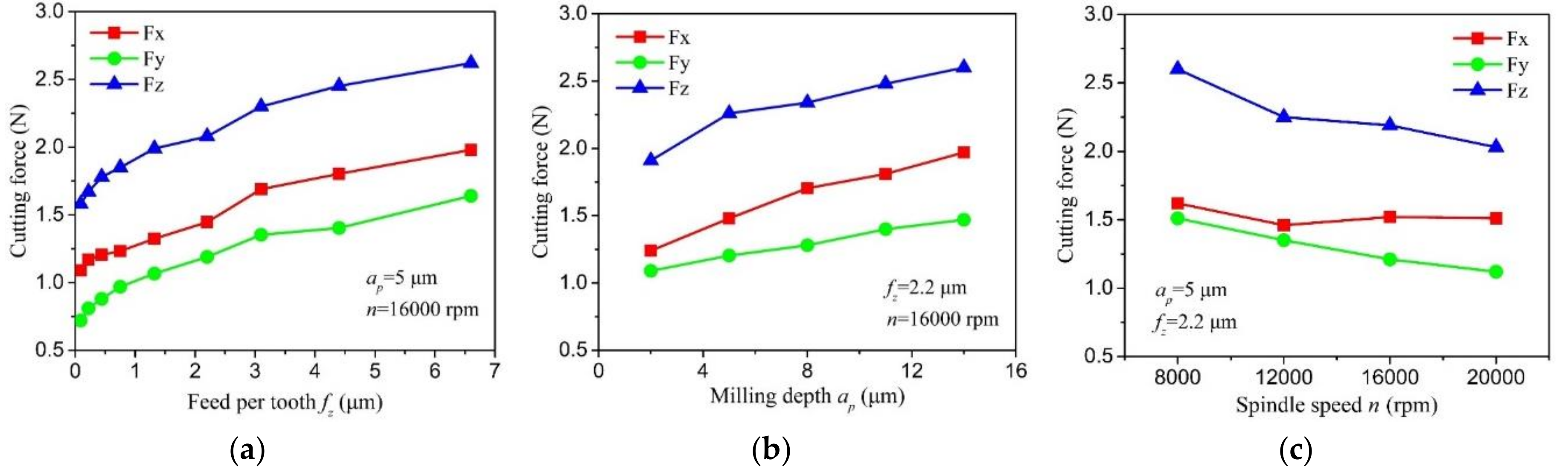
4.3. The Cutting Force, Specific Cutting Energy, and Surface Roughness
5. Conclusions
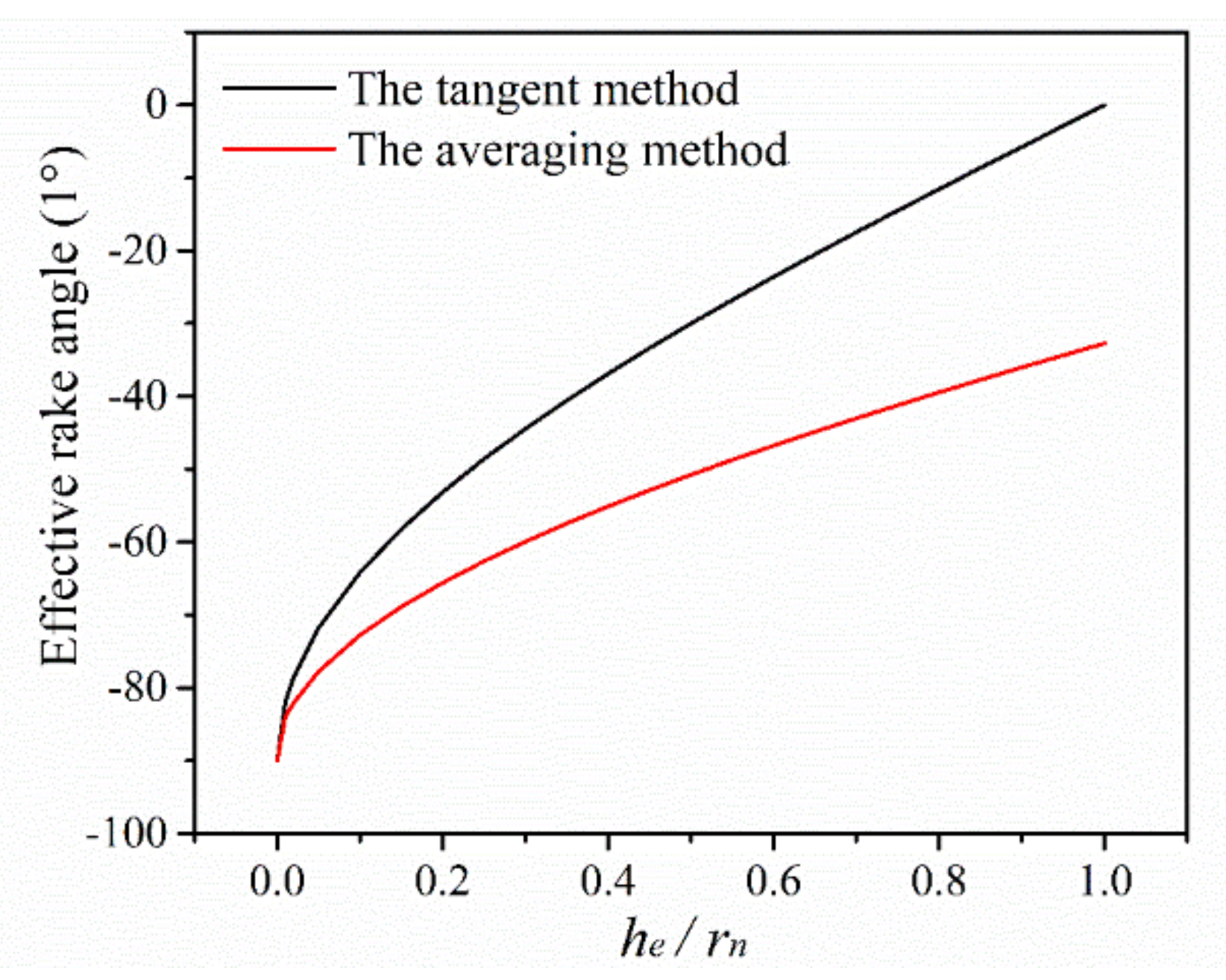
- The averaging method is proposed to estimate the effective rake angle during micro milling. Once the undeformed chip thickness is less than tool cutting edge radius, the cutting process goes into the cutting state of negative rake angle. The effective rake angle becomes more negative with decreasing the ratio of the undeformed chip thickness to tool cutting edge radius. The minimum undeformed chip thickness of copper is determined as 0.17 rn based on the effective rake angle curve.
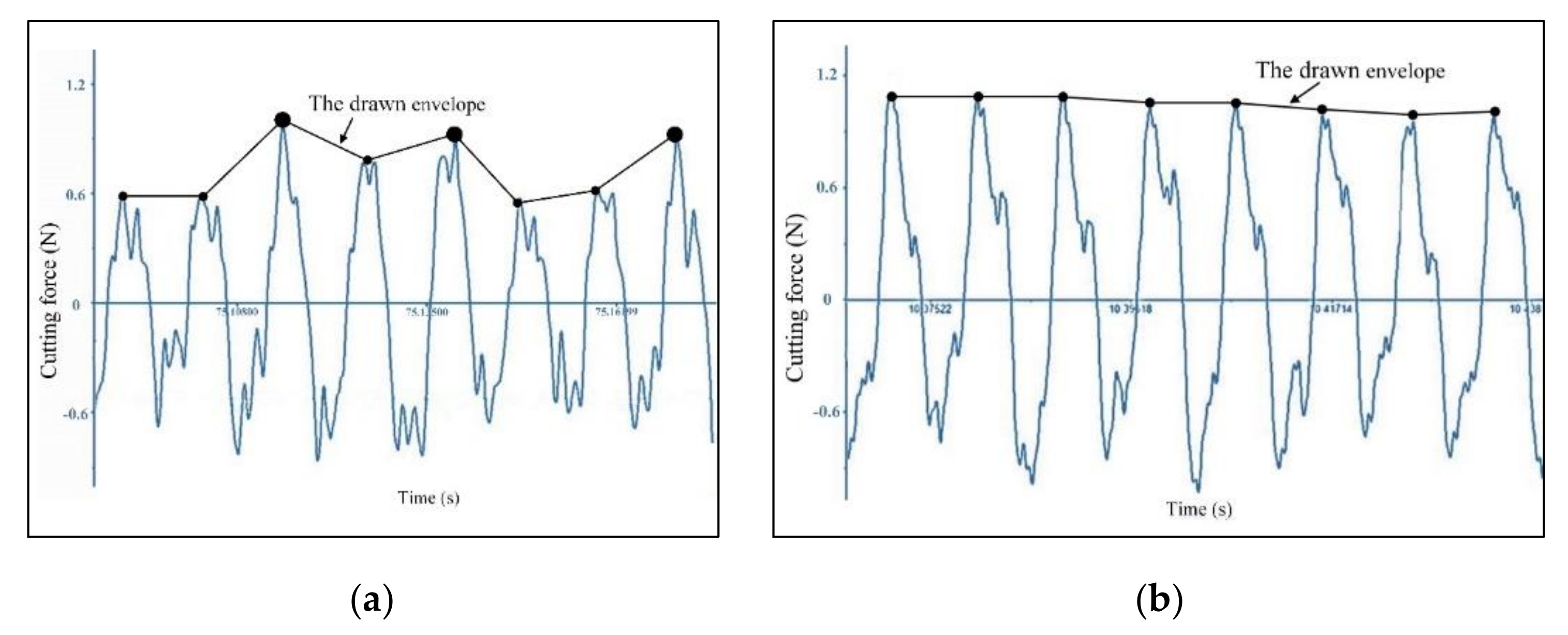
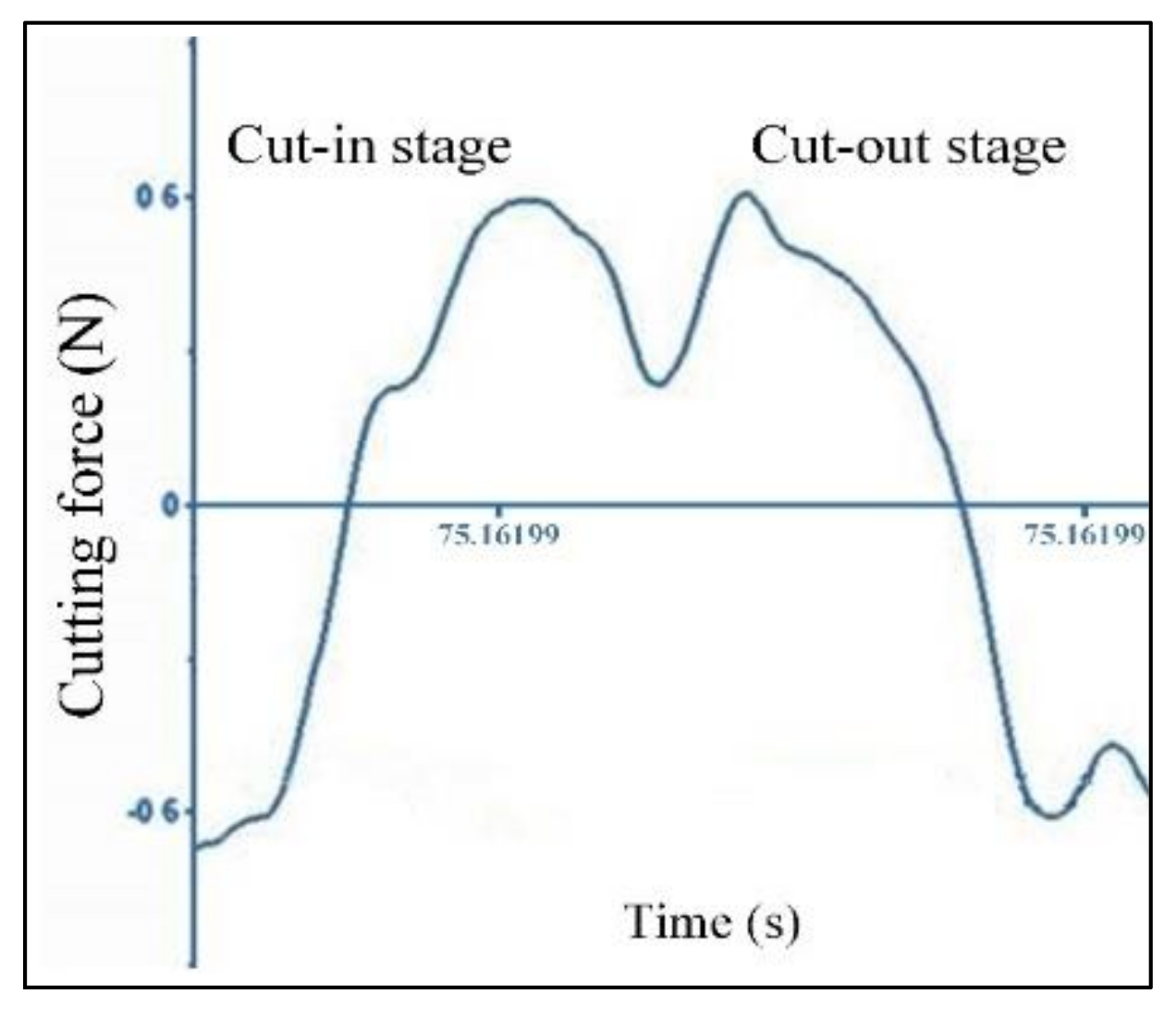
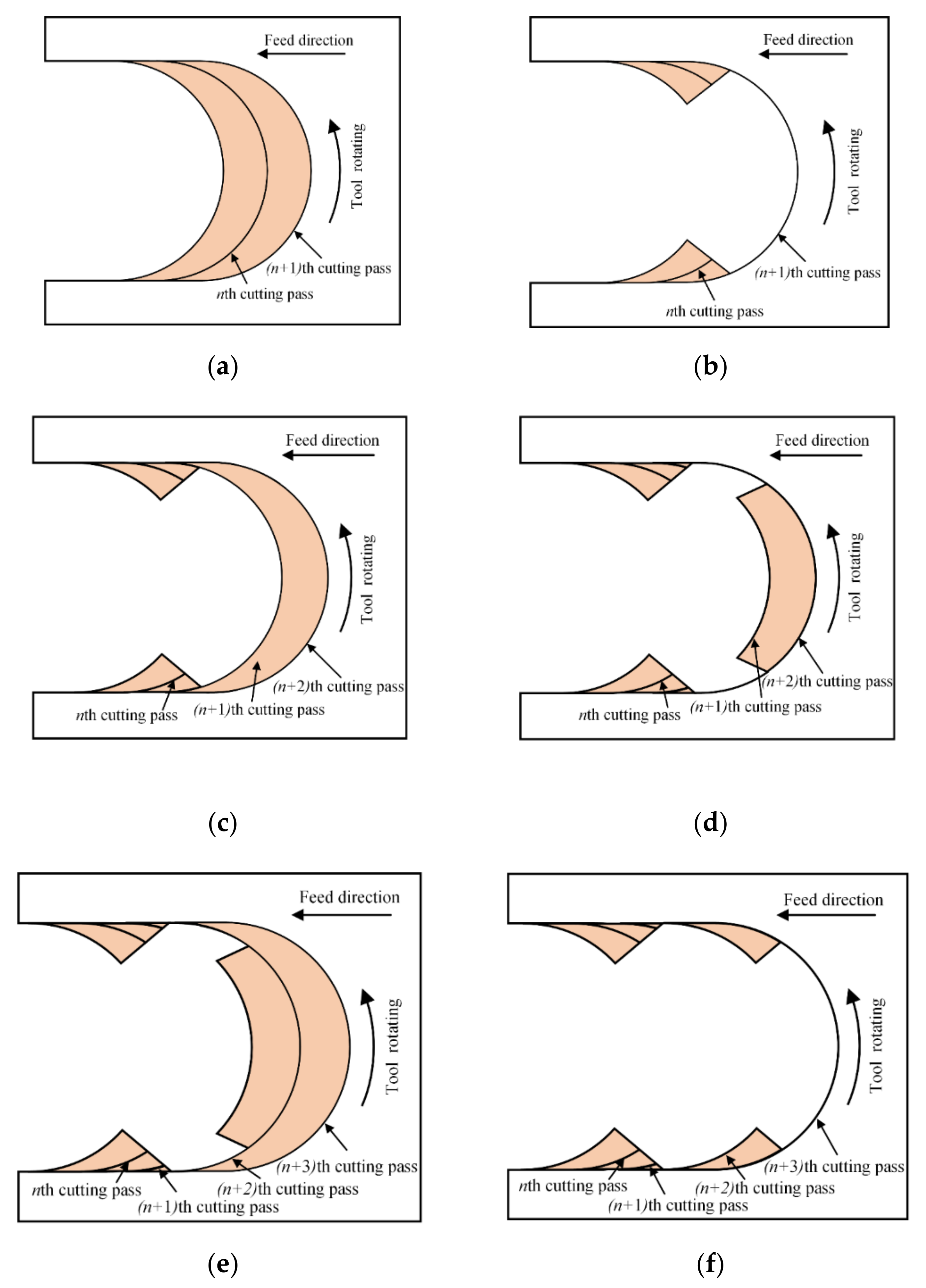
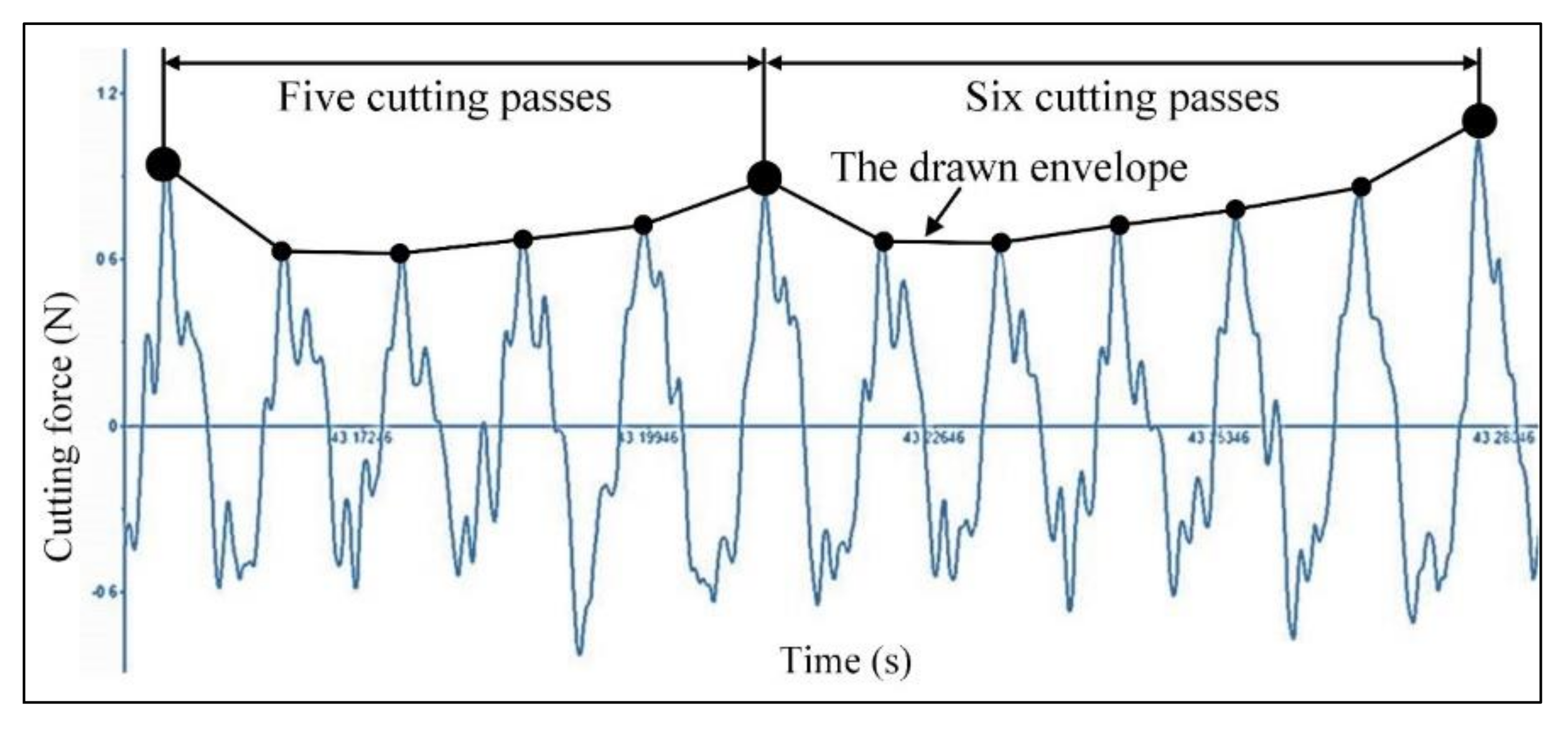
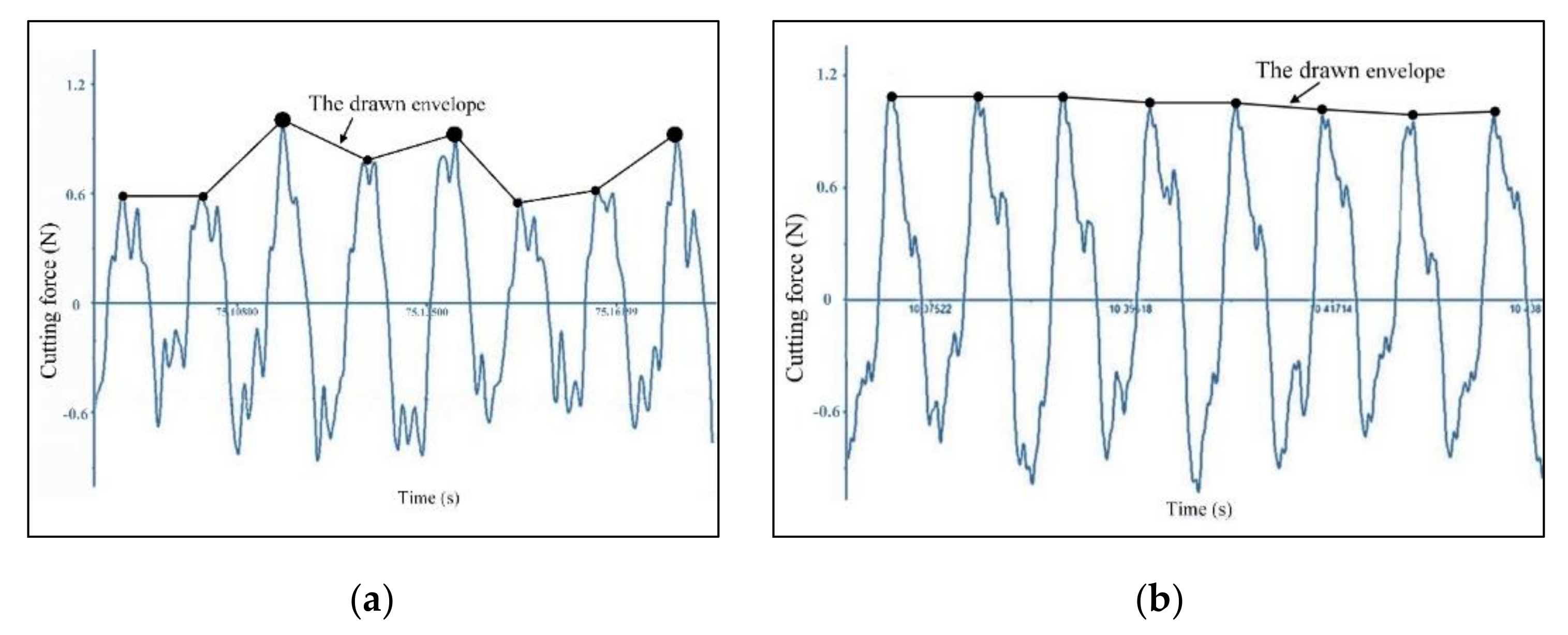
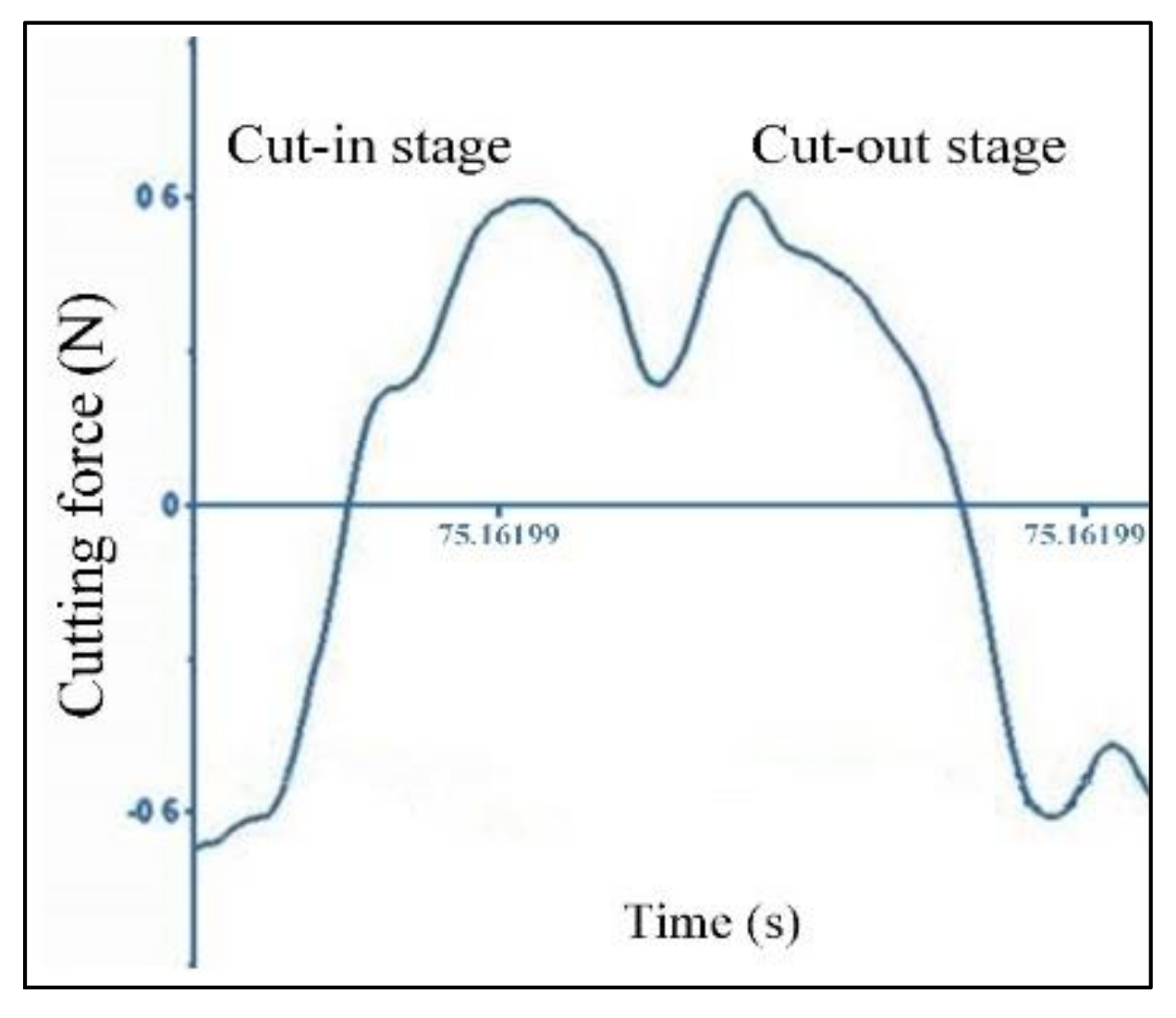
- The minimum undeformed chip thickness leads to the unstable cutting force signal during micro milling. The drawn envelope of peak forces in cutting force signal becomes uneven with some hump points. The cutting force signal of single cutting pass becomes a crater shape but not the sine profile. And the characteristic frequency distribution on frequency domain signal becomes dense and complex.
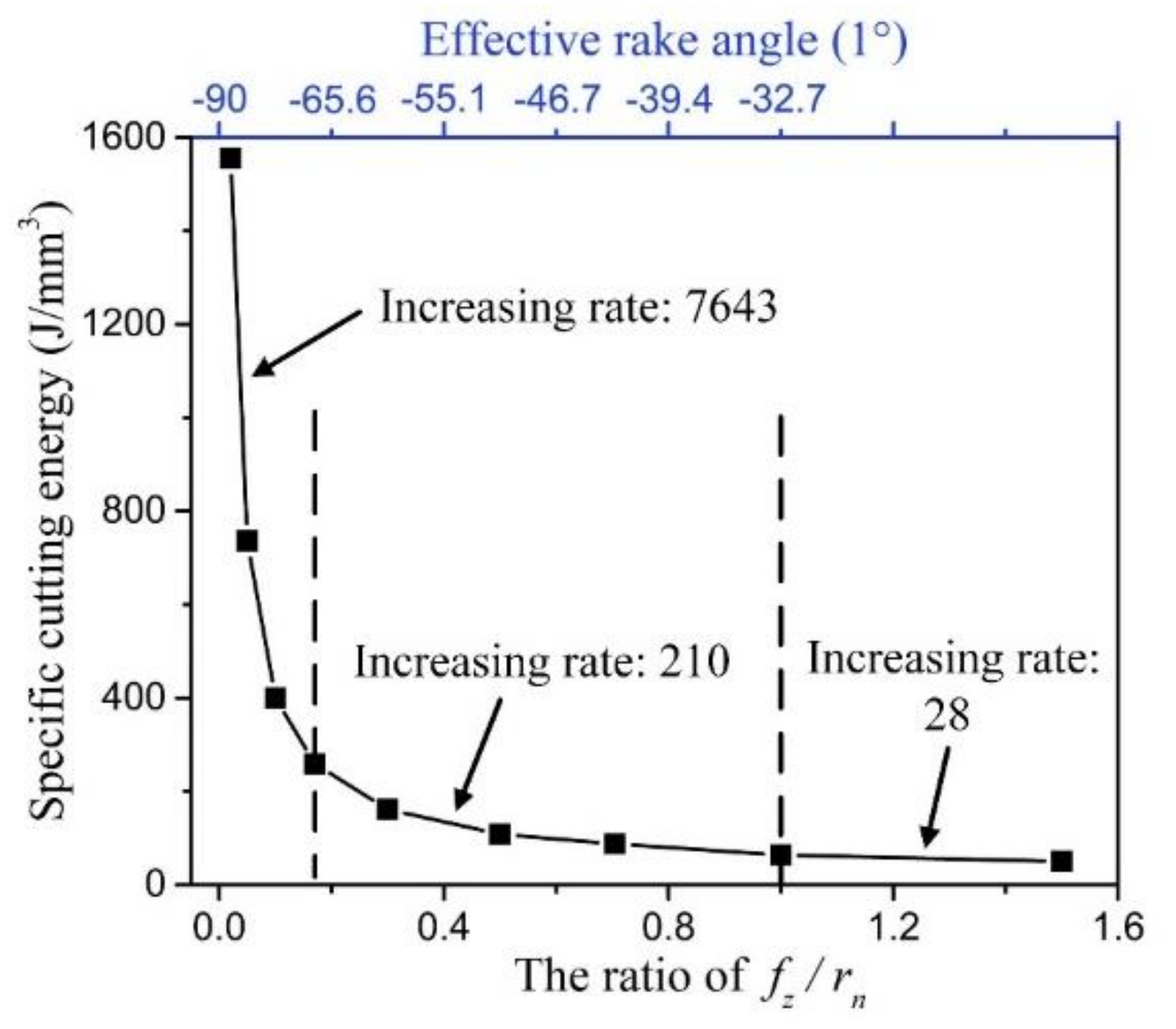
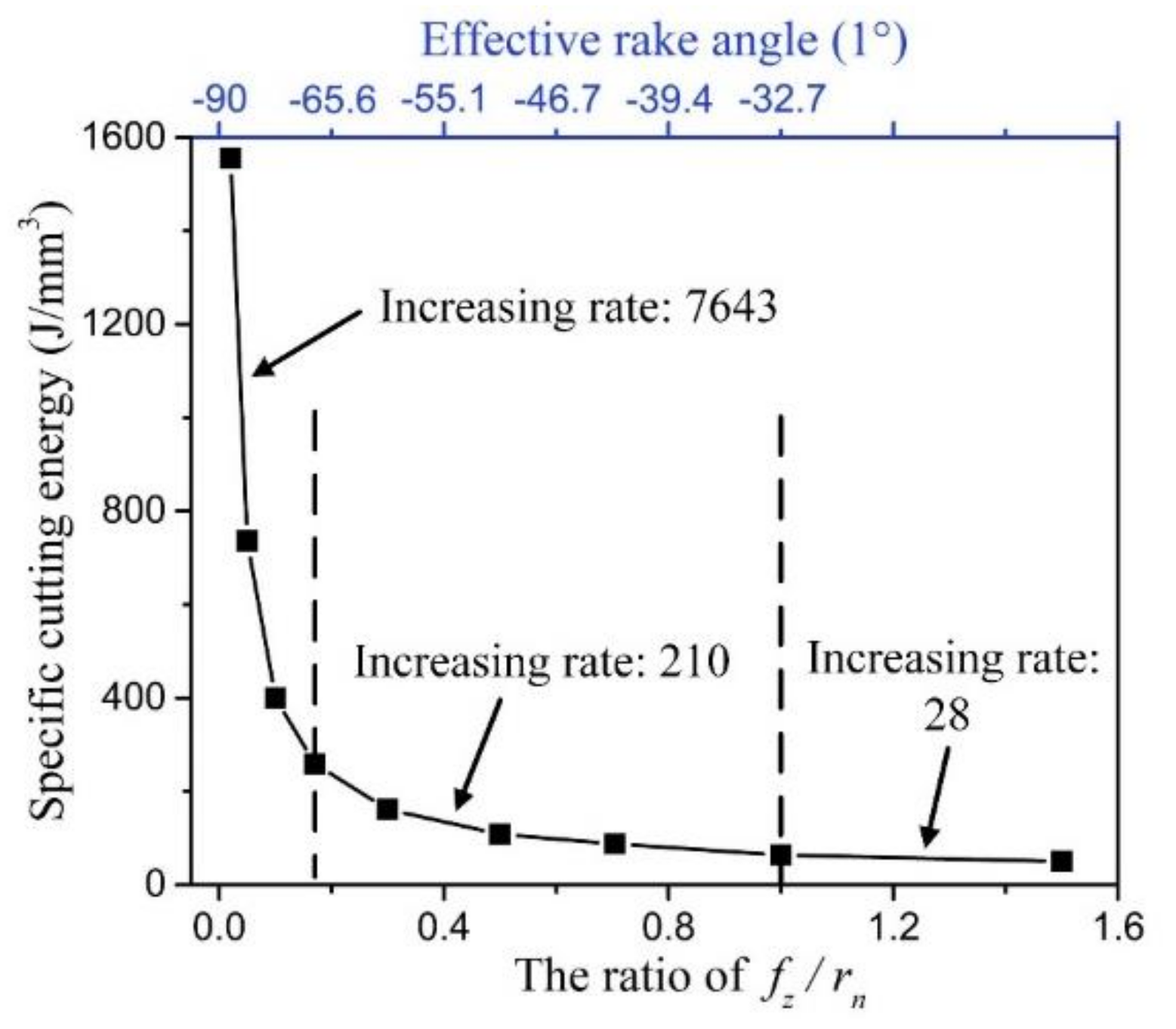
- Based on the increasing rate, the specific cutting energy curve is divided into three zones of the weak, medium, and severe size effect zone. Once the undeformed chip thickness is less than the minimum undeformed chip thickness, the effective rake angle decreases to more negative than the minimum negative rake angle for chip formation. The dominant ploughing effect induces the great energy consumption and deteriorated surface roughness.
Author Contributions
Funding
Conflicts of Interest
References
- Aurich, J.C.; Bohley, M.; Reichenbach, I.G.; Kirsch, B. Surface quality in micro milling: Influences of spindle and cutting parameters. CIRP Ann. 2017, 66, 101–104. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powalka, B.; Madajewskia, M.; Marudad, R.W.; Krolczyke, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Ohara, J.; Fang, F.Z. Advances in micro cutting tool design and fabrication. Int. J. Extrem. Manuf. 2019, 1, 032003. [Google Scholar] [CrossRef]
- Cheng, K.; Huo, D.H. Micro Cutting: Fundamentals and Applications; John Wiley & Sons Ltd.: Chichester, UK, 2013. [Google Scholar]
- Chae, J.; Park, S.S.; Freiheit, T. Investigation of micro-cutting operations. Int. J. Mach. Tools Manuf. 2006, 46, 313–332. [Google Scholar] [CrossRef]
- Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Mian, A.J.; Driver, N.; Mativenga, P.T. Identification of factors that dominate size effect in micro-machining. Int. J. Mach. Tools Manuf. 2011, 51, 383–394. [Google Scholar] [CrossRef]
- Vollertsen, F.; Biermann, D.; Hansen, H.N.; Jawahir, I.S.; Kuzman, K. Size effects in manufacturing of metallic components. Cirp Ann. Manuf. Technol. 2009, 58, 566–587. [Google Scholar] [CrossRef]
- Aramcharoen, A.; Mativenga, P.T. Size effect and tool geometry in micromilling of tool steel. Precis. Eng. 2009, 33, 402–407. [Google Scholar] [CrossRef]
- Wu, X.; Li, L.; He, N.; Hao, X.; Yao, C.; Zhong, L. Investigation on the ploughing force in microcutting considering the cutting edge radius. Int. J. Adv. Manuf. Technol. 2016, 86, 2441–2447. [Google Scholar] [CrossRef]
- Liu, K.; Melkote, S.N. Material Strengthening Mechanisms and Their Contribution to Size Effect in Micro-Cutting. J. Manuf. Sci. Eng. 2006, 128, 730–738. [Google Scholar] [CrossRef]
- Feng, G.; Sagapuram, D. Size effect and friction in cutting of metals on the small scale. Cirp Ann. Manuf. Technol. 2020, 69, 77–80. [Google Scholar] [CrossRef]
- Malekian, M.; Mostofa, M.G.; Park, S.S.; Jun, M.B.G. Modeling of minimum uncut chip thickness in micro machining of aluminum. J. Mater. Process. Technol. 2012, 212, 553–559. [Google Scholar] [CrossRef]
- Shi, Z.; Li, Y.; Liu, Z.Q.; Qiao, Y. Determination of minimum uncut chip thickness during micro-end milling Inconel 718 with acoustic emission signals and FEM simulation. Int. J. Adv. Manuf. Technol. 2018, 98, 37–45. [Google Scholar] [CrossRef]
- Chen, N.; Chen, M.J.; Wu, C.Y.; Pei, X.D.; Qian, J.; Reynaerts, D. Research in minimum undeformed chip thickness and size effect in micro end-milling of potassium dihydrogen phosphate crystal. Int. J. Mech. Sci. 2017, 134, 387–398. [Google Scholar] [CrossRef]
- Rezaei, H.; Sadeghi, M.H.; Budak, E. Determination of minimum uncut chip thickness under various machining conditions during micro-milling of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2018, 95, 1617–1634. [Google Scholar] [CrossRef]
- Dib, M.H.M.; Duduch, J.G.; Jasinevicius, R.G. Minimum chip thickness determination by means of cutting force signal in micro endmilling. Precis. Eng. 2018, 51, 244–262. [Google Scholar] [CrossRef]
- Niu, Z.; Jiao, F.; Cheng, K. An innovative investigation on chip formation mechanisms in micro-milling using natural diamond and tungsten carbide tools. J. Manuf. Process. 2018, 31, 382–394. [Google Scholar] [CrossRef]
- Sun, Z.; To, S.; Zhang, S.; Zhang, G.Q. Theoretical and experimental investigation into non-uniformity of surface generation in micro-milling. Int. J. Mech. Sci. 2018, 140, 313–324. [Google Scholar] [CrossRef]
- Manjunathaiah, J.; Endres, W.J. A New Model and Analysis of Orthogonal Machining with an Edge-Radiused Tool. J. Manuf. Sci. Eng. 2000, 122, 384–390. [Google Scholar] [CrossRef]
- Jing, X.; Li, H.; Wang, J.; Zhao, M.; He, N. Modelling the cutting forces in micro-end-milling using a hybrid approach. Int. J. Adv. Manuf. Technol. 2014, 73, 1647–1656. [Google Scholar] [CrossRef]
- Yuan, Y.; Jing, X.; Ehmann, K.F.; Cao, J.; Li, H.; Zhang, D. Modeling of cutting forces in micro end-milling. J. Manuf. Process. 2018, 31, 844–858. [Google Scholar] [CrossRef]
- Ray, D.; Puri, A.B.; Hanumaiah, N.; Halder, S. Analysis on specific cutting energy in micro milling of bulk metallic glass. Int. J. Adv. Manuf. Technol. 2020, 108, 245–261. [Google Scholar] [CrossRef]
- Komanduri, R. Some aspects of machining with negative rake tools simulating grinding. Int. J. Mach. Tool Des. Res. 1971, 11, 223–233. [Google Scholar] [CrossRef]
- Komanduri, R.; Chandrasekaran, N.; Raff, L.M. Some aspects of machining with negative-rake tools simulating grinding: A molecular dynamics simulation approach. Philos. Mag. Part B 1999, 79, 955–968. [Google Scholar] [CrossRef]
- Ding, Y.; Shi, G.; Zhang, H.; Shi, G.; Han, D. Analysis of critical negative rake angle and friction characteristics in orthogonal cutting of AL1060 and T2. Sci. Prog. 2020, 103, 1–18. [Google Scholar] [CrossRef] [PubMed]
- Lai, M.; Zhang, X.D.; Fang, F.Z. Study on critical rake angle in nanometric cutting. Appl. Phys. A 2012, 108, 809–818. [Google Scholar] [CrossRef]
- Wu, X.; Shen, J.; Jiang, F.; Wu, H.; Li, L. Study on the oxidation of WC-Co cemented carbide under different conditions. Int. J. Refract. Met. Hard Mater. 2020, 94, 105381. [Google Scholar] [CrossRef]
- Filiz, S.; Conley, C.M.; Wasserman, M.B.; Ozdoganlar, O.B. An experimental investigation of micro-machinability of copper 101 using tungsten carbide micro-endmills. Int. J. Mach. Tools Manuf. 2007, 47, 1088–1100. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Mia, M.; Gupta, M.K.; Sen, B.; Ahmed, A. Investigation of the specific cutting energy and its effect in shearing dominant precision micro cutting. J. Mater. Process. Technol. 2020, 283, 116688. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Spindle speed (rpm) | 8000, 12,000, 16,000, 20,000 |
| Depth of cut (μm) | 2, 5, 8, 11, 14 |
| Feed per tooth (μm) | 0.09, 0.22, 0.44, 0.75, 1.32, 2.2, 3.1, 4.4, 6.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Liu, L.; Du, M.; Shen, J.; Jiang, F.; Li, Y.; Lin, Y. Experimental Study on the Minimum Undeformed Chip Thickness Based on Effective Rake Angle in Micro Milling. Micromachines 2020, 11, 924. https://doi.org/10.3390/mi11100924
Wu X, Liu L, Du M, Shen J, Jiang F, Li Y, Lin Y. Experimental Study on the Minimum Undeformed Chip Thickness Based on Effective Rake Angle in Micro Milling. Micromachines. 2020; 11(10):924. https://doi.org/10.3390/mi11100924
Chicago/Turabian StyleWu, Xian, Li Liu, Mingyang Du, Jianyun Shen, Feng Jiang, Yuan Li, and Yiyang Lin. 2020. "Experimental Study on the Minimum Undeformed Chip Thickness Based on Effective Rake Angle in Micro Milling" Micromachines 11, no. 10: 924. https://doi.org/10.3390/mi11100924
APA StyleWu, X., Liu, L., Du, M., Shen, J., Jiang, F., Li, Y., & Lin, Y. (2020). Experimental Study on the Minimum Undeformed Chip Thickness Based on Effective Rake Angle in Micro Milling. Micromachines, 11(10), 924. https://doi.org/10.3390/mi11100924