Optimized Soft Lithography Method for Polymer Cholesteric Liquid Crystal Flakes Fabrication



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
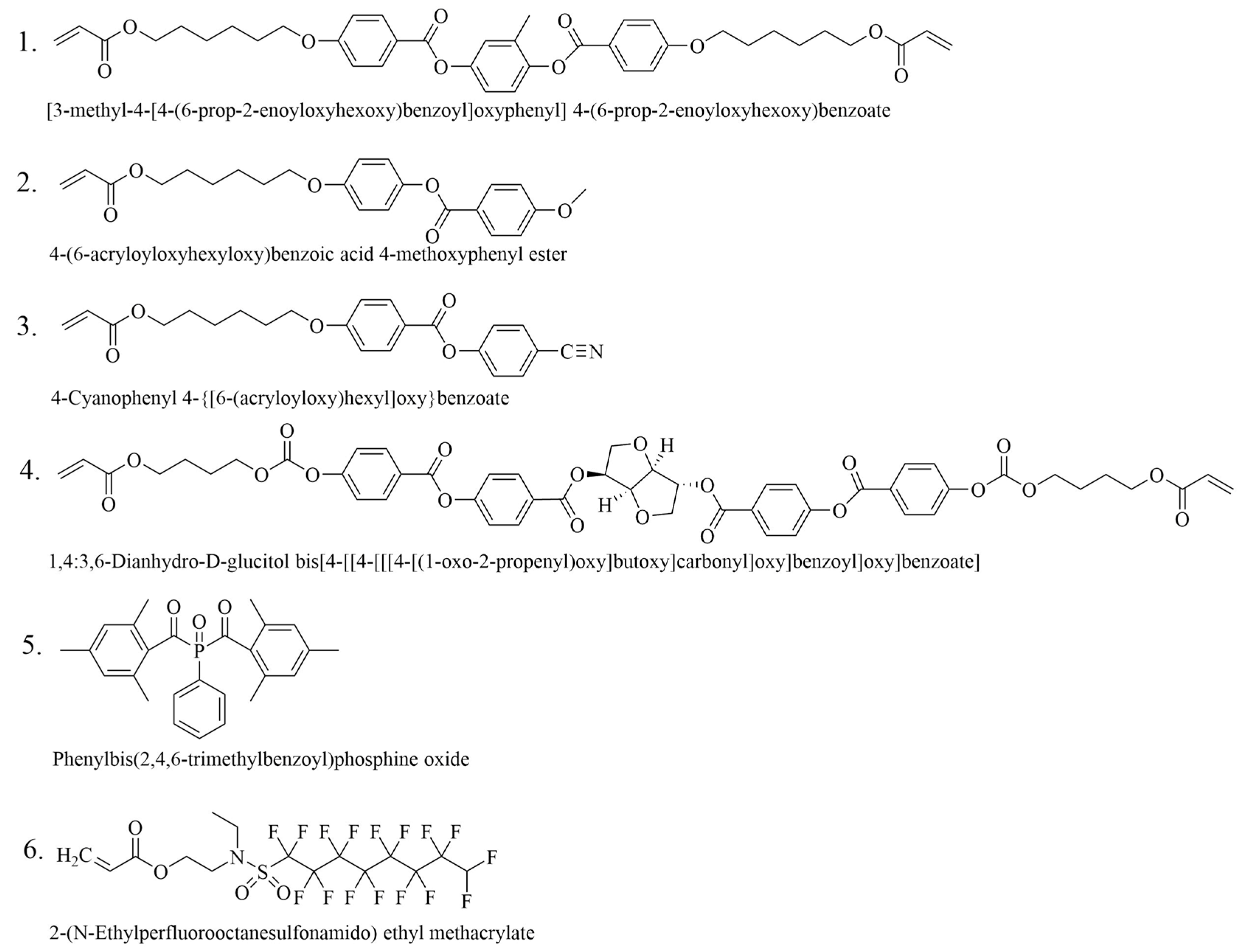
2.1. Materials and Preparation
2.2. PDMS Mold Manufacture
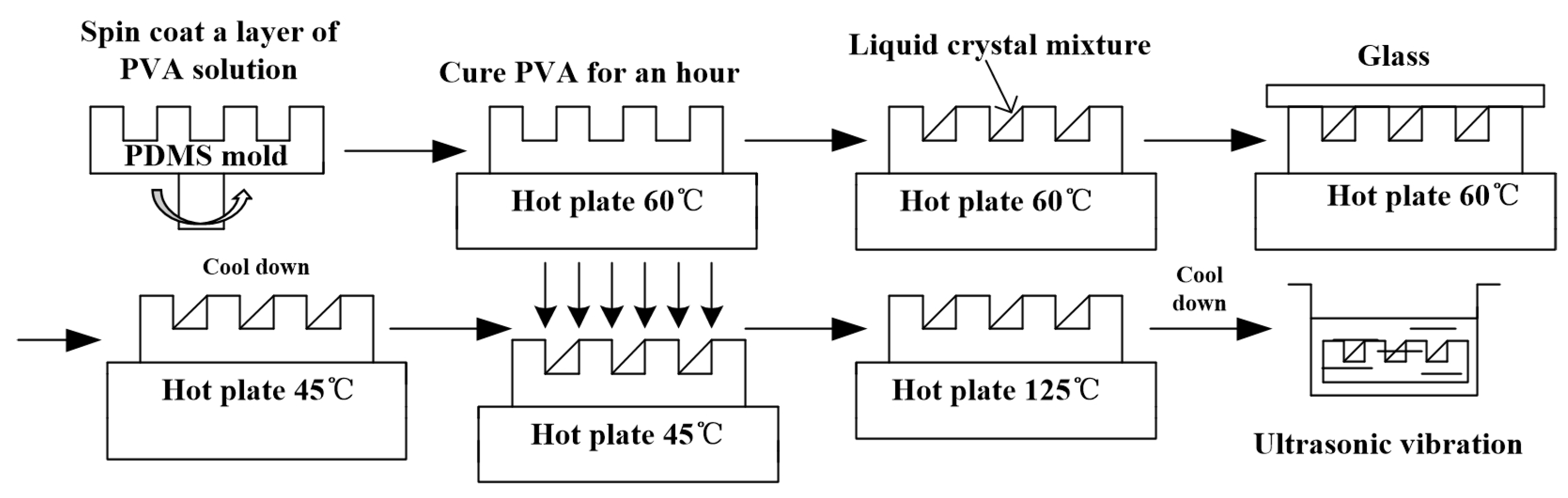
2.3. The Manufacture of PCLC Flakes
2.4. Characterization and Measurements
3. Results and Discussion
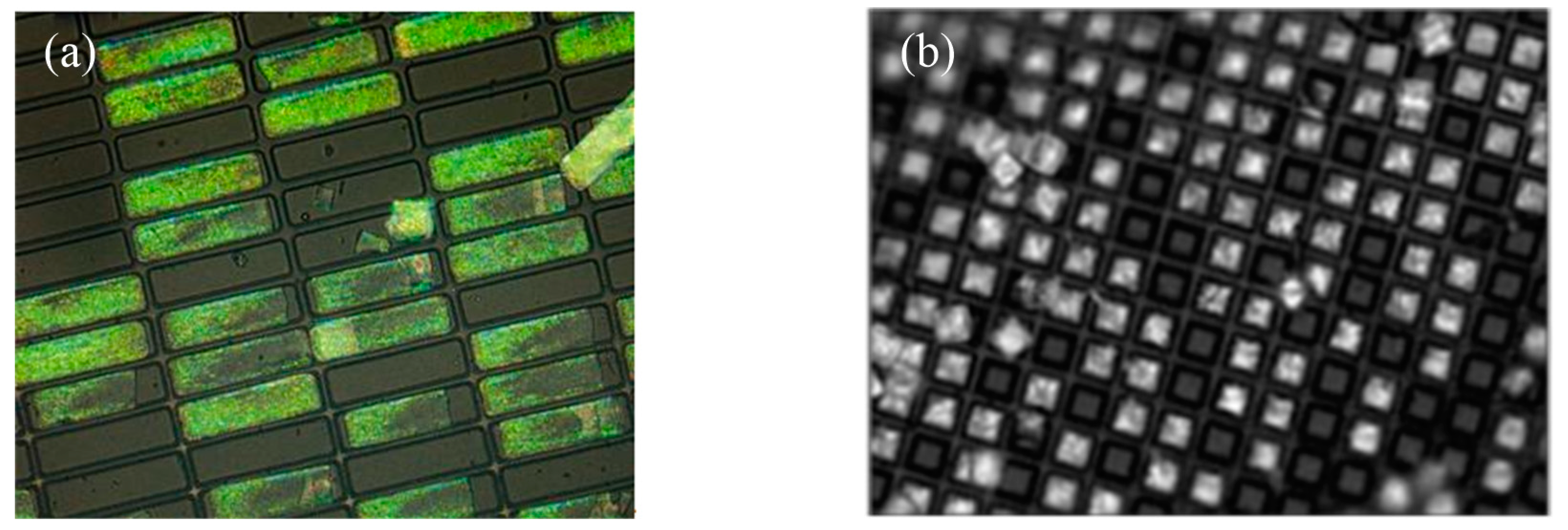
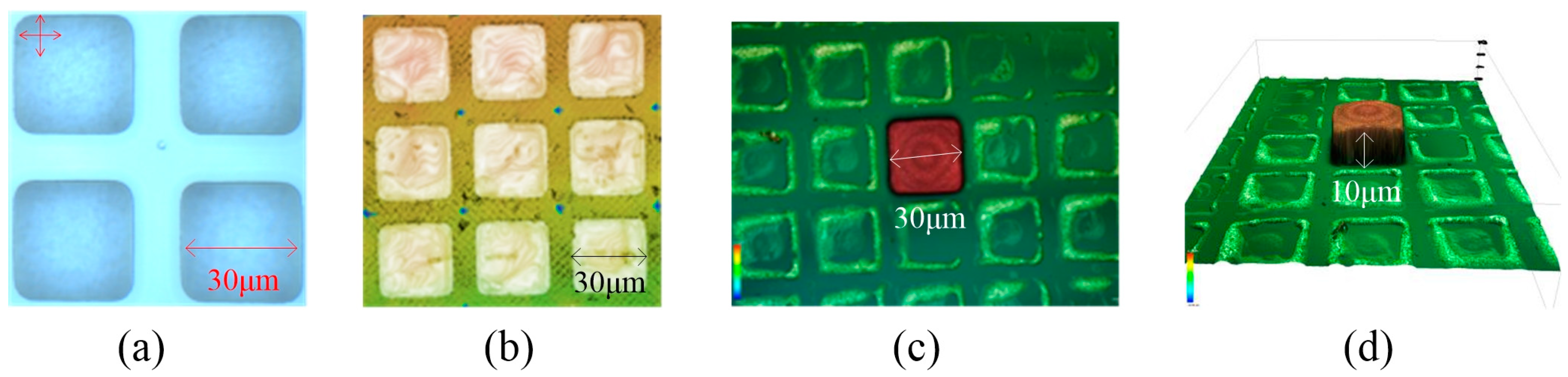
3.1. Characterization of Shaped Flakes
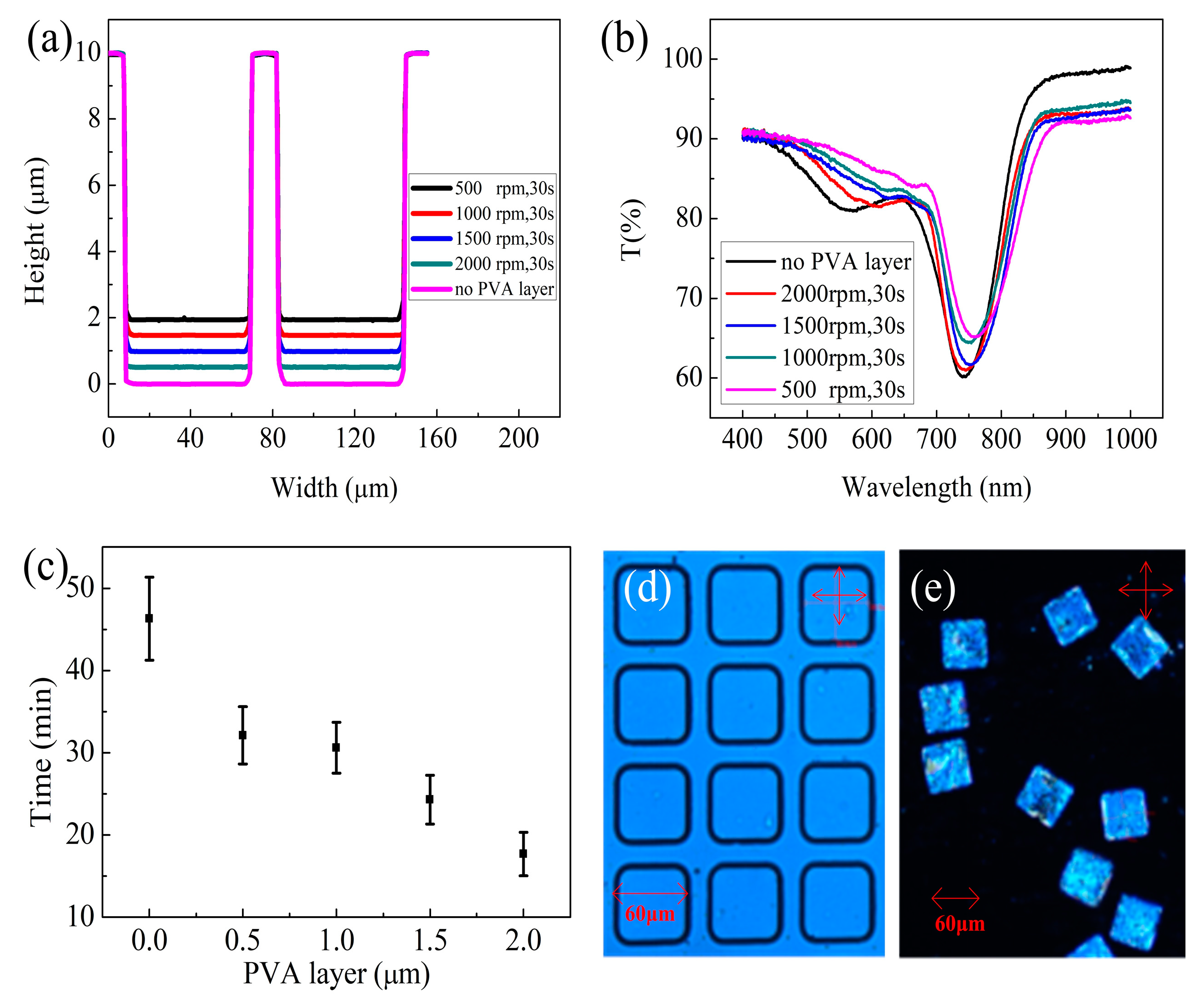
3.2. Influence of PVA Layer Thickness
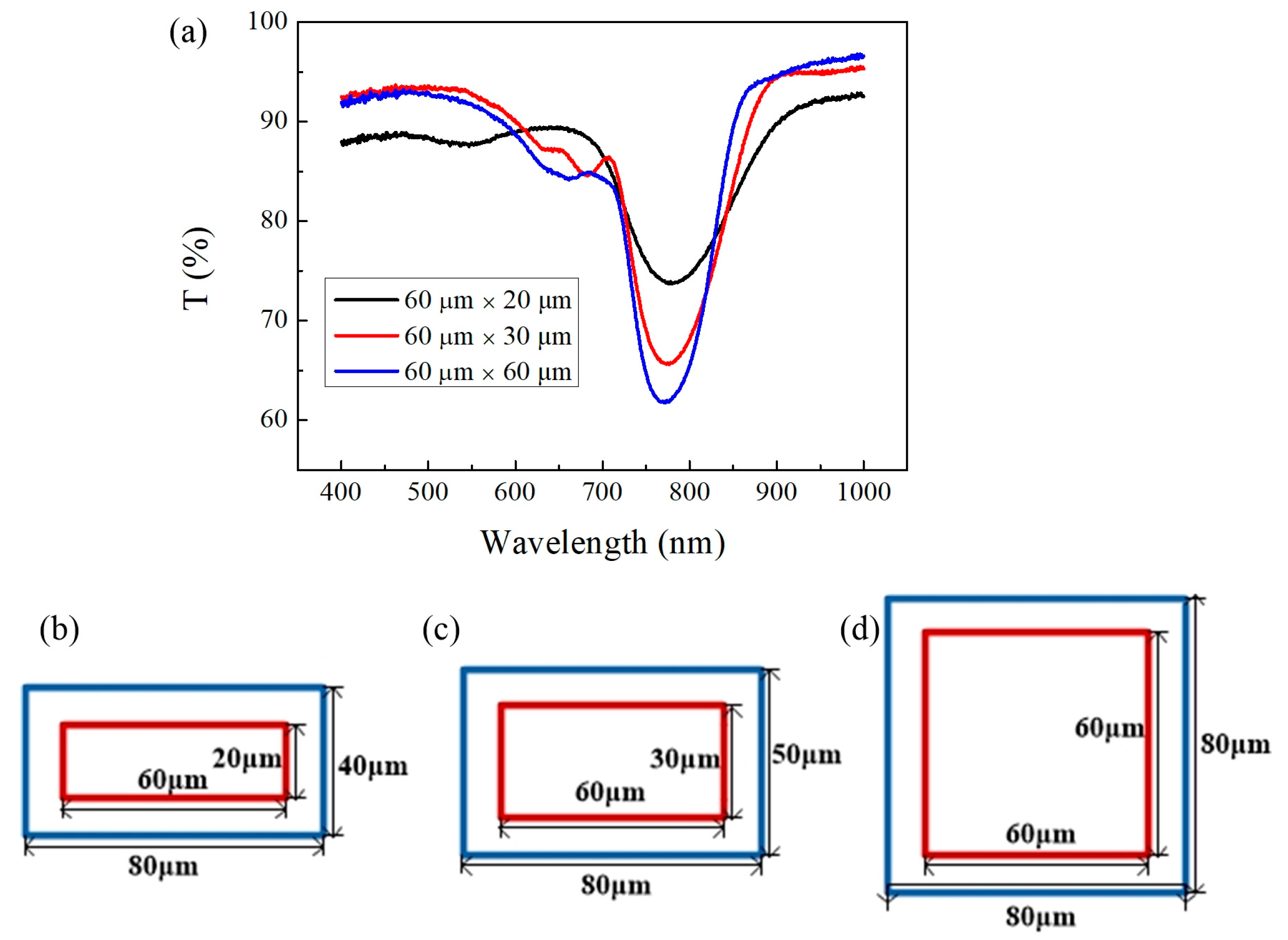
3.3. Influence of Mold Shape
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, D.; Bastiaansen, C.W.; Toonder, J.M.; Broer, D.J. Photo-switchable surface topologies in chiral nematic coatings. Angew. Chem. Int. Ed. 2012, 51, 892–896. [Google Scholar] [CrossRef] [PubMed]
- Khandelwal, H.; Loonen, R.G.; Hensen, J.M.; Schenning, A.H.; Debije, M.G. Application of broadband infrared reflector based on cholesteric liquid crystal polymer bilayer film to windows and its impact on reducing the energy consumption in buildings. J. Mater. Chem. A 2014, 2, 14622–14627. [Google Scholar] [CrossRef]
- Khandelwal, H.; Loonen, R.G.; Hensen, J.M.; Debije, M.G.; Schenning, A.H. Electrically switchable polymer stabilised broadband infrared reflectors and their potential as smart windows for energy saving in buildings. Sci. Rep. 2015, 5, 11773. [Google Scholar] [CrossRef] [PubMed]
- Kendhale, A.M.; Schenning, A.P.H.J.; Debije, M.G. Superior alignment of multi-chromophoric perylenebisimides in nematic liquid crystals and their application in switchable optical waveguides. J. Mater. Chem. A 2012, 1, 229–232. [Google Scholar] [CrossRef]
- Zhou, G.; Yuan, D.; Liu, Y.; Lin, X.; Zhou, G.; Li, N. Properties of Liquid Crystal Polymer Films for Electricity-responsive IR Reflective Windows. Acta Photonica Sin. 2017, 46, 0331002. [Google Scholar] [CrossRef]
- Korenic, E.M.; Jacobs, S.D.; Fare, S.M.; Li, L. Cholesteric Liquid Crystal Flakes—A New Form of Domain. Mol. Crysr. Liq. Cryst. 1998, 317, 197–219. [Google Scholar] [CrossRef]
- Oudshoorn, M.H.M.; Penterman, R.; Rissmann, R.; Bouwstra, J.A.; Broer, D.J.; Hennink, W.E. Preparation and characterization of structured hydrogel microparticles based on cross-linked hyperbranched polyglycerol. Langmuir 2007, 23, 11819–11825. [Google Scholar] [CrossRef] [PubMed]
- Kosc, T.Z.; Marshall, K.L.; Trajkovska-Petkoska, A.; Kimball, E.; Jacobs, S.D. Progress in the development of polymer cholesteric liquid crystal flakes for display applications. Displays 2004, 25, 171–176. [Google Scholar] [CrossRef]
- Trajkovska-Petkoska, A.; Varshneya, R.; Kosc, T.Z.; Marshall, K.L.; Jacobs, S.D. Enhanced Electro-Optic Behavior for Shaped Polymer Cholesteric Liquid-Crystal Flakes Made Using Soft Lithography. Adv. Funct. Mater. 2010, 15, 217–222. [Google Scholar] [CrossRef]
- Petkoska, A.T.; Jacobs, S.D. The Manufacture, Characterization and Manipulation of Polymer Cholesteric Liquid Crystal Flakes and Their Possible Applications. J. Mater. Sci. Eng. A 2012, 2, 137–151. [Google Scholar]
- Demerlis, C.C.; Schoneker, D.R. Review of the oral toxicity of polyvinyl alcohol (PVA). Food Chem. Toxicol. 2003, 41, 319–326. [Google Scholar] [CrossRef]
- Lawrence, C.J. The mechanics of spin coating of polymer films. Phys. Fluids 1988, 31, 2786–2795. [Google Scholar] [CrossRef]
- Jenekhe, S.A. Effects of solvent mass transfer on flow of polymer solutions on a flat rotating disk. Ind. Eng. Chem. Fundam. 1984, 23, 425–432. [Google Scholar] [CrossRef]
- Washo, B.D. Rheology and Modeling of the Spin Coating Process. IBM J. Res. Dev. 1977, 21, 190–198. [Google Scholar] [CrossRef]
- Meyerhofer, D. Characteristics of resist films produced by spinning. J. Appl. Phys. 1978, 49, 3993. [Google Scholar] [CrossRef]
- Belyakov, V.A. Diffraction Optics of Complex-Structured Periodic Media: Localized Optical Modes of Spiral Media; Springer: New York, NY, USA, 2019. [Google Scholar]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, G.; Liu, S.; Liu, W.; Yuan, D.; Zhou, G. Optimized Soft Lithography Method for Polymer Cholesteric Liquid Crystal Flakes Fabrication. Micromachines 2019, 10, 441. https://doi.org/10.3390/mi10070441
Zhou G, Liu S, Liu W, Yuan D, Zhou G. Optimized Soft Lithography Method for Polymer Cholesteric Liquid Crystal Flakes Fabrication. Micromachines. 2019; 10(7):441. https://doi.org/10.3390/mi10070441
Chicago/Turabian StyleZhou, Guanqing, Sunqian Liu, Wei Liu, Dong Yuan, and Guofu Zhou. 2019. "Optimized Soft Lithography Method for Polymer Cholesteric Liquid Crystal Flakes Fabrication" Micromachines 10, no. 7: 441. https://doi.org/10.3390/mi10070441
APA StyleZhou, G., Liu, S., Liu, W., Yuan, D., & Zhou, G. (2019). Optimized Soft Lithography Method for Polymer Cholesteric Liquid Crystal Flakes Fabrication. Micromachines, 10(7), 441. https://doi.org/10.3390/mi10070441