Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core


Abstract
:1. Introduction
2. Materials and Methods
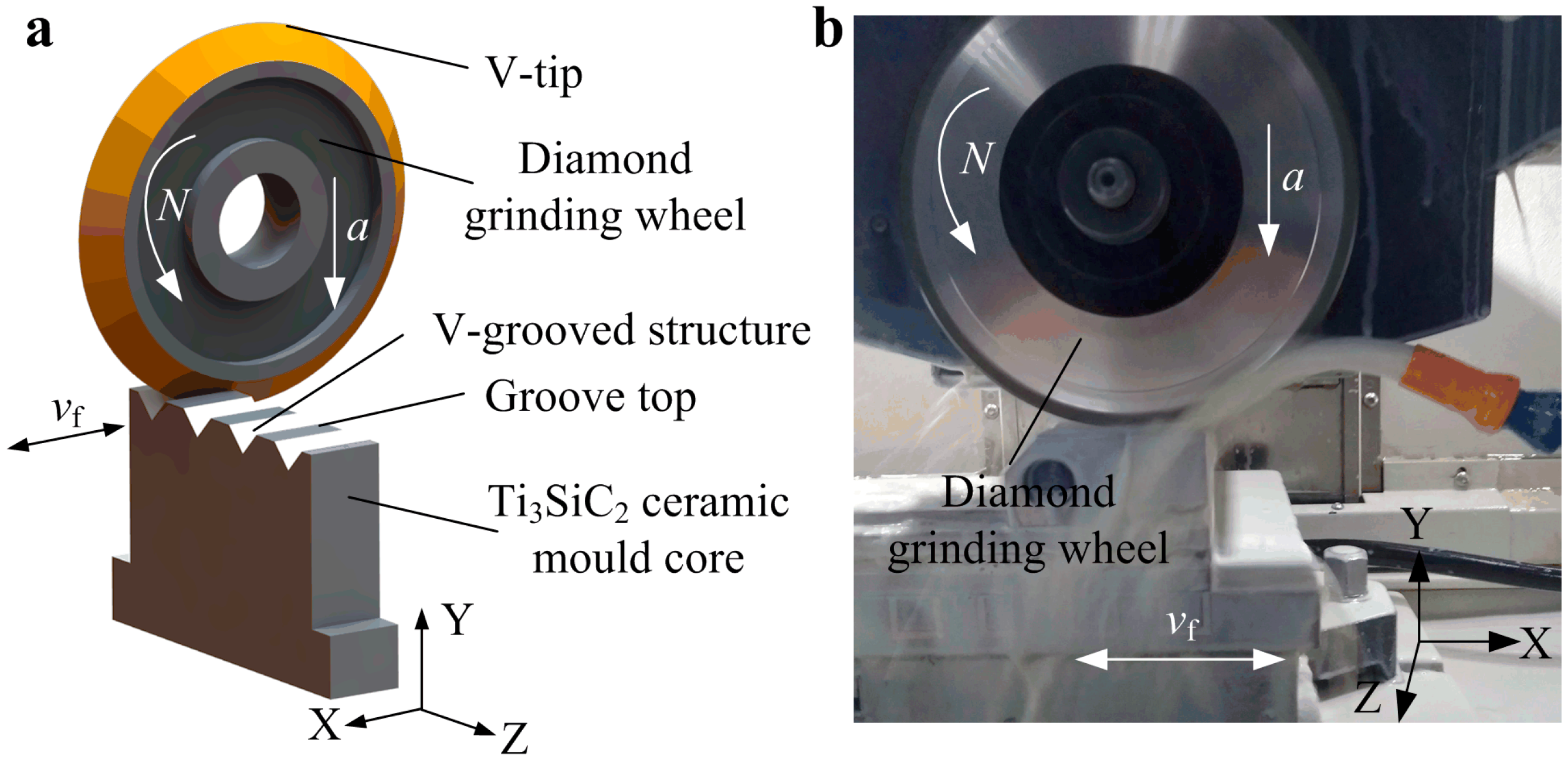
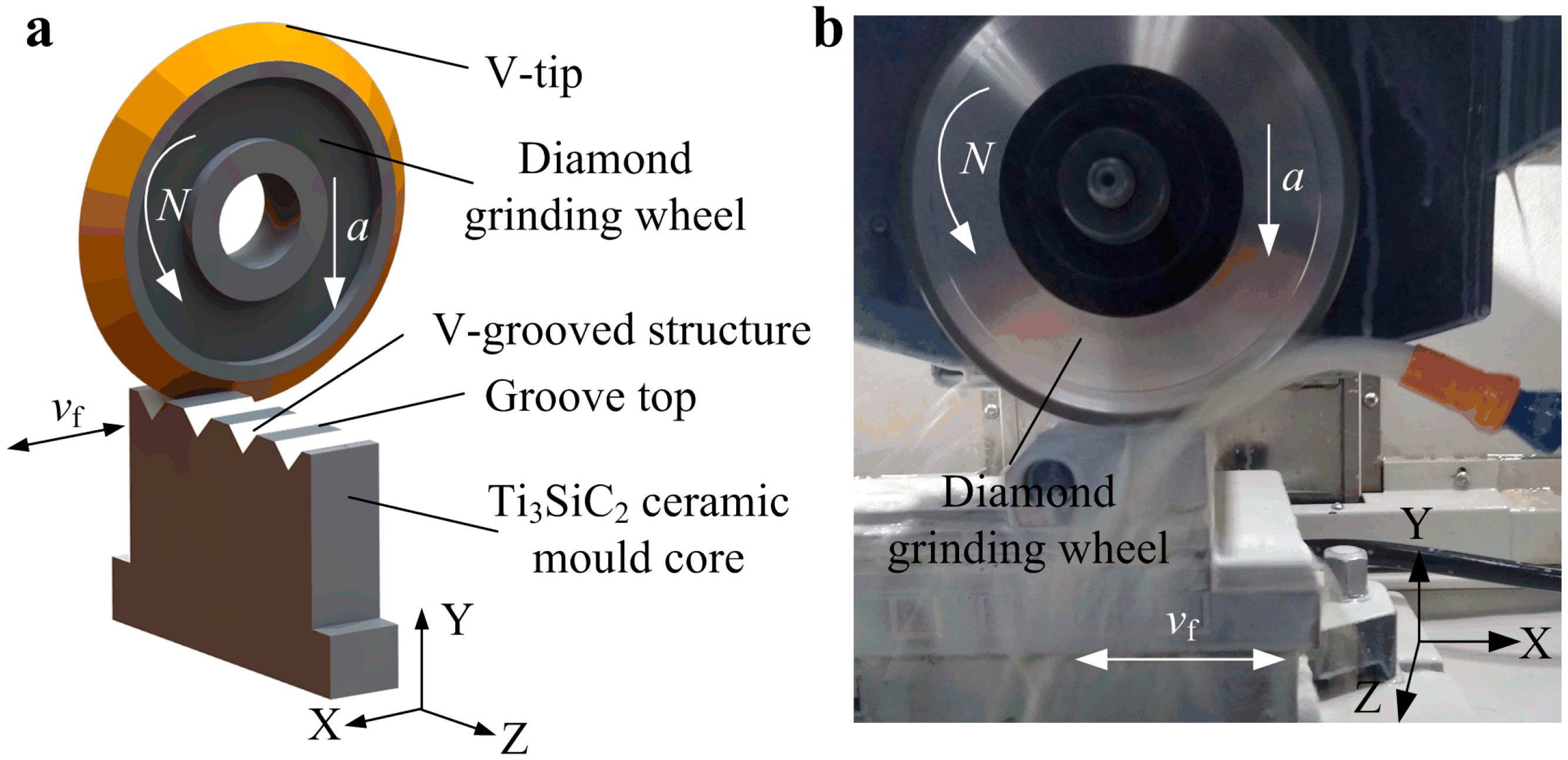
2.1. Micro-Grinding of Mold Core with V-Grooved Array Structures
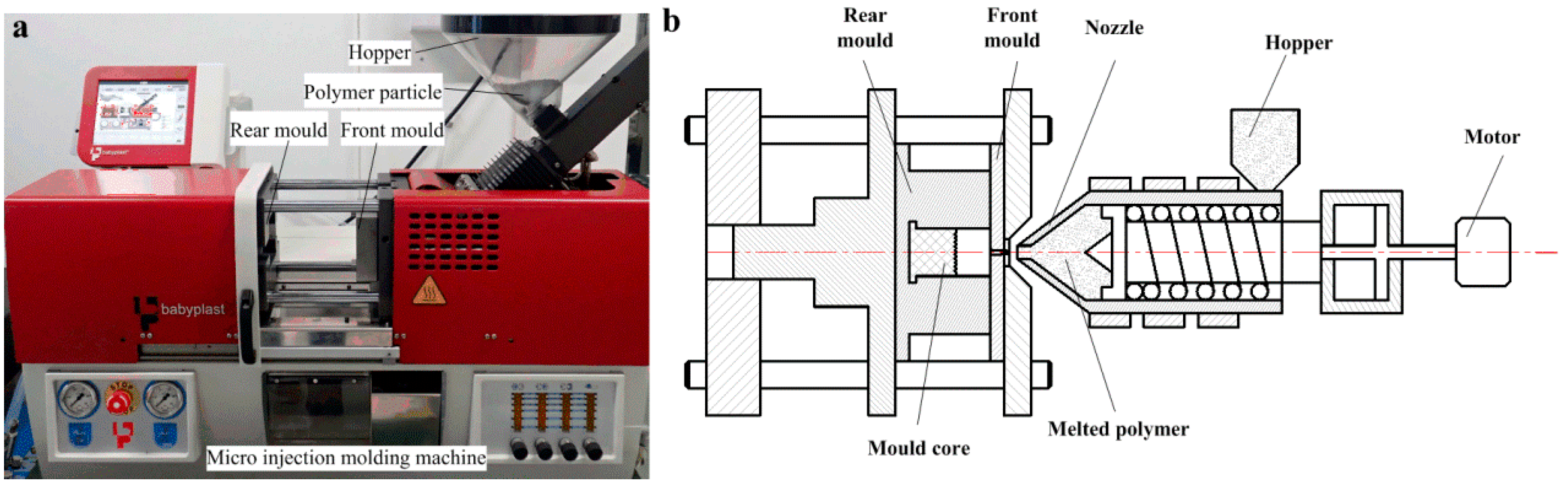
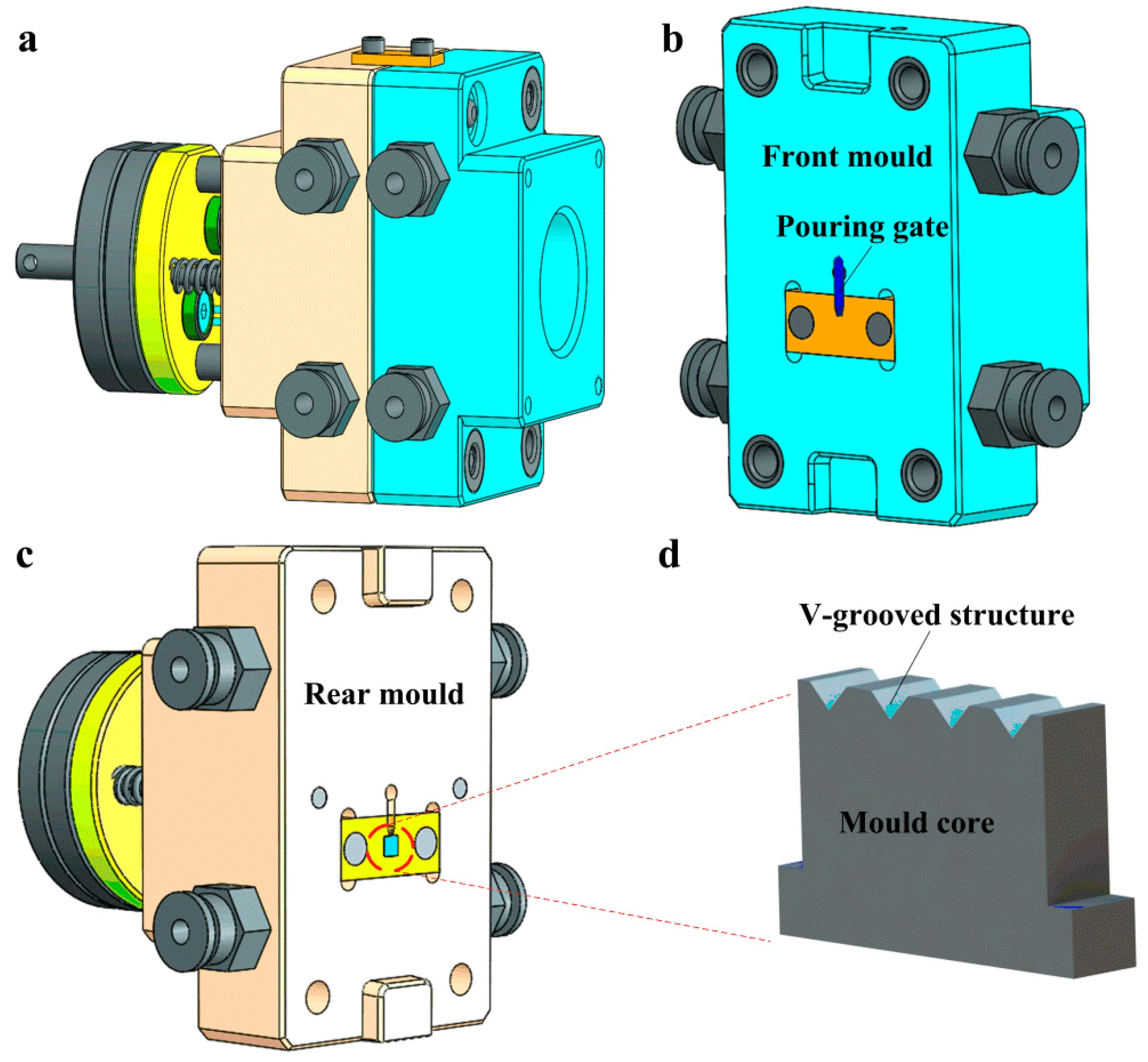
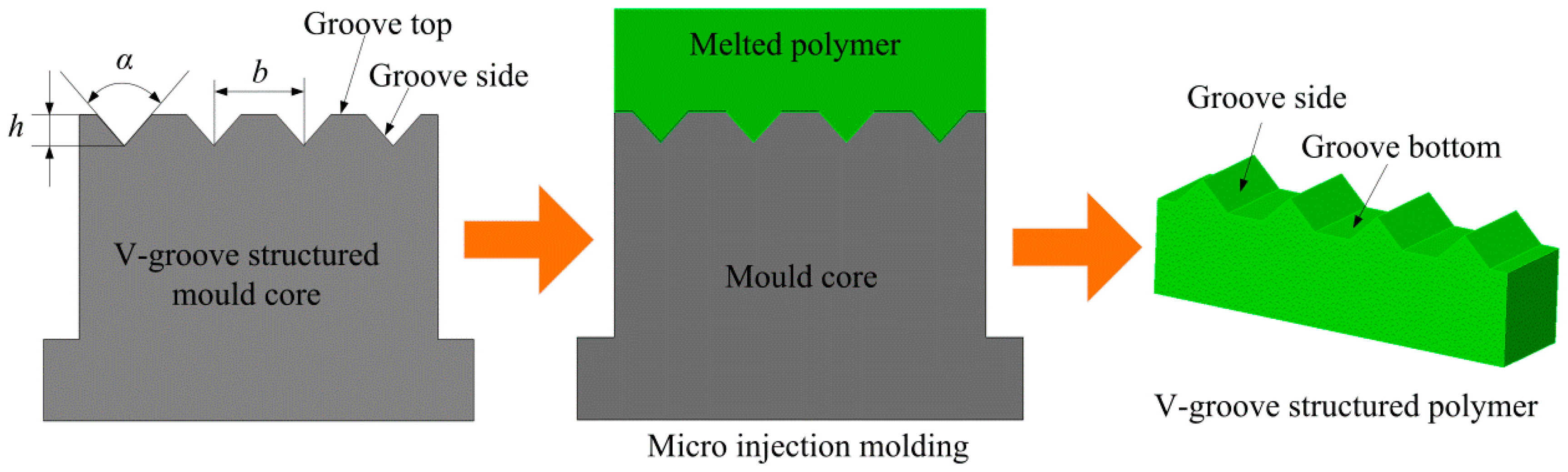
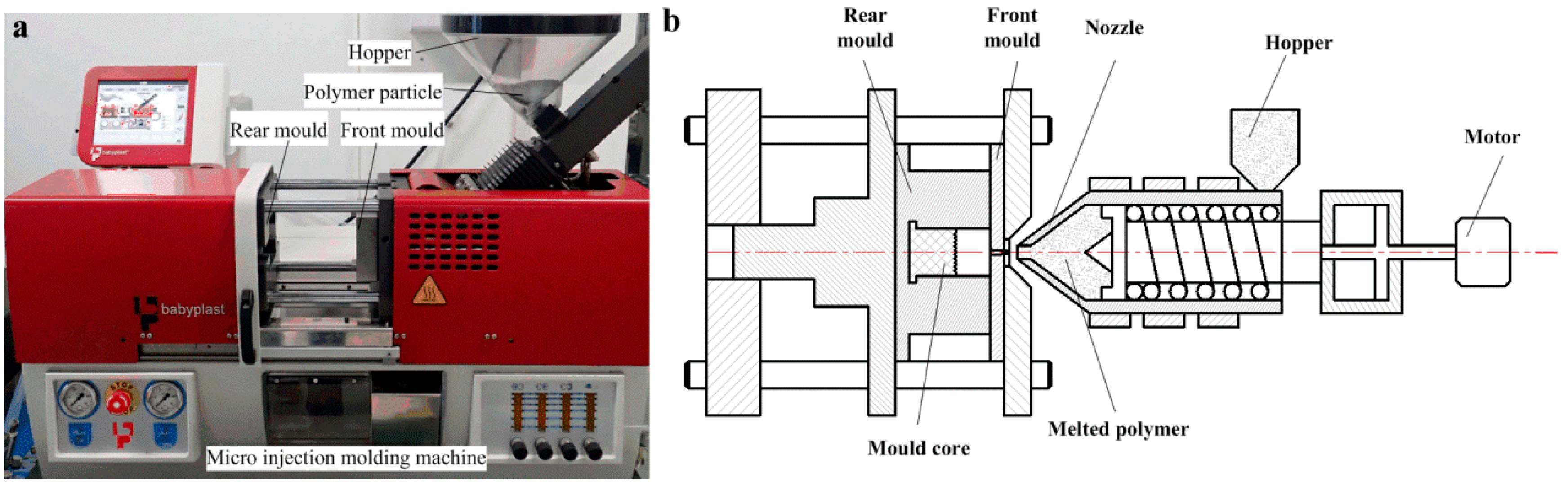
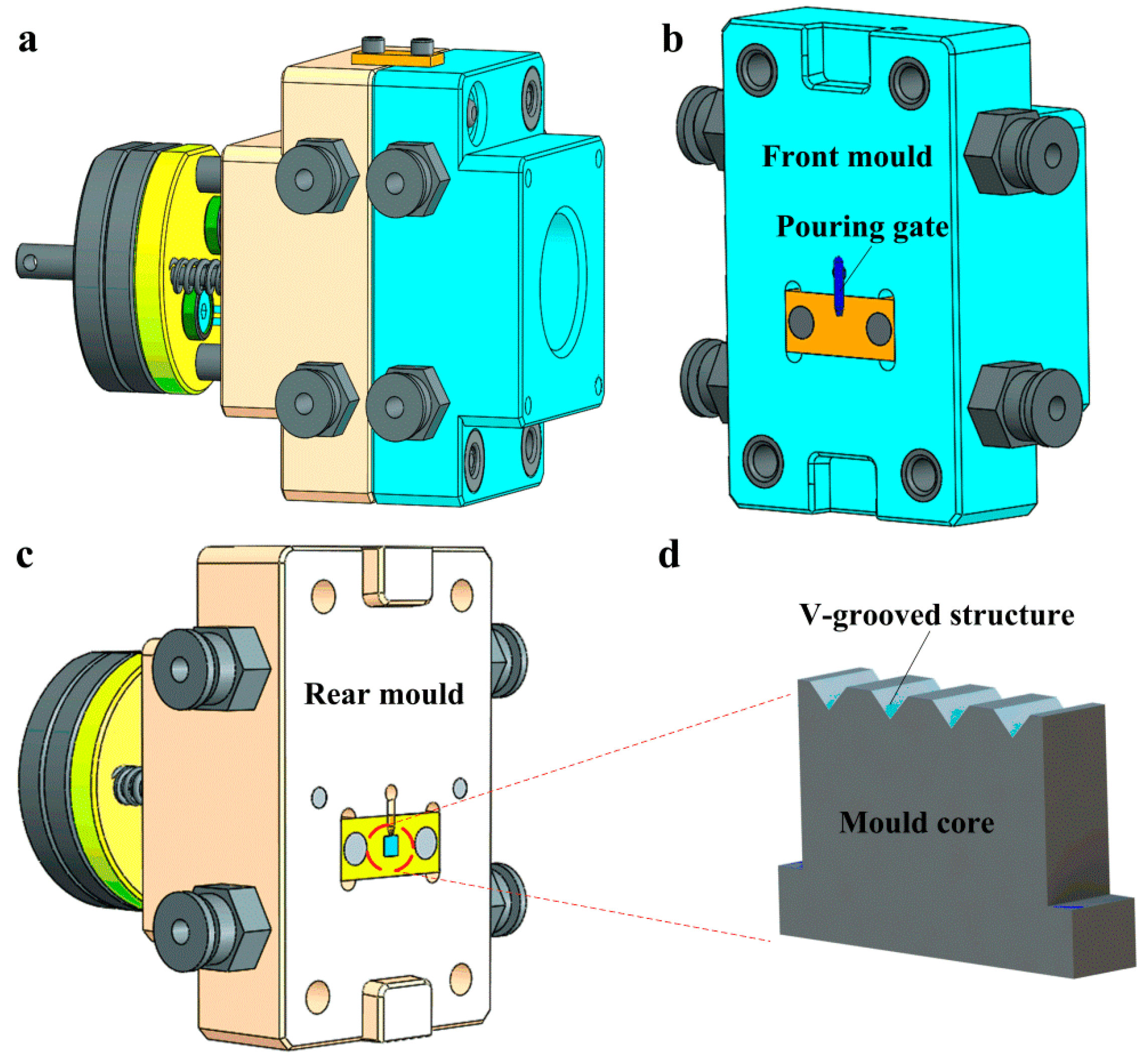
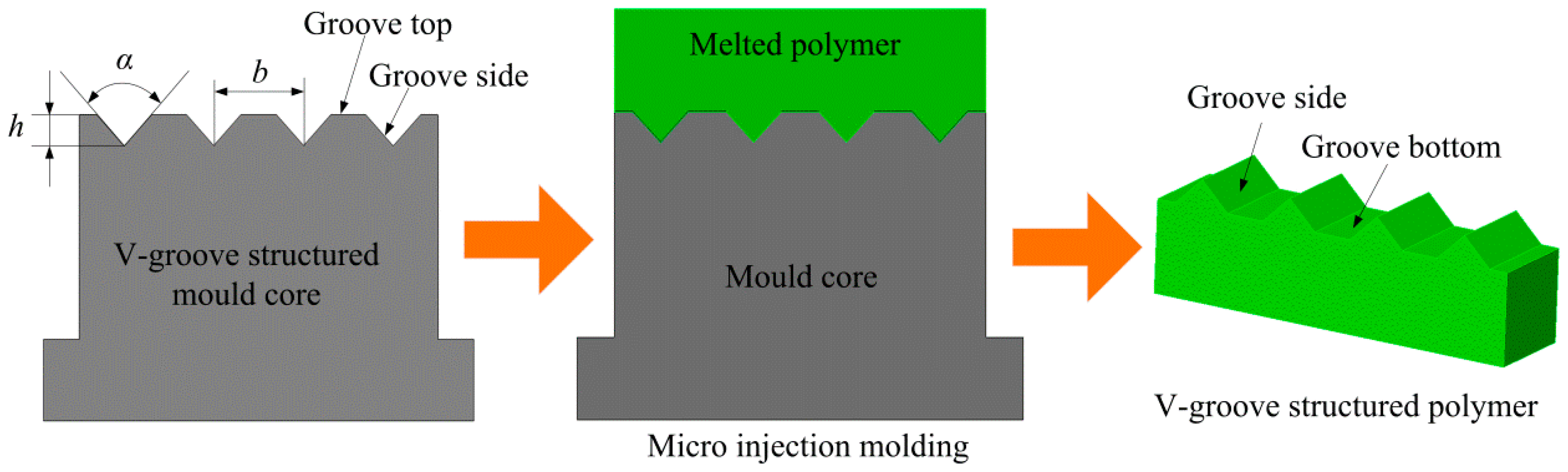
2.2. Micro Injection Molding of Micro-Structured Polymers
2.3. Measurement of Micro-Grooved Mold Cores and Polymers
3. Results and Discussions
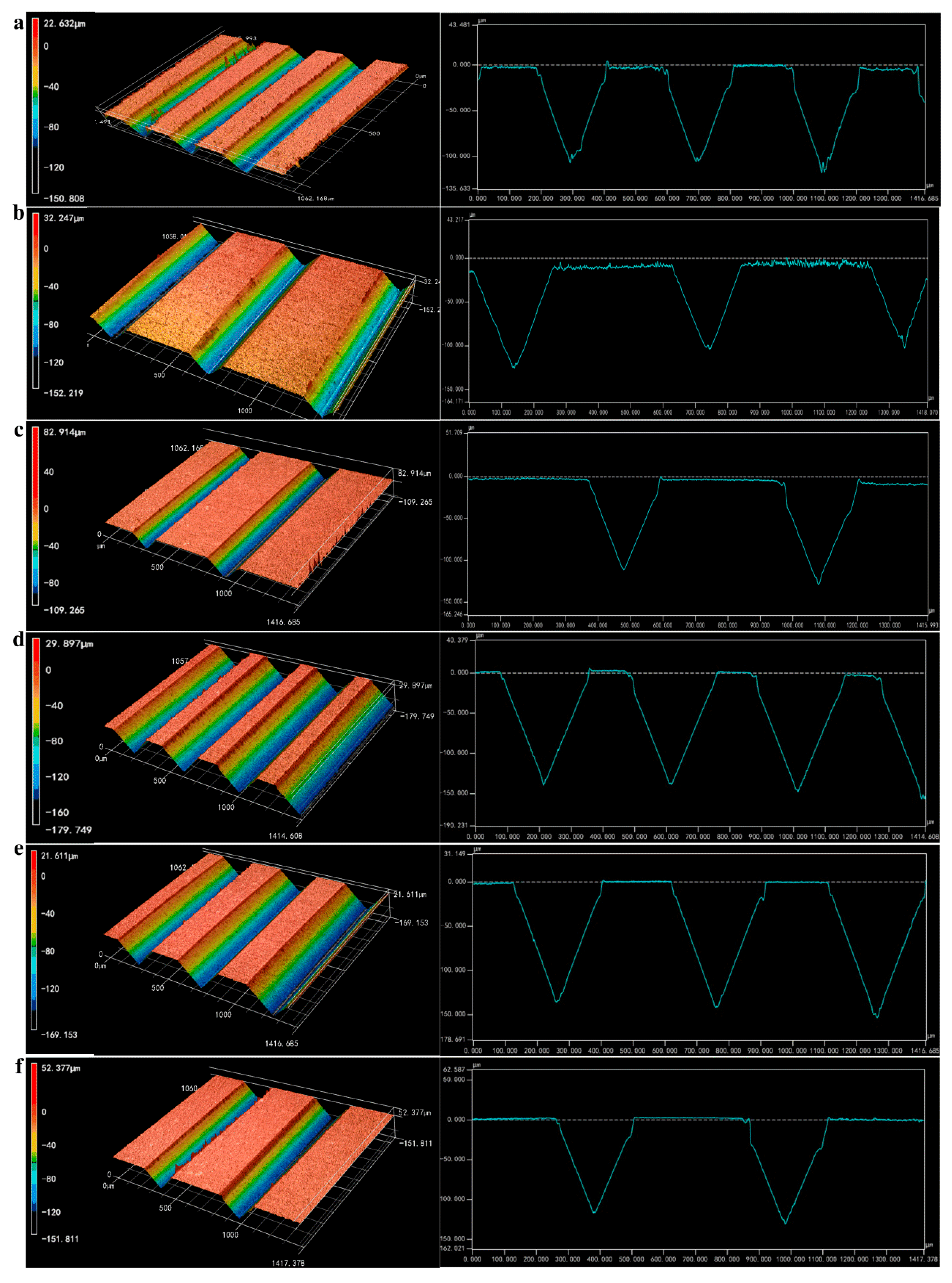
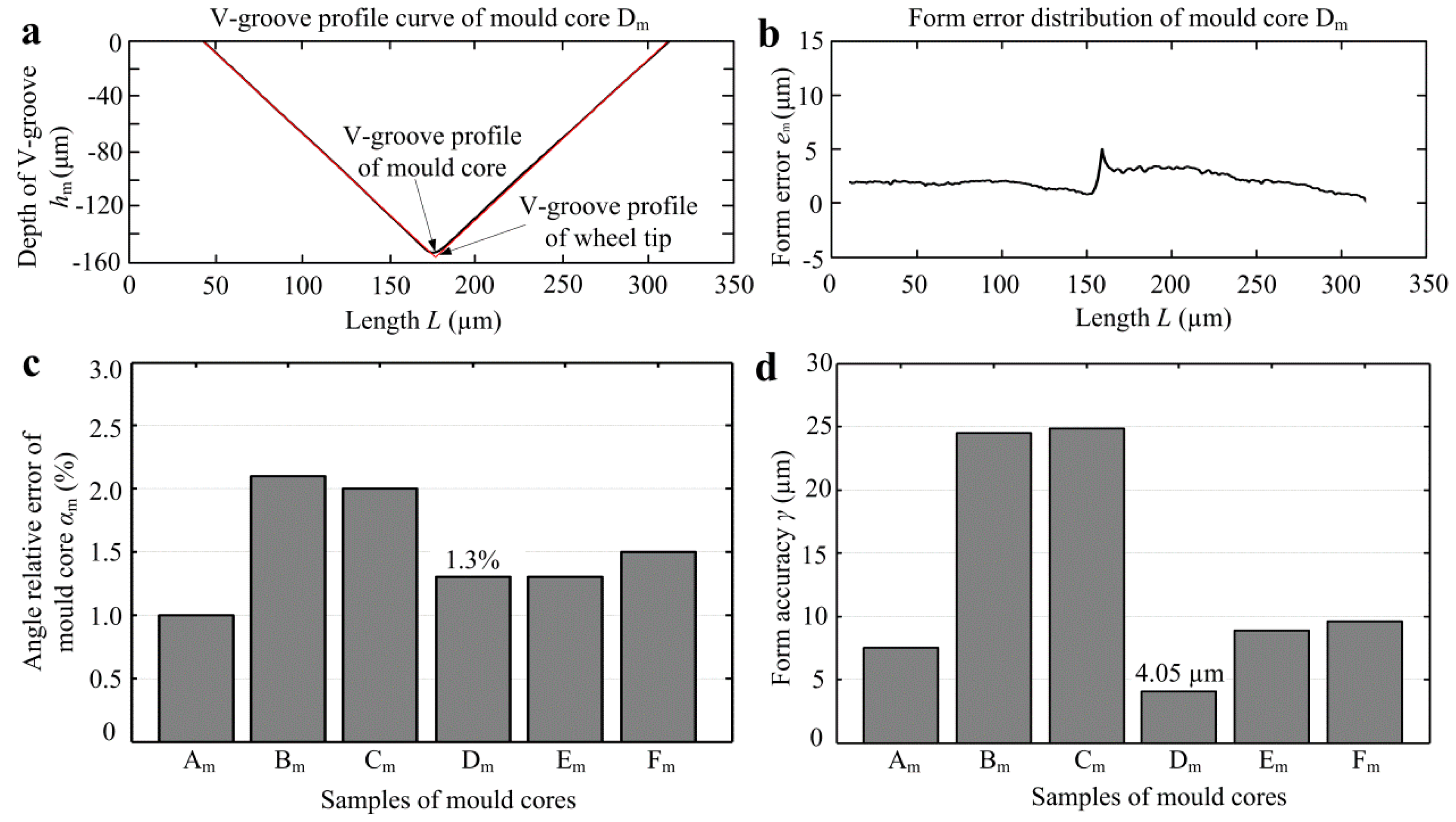
3.1. Surface Topographies and Profiles of Micro-Ground Mold Core
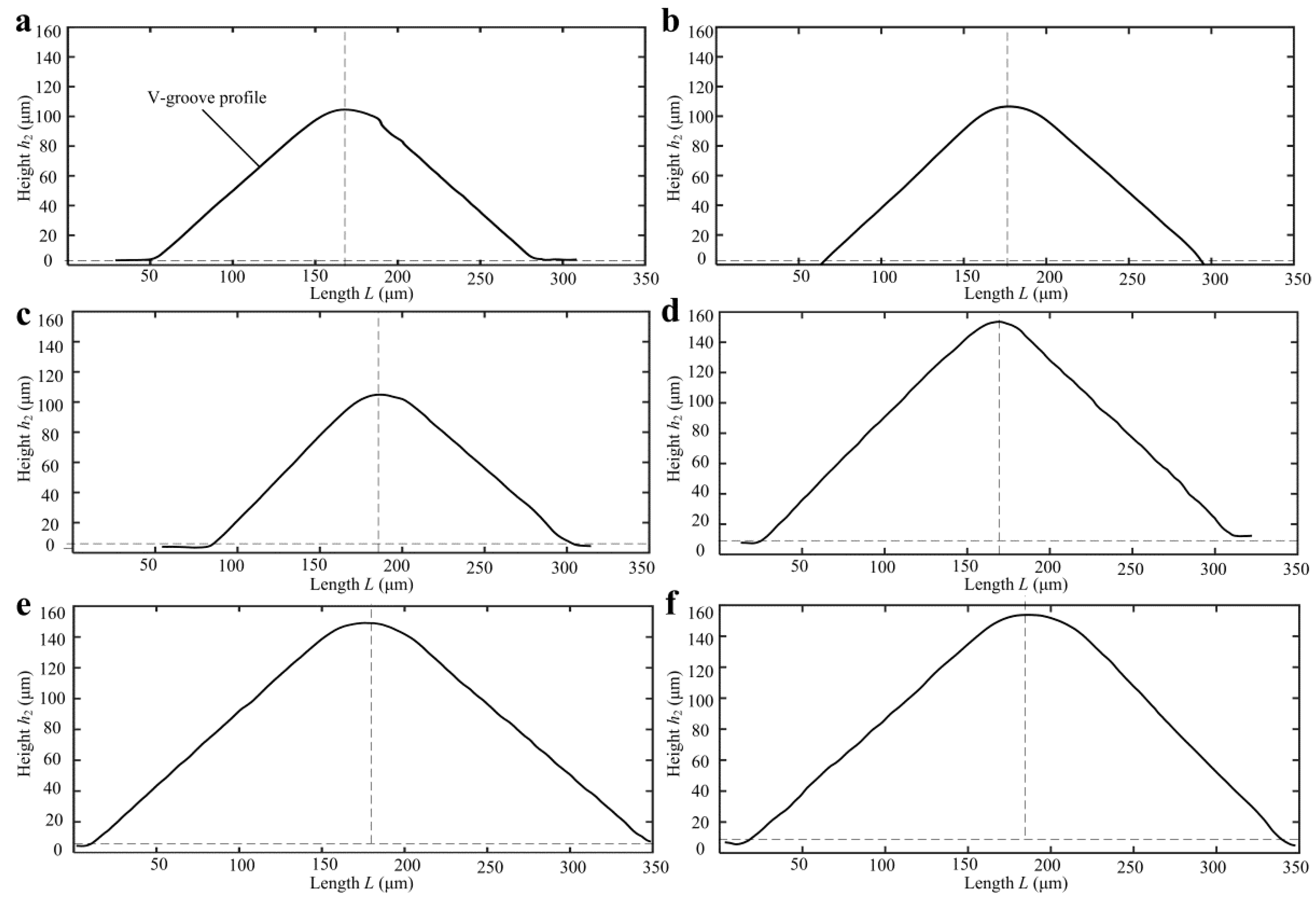
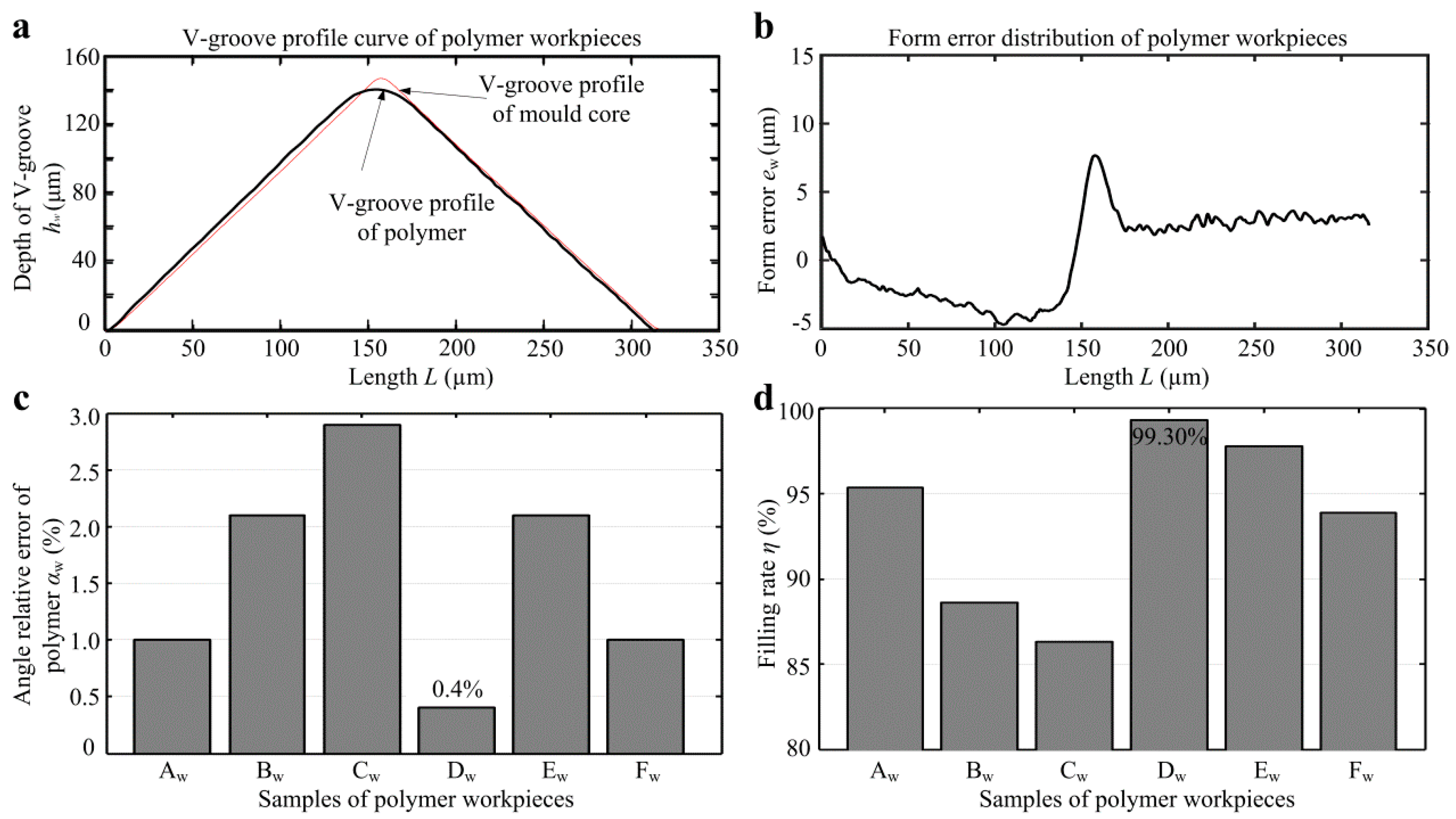
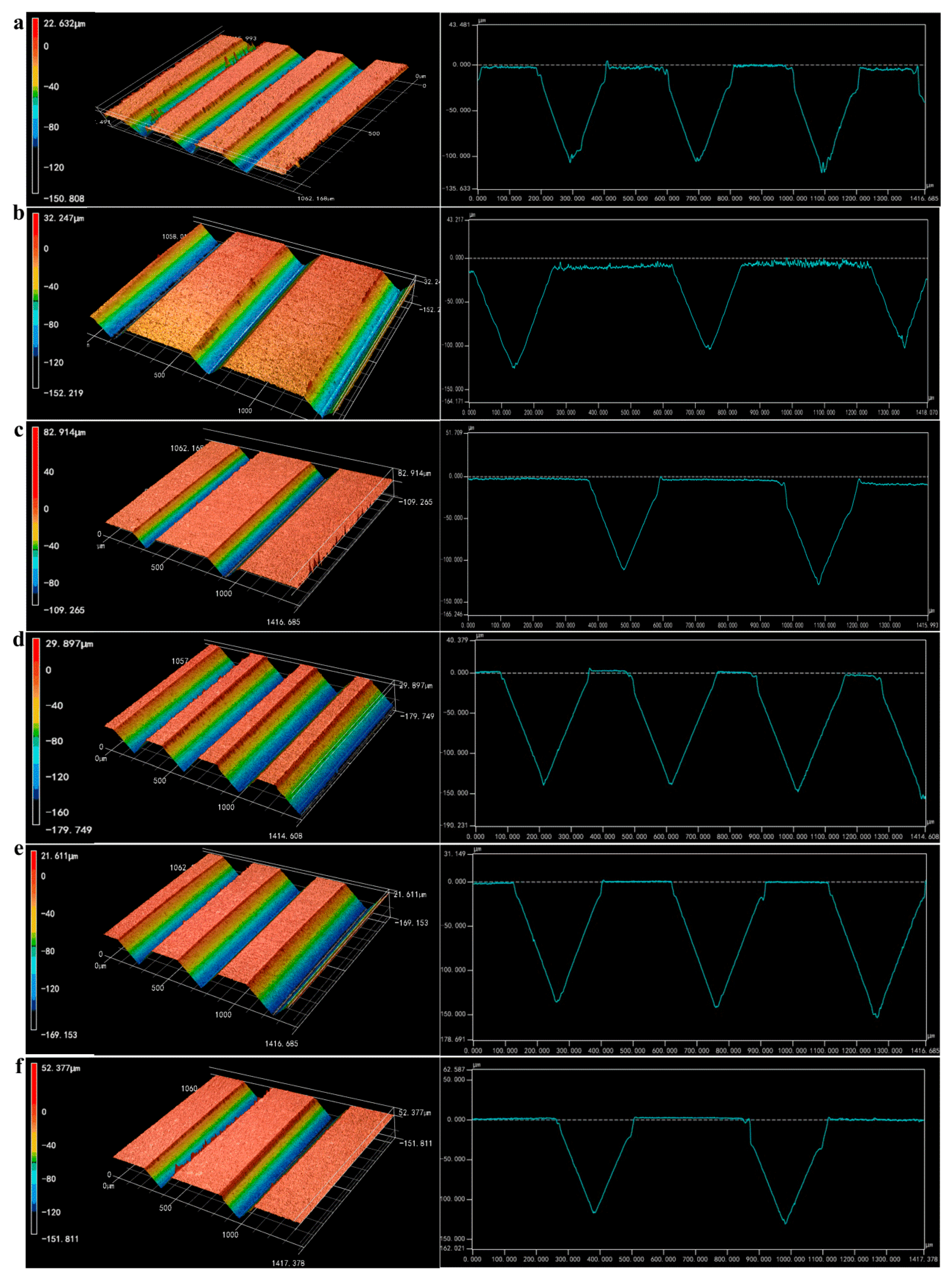
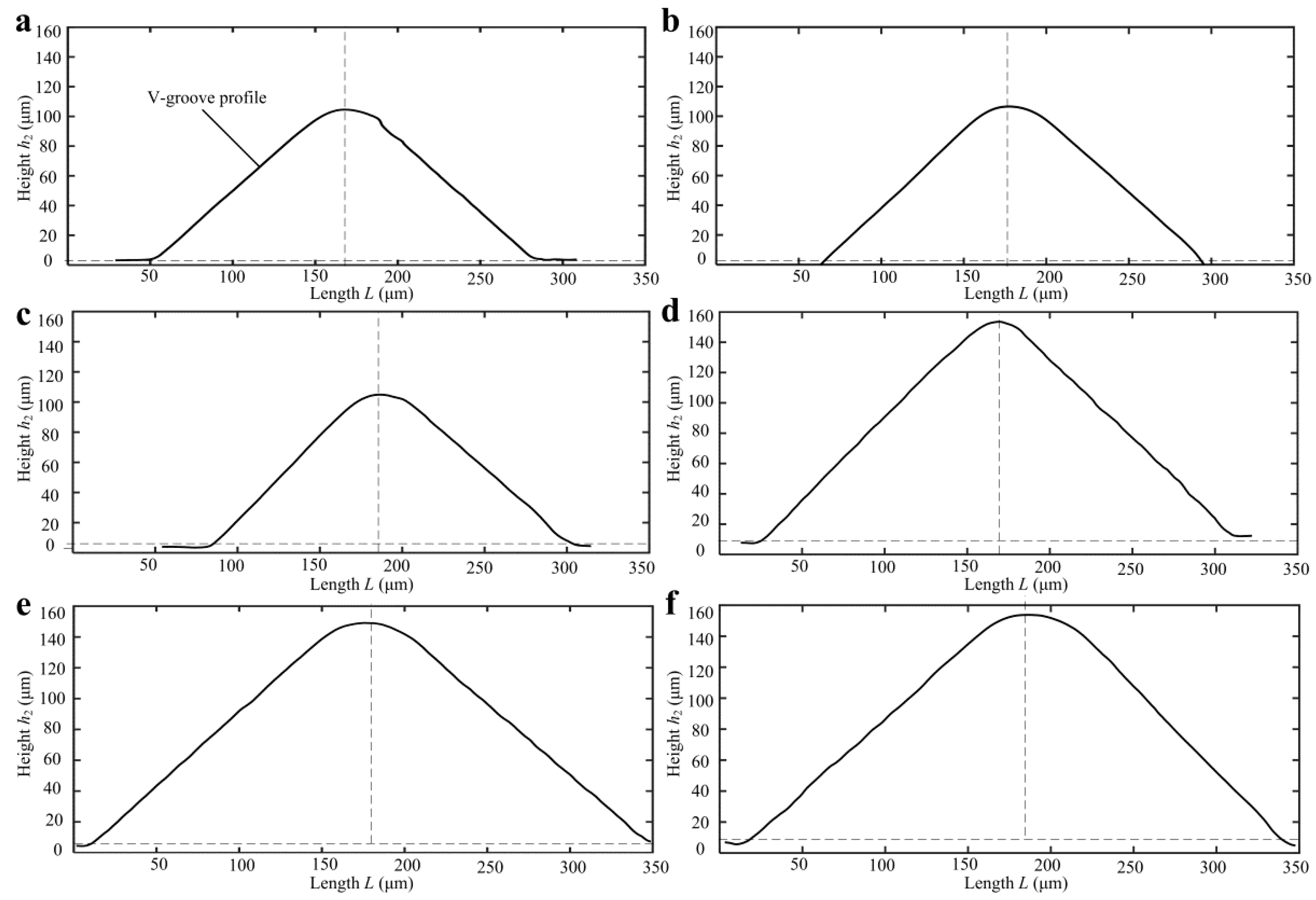
3.2. Surface Topographies and Profiles of Micro-Structured Polymers
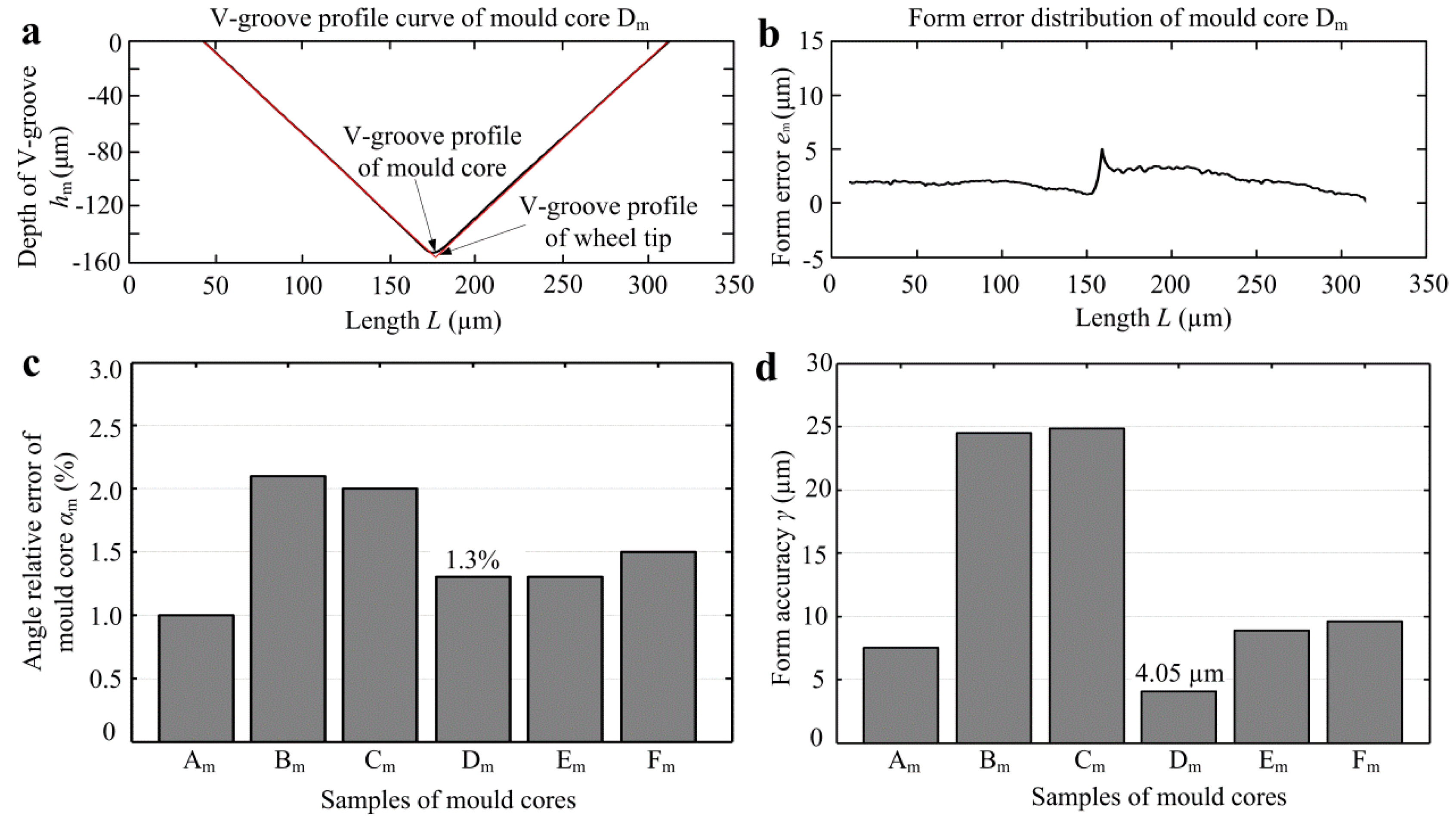
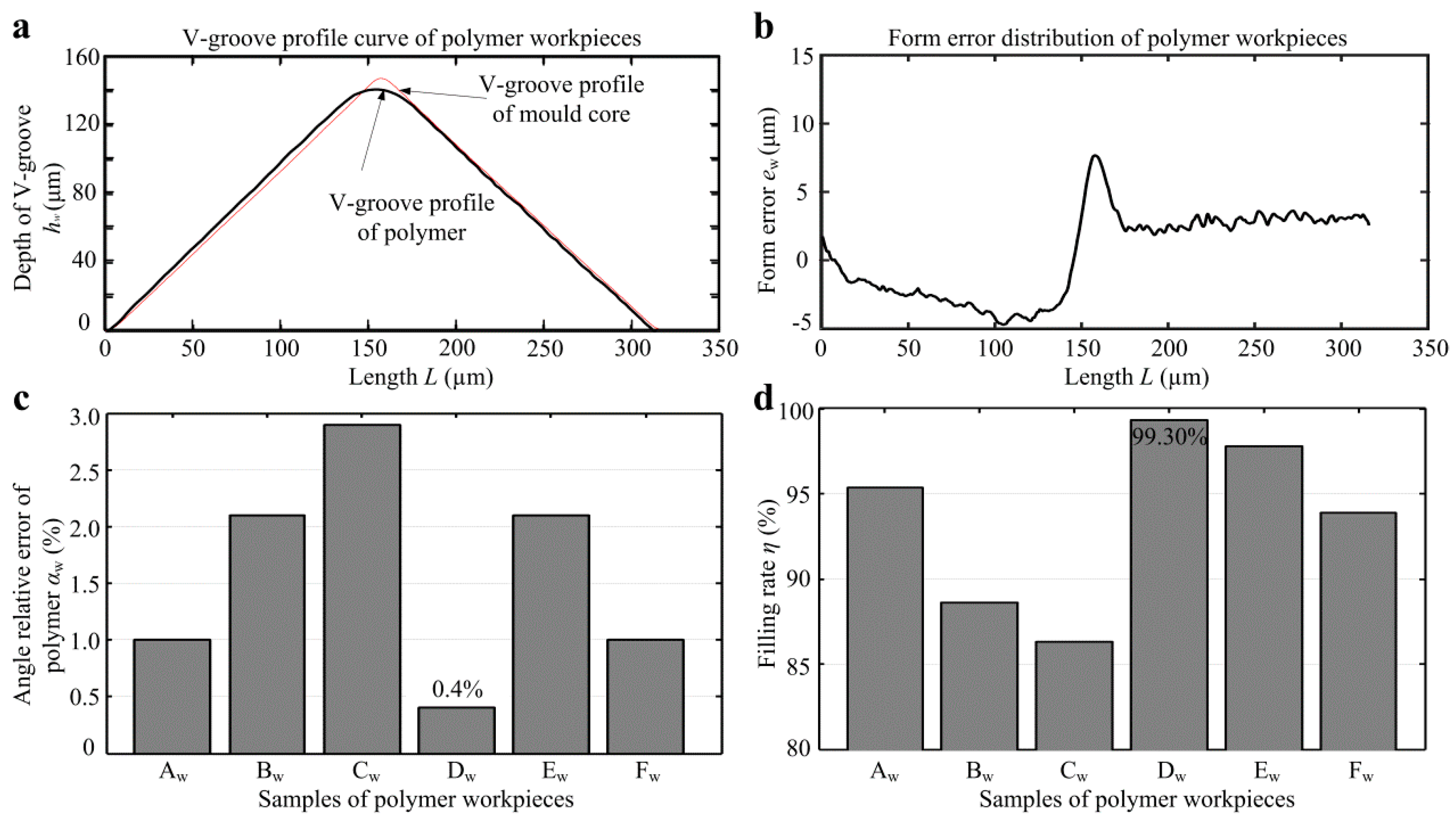
3.3. Machining Accuracy of Micro-Ground Mold Core and Filling Rate of Micro-Formed Polymer
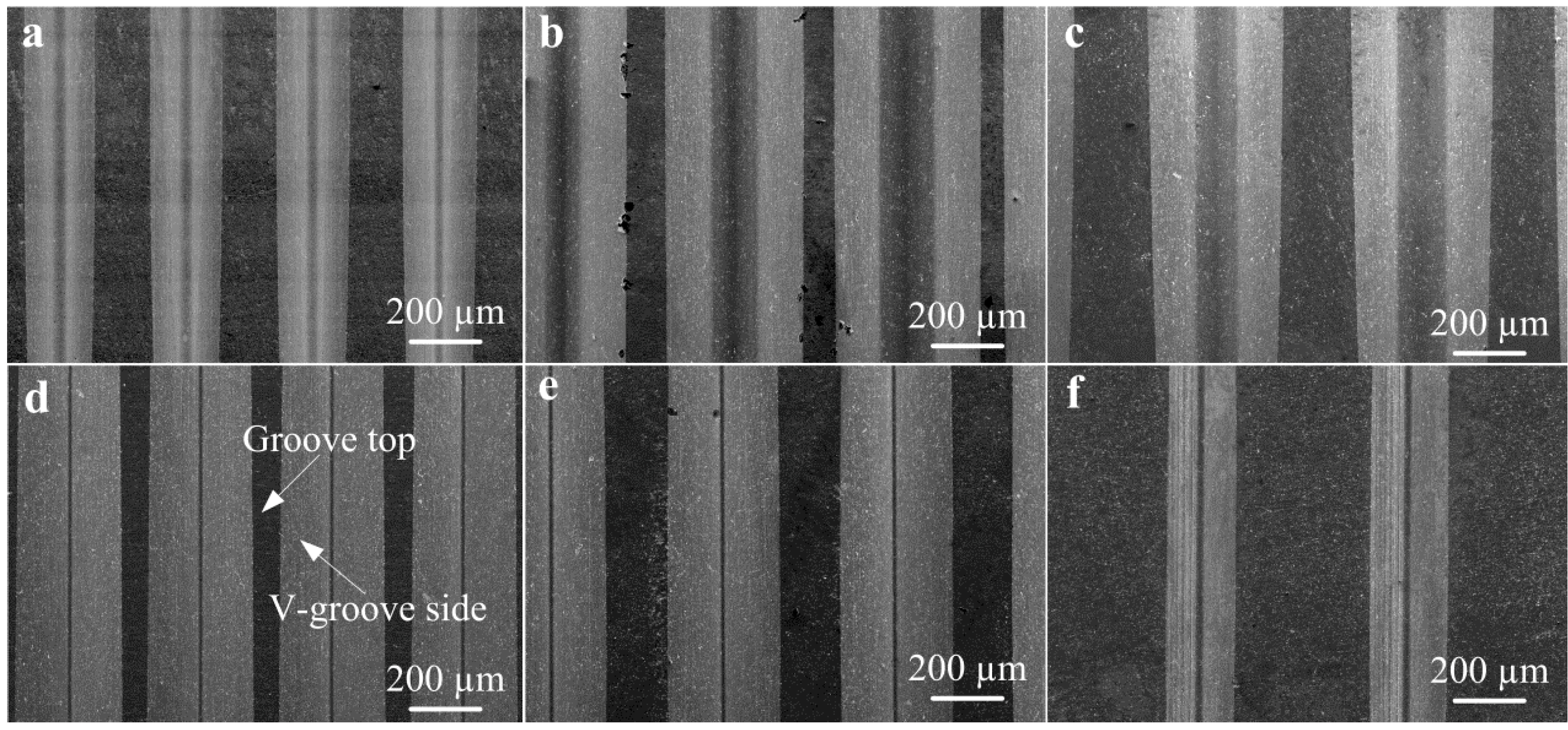
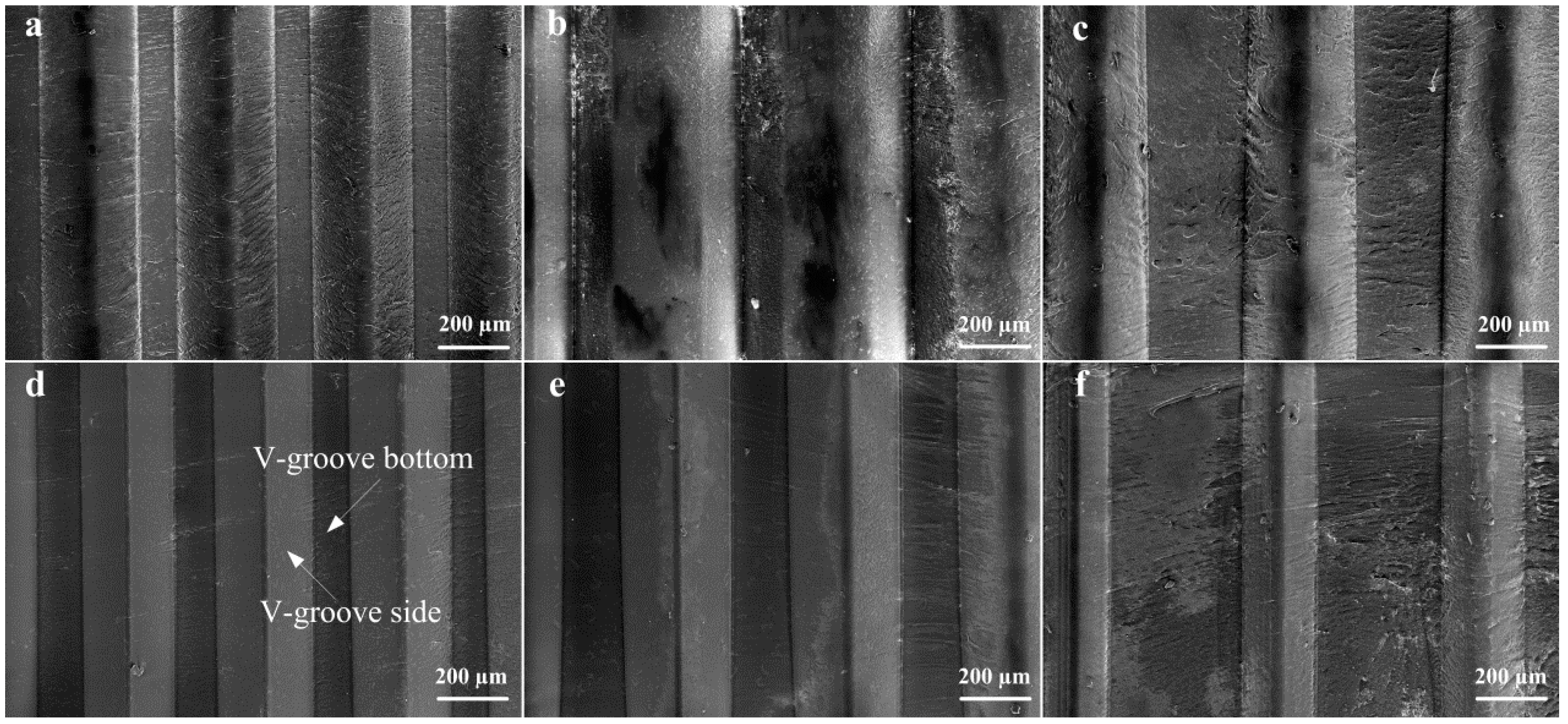
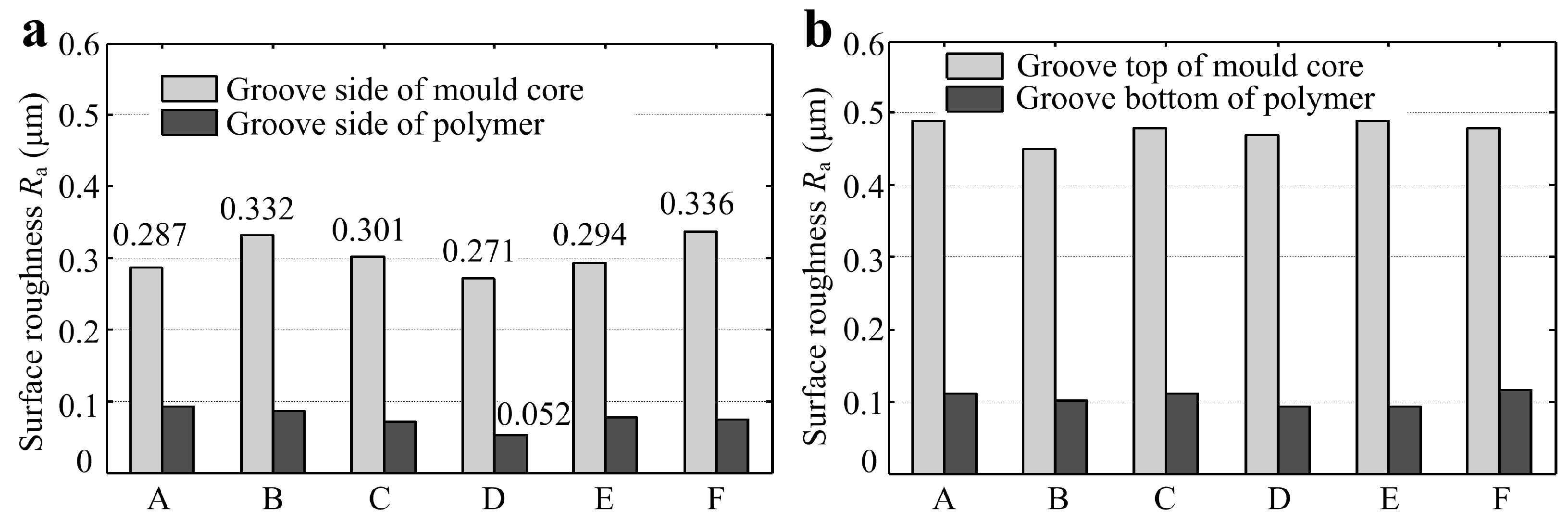
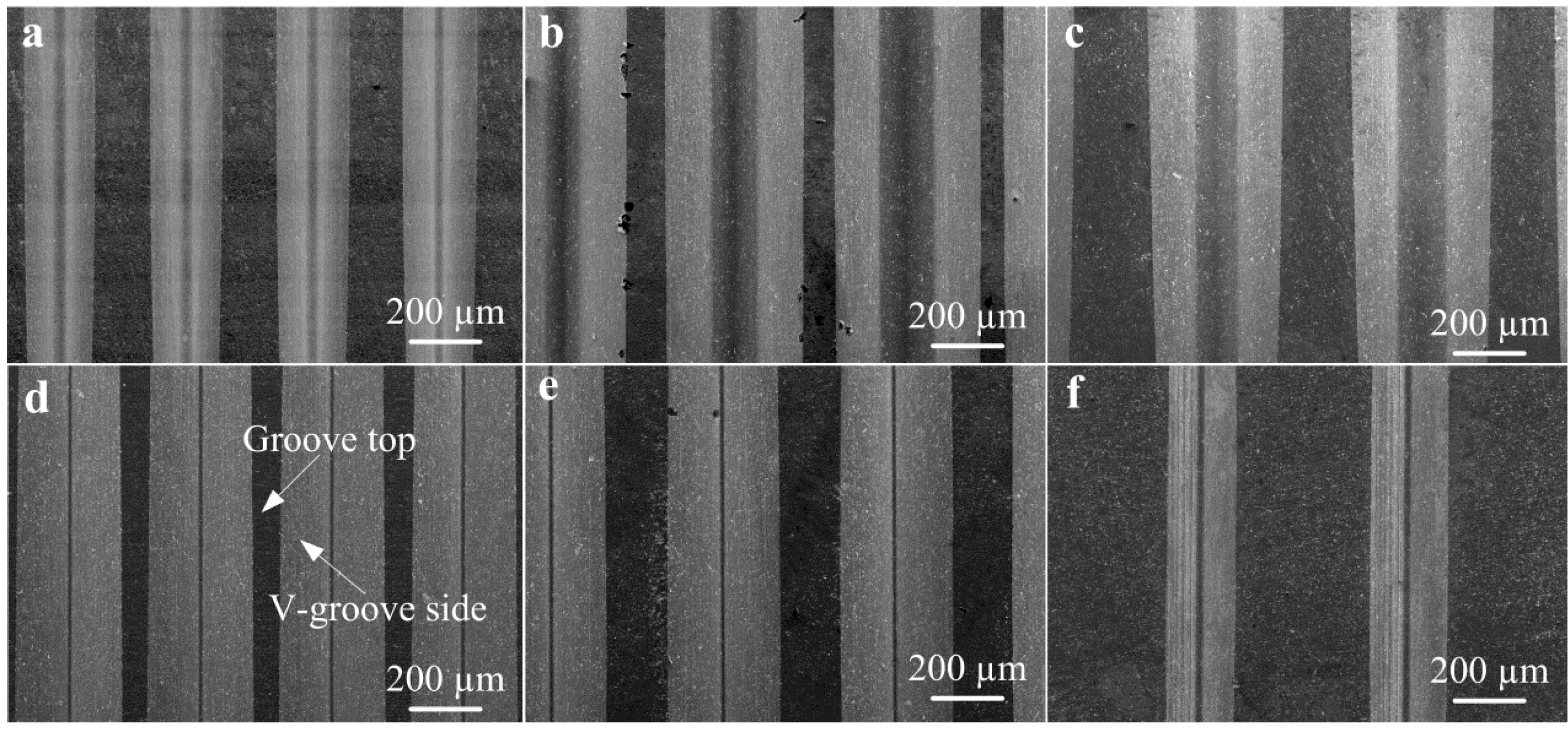
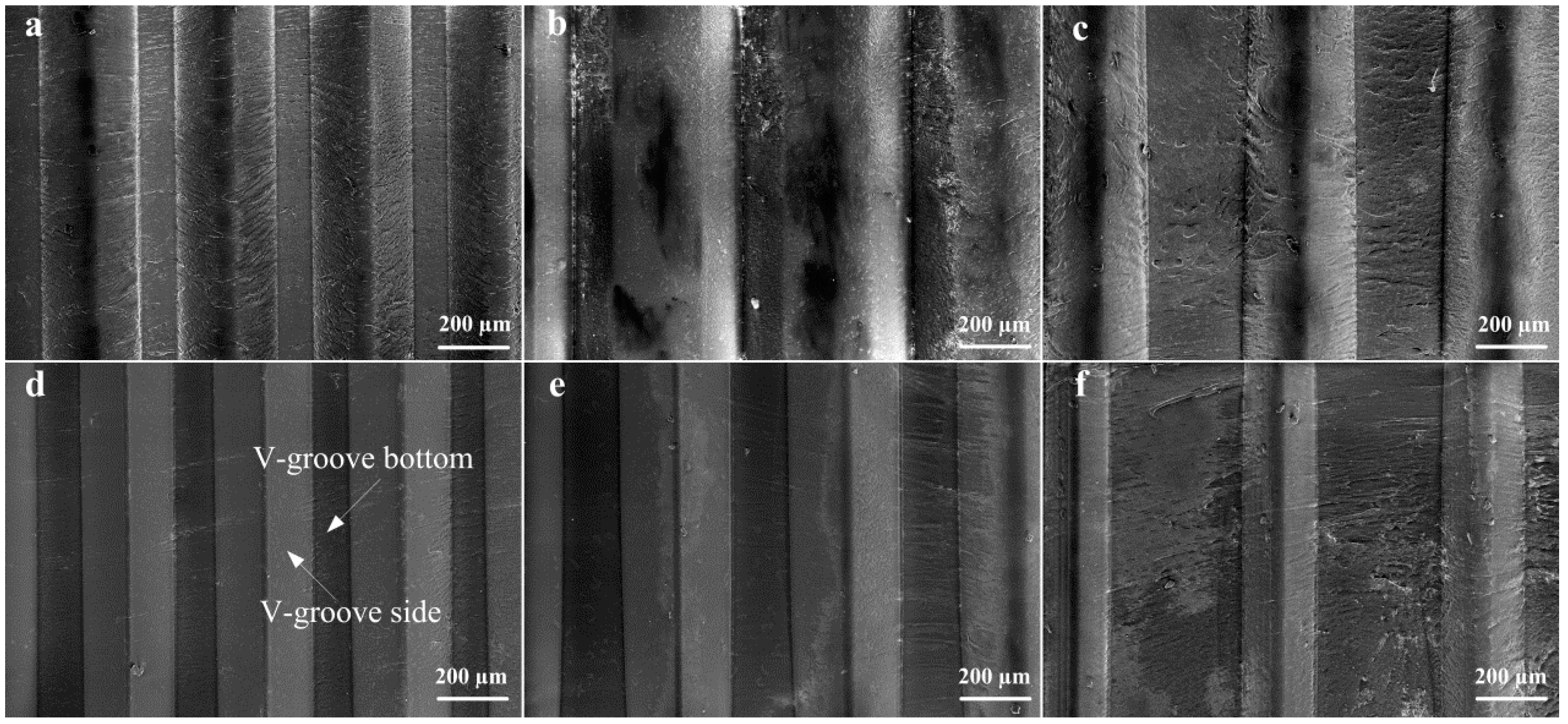
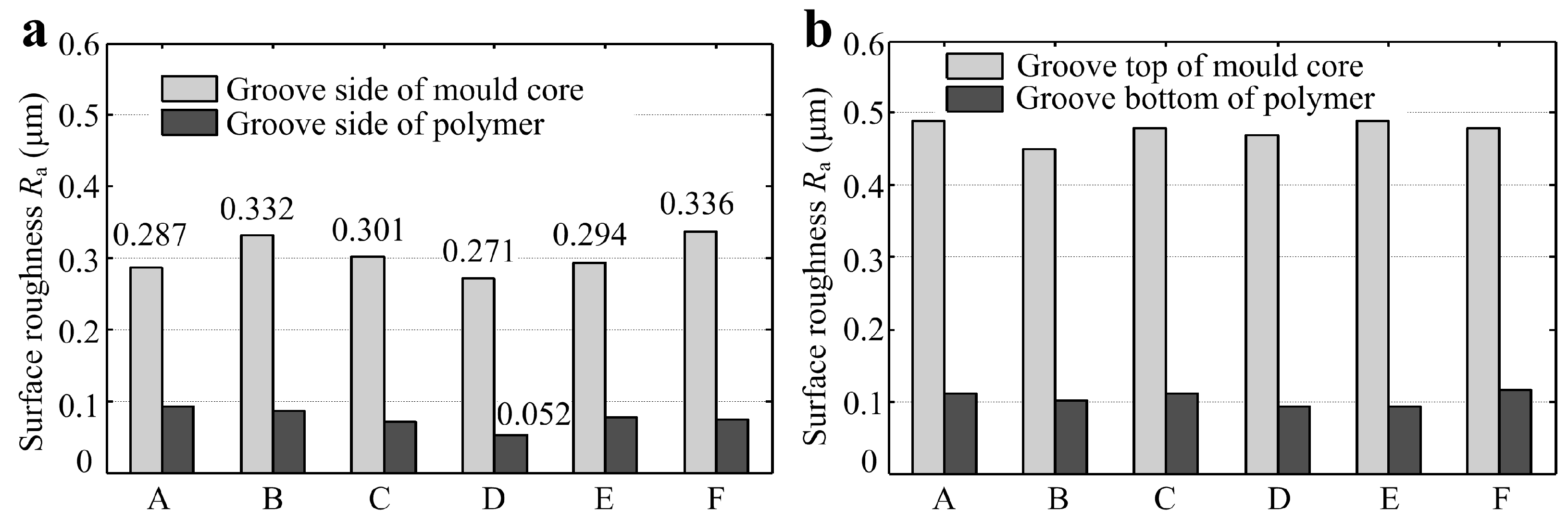
3.4. Surface Quality Analysis of Mold Core and Injection Molded Polymers
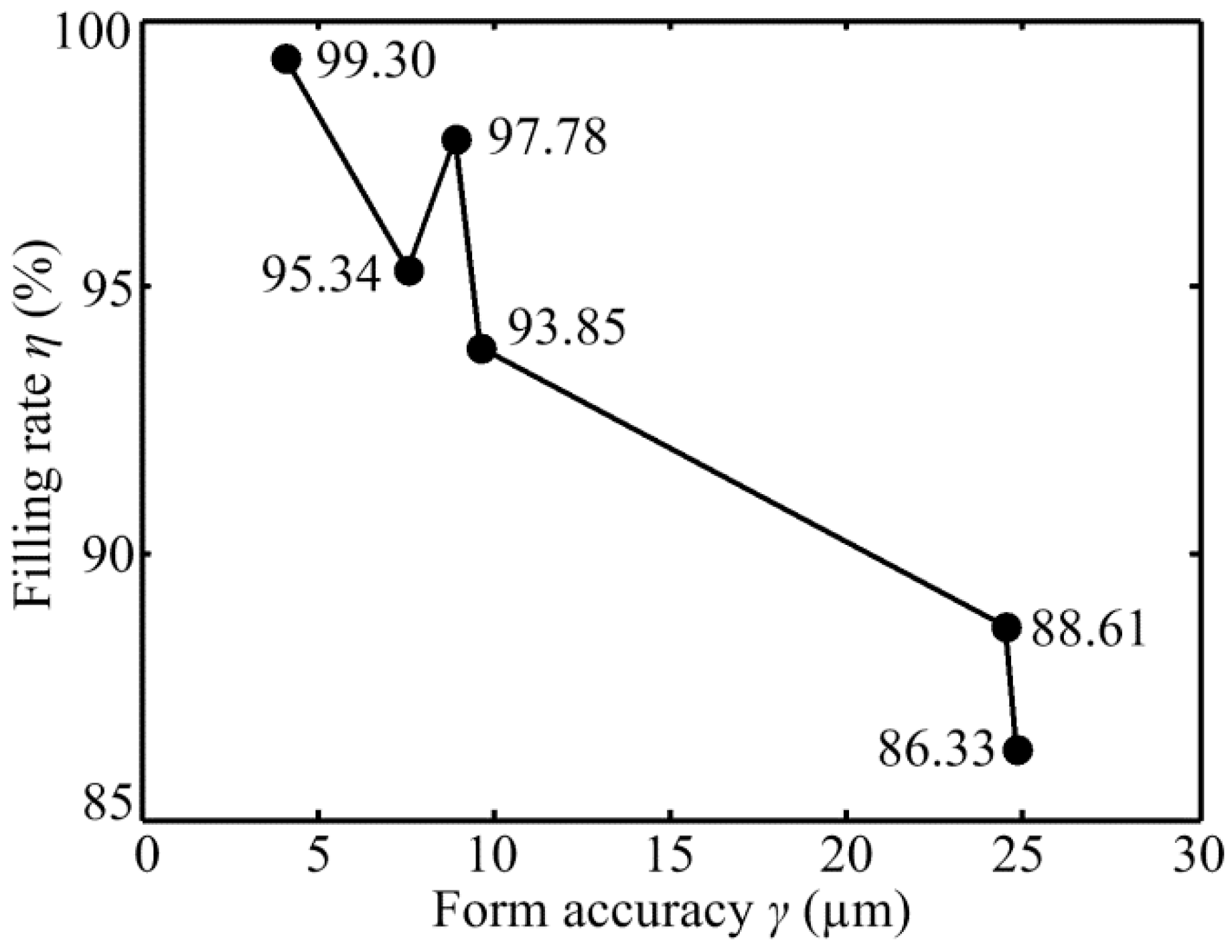
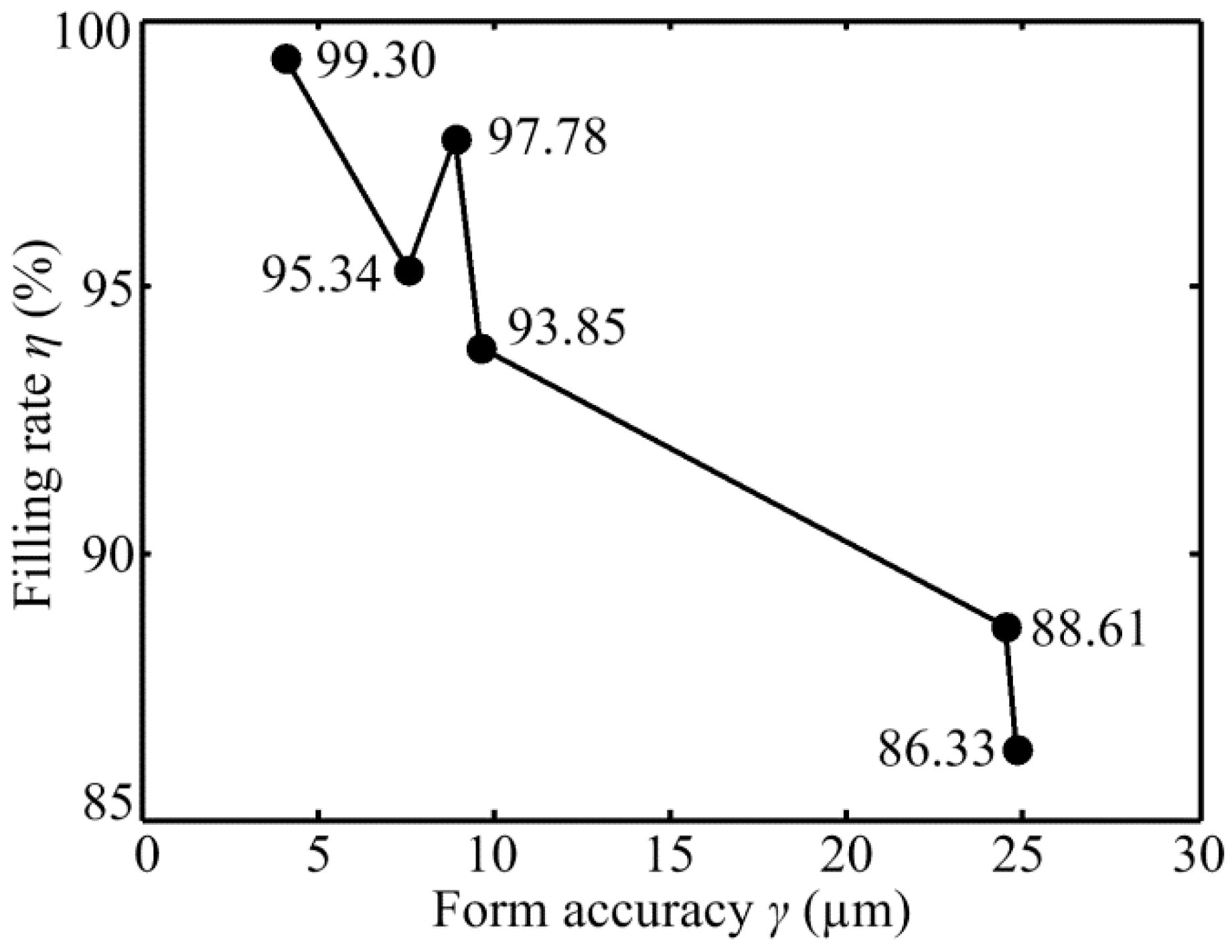
3.5. Relationship between Filling Rate of Micro-Structured Polymer and form Accuracy of Micro-Ground Mold Core
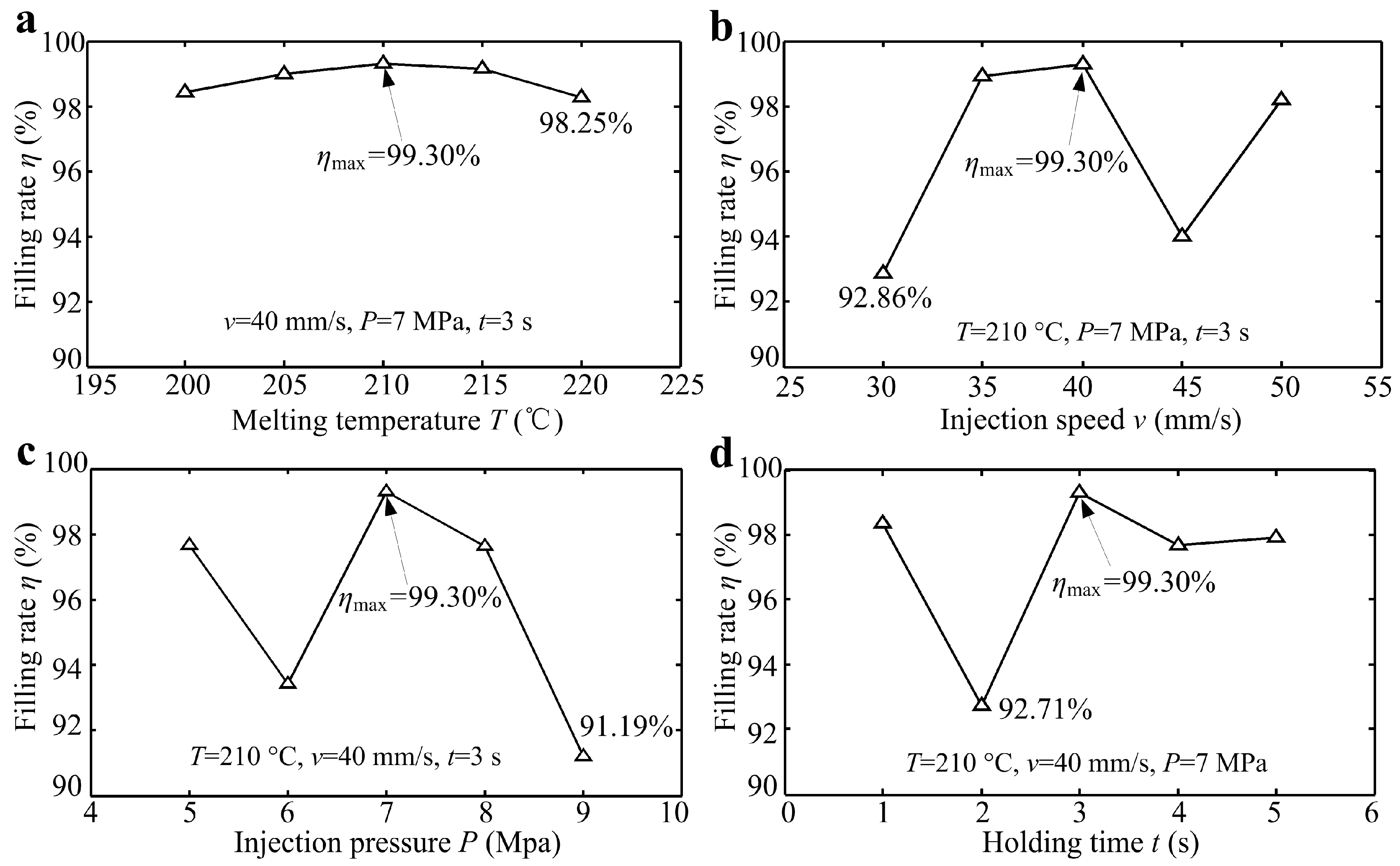
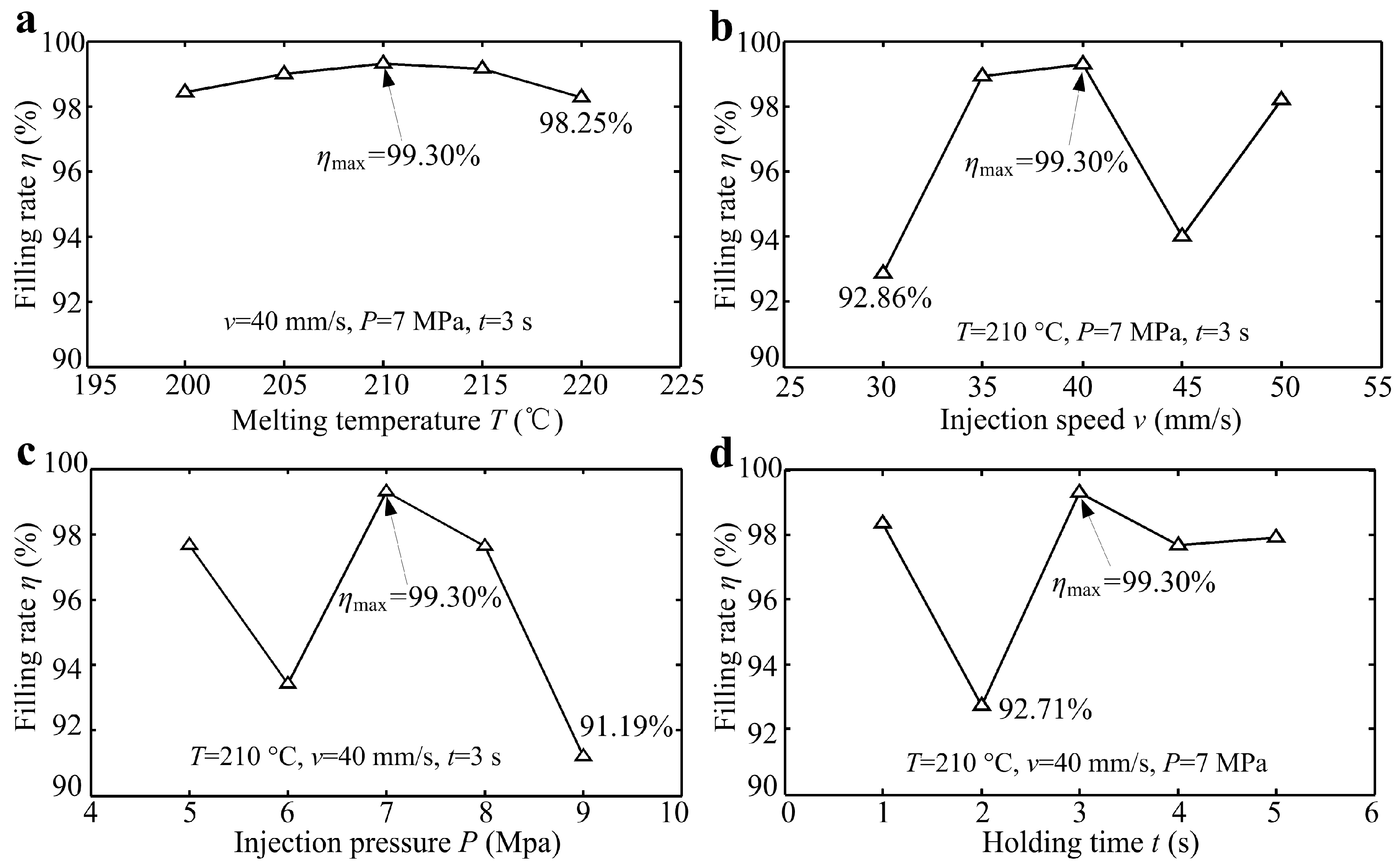
3.6. Effects of Micro Injection Molding Parameters on the Filling Rate of Micro-Structured Polymer
4. Conclusions
- The highest form accuracy of the micro-ground mold core and filling rate of the micro-structured polymer can reach to 4.05 µm and 99.30%, respectively. The minimum angle relative error of the micro-formed polymer is only 0.4%.
- The surface roughness Ra of micro-formed polymer side can be maintained below 0.1 μm. The least Ra of micro-ground mold core side is 0.271 μm, and the corresponding Ra of micro-formed polymer can also reach a minimum value of 0.052 μm.
- The form accuracy of micro-ground mold core positively influences the filling rate of micro-formed polymer. The filling rate of micro-structured polymer basically increases with the increasing machining accuracy of the mold core.
- The injection pressure has the greatest influence on the filling rate of micro-formed polymer, while the melt temperature has the least influence.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Maghsoudi, K.; Jafari, R.; Momen, G.; Farzaneh, M. Micro-nanostructured polymer surfaces using injection molding: A review. Mater. Today Commun. 2017, 13, 126–143. [Google Scholar] [CrossRef]
- Gao, S.; Qiu, Z.J.; Ma, Z.; Yang, Y.J. Development of high efficiency infrared-heating-assisted micro-injection molding for fabricating micro-needle array. Int. J. Adv. Manuf. Technol. 2017, 92, 831–838. [Google Scholar] [CrossRef]
- Guarino, V.; Causa, F.; Salerno, A.; Ambrosio, L.; Netti, P.A. Design and manufacture of microporous polymeric materials with hierarchal complex structure for biomedical application. Mater. Sci. Tech. 2008, 24, 1111–1117. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection molding of thermoplastic polymers: A review. J. Micromech. Microeng. 2007, 17, R96–R109. [Google Scholar] [CrossRef]
- Loaldi, D.; Quagliotti, D.; Calaon, M.; Parenti, P.; Annoni, M.; Tosello, G. Manufacturing signatures of injection molding and injection compression molding for micro-structured polymer fresnel lens production. Micromachines 2018, 9, 653. [Google Scholar] [CrossRef]
- Bellantone, V.; Surace, R.; Trotta, G.; Fassi, I. Replication capability of micro injection molding process for polymeric parts manufacturing. Int. J. Adv. Manuf. Technol. 2013, 67, 1407–1421. [Google Scholar] [CrossRef]
- Lu, Z.; Zhang, K.F. Morphology and mechanical properties of polypropylene micro-arrays by micro-injection molding. Int. J. Adv. Manuf. Technol. 2009, 40, 490–496. [Google Scholar] [CrossRef]
- Weng, C.; Wang, F.; Zhou, M.Y.; Yang, D.J.; Jiang, B.Y. Fabrication of hierarchical polymer surfaces with superhydrophobicity by injection molding from nature and function-oriented design. Appl. Surf. Sci. 2018, 436, 224–233. [Google Scholar] [CrossRef]
- Lucchetta, G.; Sorgato, M.; Carmignato, S.; Savio, E. Investigating the technological limits of micro-injection molding in replicating high aspect ratio micro-structured surfaces. CIRP J. Manuf. Sci. Technol. 2014, 63, 521–524. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Lucchetta, G. Analysis of the influence of part thickness on the replication of micro-structured surfaces by injection molding. Mater. Des. 2016, 95, 219–224. [Google Scholar] [CrossRef]
- Niewerth, F.; Necker, M.; Rösler, J. Influence of chromium on microstructure and etching behaviour of new Ni–Fe–Al based alloy. Mater. Sci. Tech. 2015, 31, 349–354. [Google Scholar] [CrossRef]
- Zhou, C.L.; Ngai, T.W.L.; Li, L.J. Wetting behaviour of laser textured Ti3SiC2 surface with micro-grooved structures. Mater. Sci. Tech. 2016, 32, 805–812. [Google Scholar]
- Debnath, T.; Patowari, P.K. Fabrication of an array of micro fins using wire EDM and its parametric analysis. Mater. Manuf. Process. 2019, 34, 580–589. [Google Scholar] [CrossRef]
- Wang, C.J.; Cheung, C.F.; Liu, M.Y.; Lee, W.B. Fluid jet-array parallel machining of optical microstructure array surfaces. Opt. Express 2017, 25, 22710–22725. [Google Scholar] [CrossRef]
- Lu, Y.J.; Xie, J.; Si, X.H. Study on micro-topographical removals of diamond grain and metal bond in dry electro-contact discharge dressing of coarse diamond grinding wheel. Int. J. Mach. Tools Manuf. 2015, 88, 118–130. [Google Scholar] [CrossRef]
- Zhang, L.; Xie, J.; Guo, A.D. Study on micro-crack induced precision severing of quartz glass chips. Micromachines 2018, 9, 224. [Google Scholar] [CrossRef]
- Li, Z.P.; Zhang, F.H.; Luo, X.C.; Guo, X.G.; Cai, Y.K.; Chang, W.L.; Sun, J.N. A new grinding force model for micro grinding RB-SiC ceramic with grinding wheel topography as an input. Micromachines 2018, 9, 368. [Google Scholar] [CrossRef]
- Zhou, C.L.; Wu, X.Y.; Lu, Y.J.; Wu, W.; Zhao, H.; Li, L.J. Fabrication of hydrophobic Ti3SiC2 surface with micro-grooved structures by wire electrical discharge machining. Ceram. Int. 2018, 44, 18227–18234. [Google Scholar] [CrossRef]
- Zhou, C.L.; Wu, X.Y.; Ngai, T.W.L.; Li, L.J.; Ngai, S.L.; Chen, Z.M. Al alloy/Ti3SiC2 composites fabricated by pressureless infiltration with melt-spun Al alloy ribbons. Ceram. Int. 2018, 44, 6026–6032. [Google Scholar] [CrossRef]
- Xie, J.; Luo, M.J.; Wu, K.K.; Yang, L.F.; Li, D.H. Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool. Int. J. Mach. Tools Manuf. 2013, 73, 25–36. [Google Scholar] [CrossRef]
- Xie, J.; Xie, H.F.; Luo, M.J.; Tan, T.W.; Li, P. Dry electro-contact discharge mutual-wear truing of micro diamond wheel V-tip for precision micro-grinding. Int. J. Mach. Tools Manuf. 2012, 60, 44–51. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CNC Grinder | SMART B818 III |
|---|---|
| Diamond grinding wheel | SD3000, resin bond, diameter D = 150 mm, width B = 4 mm, Wheel speed N = 3000 r/min |
| Workpiece | Ti3SiC2 ceramic mold core |
| Rough machining | Feed speed vf = 1000 mm/min, depth of cut a = 5 µm |
| Finish machining | Feed speed vf = 100 mm/min, depth of cut a = 1, Σa = 10 µm |
| Coolant | Emulsion |
| Sample | V-Groove Angle α (°) | V-Groove Depth h (µm) | V-Groove Space b (µm) |
|---|---|---|---|
| Am | 90 | 100 | 400 |
| Bm | 90 | 100 | 500 |
| Cm | 90 | 100 | 600 |
| Dm | 90 | 150 | 400 |
| Em | 90 | 150 | 500 |
| Fm | 90 | 150 | 600 |
| No. | Melt Temperature T (°C) | Injection Speed v (mm/s) | Injection Pressure P (MPa) | Holding Time t (s) |
|---|---|---|---|---|
| 1 | 200 | 40 | 7 | 3 |
| 2 | 205 | 40 | 7 | 3 |
| 3 | 210 | 40 | 7 | 3 |
| 4 | 215 | 40 | 7 | 3 |
| 5 | 220 | 40 | 7 | 3 |
| 6 | 210 | 30 | 7 | 3 |
| 7 | 210 | 35 | 7 | 3 |
| 8 | 210 | 45 | 7 | 3 |
| 9 | 210 | 50 | 7 | 3 |
| 10 | 210 | 40 | 5 | 3 |
| 11 | 210 | 40 | 6 | 3 |
| 12 | 210 | 40 | 8 | 3 |
| 13 | 210 | 40 | 9 | 3 |
| 14 | 210 | 40 | 7 | 1 |
| 15 | 210 | 40 | 7 | 2 |
| 16 | 210 | 40 | 7 | 4 |
| 17 | 210 | 40 | 7 | 5 |
| Sample | V-Groove Angle α1 (°) | V-Groove Depth h1 (µm) | V-Groove Space b1 (µm) |
|---|---|---|---|
| Am | 90.88 | 99.72 | 400.43 |
| Bm | 91.87 | 106.64 | 503.17 |
| Cm | 91.80 | 100.37 | 604.17 |
| Dm | 91.17 | 148.10 | 401.97 |
| Em | 91.19 | 152.61 | 506.52 |
| Fm | 91.35 | 153.93 | 599.86 |
| Sample | V-Groove Angle α2 (°) | V-Groove Depth h2 (µm) | V-Groove Space b2 (µm) |
|---|---|---|---|
| Aw | 89.98 | 98.74 | 400.40 |
| Bw | 89.98 | 106.50 | 500.40 |
| Cw | 89.12 | 98.43 | 600.50 |
| Dw | 90.81 | 147.15 | 398.00 |
| Ew | 89.26 | 150.77 | 501.40 |
| Fw | 90.26 | 151.55 | 598.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.; Chen, F.; Wu, X.; Zhou, C.; Lou, Y.; Li, L. Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core. Micromachines 2019, 10, 253. https://doi.org/10.3390/mi10040253
Lu Y, Chen F, Wu X, Zhou C, Lou Y, Li L. Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core. Micromachines. 2019; 10(4):253. https://doi.org/10.3390/mi10040253
Chicago/Turabian StyleLu, Yanjun, Fumin Chen, Xiaoyu Wu, Chaolan Zhou, Yan Lou, and Liejun Li. 2019. "Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core" Micromachines 10, no. 4: 253. https://doi.org/10.3390/mi10040253
APA StyleLu, Y., Chen, F., Wu, X., Zhou, C., Lou, Y., & Li, L. (2019). Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core. Micromachines, 10(4), 253. https://doi.org/10.3390/mi10040253