Review on Fabrication Technologies for Optical Mold Inserts


Abstract
:1. Introduction
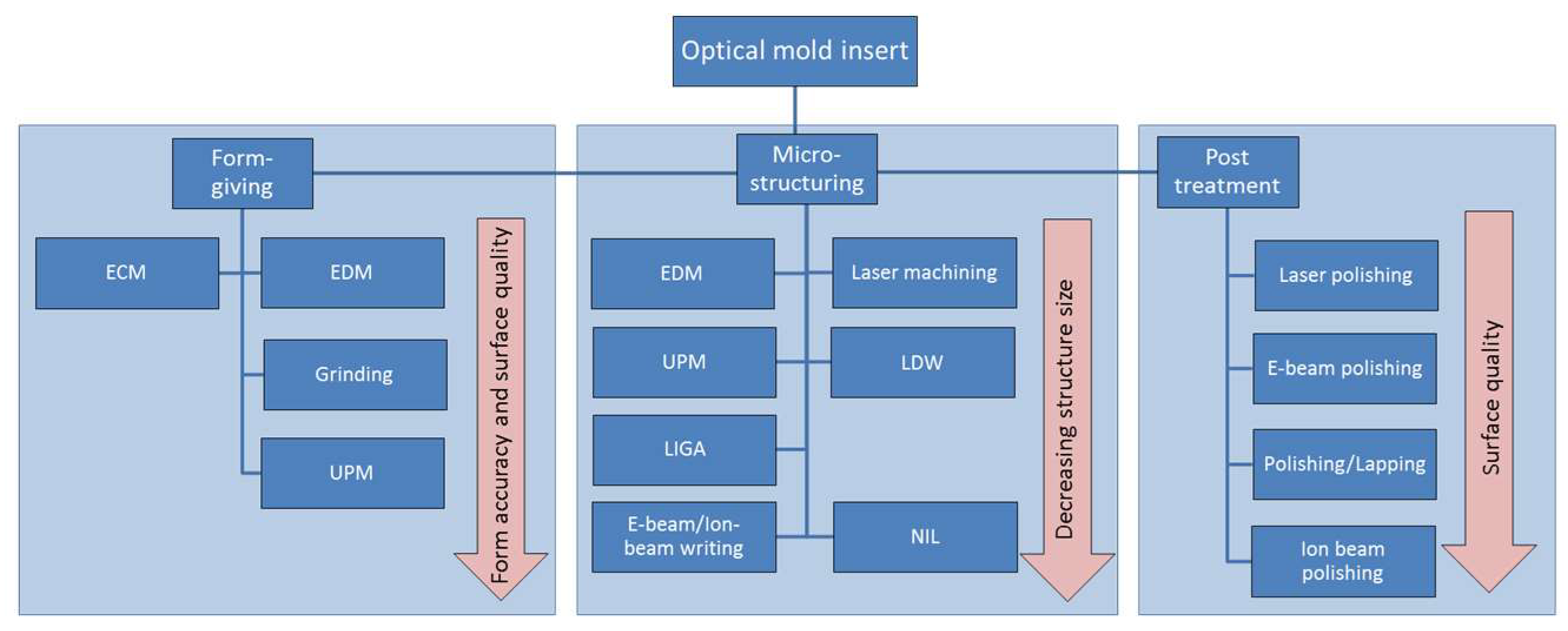
2. Fabrication Methods
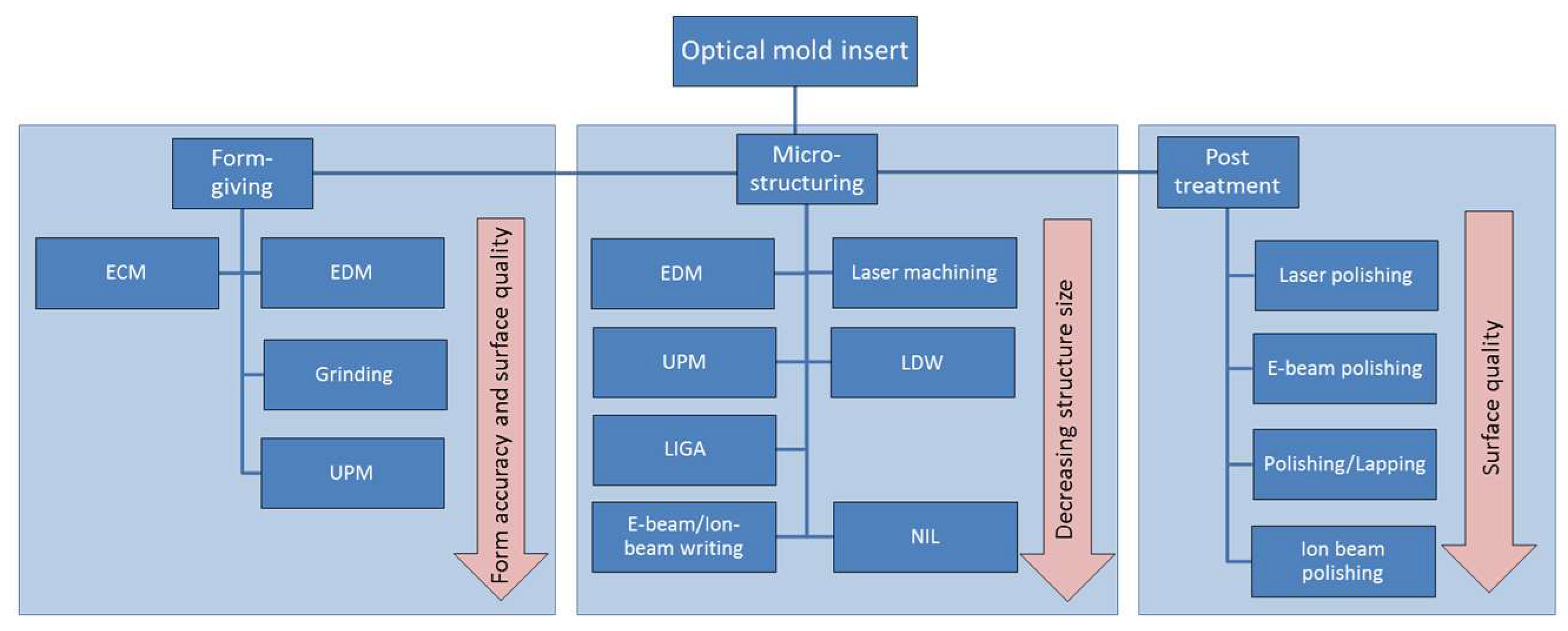
3. Form-Giving Technologies
3.1. Ultra-Precision Machining (UPM)
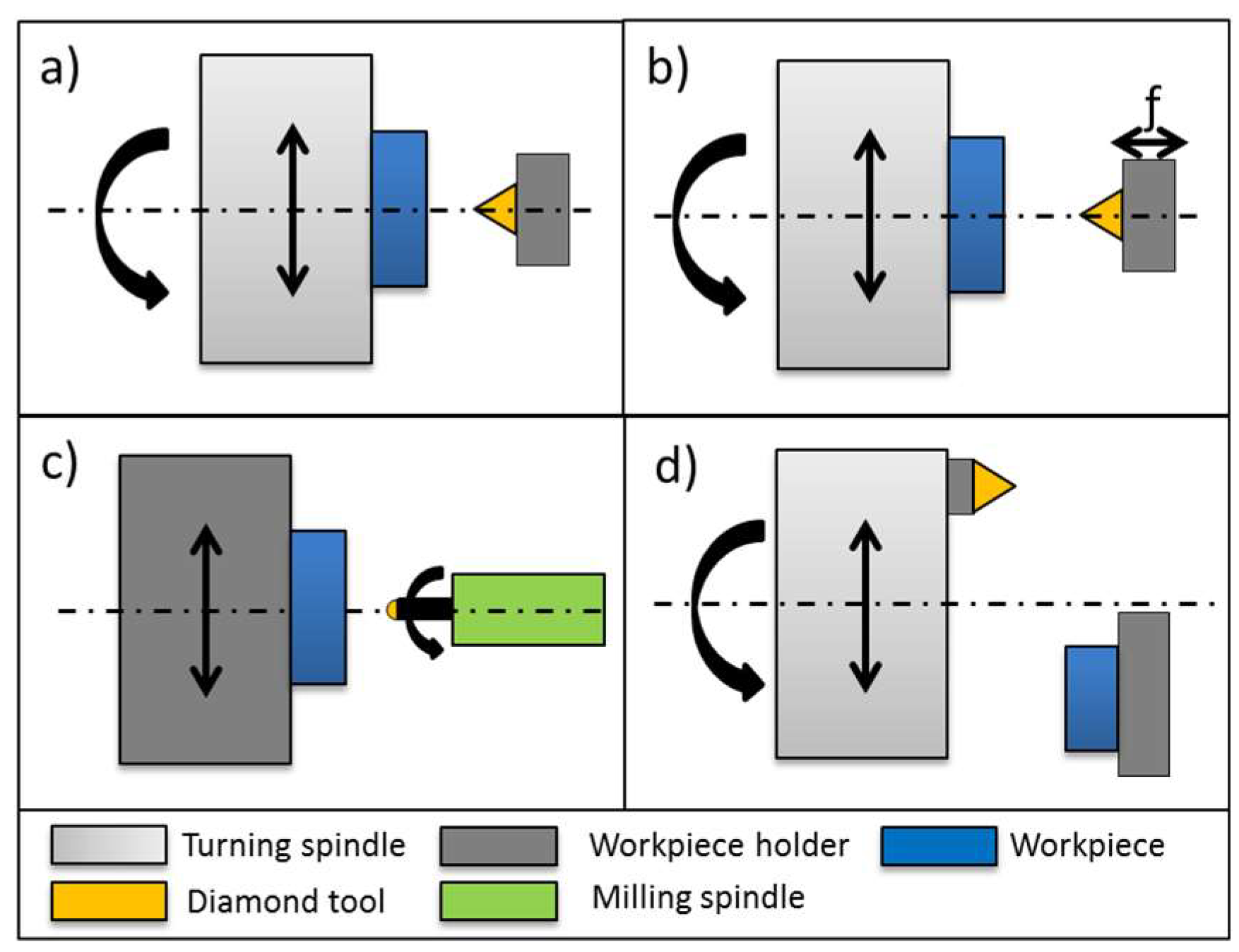
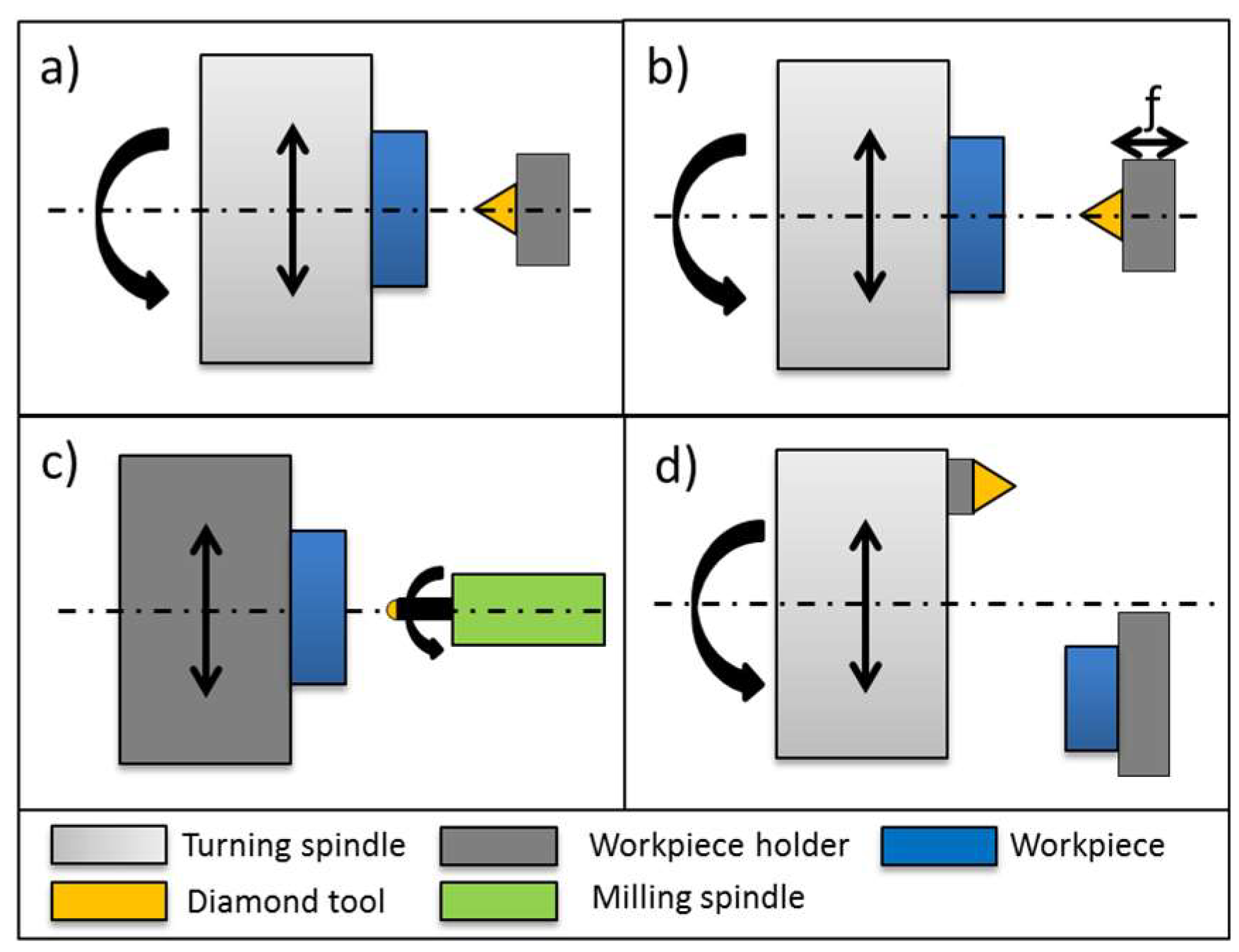
3.1.1. Diamond Turning
Slow Tool Servo
Fast Tool Servo
3.1.2. Diamond Milling
3.1.3. Fly Cutting
3.1.4. UPM of Steel
- Adhesion and formation of a built-up edge;
- Abrasion, microchipping, fracture and fatigue;
- Tribothermal wear;
- Tribochemical wear.
- Using ultrasonic vibration cutting;
- Optimizing cutting conditions;
- Modifying the cutting tool;
- Using binderless cubic boron nitride (cBN) tools.
Optimized Cutting Conditions
Tool Modification
Binderless Cubic Boron Nitride (cBN)
3.2. Electric Discharge Machining (EDM)
3.3. Electrochemical Machining (ECM)
3.4. Grinding
4. Micro-Structuring Technologies
4.1. Lithographie, Galvanik and Abformung (LIGA)
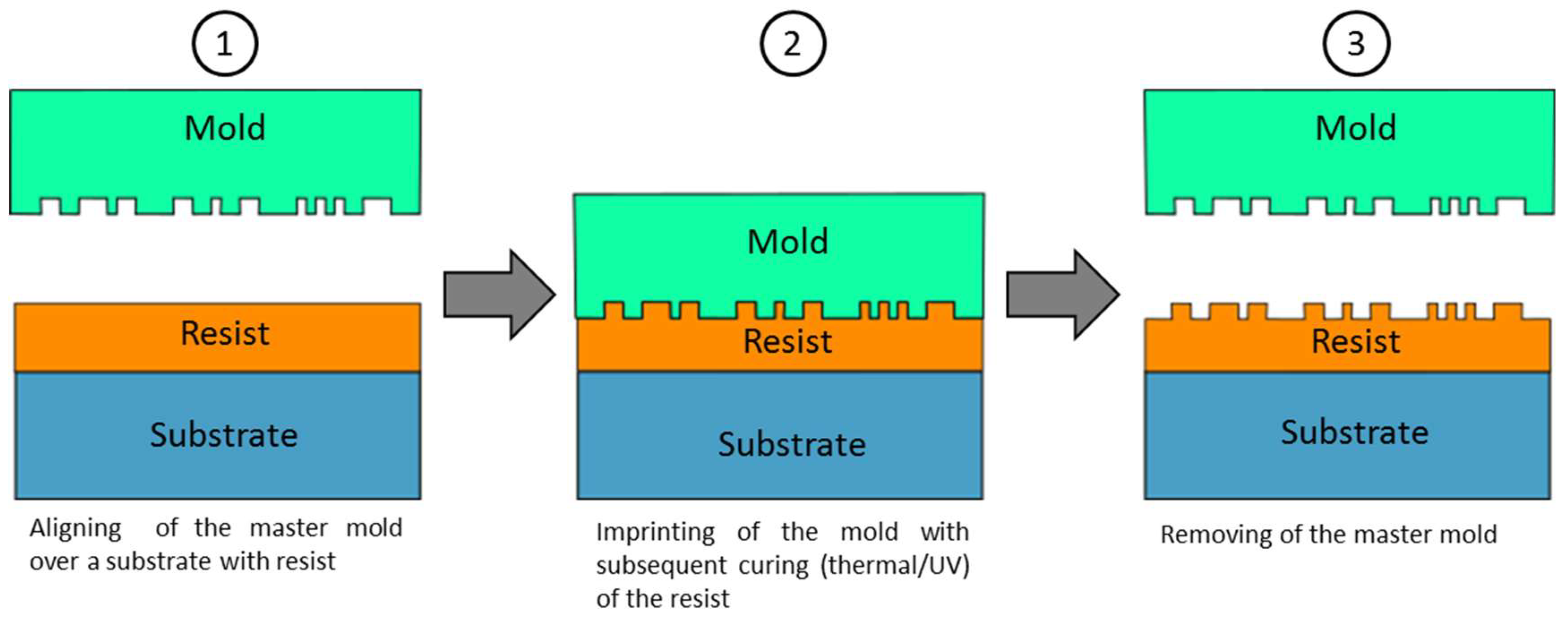
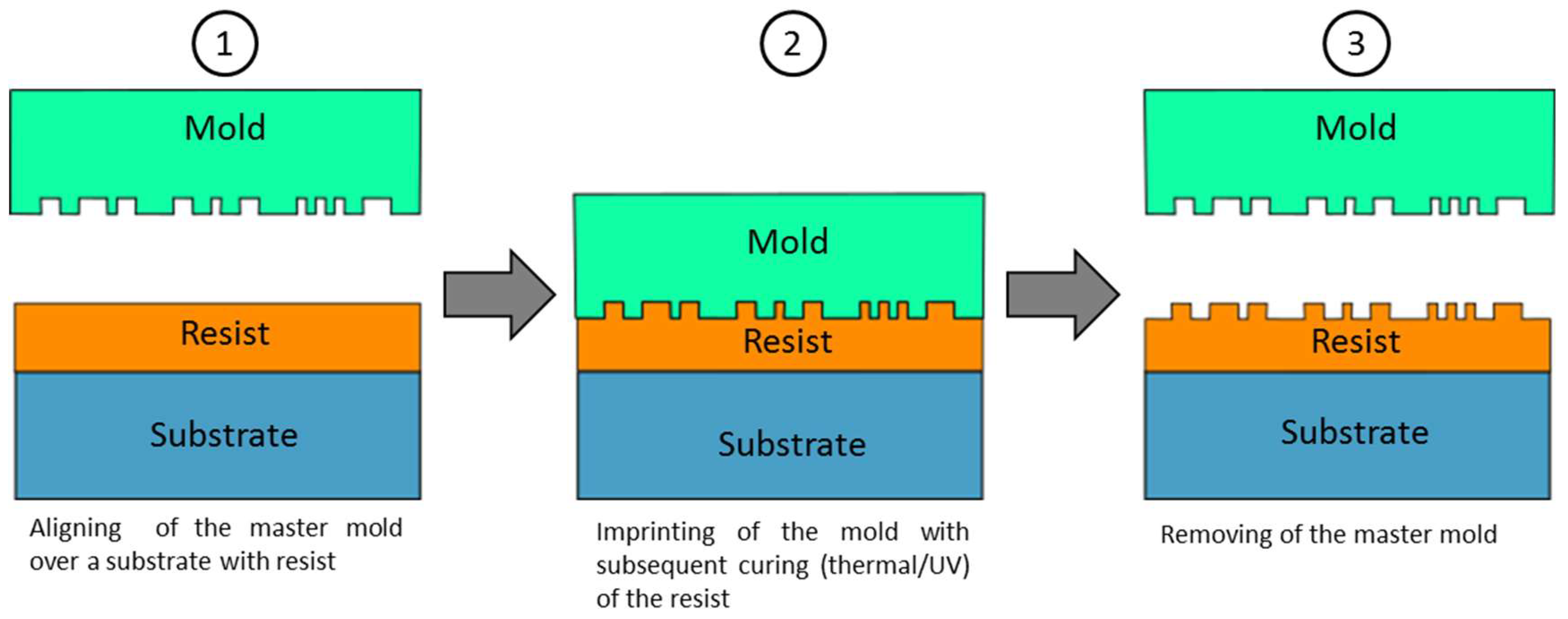
4.2. Nanoimprint Lithography (NIL)
4.3. Laser Direct Writing
4.4. E-Beam Writing
4.5. Ion Beam Lithography
4.6. Laser Machining
4.7. Polishing/Lapping
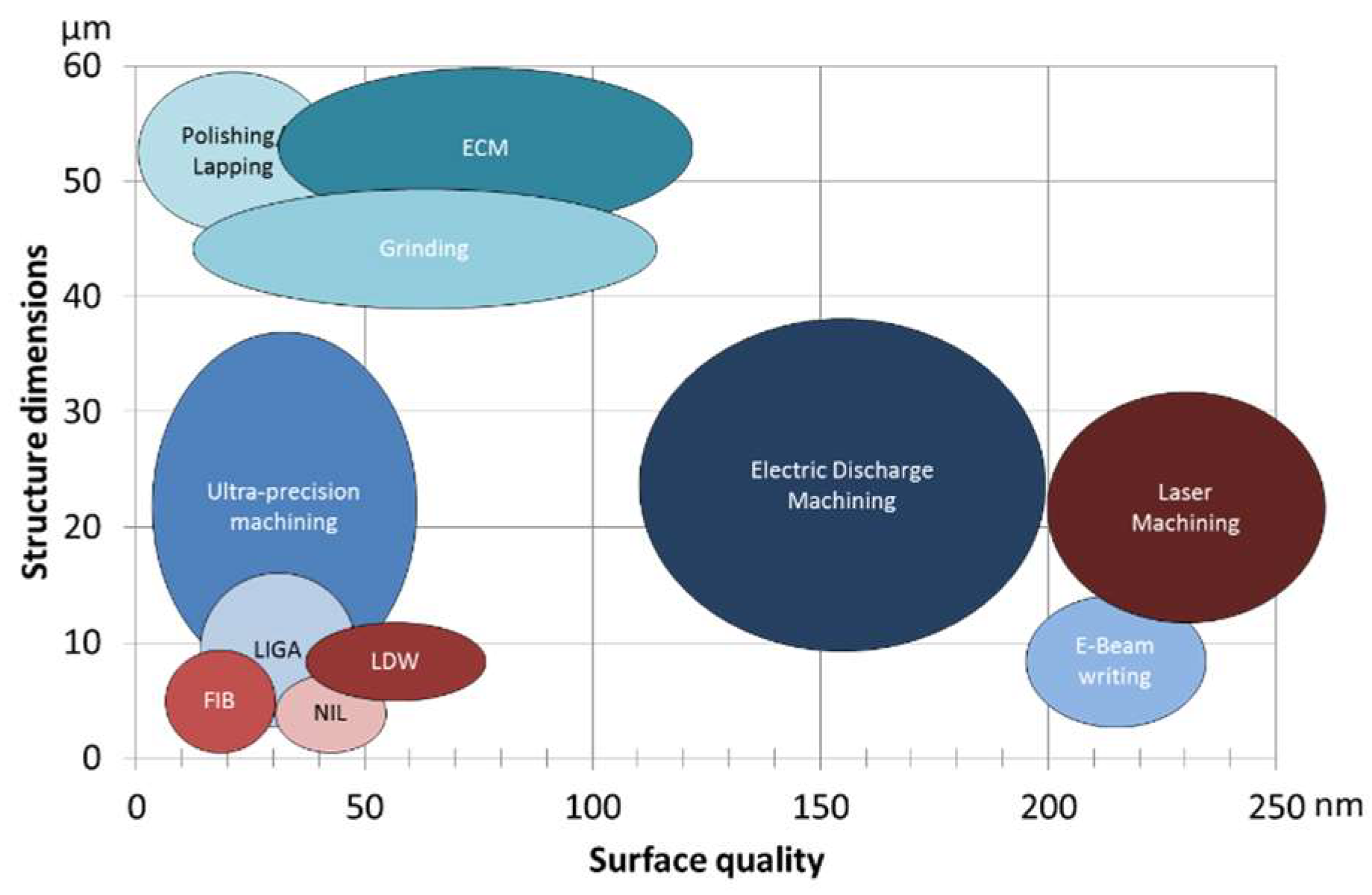
5. Summary and Discussion
5.1. Form-Giving Technologies
5.2. Micro-Structuring Technologies
Author Contributions
Funding
Conflicts of Interest
References
- Doushkina, V.; Fleming, E. Optical and mechanical design advantages using polymer optics. In Proceedings of the 2009 SPIE Optical Engineering + Applications, San Diego, CA, USA, 2–6 August 2009; p. 74240Q. [Google Scholar]
- Zhenrong, Z.; Xiang, H.; Xu, L. Freeform surface lens for LED uniform illumination. Appl. Opt. 2009, 48, 6627–6634. [Google Scholar] [CrossRef] [PubMed]
- Thompson, K.P.; Rolland, J.P. Freeform optical surfaces: A revolution in imaging optical design. Opt. Photonics News 2012, 23, 30–35. [Google Scholar] [CrossRef]
- Hicks, R.A. Controlling a ray bundle with a free-form reflector. Opt. Lett. 2008, 33, 1672–1674. [Google Scholar] [CrossRef]
- Lee, B.-K.; Kim, D.S.; Kwon, T.H. Replication of microlens arrays by injection molding. Microsyst. Technol. 2004, 10, 531–535. [Google Scholar] [CrossRef]
- Roeder, M.; Schilling, P.; Hera, D.; Guenther, T.; Zimmermann, A. Influences on the fabrication of diffractive optical elements by injection compression molding. J. Manuf. Mater. Process. 2018, 2, 5. [Google Scholar] [CrossRef]
- Lin, C.-M.; Hsieh, H.-K. Processing optimization of Fresnel lenses manufacturing in the injection molding considering birefringence effect. Microsyst. Technol. 2017, 23, 5689–5695. [Google Scholar] [CrossRef]
- Brenner, K.-H.; Frank, M.; Kufner, M.; Kufner, S.; Moisel, J.; Mueller, A.; Sinzinger, S.; Testorf, M.E.; Goettert, J.; Mohr, J. Micro-optical setup with microlenses and microprisms based on refractive optics. In Proceedings of the Topical Meeting on Optical Computing, Minsk, Belarus, 29 June–1 July 1992; pp. 228–234. [Google Scholar]
- Lee, C.; Kuriyagawa, T.; Woo, D.-K.; Lee, S.-K. Optimizing the fabrication process of a high-efficiency blazed grating through diamond scribing and molding. J. Micromech. Microeng. 2010, 20, 055028. [Google Scholar] [CrossRef]
- Karp, J.H.; Tremblay, E.J.; Ford, J.E. Planar micro-optic solar concentrator. Opt. Express 2010, 18, 1122–1133. [Google Scholar] [CrossRef] [PubMed]
- Sierra, C.; Vázquez, A.J. High solar energy concentration with a Fresnel lens. J. Mater. Sci. 2005, 40, 1339–1343. [Google Scholar] [CrossRef]
- Schreiber, P.; Kudaev, S.; Dannberg, P.; Zeitner, U.D. Homogeneous LED-illumination using microlens arrays. In Proceedings of the Optics & Photonics 2005, San Diego, CA, USA, 31 July–4 August 2005; p. 59420K. [Google Scholar]
- Zimmermann, M.; Lindlein, N.; Voelkel, R.; Weible, K.J. Microlens laser beam homogenizer: from theory to application. In Proceedings of the 2007 Photonic Devices + Applications, San Diego, CA, USA, 26–30 August 2007; p. 666302. [Google Scholar]
- Dobson, S.L.; Sun, P.; Fainman, Y. Diffractive lenses for chromatic confocal imaging. Appl. Opt. 1997, 36, 4744–4748. [Google Scholar] [CrossRef]
- Räsänen, J.; Peiponen, K.-E. On-line measurement of the thickness and optical quality of float glass with a sensor based on a diffractive element. Appl. Opt. 2001, 40, 5034–5039. [Google Scholar] [CrossRef] [PubMed]
- Kuivalainen, K.; Peiponen, K.-E.; Myller, K. Application of a diffractive element-based sensor for detection of latent fingerprints from a curved smooth surface. Meas. Sci. Technol. 2009, 20, 077002. [Google Scholar] [CrossRef]
- Becker, H.; Heim, U. Hot embossing as a method for the fabrication of polymer high aspect ratio structures. Sens. Actuators Phys. 2000, 83, 130–135. [Google Scholar] [CrossRef]
- Beich, W.S. Injection molded polymer optics in the 21st Century. In Proceedings of the Optics & Photonics 2005, San Diego, CA, USA, 31 July–4 August 2005; p. 58650J. [Google Scholar]
- Beich, W.S. Plastic Optics: Specifying Injection-Molded Polymer Optics; Photonics Media: Pittsfield, MA, USA, 2010. [Google Scholar]
- Ahn, S.H.; Guo, L.J. Large-area roll-to-roll and roll-to-plate nanoimprint lithography: A step toward high-throughput application of continuous nanoimprinting. ACS Nano 2009, 3, 2304–2310. [Google Scholar] [CrossRef]
- Kooy, N.; Mohamed, K.; Pin, L.; Guan, O. A review of roll-to-roll nanoimprint lithography. Nanoscale Res. Lett. 2014, 9, 320. [Google Scholar] [CrossRef]
- Bäumer, S. Handbook of Plastic Optics; John Wiley & Sons: Hoboken, NJ, USA, 2011; ISBN 978-3-527-63545-0. [Google Scholar]
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of micro and nano surface geometries. CIRP Ann. 2011, 60, 695–714. [Google Scholar] [CrossRef]
- Beich, W.S.; Fendrock, L.; Smock, C.; Turner, N. Recent trends in precision polymer optics fabrication. In Proceedings of the Optical Fabrication and Testing 2008, Rochester, NY, USA, 21–24 October 2008; p. OTuB5. [Google Scholar]
- Ikawa, N.; Donaldson, R.R.; Komanduri, R.; König, W.; Aachen, T.H.; McKeown, P.A.; Moriwaki, T.; Stowers, I.F. Ultraprecision metal cutting—the past, the present and the future. CIRP Ann. Manuf. Technol. 1991, 40, 587–594. [Google Scholar] [CrossRef]
- Taniguchi, N. Current status in, and future trends of, ultraprecision machining and ultrafine materials processing. CIRP Ann. Manuf. Technol. 1983, 32, 573–582. [Google Scholar] [CrossRef]
- Dornfeld, D.; Min, S.; Takeuchi, Y. Recent advances in mechanical micromachining. CIRP Ann. Manuf. Technol. 2006, 55, 745–768. [Google Scholar] [CrossRef]
- Abele, E.; Altintas, Y.; Brecher, C. Machine tool spindle units. CIRP Ann. Manuf. Technol. 2010, 59, 781–802. [Google Scholar] [CrossRef]
- Cheung, C.F.; Lee, W.B. Study of factors affecting the surface quality in ultra-precision diamond turning. Mater. Manuf. Process. 2000, 15, 481–502. [Google Scholar] [CrossRef]
- Zhang, S.J.; To, S.; Zhang, G.Q.; Zhu, Z.W. A review of machine-tool vibration and its influence upon surface generation in ultra-precision machining. Int. J. Mach. Tools Manuf. 2015, 91, 34–42. [Google Scholar] [CrossRef]
- Wang, H.; To, S.; Chan, C.Y.; Cheung, C.F.; Lee, W.B. A theoretical and experimental investigation of the tool-tip vibration and its influence upon surface generation in single-point diamond turning. Int. J. Mach. Tools Manuf. 2010, 50, 241–252. [Google Scholar] [CrossRef]
- Cheung, C.-F.; Lee, W.-B. An investigation of cutting dynamics in single point diamond turning. JSME Int. J. Ser. C 2000, 43, 116–126. [Google Scholar] [CrossRef]
- Furukawa, Y.; Moronuki, N. Effect of material properties on ultra precise cutting processes. CIRP Ann. Manuf. Technol. 1988, 37, 113–116. [Google Scholar] [CrossRef]
- Moronuki, N.; Liang, Y.; Furukawa, Y. Experiments on the effect of material properties on microcutting processes. Precis. Eng. 1994, 16, 124–131. [Google Scholar] [CrossRef]
- Kong, M.C.; Lee, W.B.; Cheung, C.F.; To, S. A study of materials swelling and recovery in single-point diamond turning of ductile materials. J. Mater. Process. Technol. 2006, 180, 210–215. [Google Scholar] [CrossRef]
- To, S.; Cheung, C.F.; Lee, W.B. Influence of material swelling on surface roughness in diamond turning of single crystals. Mater. Sci. Technol. 2001, 17, 102–108. [Google Scholar] [CrossRef]
- To, S.; Lee, W.B.; Cheung, C.F. Orientation changes of aluminium single crystals in ultra-precision diamond turning. J. Mater. Process. Technol. 2003, 140, 346–351. [Google Scholar] [CrossRef]
- Masuda, M.; Maeda, Y.; Nishiguchi, T.; Sawa, M.; Ikawa, N. A Study on diamond turning of Al-Mg alloy—Generation mechanism of surface machined with worn tool. CIRP Ann. Manuf. Technol. 1989, 38, 111–114. [Google Scholar] [CrossRef]
- Moriwaki, T. Machinability of copper in ultra-precision micro diamond cutting. CIRP Ann. Manuf. Technol. 1989, 38, 115–118. [Google Scholar] [CrossRef]
- Zhang, S.J.; To, S.; Cheung, C.F.; Wang, H.T. Dynamic characteristics of an aerostatic bearing spindle and its influence on surface topography in ultra-precision diamond turning. Int. J. Mach. Tools Manuf. 2012, 62, 1–12. [Google Scholar] [CrossRef]
- Lee, W.B.; Cheung, C.F.; Chiu, W.M.; Leung, T.P. An investigation of residual form error compensation in the ultra-precision machining of aspheric surfaces. J. Mater. Process. Technol. 2000, 99, 129–134. [Google Scholar] [CrossRef]
- Cheung, C.F.; Lee, W.B. Characterisation of nanosurface generation in single-point diamond turning. Int. J. Mach. Tools Manuf. 2001, 41, 851–875. [Google Scholar] [CrossRef]
- Lee, W.B.; Cheung, C.F. A dynamic surface topography model for the prediction of nano-surface generation in ultra-precision machining. Int. J. Mech. Sci. 2001, 43, 961–991. [Google Scholar] [CrossRef]
- Yuan, Z.J.; Zhou, M.; Dong, S. Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining. J. Mater. Process. Technol. 1996, 62, 327–330. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Preuss, W. Micro-machining. Phil. Trans. R Soc. A 2012, 370, 3973–3992. [Google Scholar] [CrossRef]
- Gläbe, R.; Riemer, O. Diamond machining of micro-optical components and structures. In Proceedings of the SPIE Photonics Europe, Brussels, Belgium, 12–16 April 2010; p. 771602. [Google Scholar]
- Uhlmann, E.; Mullany, B.; Biermann, D.; Rajurkar, K.P.; Hausotte, T.; Brinksmeier, E. Process chains for high-precision components with micro-scale features. CIRP Ann. Manuf. Technol. 2016, 65, 549–572. [Google Scholar] [CrossRef]
- Ikawa, N.; Shimada, S.; Tanaka, H. Minimum thickness of cut in micromachining. Nanotechnology 1992, 3, 6. [Google Scholar] [CrossRef]
- Riedl, M.J. Diamond-turned diffractive optical elements for the infrared: suggestion for specification standardization and manufacturing remarks. In Proceedings of the SPIE’s 1995 International Symposium on Optical Science, Engineering, and Instrumentation, San Diego, CA, USA, 9–14 July 1995; pp. 257–270. [Google Scholar]
- Blough, C.G.; Rossi, M.; Mack, S.K.; Michaels, R.L. Single-point diamond turning and replication of visible and near-infrared diffractive optical elements. Appl. Opt. 1997, 36, 4648–4654. [Google Scholar] [CrossRef]
- Luttrell, D. Machining non-axisymmetric optics. In Proceedings of the ASPE Fifth Annual Conference, Rochester, NY, USA, September 1990; pp. 31–34. [Google Scholar]
- Tohme, Y.E.; Lowe, J.A. Machining of freeform optical surfaces by slow slide servo method. In Proceedings of the ASPE Annual Meeting 2004, Orlando, FL, USA, 24–29 October 2004. [Google Scholar]
- Davis, G.E.; Roblee, J.W.; Hedges, A.R. Comparison of freeform manufacturing techniques in the production of monolithic lens arrays. In Proceedings of the 2009 SPIE Optical Engineering + Applications, San Diego, CA, USA, 2–6 August 2009; p. 742605. [Google Scholar]
- Li, L. Fabrication of diffractive optics by use of slow tool servo diamond turning process. Opt. Eng. 2006, 45, 113401. [Google Scholar] [CrossRef]
- Yi, A.Y.; Li, L. Design and fabrication of a microlens array by use of a slow tool servo. Opt. Lett. 2005, 30, 1707–1709. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Allen, Y.Y. Design and fabrication of a freeform prism array for 3D microscopy. JOSA A 2010, 27, 2613–2620. [Google Scholar] [CrossRef]
- Yin, Z.Q.; Dai, Y.F.; Li, S.Y.; Guan, C.L.; Tie, G.P. Fabrication of off-axis aspheric surfaces using a slow tool servo. Int. J. Mach. Tools Manuf. 2011, 51, 404–410. [Google Scholar] [CrossRef]
- Yi, A.Y.; Raasch, T.W. Design and fabrication of a freeform phase plate for high-order ocular aberration correction. Appl. Opt. 2005, 44, 6869. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.-C.; Cheng, Y.-C.; Hsu, W.-Y.; Chou, H.-Y.; Wang, P.-J.; Tsai, D.P. Slow tool servo diamond turning of optical freeform surface for astigmatic contact lens. In Proceedings of the 2011 SPIE Optical Engineering + Applications, San Diego, CA, USA, 21–25 August 2011; p. 812617. [Google Scholar]
- Zhang, X.; Fang, F.; Yu, L.; Jiang, L.; Guo, Y. Slow slide servo turning of compound eye lens. Opt. Eng. 2013, 52, 023401. [Google Scholar] [CrossRef]
- Elfizy, A.T.; Bone, G.M.; Elbestawi, M.A. Design and control of a dual-stage feed drive. Int. J. Mach. Tools Manuf. 2005, 45, 153–165. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O.; Gläbe, R.; Lünemann, B.; Kopylow, C.v.; Dankwart, C.; Meier, A. Submicron functional surfaces generated by diamond machining. CIRP Ann. Manuf. Technol. 2010, 59, 535–538. [Google Scholar] [CrossRef]
- Trumper, D.L.; Lu, X. Fast tool servos: advances in precision, acceleration, and bandwidth. In Towards Synthesis of Micro-/Nano-Systems; Springer: London, UK, 2007; pp. 11–19. [Google Scholar]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Zhu, L.; Li, Z.; Fang, F.; Huang, S.; Zhang, X. Review on fast tool servo machining of optical freeform surfaces. Int. J. Adv. Manuf. Technol. 2017, 1–22. [Google Scholar] [CrossRef]
- Holme, N.C.R.; Berg, T.W.; Dinesen, P.G. Diamond micro-milling for array mastering. In Proceedings of the 2008 SPIE Optical Engineering + Applications, San Diego, CA, USA, 10–14 August 2008; p. 70620J. [Google Scholar]
- Takeuchi, Y.; Maeda, S.; Kawai, T.; Sawada, K. Manufacture of multiple-focus micro fresnel lenses by means of nonrotational diamond grooving. CIRP Ann. Manuf. Technol. 2002, 51, 343–346. [Google Scholar] [CrossRef]
- Zhao, Q.; Guo, B.; Yang, H.; Zhang, X. A mechanistic cutting force model for diamond fly-cutting of microstructured surface. In Proceedings of the AOMATT 2008-4th International Symposium on Advanced Optical Manufacturing, Chengdu, China, 19–21 November 2008; p. 728204. [Google Scholar]
- Fang, F.Z.; Liu, Y.C. On minimum exit-burr in micro cutting. J. Micromech. Microeng. 2004, 14, 984. [Google Scholar] [CrossRef]
- Brecher, C.; Weck, M.; Winterschladen, M.; Lange, S.; Wetter, O.; Pfeifer, T.; Dörner, D.; Brinksmeier, E.; Autschbach, L. Manufacturing of free-form surfaces in optical quality using an integrated NURBS data interface. In Proceedings of the ASPE Winter Topical Meeting 2004, Chapel Hill, NC, USA, 4–5 February 2004. [Google Scholar]
- Zhang, S.J.; To, S.; Zhu, Z.W.; Zhang, G.Q. A review of fly cutting applied to surface generation in ultra-precision machining. Int. J. Mach. Tools Manuf. 2016, 103, 13–27. [Google Scholar] [CrossRef]
- Li, Z.J.; Fang, F.Z.; Gong, H.; Zhang, X.D. Review of diamond-cutting ferrous metals. Int. J. Adv. Manuf. Technol. 2013, 68, 1717–1731. [Google Scholar] [CrossRef]
- Evans, C.; Bryan, J.B. Cryogenic diamond turning of stainless steel. CIRP Ann. Manuf. Technol. 1991, 40, 571–875. [Google Scholar] [CrossRef]
- Paul, E.; Evans, C.J.; Mangamelli, A.; McGlauflin, M.L.; Polvani, R.S. Chemical aspects of tool wear in single point diamond turning. Precis. Eng. 1996, 18, 4–19. [Google Scholar] [CrossRef]
- Ikawa, N. Tanaka Thermal aspects of wear of diamond grain in grinding. CIRP Ann. Manuf. Technol. 1971, 19/1, 153–158. [Google Scholar]
- Narulkar, R.; Bukkapatnam, S.; Raff, L.M.; Komanduri, R. Molecular dynamics simulations of diffusion of carbon into iron. Philos. Mag. 2008, 88, 1259–1275. [Google Scholar] [CrossRef]
- Narulkar, R.; Bukkapatnam, S.; Raff, L.M.; Komanduri, R. Graphitization as a precursor to wear of diamond in machining pure iron: A molecular dynamics investigation. Comput. Mater. Sci. 2009, 45, 358–366. [Google Scholar] [CrossRef]
- Moriwaki, T.; Shamoto, E. Ultraprecision diamond turning of stainless steel by applying ultrasonic vibration. CIRP Ann. Manuf. Technol. 1991, 40, 559–562. [Google Scholar] [CrossRef]
- Moriwaki, T.; Shamoto, E. Ultrasonic Elliptical Vibration Cutting. CIRP Ann. Manuf. Technol. 1995, 44, 31–34. [Google Scholar] [CrossRef]
- Zhang, J.; Cui, T.; Ge, C.; Sui, Y.; Yang, H. Review of micro/nano machining by utilizing elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 106, 109–126. [Google Scholar] [CrossRef]
- Kim, G.D.; Loh, B.G. Direct machining of micro patterns on nickel alloy and mold steel by vibration assisted cutting. Int. J. Precis. Eng. Manuf. 2011, 12, 583–588. [Google Scholar] [CrossRef]
- Suzuki, N. Ultraprecision sculpturing of hardened steel by applying elliptical vibration cutting. In Proceedings of the 2012 International Symposium on Ultraprecision Engineering and Nanotechnology (ISUPEN2012), Tokyo, Japan, 15 March 2012; pp. 1–6. [Google Scholar]
- Klocke, F.; Dambon, O.; Bulla, B.; Heselhaus, M. Direct diamond turning of steel molds for optical replication. In Proceedings of the AOMATT 2008-4th International Symposium on Advanced Optical Manufacturing, Chengdu, China, 19–21 November 2008; p. 728202. [Google Scholar]
- Casstevens, J.M. Method for machining steel with diamond tools. US Patent 17067662, 7 January 1986. [Google Scholar]
- Brinksmeier, E.; Gläbe, R. Advances in precision machining of steel. CIRP Ann. Manuf. Technol. 2001, 50, 385–388. [Google Scholar] [CrossRef]
- Klocke, F.; Krieg, T. Coated tools for metal cutting–features and applications. CIRP Ann. Manuf. Technol. 1999, 48, 515–525. [Google Scholar] [CrossRef]
- Fujisaki, K.; Yokota, H.; Furushiro, N.; Yamagata, Y.; Taniguchi, T.; Himeno, R.; Makinouchi, A.; Higuchi, T. Development of ultra-fine-grain binderless cBN tool for precision cutting of ferrous materials. J. Mater. Process. Technol. 2009, 209, 5646–5652. [Google Scholar] [CrossRef]
- Polte, J.; Polte, M.; Lorenz, D.; Oberschmidt, D.; Sturm, H.; Uhlmann, E. Binderless-cBN as Cutting Material for Ultra-Precision Machining of Stainless Steel. Adv. Mater. Res. 2014, 1018, 107–114. [Google Scholar] [CrossRef]
- Uhlmann, E.; Oberschmidt, D.; Polte, J.; Polte, M.; Huth-Herms, K. Effect of cooling lubricant on surface roughness for turning stainless steel with binderless-cBN. In Proceedings of the 16th International Conference of the European Society for Precision Engineering and Nanotechnology, Nottingham, UK, 30 May–3 June 2016; pp. 259–260. [Google Scholar]
- Rajurkar, K.P.; Sundaram, M.M.; Malshe, A.P. Review of Electrochemical and Electrodischarge Machining. Procedia CIRP 2013, 6, 13–26. [Google Scholar] [CrossRef]
- Uhlmann, E.; Piltz, S.; Doll, U. Machining of micro/miniature dies and moulds by electrical discharge machining—Recent development. J. Mater. Process. Technol. 2005, 167, 488–493. [Google Scholar] [CrossRef]
- Takino, H.; Hosaka, T. Shaping of steel mold surface of lens array by electrical discharge machining with single rod electrode. Appl. Opt. 2014, 53, 8002. [Google Scholar] [CrossRef]
- Takino, H.; Hosaka, T. Shaping of steel mold surface of lens array by electrical discharge machining with spherical ball electrode. Appl. Opt. 2016, 55, 4967. [Google Scholar] [CrossRef]
- Liao, Y.S.; Huang, J.T.; Chen, Y.H. A study to achieve a fine surface finish in Wire-EDM. J. Mater. Process. Technol. 2004, 149, 165–171. [Google Scholar] [CrossRef]
- Gao, S.; Huang, H. Recent advances in micro- and nano-machining technologies. Front. Mech. Eng. 2016. [Google Scholar] [CrossRef]
- Liu, K.; Lauwers, B.; Reynaerts, D. Process capabilities of Micro-EDM and its applications. Int. J. Adv. Manuf. Technol. 2010, 47, 11–19. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—recent developments and research issues. J. Mater. Process. Technol. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Zhu, D.; McGeough, J.A.; Kozak, J.; De Silva, A. New Developments in Electro-Chemical Machining. CIRP Ann. Manuf. Technol. 1999, 48, 567–579. [Google Scholar] [CrossRef]
- Masuzawa, T. State of the Art of Micromachining. CIRP Ann. Manuf. Technol. 2000, 49, 473–488. [Google Scholar] [CrossRef]
- Qin, Y. Micromanufacturing Engineering and Technology; William Andrew: Norwich, NY, USA, 2015; ISBN 978-0-323-31267-7. [Google Scholar]
- Kurita, T.; Hattori, M. A study of EDM and ECM/ECM-lapping complex machining technology. Int. J. Mach. Tools Manuf. 2006, 46, 1804–1810. [Google Scholar] [CrossRef]
- Schaller, T.; Heckele, M.; Ruprecht, R.; Schubert, K. Microfabrication of a mold insert made of hardened steel and first molding results. In Proceedings of the ASPE 1999, Monterey, CA, USA, 31 October–5 November 1999; pp. 224–227. [Google Scholar]
- De Silva, A.K.M.; Altena, H.S.J.; McGeough, J.A. Precision ECM by process characteristic modelling. CIRP Ann. Manuf. Technol. 2000, 49, 151–155. [Google Scholar] [CrossRef]
- Tohme, Y.E. Grinding aspheric and freeform micro-optical molds. In Proceedings of the MOEMS-MEMS 2007 Micro and Nanofabrication, San Jose, CA, USA, 20–25 January 2007; p. 64620K. [Google Scholar]
- Stephenson, D.J.; Veselovac, D.; Manley, S.; Corbett, J. Ultra-precision grinding of hard steels. Precis. Eng. 2001, 25, 336–345. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. Manuf. Technol. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Venkatesh, V.C. Recent developments in grinding of advanced materials. Int. J. Adv. Manuf. Technol. 2009, 41, 468. [Google Scholar] [CrossRef]
- Ohmori, H.; Nakagawa, T. Analysis of Mirror Surface Generation of Hard and Brittle Materials by ELID (Electronic In-Process Dressing) Grinding with Superfine Grain Metallic Bond Wheels. CIRP Ann. Manuf. Technol. 1995, 44, 287–290. [Google Scholar] [CrossRef]
- Becker, E.W.; Ehrfeld, W.; Hagmann, P.; Maner, A.; Münchmeyer, D. Fabrication of microstructures with high aspect ratios and great structural heights by synchrotron radiation lithography, galvanoforming, and plastic moulding (LIGA process). Microelectron. Eng. 1986, 4, 35–56. [Google Scholar] [CrossRef]
- Despa, M.S.; Kelly, K.W.; Collier, J.R. Injection molding of polymeric LIGA HARMs. Microsyst. Technol. 1999, 6, 60–66. [Google Scholar] [CrossRef]
- Ruprecht, R.; Bacher, W.; Hausselt, J.H.; Piotter, V. Injection molding of LIGA and LIGA-similar microstructures using filled and unfilled thermoplastics. In Proceedings of the Micromachining and Microfabrication, Austin, TX, USA, 23–25 October 1995; pp. 146–157. [Google Scholar]
- Malek, C.K.; Saile, V. Applications of LIGA technology to precision manufacturing of high-aspect-ratio micro-components and -systems: a review. Microelectron. J. 2004, 35, 131–143. [Google Scholar] [CrossRef]
- Mappes, T.; Worgull, M.; Heckele, M.; Mohr, J. Submicron polymer structures with X-ray lithography and hot embossing. Microsyst. Technol. 2008, 14, 1721–1725. [Google Scholar] [CrossRef]
- Herzig, H.P. Micro-Optics: Elements, Systems and Applications; CRC Press: Boca Raton, FL, USA, 1997; ISBN 978-0-7484-0481-0. [Google Scholar]
- Suleski, T.J.; O’Shea, D.C. Fidelity of PostScript-generated masks for diffractive optics fabrication. Appl. Opt. 1995, 34, 627–635. [Google Scholar] [CrossRef]
- Suleski, T.J.; O’Shea, D.C. Gray-scale masks for diffractive-optics fabrication: I. Commercial slide imagers. Appl. Opt. 1995, 34, 7507–7517. [Google Scholar] [CrossRef] [PubMed]
- Däschner, W.; Long, P.; Stein, R.; Wu, C.; Lee, S.H. Cost-effective mass fabrication of multilevel diffractive optical elements by use of a single optical exposure with a gray-scale mask on high-energy beam-sensitive glass. Appl. Opt. 1997, 36, 4675–4680. [Google Scholar] [CrossRef] [PubMed]
- Ogura, Y.; Shirai, N.; Tanida, J.; Ichioka, Y. Wavelength-multiplexing diffractive phase elements: design, fabrication, and performance evaluation. JOSA A 2001, 18, 1082–1092. [Google Scholar] [CrossRef]
- Lee, C.C.; Chang, Y.C.; Wang, C.M.; Chang, J.Y.; Chi, G.C. Silicon-based transmissive diffractive optical element. Opt. Lett. 2003, 28, 1260–1262. [Google Scholar] [CrossRef]
- Kim, D.S.; Lee, H.S.; Lee, B.-K.; Yang, S.S.; Kwon, T.H.; Lee, S.S. Replications and analysis of microlens array fabricated by a modified LIGA process. Polym. Eng. Sci. 2006, 46, 416–425. [Google Scholar] [CrossRef]
- Oh, D.-Y.; Gil, K.; Chang, S.S.; Jung, D.K.; Park, N.Y.; Lee, S.S. A tetrahedral three-facet micro mirror with the inclined deep X-ray process. Sens. Actuators Phys. 2001, 93, 157–161. [Google Scholar] [CrossRef]
- Rogner, A.; Ehrfeld, W. Fabrication of light-guiding devices and fiber-coupling structures by the LIGA process. In Proceedings of the Micro-Optics II, The Hague, Netherlands, 11–15 March 1991; pp. 80–92. [Google Scholar]
- Liu, K.H.; Chen, M.F.; Pan, C.T.; Chang, M.Y.; Huang, W.Y. Fabrication of various dimensions of high fill-factor micro-lens arrays for OLED package. Sens. Actuators Phys. 2010, 159, 126–134. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 1995, 67, 3114–3116. [Google Scholar] [CrossRef]
- Yao, Y.; Liu, H.; Wang, Y.; Li, Y.; Song, B.; Bratkovsk, A.; Wang, S.-Y.; Wu, W. Nanoimprint lithography: An enabling technology for nanophotonics. Appl. Phys. A 2015, 121, 327–333. [Google Scholar] [CrossRef]
- Guo, L.J. Nanoimprint Lithography: Methods and Material Requirements. Adv. Mater. 2007, 19, 495–513. [Google Scholar] [CrossRef]
- Traub, M.C.; Longsine, W.; Truskett, V.N. Advances in Nanoimprint Lithography. Annu. Rev. Chem. Biomol. Eng. 2016, 7, 583–604. [Google Scholar] [CrossRef]
- Bowen, J.P.; Michaels, R.L.; Blough, C.G. Generation of large-diameter diffractive elements with laser pattern generation. Appl. Opt. 1997, 36, 8970–8975. [Google Scholar] [CrossRef]
- Gale, M.T.; Rossi, M.; Pedersen, J.; Schuetz, H. Fabrication of continuous-relief micro-optical elements by direct laser writing in photoresists. Opt. Eng. 1994, 33, 3556–3566. [Google Scholar] [CrossRef]
- Roeder, M.; Hera, D.; Thiele, S.; Pruss, C.; Osten, W.; Zimmermann, A. 3D Laser direct-writing based master fabrication for injection compression molding of diffractive-refractive elements. In Proceedings of the 2016 European Optical Society Annual Meeting (EOSAM), Berlin, Germany, 26–30 September 2016; p. 66. [Google Scholar]
- Häfner, M.; Reichle, R.; Pruss, C.; Osten, W. Laser direct writing of high resolution structures on curved substrates: evaluation of the writing precision. In Fringe 2009; Springer: Berlin, Germany, 2009; pp. 1–4. [Google Scholar]
- Pruss, C.; Reichelt, S.; Tiziani, H.J.; Korolkov, V.P. Metrological features of diffractive high-efficiency objectives for laser interferometry. In Proceedings of the 7th International Symposium on Laser Metrology Applied to Science, Industry, and Everyday Life, Novosibirsk, Russia, 9–13 September 2002; pp. 873–885. [Google Scholar]
- Roeder, M.; Thiele, S.; Hera, D.; Pruss, C.; Guenther, T.; Osten, W.; Zimmermann, A. Fabrication of curved diffractive optical elements by means of laser direct writing, electroplating, and injection compression molding. Submitt. J. Manuf. Process. 2019. [Google Scholar]
- Aoyama, S.; Horie, N.; Yamashita, T. Micro-Fresnel lens fabricated by electron-beam lithography. In Proceedings of the Computer and Optically Formed Holographic Optics, Los Angeles, CA, USA, 14–19 January 1990; pp. 175–184. [Google Scholar]
- Däschner, W.; Larsson, M.; Lee, S.H. Fabrication of monolithic diffractive optical elements by the use of e-beam direct write on an analog resist and a single chemically assisted ion-beam-etching step. Appl. Opt. 1995, 34, 2534–2539. [Google Scholar] [CrossRef] [PubMed]
- Verheijen, M.J. E-beam Lithography for Digital Holograms. J. Mod. Opt. 1993, 40, 711–721. [Google Scholar] [CrossRef]
- Vieu, C.; Carcenac, F.; Pépin, A.; Chen, Y.; Mejias, M.; Lebib, A.; Manin-Ferlazzo, L.; Couraud, L.; Launois, H. Electron beam lithography: resolution limits and applications. Appl. Surf. Sci. 2000, 164, 111–117. [Google Scholar] [CrossRef]
- Gorelick, S.; Vila-Comamala, J.; Guzenko, V.A.; Barrett, R.; Salomé, M.; David, C. High-efficiency Fresnel zone plates for hard X-rays by 100 keV e-beam lithography and electroplating. J. Synchrotron Radiat. 2011, 18, 442–446. [Google Scholar] [CrossRef]
- Laperrière, L.; Reinhart, G. CIRP Encyclopedia of Production Engineering; Springer Berlin Heidelberg: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-642-20616-0. [Google Scholar]
- Uno, Y.; Okada, A.; Uemura, K.; Raharjo, P.; Furukawa, T.; Karato, K. High-efficiency finishing process for metal mold by large-area electron beam irradiation. Precis. Eng. 2005, 29, 449–455. [Google Scholar] [CrossRef]
- Selada, A.; Manaia, A.; Vieira, M.T.; Pouzada, A.S. Effect of LBM and large-area EBM finishing on micro-injection moulding surfaces. Int. J. Adv. Manuf. Technol. 2011, 52, 171–182. [Google Scholar] [CrossRef]
- Watt, F.; Bettiol, A.A.; Van Kan, J.A.; Teo, E.J.; Breese, M.B.H. Ion beam lithography and nanofabrication: A review. Int. J. Nanosci. 2005, 04, 269–286. [Google Scholar] [CrossRef]
- Menard, L.D.; Ramsey, J.M. Fabrication of Sub-5 nm Nanochannels in Insulating Substrates Using Focused Ion Beam Milling. Nano Lett. 2011, 11, 512–517. [Google Scholar] [CrossRef]
- Nikawa, K. Applications of focused ion beam technique to failure analysis of very large scale integrations: A review. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 1991, 9, 2566–2577. [Google Scholar] [CrossRef]
- Tseng, A.A. Recent Developments in Nanofabrication Using Focused Ion Beams. Small 2005, 1, 924–939. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y. Investigation of microlens mold fabricated by focused ion beam technology. Microelectron. Eng. 2001, 56, 333–338. [Google Scholar] [CrossRef]
- Nellen, P.M.; Callegari, V.; Brönnimann, R. FIB-milling of photonic structures and sputtering simulation. Microelectron. Eng. 2006, 83, 1805–1808. [Google Scholar] [CrossRef]
- Weiser, M. Ion beam figuring for lithography optics. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2009, 267, 1390–1393. [Google Scholar] [CrossRef]
- Kaldos, A.; Pieper, H.J.; Wolf, E.; Krause, M. Laser machining in die making—a modern rapid tooling process. J. Mater. Process. Technol. 2004, 155–156, 1815–1820. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Laser Beam MicroMachining (LBMM)—A review. Opt. Lasers Eng. 2015, 73, 89–122. [Google Scholar] [CrossRef]
- Fleischer, J.; Halvadjiysky, G.; Haupt, S. Process parameter analysis in ablating micro-mold manufacturing. Microsyst. Technol. 2008, 14, 1367–1372. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; López de Lacalle, L.N.; del Pozo, D.; Arana, J.L. Laser polishing of tool steel with CO2 laser and high-power diode laser. Int. J. Mach. Tools Manuf. 2010, 50, 115–125. [Google Scholar] [CrossRef]
- Trotta, G.; Volpe, A.; Ancona, A.; Fassi, I. Flexible micro manufacturing platform for the fabrication of PMMA microfluidic devices. J. Manuf. Process. 2018, 35, 107–117. [Google Scholar] [CrossRef]
- Bordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef]
- Chiu, C.-C.; Lee, Y.-C. Fabricating of aspheric micro-lens array by excimer laser micromachining. Opt. Lasers Eng. 2011, 49, 1232–1237. [Google Scholar] [CrossRef]
- Yuan, J.; Lyu, B.; Hang, W.; Deng, Q. Review on the progress of ultra-precision machining technologies. Front. Mech. Eng. 2017, 12, 158–180. [Google Scholar] [CrossRef]
- Namba, Y.; Shimomura, T.; Fushiki, A.; Beaucamp, A.; Inasaki, I.; Kunieda, H.; Ogasaka, Y.; Yamashita, K. Ultra-precision polishing of electroless nickel molding dies for shorter wavelength applications. CIRP Ann. Manuf. Technol. 2008, 57, 337–340. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O.; Gessenharter, A. Finishing of structured surfaces by abrasive polishing. Precis. Eng. 2006, 30, 325–336. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O.; Gessenharter, A.; Autschbach, L. Polishing of Structured Molds. CIRP Ann. Manuf. Technol. 2004, 53, 247–250. [Google Scholar] [CrossRef]
- Manske, E.; Jäger, G.; Hausotte, T.; Füßl, R. Recent developments and challenges of nanopositioning and nanomeasuring technology. Meas. Sci. Technol. 2012, 23, 074001. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Surface Roughness | Micro-Structuring | Advantages | Limitations | Ref |
|---|---|---|---|---|---|
| Ultra-Precision Machining (UPM) | - | - | - | Available diamond tools limit size and shape of micro-structures | [46] |
| Diamond Turning | <5 nm | 5 µm | Very high accuracy and surface quality | Limited to symmetrical parts and non-ferrous materials | [47] |
| Slow Tool Servo (STS) | <10 nm | 5 µm | Fabrication of asymmetrical parts | Geometries are limited due to the slow stroke of the tool | [54] |
| Fast Tool Servo (FTS) | <10 nm | <1 µm | Fabrication of asymmetrical parts, fast and accurate positioning of the tool | Geometry has to be within the scope of the FTS stroke | [63] |
| Diamond Milling | <10 nm | 50 µm | Fabrication of free-form structures | Long machining time especially when good surface quality is required | Exp. data |
| Fly Cutting | <10 nm | <1 µm | Fabrication of complex microstructures like prisms and pyramids | Limited to flat substrates | Exp. data |
| UPM of steel | <10 nm | 5 µm | Machining of ferrous materials with high accuracy | Ultrasonic vibration cutting is limited to a turning process, other methods have problems with wear | [80] |
| Electric Discharge Machining | <0.1 µm | <10 µm | Large material removal rate | Only conductive workpieces, surface roughness not sufficient for optical applications | [91,96] |
| Electrochemical Machining | 30 nm | Not suitable as a micro-structuring technique | No tool wear, high removal rate also in hardened materials | Only conductive workpieces, electrodes can be complex and expensive | [98] |
| Grinding | <10 nm | Not suitable as a micro-structuring technique | Machining of hardened steel | Long machining time | [107] |
| Lithographie, Galvanik and Abformung (LIGA) | <10 nm | <1 µm | Micro-structures with high aspect ratio are possible, broad range of micro-structures is possible | Limited to flat substrates, expensive and complex when multiple lithography steps are necessary | [113] |
| Nanoimprint Lithography | - | <10 nm | Fabrication and replication of very small micro- and nano-structures, high throughput | Quality is very much depending on the stamp which has to be fabricated by a micro-structuring technology, limited to 2D substrates | [126] |
| Laser Direct Writing | 25 nm | 1–3 µm | Suitable for curved substrates, fabrication of continuous structures | Limited to structuring of a photoresist | Exp. data |
| E-Beam Writing | 0.2 µm | <100 nm | Machining of all materials, suitable for large area smoothing | Limited to small areas due to long process time | [139] |
| Ion Beam Lithography | <1 nm | <10 nm | Machining of all materials except for magnetic materials, fabrication of nano- and micro-structures | Limited to small areas when used as a structuring method due to long process time | [148] |
| Laser Machining | 0.2 µm | 10 µm | Processing of every material | Resulting surface quality not sufficient for optical applications | [99] |
| Polishing/Lapping | <1 nm | Not suitable as a micro-structuring technique | Very high surface quality | Limited form accuracy especially in free-form parts | [156] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roeder, M.; Guenther, T.; Zimmermann, A. Review on Fabrication Technologies for Optical Mold Inserts. Micromachines 2019, 10, 233. https://doi.org/10.3390/mi10040233
Roeder M, Guenther T, Zimmermann A. Review on Fabrication Technologies for Optical Mold Inserts. Micromachines. 2019; 10(4):233. https://doi.org/10.3390/mi10040233
Chicago/Turabian StyleRoeder, Marcel, Thomas Guenther, and André Zimmermann. 2019. "Review on Fabrication Technologies for Optical Mold Inserts" Micromachines 10, no. 4: 233. https://doi.org/10.3390/mi10040233
APA StyleRoeder, M., Guenther, T., & Zimmermann, A. (2019). Review on Fabrication Technologies for Optical Mold Inserts. Micromachines, 10(4), 233. https://doi.org/10.3390/mi10040233