
Structural Performance of Reinforced RCA Concrete Beams Made by a Modified EMV Method

Abstract
:1. Introduction
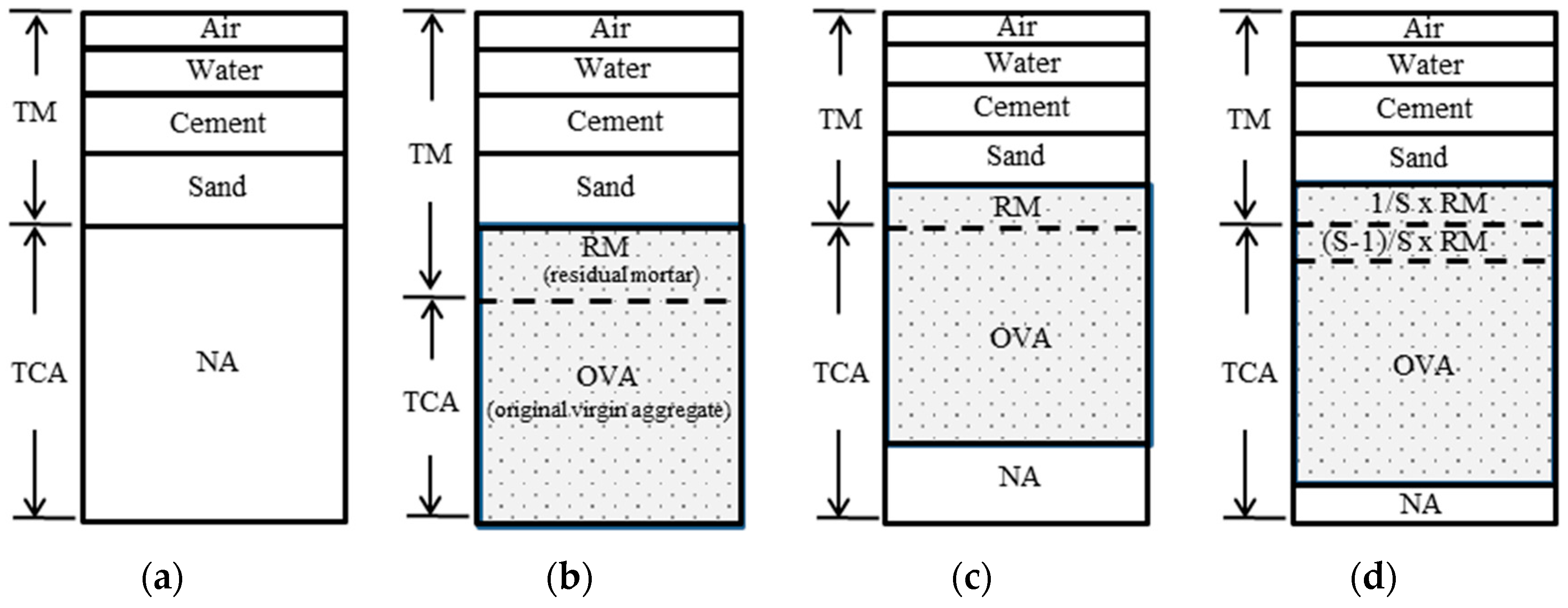
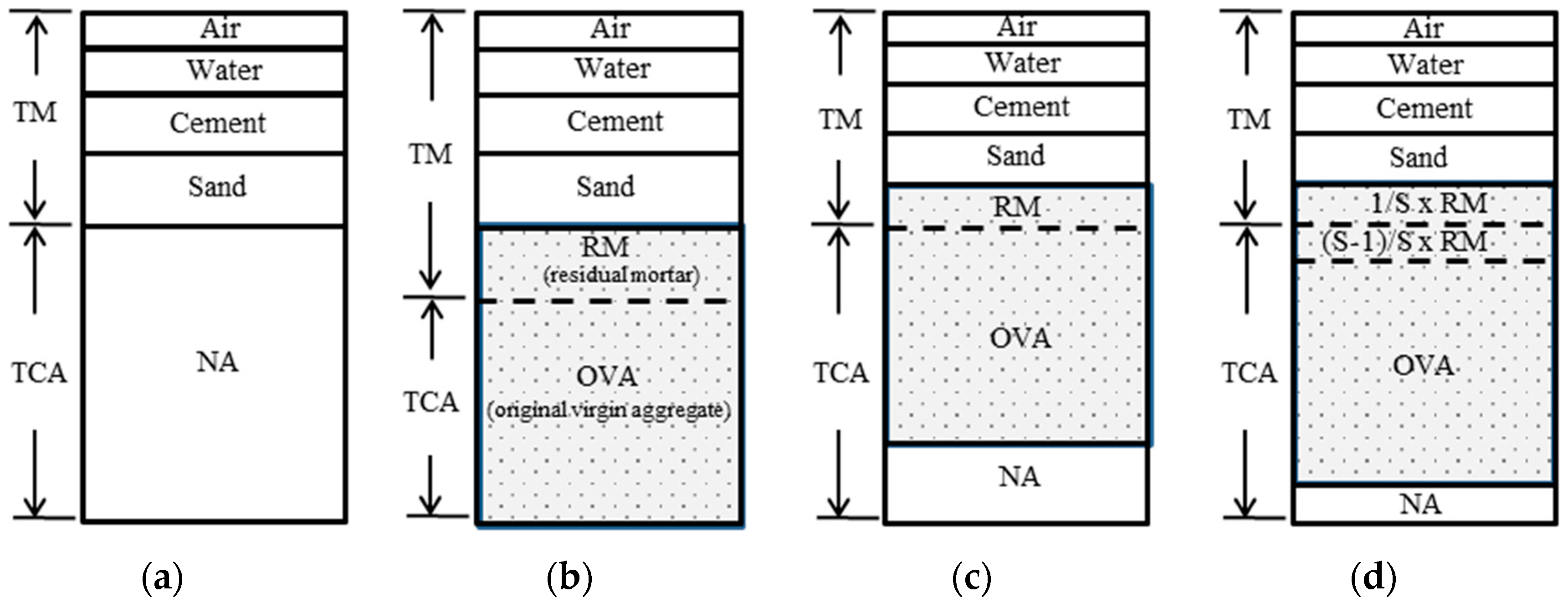
2. Modified Equivalent Mortar Volume Method
3. Materials and Mixture Design Methods
3.1. Materials
3.1.1. Cement Material and Chemical Admixture
3.1.2. Material Properties of the Aggregates
3.1.3. Mixture Design
3.2. Mixing Process
3.3. Specimen Preparation
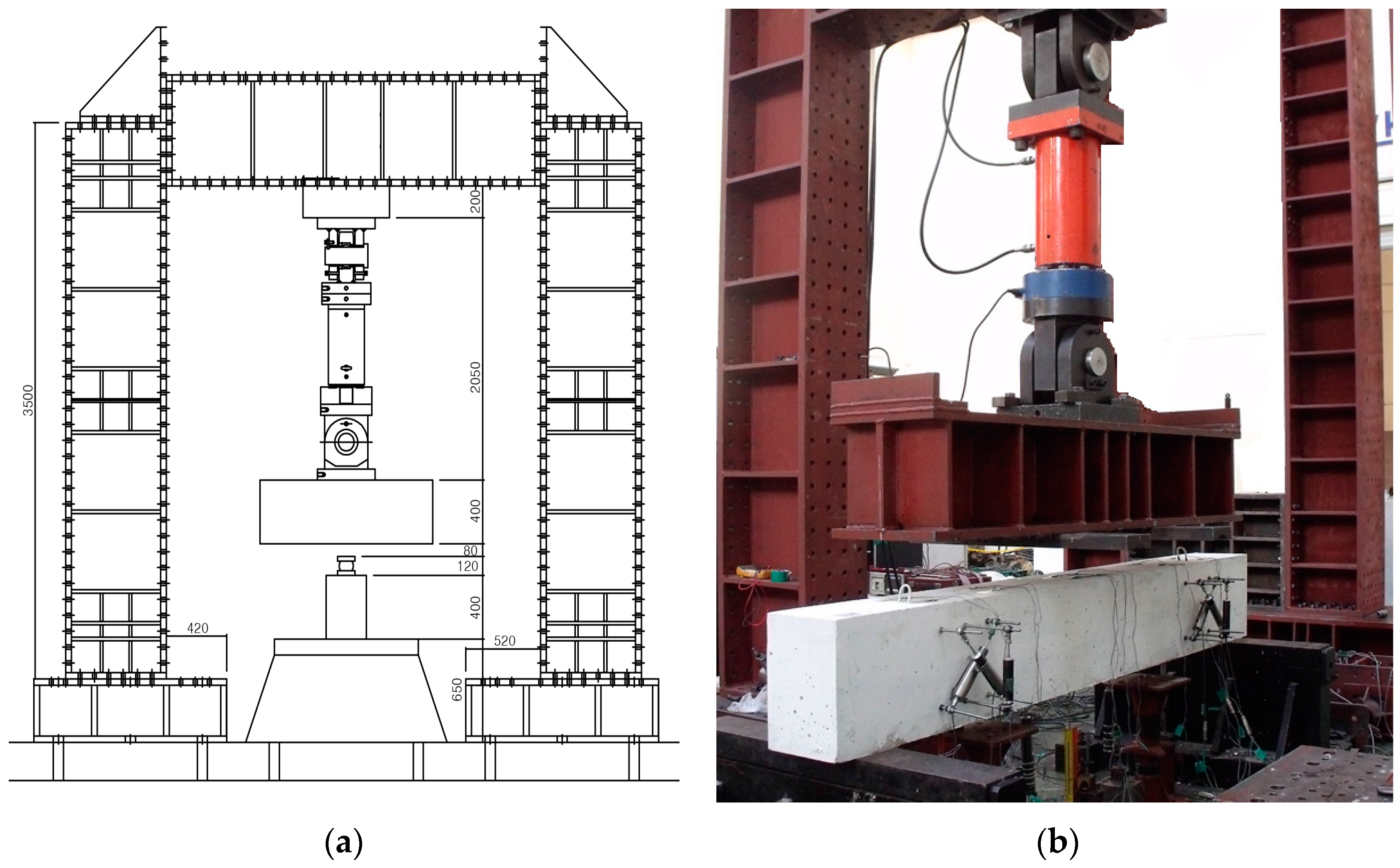
3.4. Flexural Performance Test Setup and Procedure
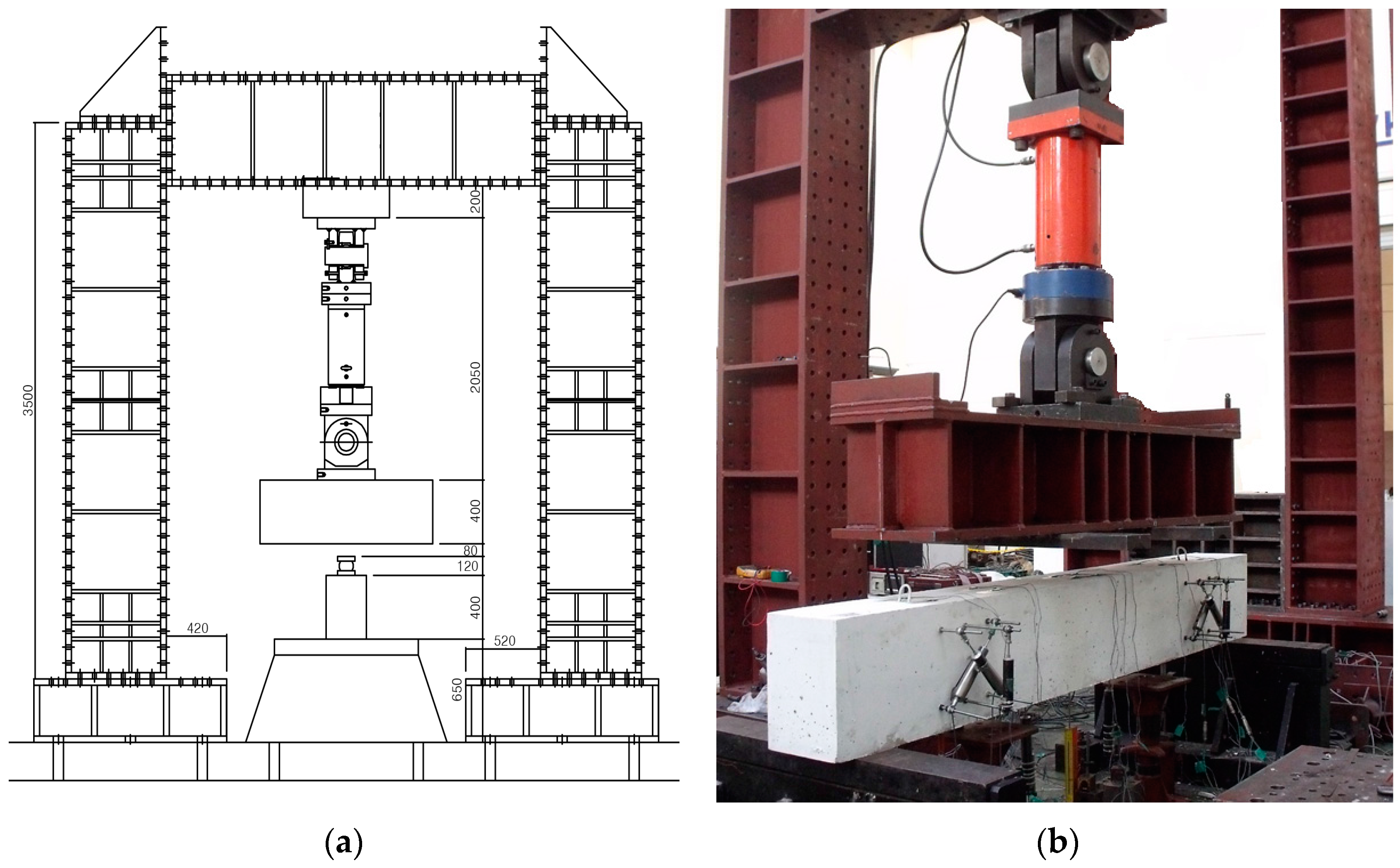
3.4.1. Testing Facilities
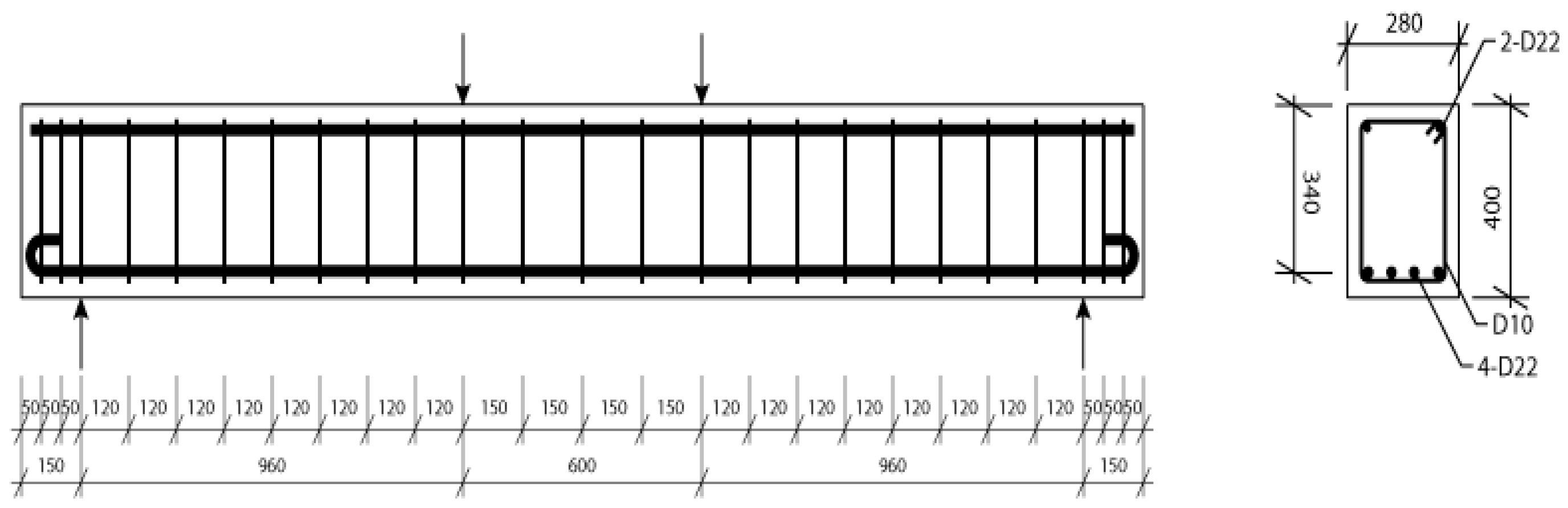
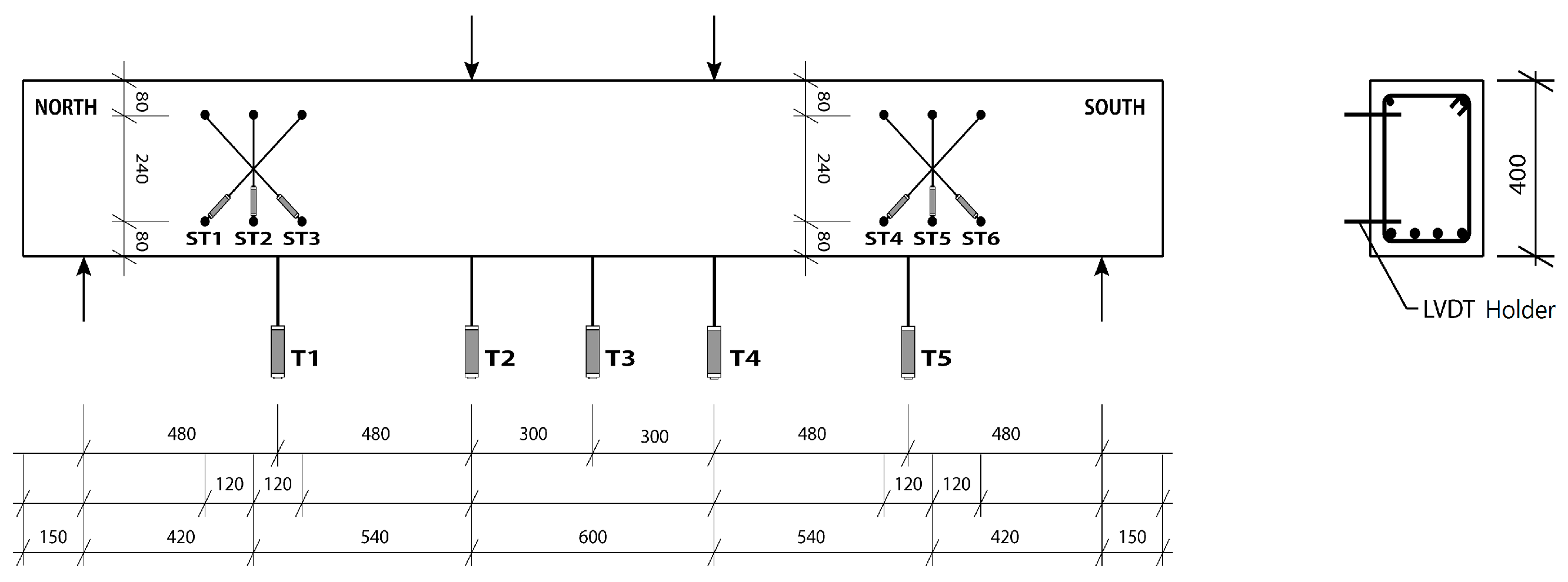
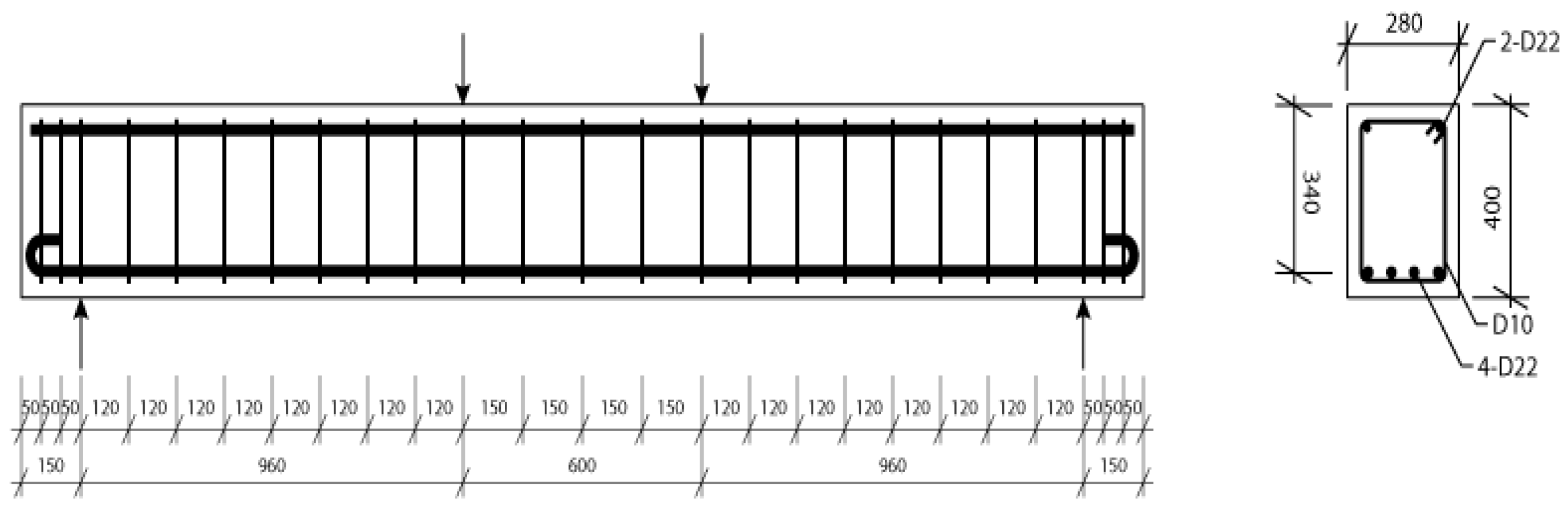
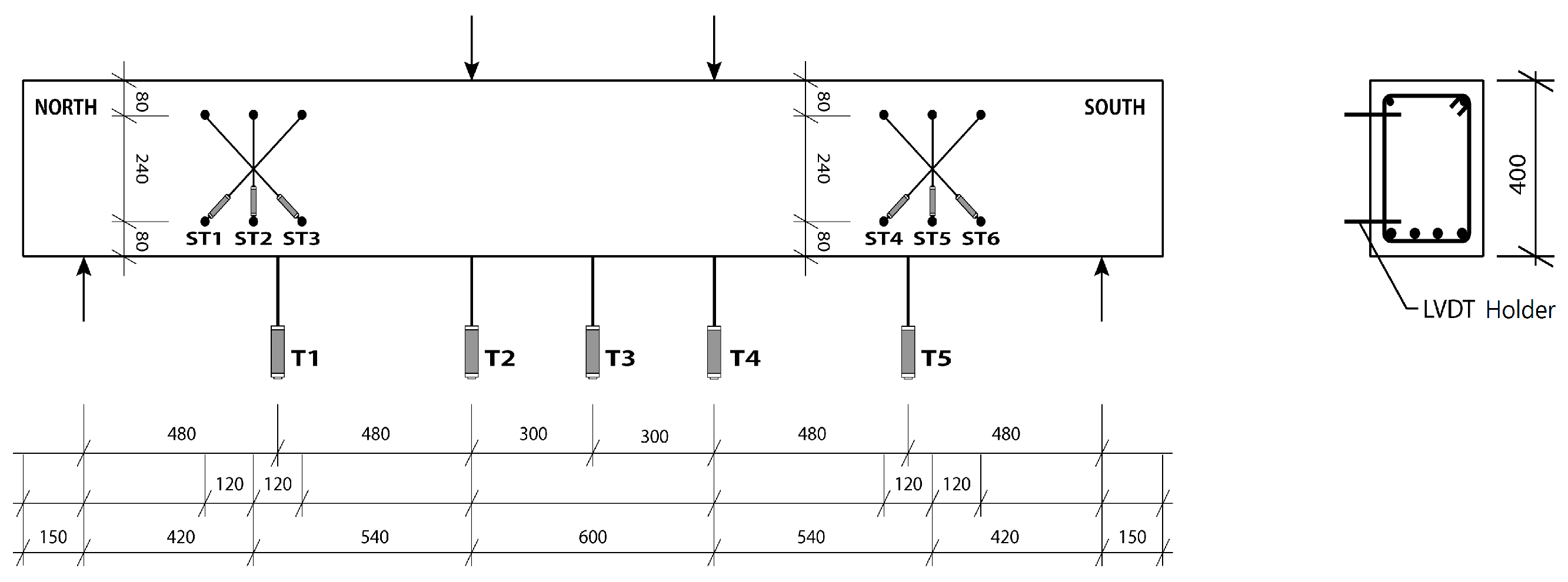
3.4.2. Details of the Beams and Instrumentation
4. Test Results
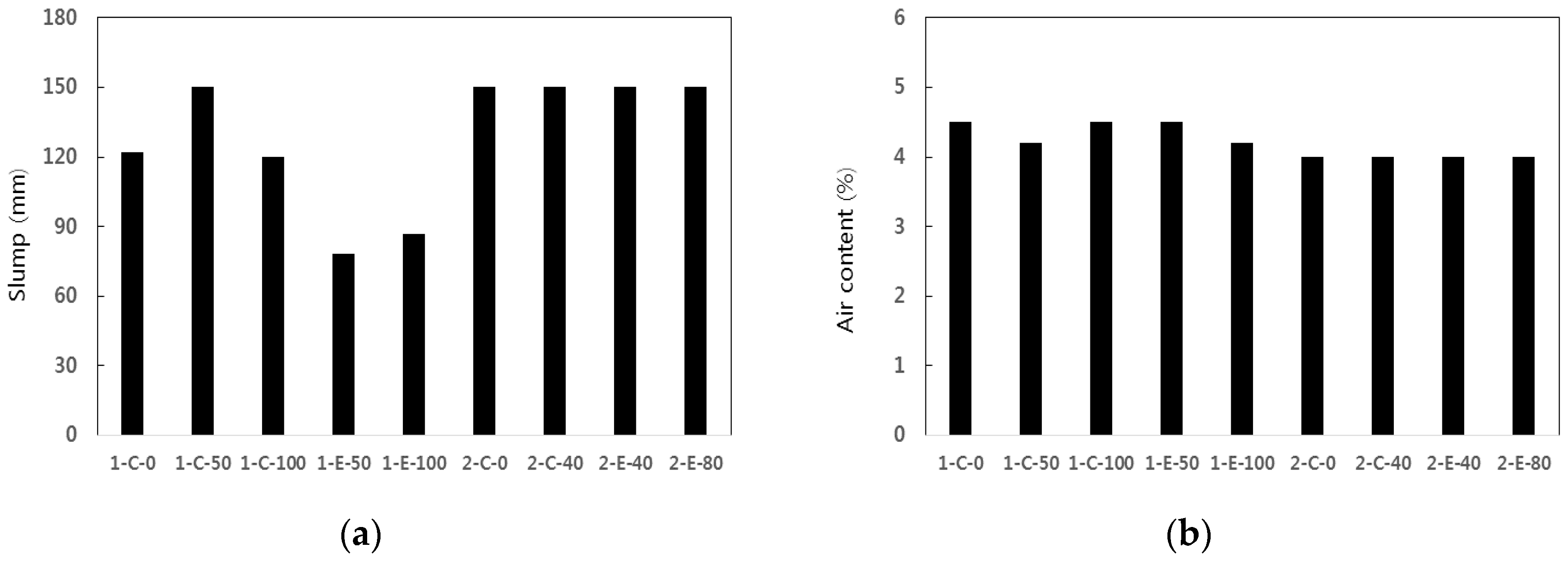
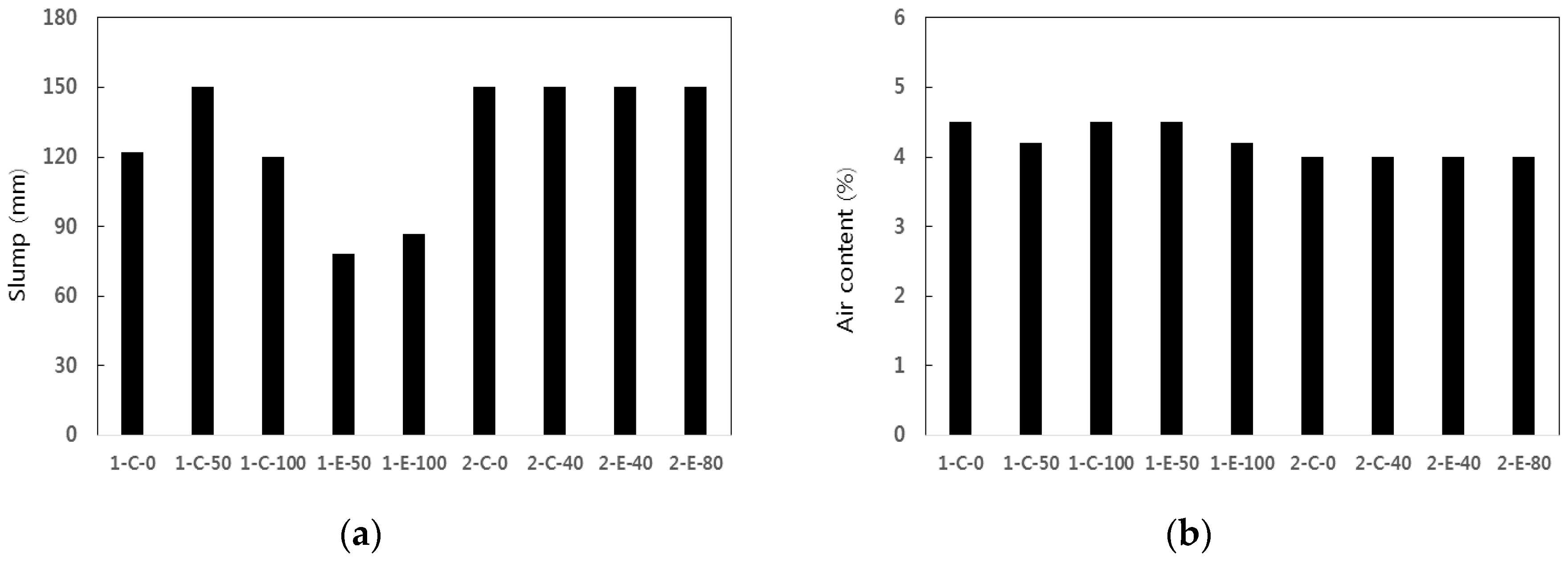
4.1. Slump and Air Content
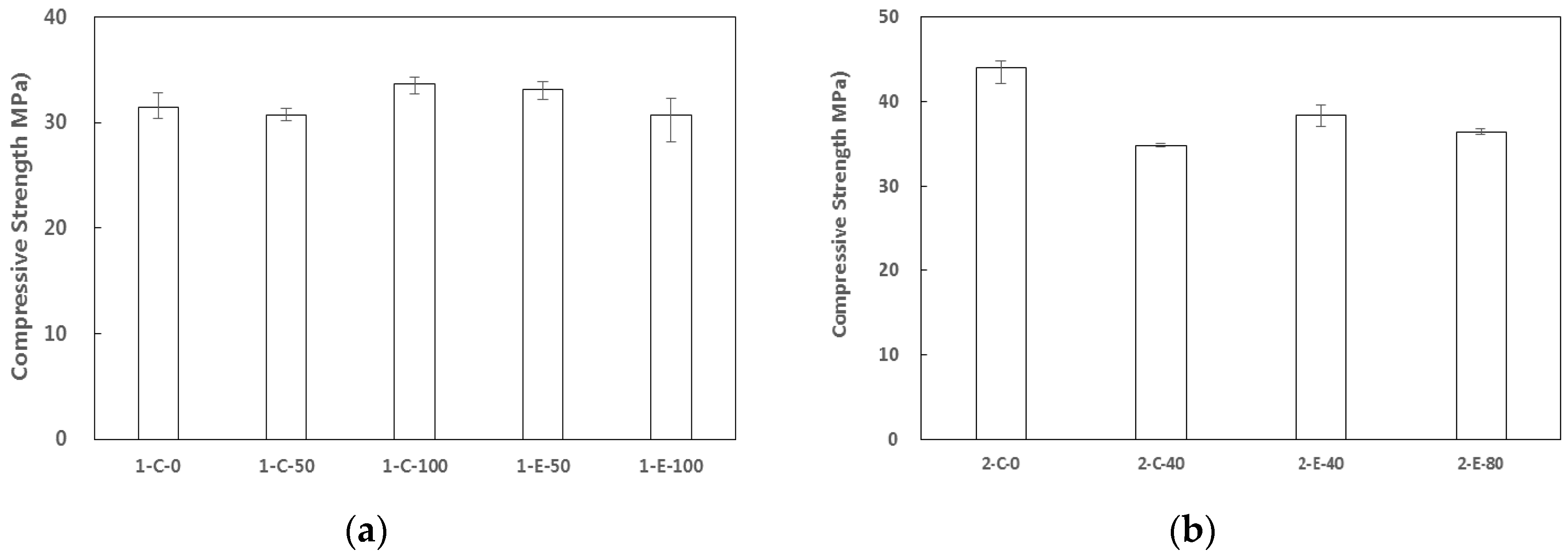
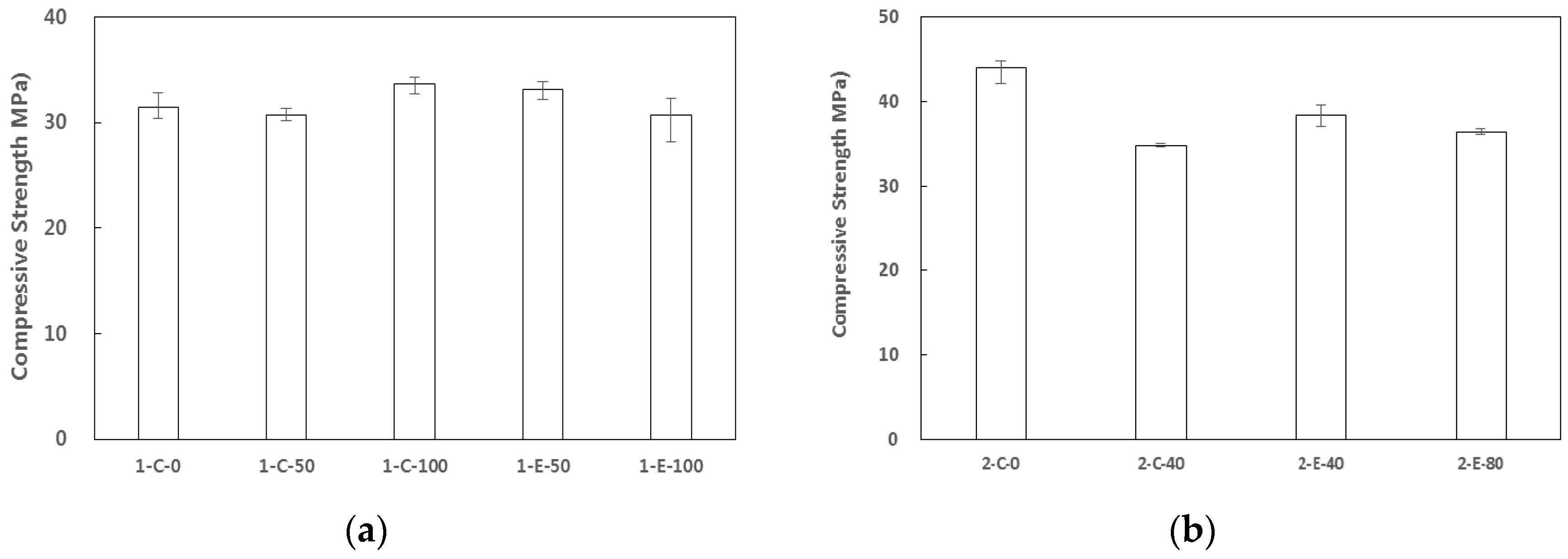
4.2. Compressive Strength
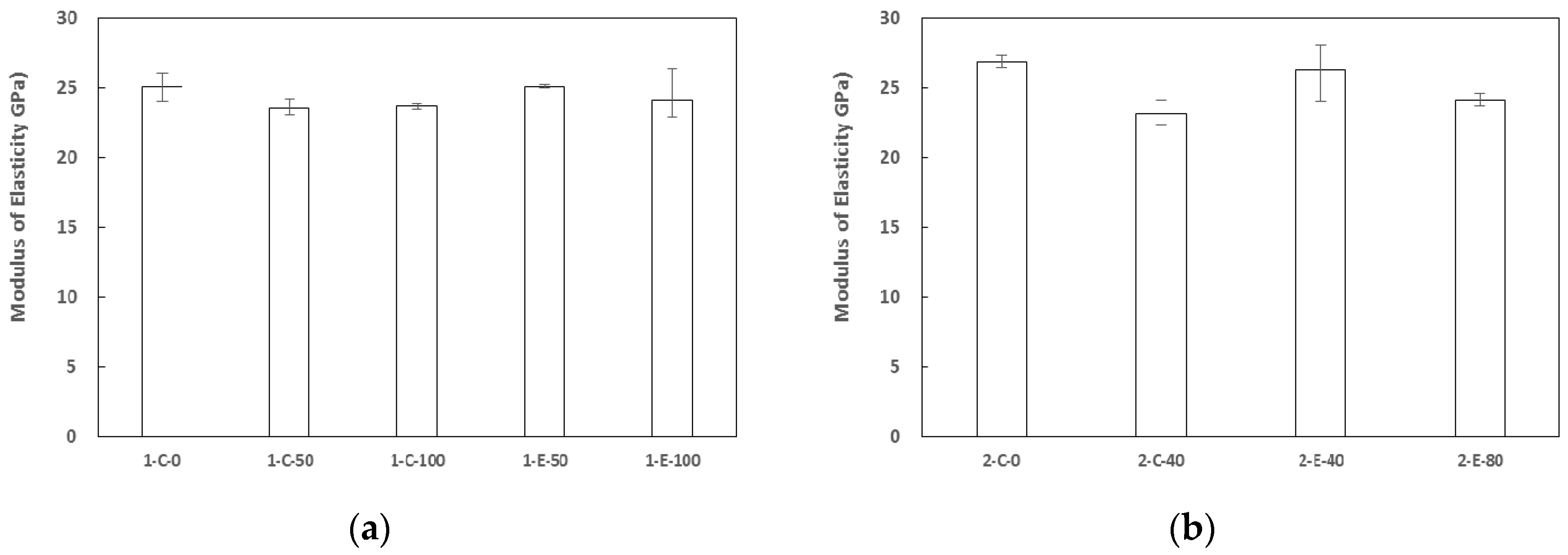
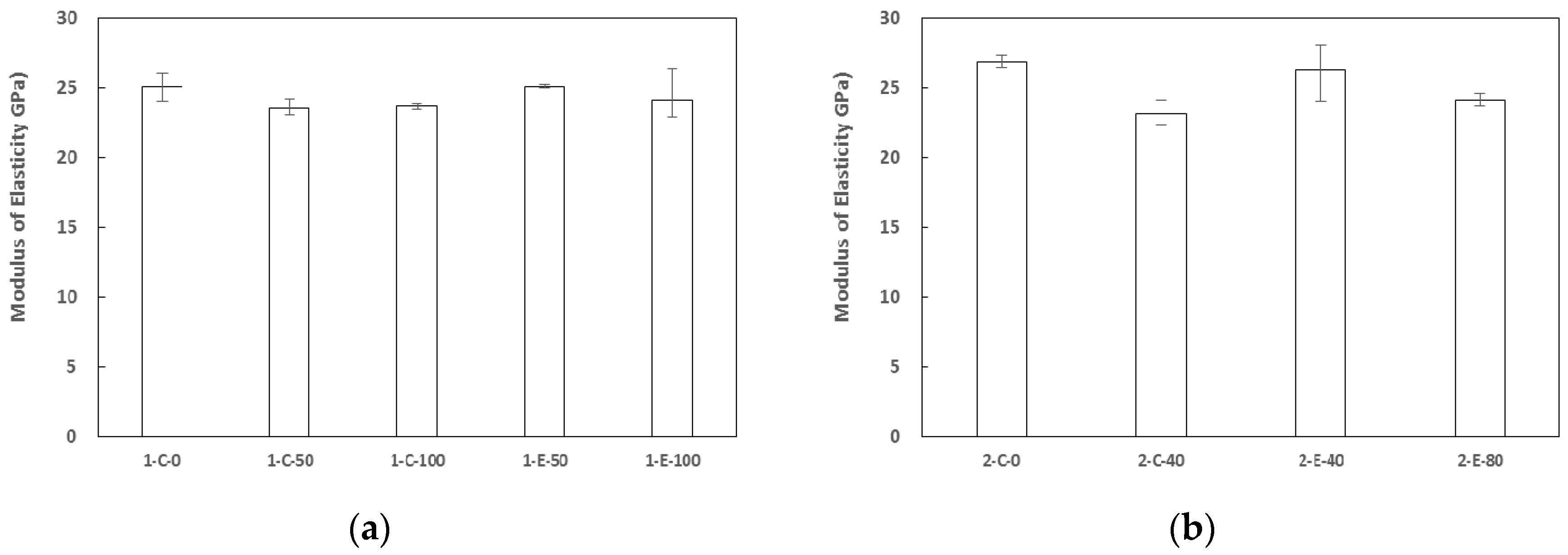
4.3. Modulus of Elasticity
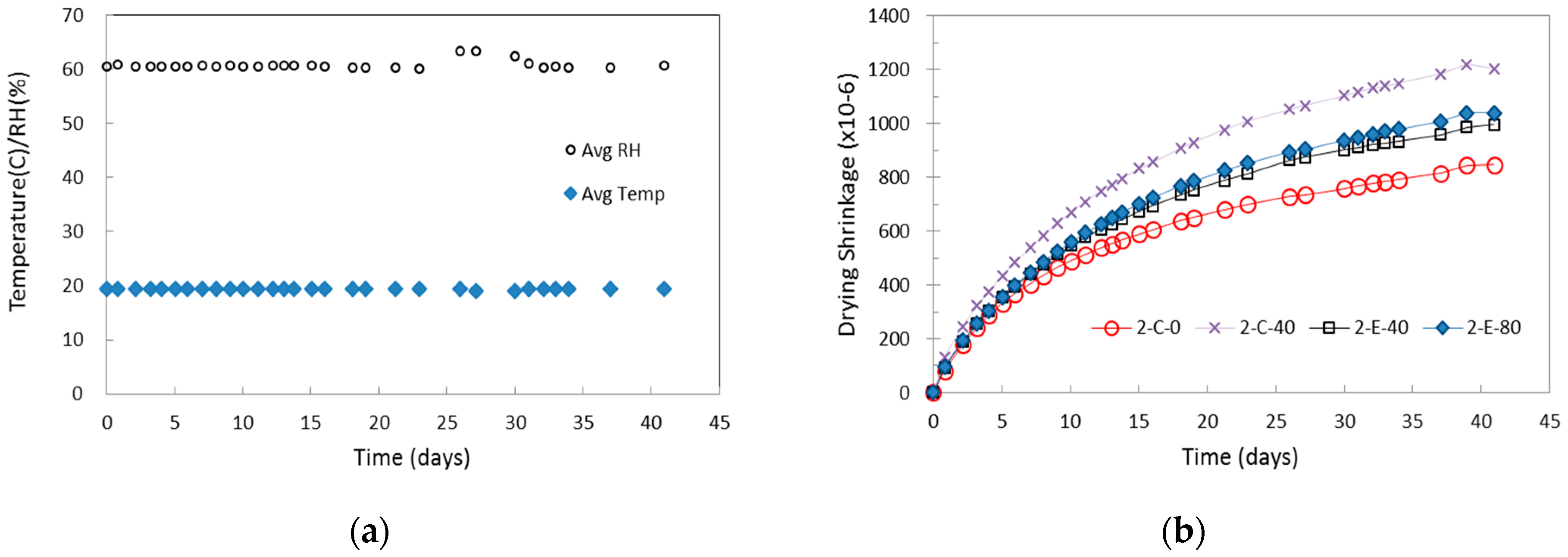
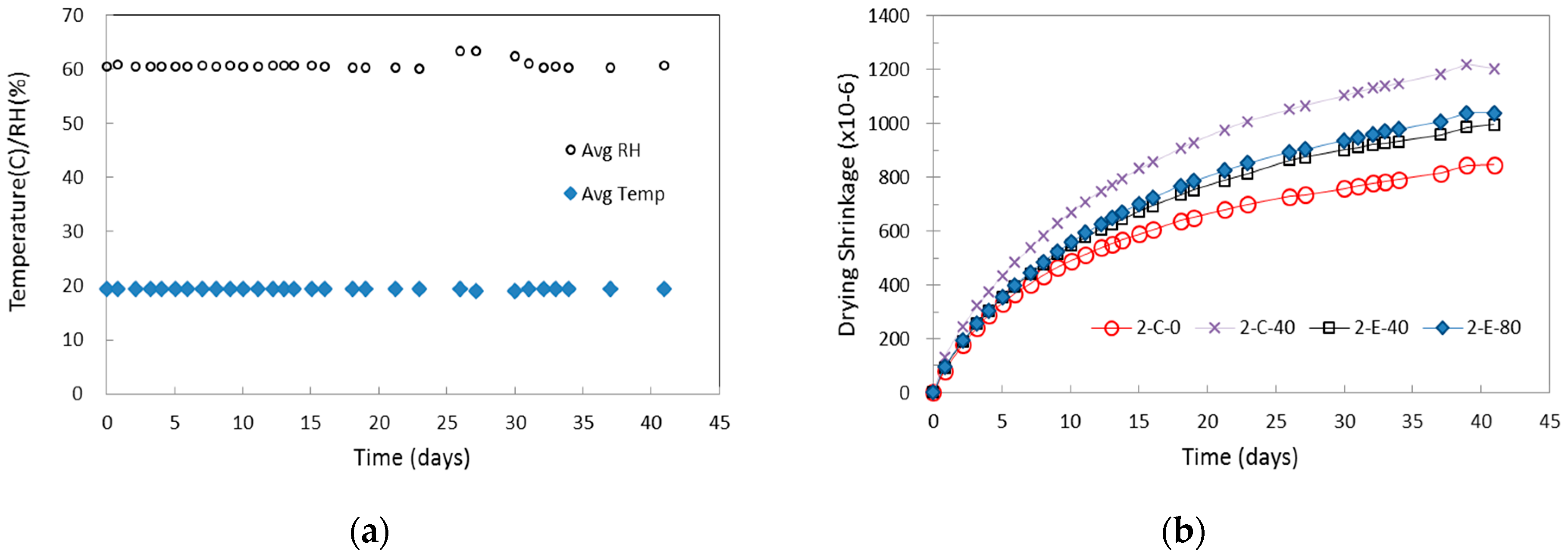
4.4. Drying Shrinkage
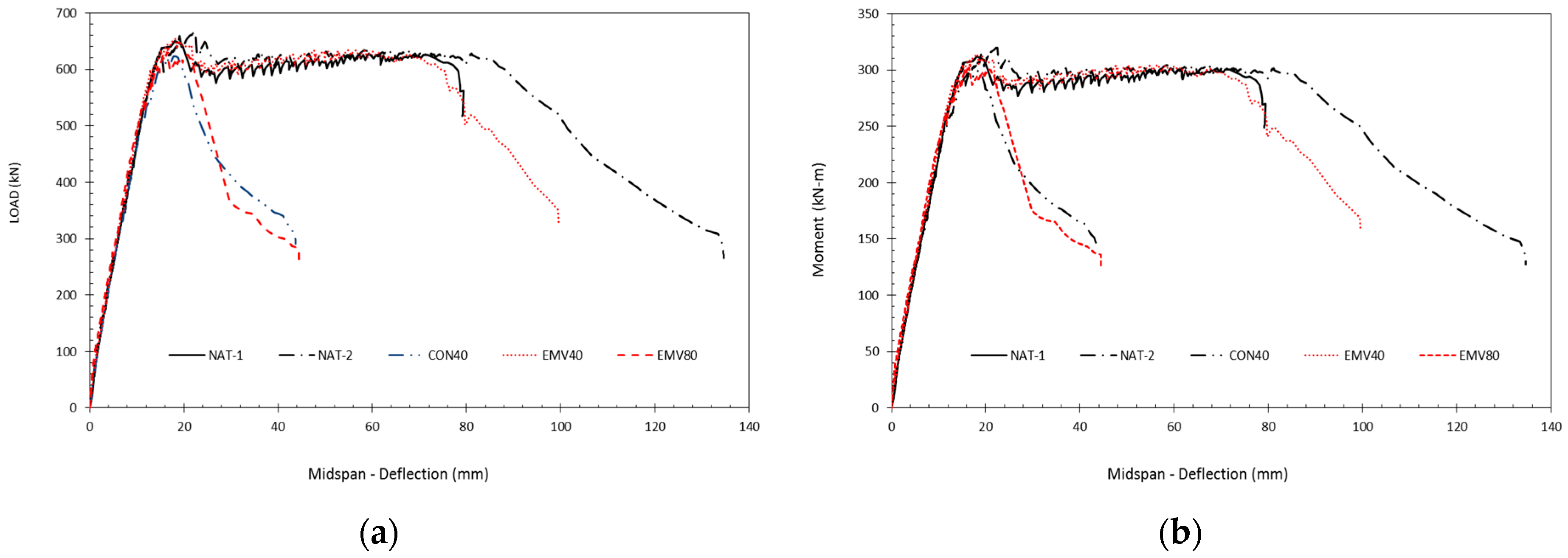
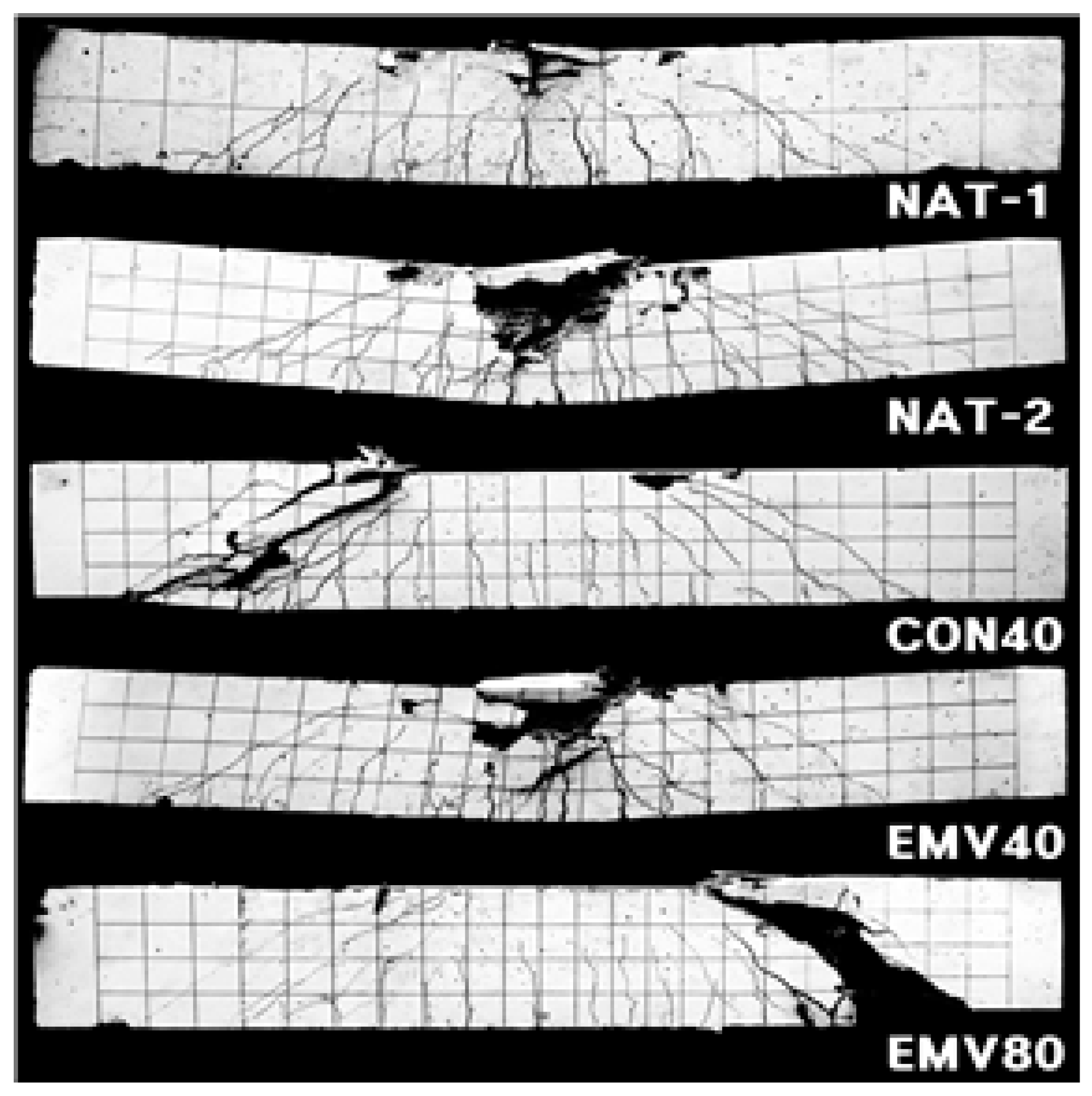
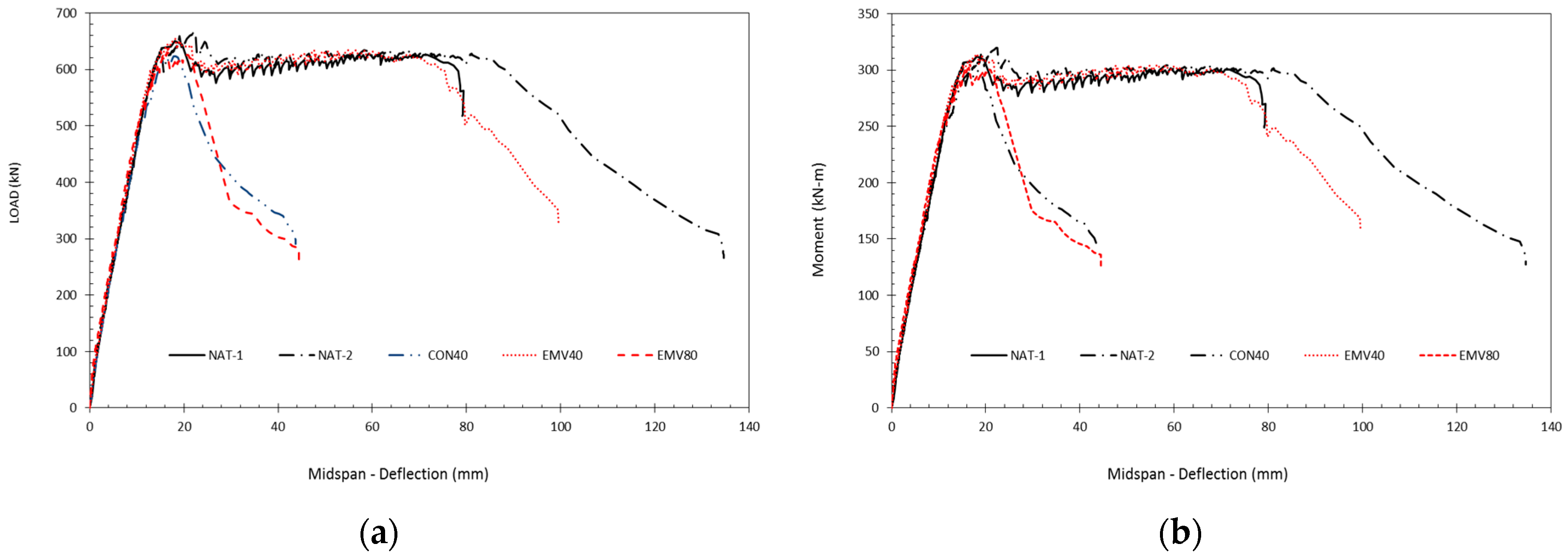
4.5. Flexural Performance
5. Conclusions
- (1)
- The slump of the conventional mixture ranged from 120 to 150 mm, but that of the EMV mixture dropped to about 80 mm, due to the characteristics of the EMV mixture method causing a decrease in the fresh mortar. However, an adjustment of the admixture in the EMV mixture may control the slump loss problem.
- (2)
- Overall, there is some variation in the compressive strength of the RCA mixtures compared to that of the control mixture; however, no significant trend could be detected in the compressive strength results.
- (3)
- The moduli of elasticity of the RCA concretes created using the modified EMV method are greater than those of specimens created using the conventional ACI mixture design method. This reconfirms the contention that the elastic modulus is a function of the volume fractions, thus enhancing the effectiveness of the modified EMV method.
- (4)
- The drying shrinkage of RCA concrete specimens created using the modified EMV method tended to decrease, compared to that of specimens made with the conventional ACI mixture design method. It is clear that the drying shrinkage strain of the conventional mixture increases as the total unit volume of the mortar increases.
- (5)
- The ultimate strengths of RC beams mixed using the modified EMV method are as much as five percent greater than those of specimens created using the conventional ACI mixture design method. The experimental moments of all of the beams are about 17%–22% greater than those in the ACI 318-11 specifications.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ministry of Environment. Regulations on the Mandatory Use of Recycled Aggregates for Construction Projects; No. 2014-33; Ministry of Environment: Sejong, Korea, 2014. (In Korean)
- Fathifazl, G.; Abbas, A.; Razaqpur, A.; Isgor, O.; Fournier, B.; Foo, S. New mixture proportioning method for concrete made with coarse recycled concrete aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611. [Google Scholar] [CrossRef]
- Yagishita, F.; Sano, M.; Yamada, M. Behavior of reinforced concrete beams containing recycled coarse aggregate. In Demolition and Reuse of Concrete & Masonry RILEM Proceeding, 23; E & FN Spon: London, UK, 1994; pp. 331–342. [Google Scholar]
- Ajdukiewicz, A.B.; Kliszczewicz, A.T. Comparative tests of beams and columns made of recycled aggregate concrete and natural aggregate concrete. J. Adv. Concr. Technol. 2007, 5, 259–273. [Google Scholar] [CrossRef]
- Xio, J.; Li, W.; Fan, Y.; Huang, X. An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 2012, 31, 364–383. [Google Scholar] [CrossRef]
- Zhou, H.; Guo, K.; Meng, X.H.; Wu, J.G. Experimental research on bending behavior of high incorporation of recycled aggregate concrete beams. J. Shenyang Jianzhu Univ. (Nat. Sci.) 2010, 26, 859–864. (In Chinese) [Google Scholar]
- Maruyama, I.; Sogo, M.; Sogabe, T.; Sato, R.; Kawai, K. Flexural properties of reinforced recycled concrete beams. In Proceedings of the International RILEM Conference on the Use of Recycled Materials in Buildings and Structures, Barcelona, Spain, 8–11 November 2004.
- Sato, R.; Maruyama, I.; Sogabe, T.; Sogo, M. Flexural behavior of reinforced recycled concrete beams. J. Adv. Concr. Technol. 2007, 5, 43–61. [Google Scholar] [CrossRef]
- Fathifazl, G.; Razaqpur, A.G.; Isgor, O.B.; Abbas, A.; Fournier, B.; Foo, S. Flexural performance of steel-reinforced recycled concrete beams. ACI Struct. Eng. 2009, 106, 858–867. [Google Scholar]
- Kathirvel, P.; Kaliyaperumal, S.R.M. Influence of recycled concrete aggregates on the flexural properties of reinforced alkali activated slag concrete. Constr. Build. Mater. 2016, 102, 51–58. [Google Scholar] [CrossRef]
- Arezoumandi, M.; Smith, A.; Volz, J.S.; Khayat, K.H. An experimental study on flexural strength of reinforced concrete beams with 100% recycled concrete aggregate. Eng. Struct. 2015, 88, 154–162. [Google Scholar] [CrossRef]
- Kim, N.; Kim, J.; Yang, S. Mechanical strength properties of RCA concrete made by a modified EMV method. Sustainability 2016, 8, 924. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Mechanical properties of recycled aggregate concrete proportioned with modified equivalent mortar volume method for paving applications. Constr. Build. Mater. 2016. submitted. [Google Scholar] [CrossRef]
- Abbas, A.; Fathifazl, G.; Isgor, O.B.; Foo, S. Proposed method for determining the residual mortar content of recycled concrete aggregates. J. ASTM Int. 2008, 5, 1–12. [Google Scholar]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H.; Tam, C.T.; Foo, T.W.G. Microwave-assisted beneficiation of recycled concrete aggregates. Constr. Build. Mater. 2011, 25, 3469–3479. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H.; Tam, C.T. Acid treatment technique for determining the mortar content of recycled concrete aggregates. J. Test. Eval. 2013, 41, 1–10. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K. Separation processes to improve the quality of recycled concrete aggregates (RCA). In Handbook of Recycled Concrete and Demolition Waste; Pacheco-Torgal, F., Tam, V., Labrincha, J., Ding, Y., de Brito, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2013; pp. 246–269. [Google Scholar]
- Butler, L.J.; West, J.S.; Tighe, S.L. Towards the classification of recycled concrete aggregates: Influence of fundamental aggregate properties on recycled concrete performance. J. Sustain. Cement-Based Mater. 2014, 3, 140–163. [Google Scholar] [CrossRef]
- Hansen, T. Recycled aggregates and recycled aggregate concrete second state-of-the-art report developments 1945–1985. Mater. Struct. 1986, 19, 201–246. [Google Scholar] [CrossRef]
- F2403: Standard Test Method for Making and Curing Concrete Specimens; Korean Agency for Technology and Standards: Eumseong-gun, Korea, 2014; Available online: http://www.kats.go.kr/main.do (accessed on 16 January 2017).
- ASTM International. C39: Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM International. C469: Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM International. C157: Standard Test Method for Length Change of Hardened Hydraulic-cement Mortar and Concrete; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Lee, H. Structural Properties on Reinforced Concrete Beams Mixed with Recycled Concrete Aggregates. Master’s Thesis, Hongik University, Sejong, Korea, February 2015. [Google Scholar]
- Koo, K.; Choi, H.; Le, E.; Na, C.; Kim, G.; Kim, M. An experimental study on the strength and shrinkage of concrete by unit-water content fluctuation. In KAI Proceedings; Korean Architectural Institute: Seoul, Korea, 2008; Volume 28, pp. 367–390. (In Korean) [Google Scholar]
- Metha, P.K.; Monteiro, P.J.M. Concrete: Structure, Properties, and Materials, 2nd ed.; Prentice Hall: Englewood Cliffs, NJ, USA, 1993. [Google Scholar]
- ACI Committee 209. Prediction of Creep, Shrinkage and Temperature Effects in Concrete Structures; American Concrete Institute: Detroit, MI, USA, 1992. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregates | Specific Gravity | Absorption Capacity (%) | Residual Mortar Content (RMC) (%) |
|---|---|---|---|
| Fine Agg. | 2.55 | 0.95 | - |
| Natural coarse Agg. | 2.63 | 0.86 | - |
| RCA | 2.49 | 4.51 | 32.0 |
| Test Series | Mixture (id) | W/C (%) | Water (kg) | Cement (kg) | Sand (kg) | Coarse Aggregate | Admixture a (kg) | |
|---|---|---|---|---|---|---|---|---|
| RCA, (kg) | NA, (kg) | |||||||
| 1 | 1-C-0 | 37.5 | 180 | 480 | 757 | 0 | 920 | 1.87 |
| 1-C-50 | 37.5 | 180 | 480 | 758 | 428 | 460 | 1.87 | |
| 1-C-100 | 37.5 | 180 | 480 | 759 | 856 | 0 | 1.87 | |
| 1-E-50 b | 37.6 | 159 | 424 | 655 | 530 | 564 | 1.65 | |
| 1-E-100 c | 37.6 | 155 | 411 | 633 | 1102 | 0 | 1.60 | |
| 2 | 2-C-0 | 40.9 | 196 | 480 | 745 | 0 | 900 | 1.87 |
| 2-C-40 | 40.9 d | 196 e | 480 | 724 | 340 | 540 | 1.87 | |
| 2-E-40 b | 40.9 f | 179 g | 439 | 658 | 400 | 635 | 1.71 | |
| 2-E-80 c | 40.9 h | 177 i | 432 | 645 | 822 | 218 | 1.68 | |
| Mixture ID | Beam ID | Mu-exp (kN·m) | Mu-ACI (kN·m) | exp/ACI |
|---|---|---|---|---|
| 2-C-0 | NAT-1 | 314.2 | 256.0 | 1.23 |
| 2-C-0 | NAT-2 | 312.1 | 256.0 | 1.22 |
| 2-C-40 | CON40 | 299.2 | 255.3 | 1.17 |
| 2-E-40 | EMV40 | 313.8 | 253.8 | 1.24 |
| 2-E-80 | EMV80 | 302.4 | 253.0 | 1.20 |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Lee, H. Structural Performance of Reinforced RCA Concrete Beams Made by a Modified EMV Method. Sustainability 2017, 9, 131. https://doi.org/10.3390/su9010131
Yang S, Lee H. Structural Performance of Reinforced RCA Concrete Beams Made by a Modified EMV Method. Sustainability. 2017; 9(1):131. https://doi.org/10.3390/su9010131
Chicago/Turabian StyleYang, Sungchul, and Hwalwoong Lee. 2017. "Structural Performance of Reinforced RCA Concrete Beams Made by a Modified EMV Method" Sustainability 9, no. 1: 131. https://doi.org/10.3390/su9010131