
Extended FMEA for Sustainable Manufacturing: An Empirical Study in the Non-Woven Fabrics Industry



Abstract
:1. Introduction
2. Our Extended FMEA Approach
- : occurrence probability of the mode;
- : detection probability of the mode;
- : severity level of the mode from a technical perspective (in service industry, is actually the timing of the process), evaluated on a traditional scale of 10;
- : severity level from an economic perspective in internally dealing with the mode; thus, it closely relates to so-called “internal failure costs”;
- : severity level from an economic perspective in externally dealing with the mode; i.e., the level of external costs occurred after non-detected faulty product/service is delivered to external customers; thus, it is actually a part of so-called “external failure costs”;
- : the probability of a casualty caused by the mode if the faulty item fails to be detected before delivery;
- : severity level from economic perspective for a casualty caused by the mode. If the failure mode may lead to fatal losses, the is assigned with an extreme value so that it can be carefully considered in the manufacturing and quality controlling processes. Hence, it is actually another part of so-called “external failure costs”.
2.1. Evaluation of Severity of Failures from Technical Perspective
2.2. Evaluation of Severity of Failures from an Economic Perspective
3. Practical Application
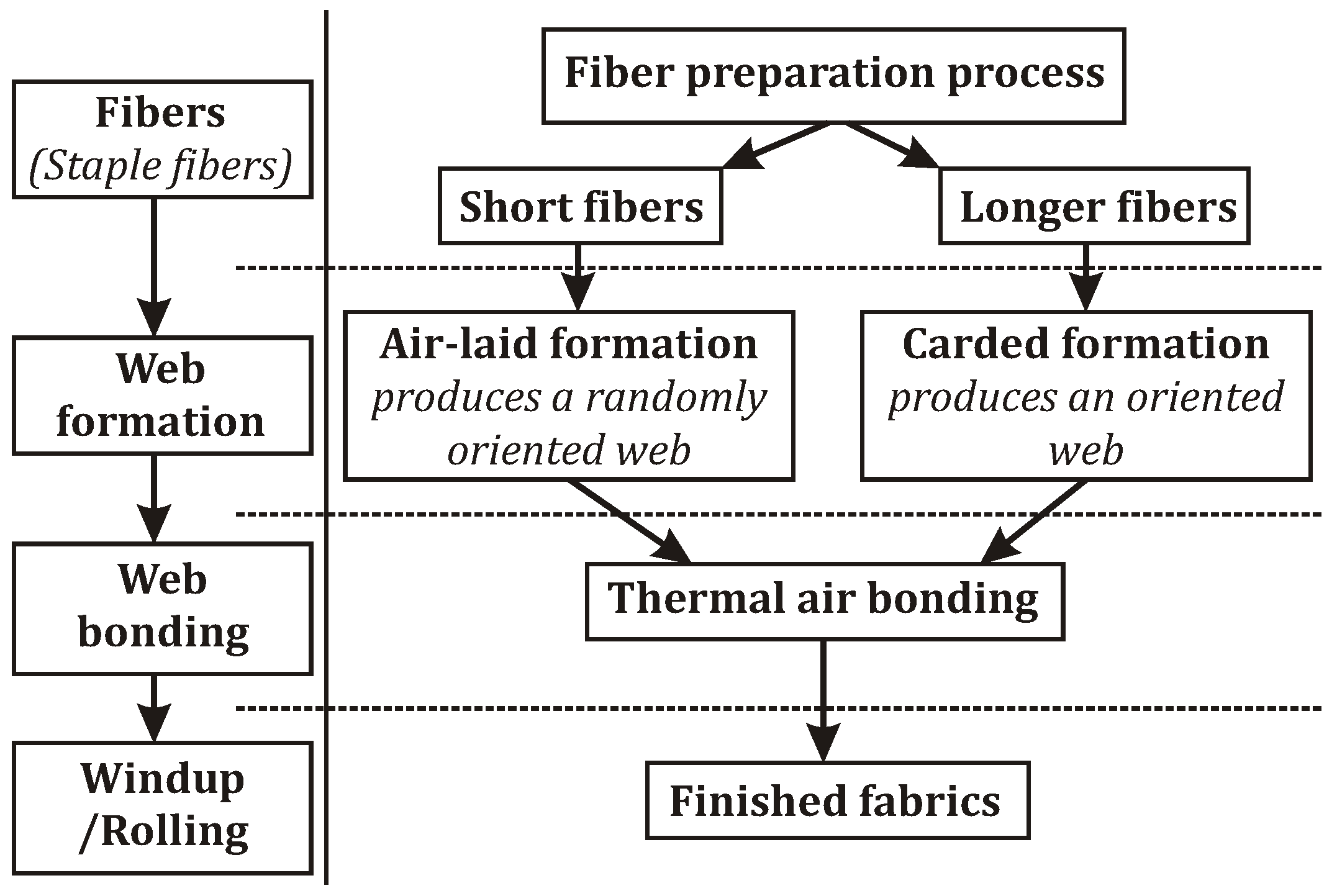
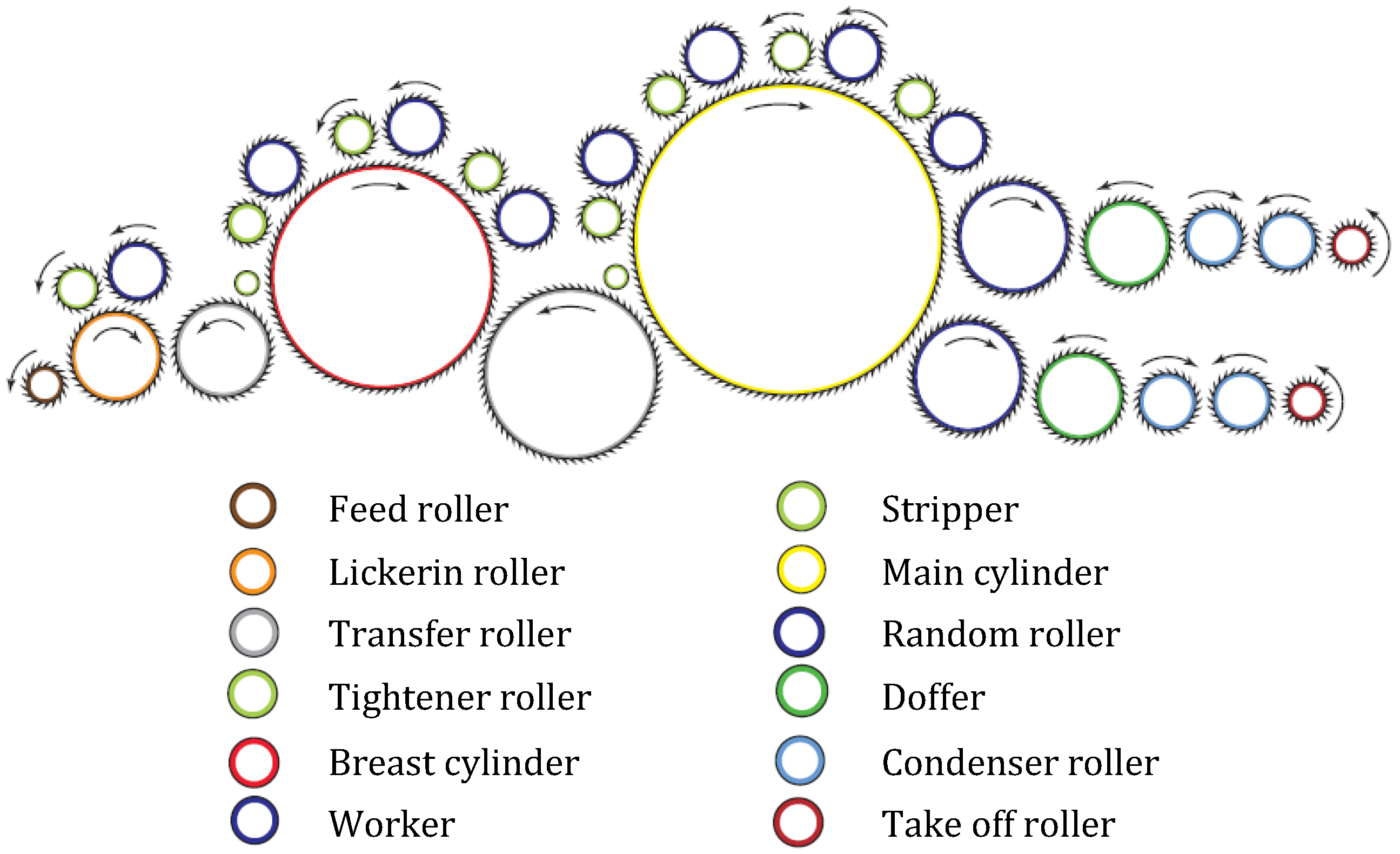
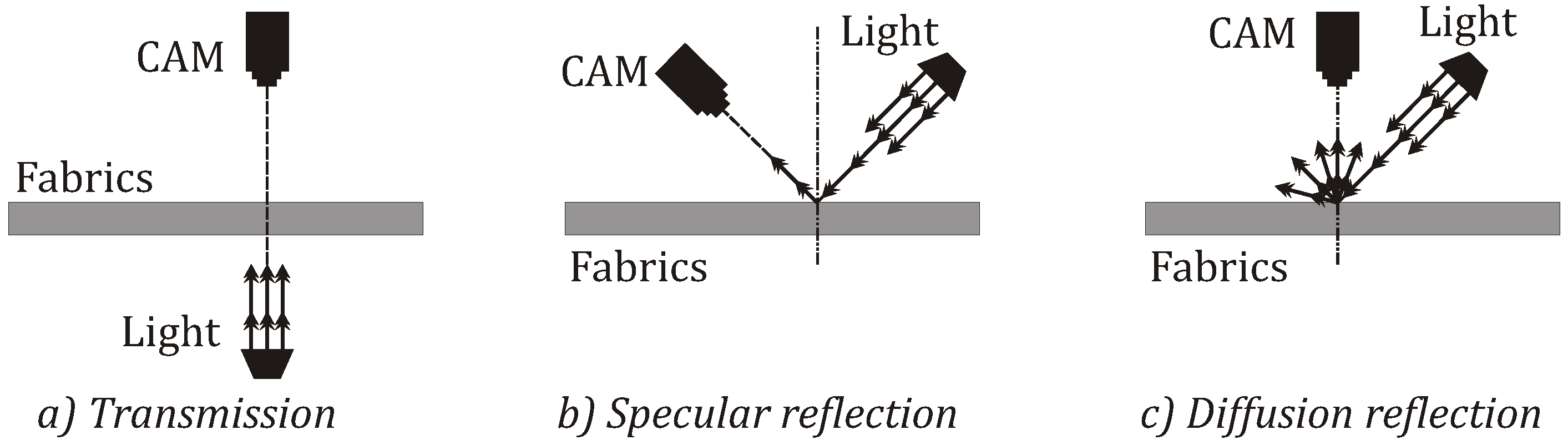
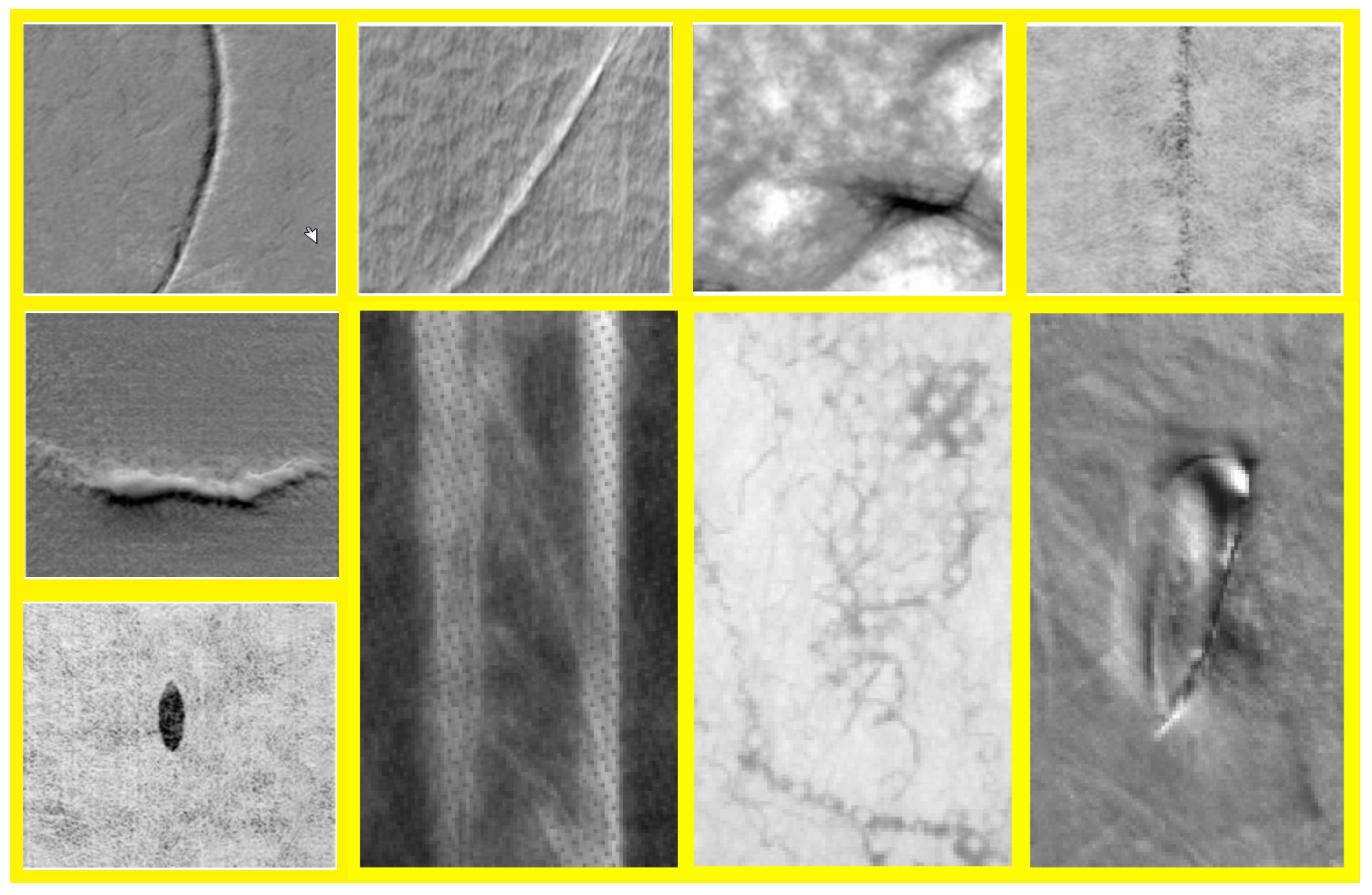
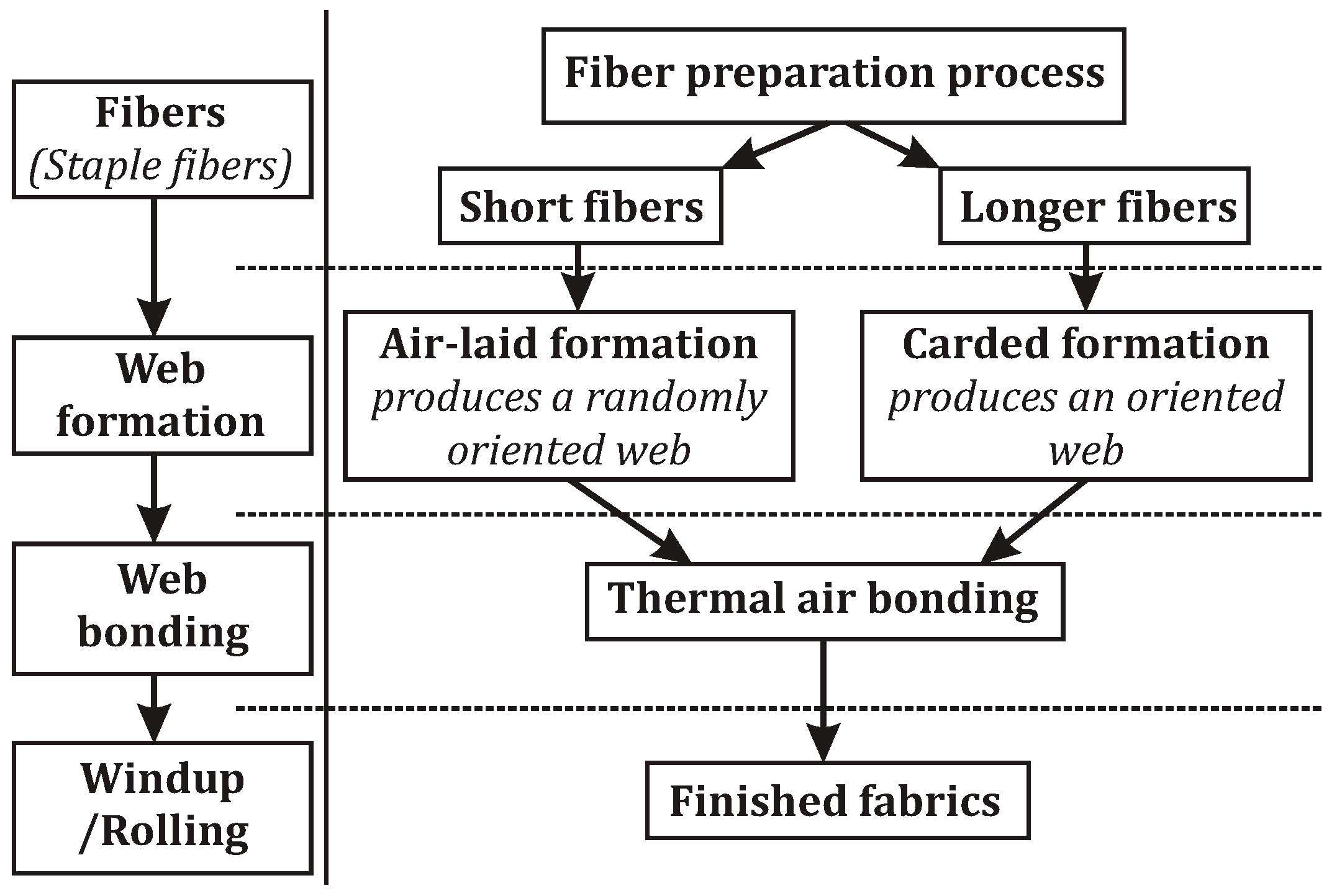
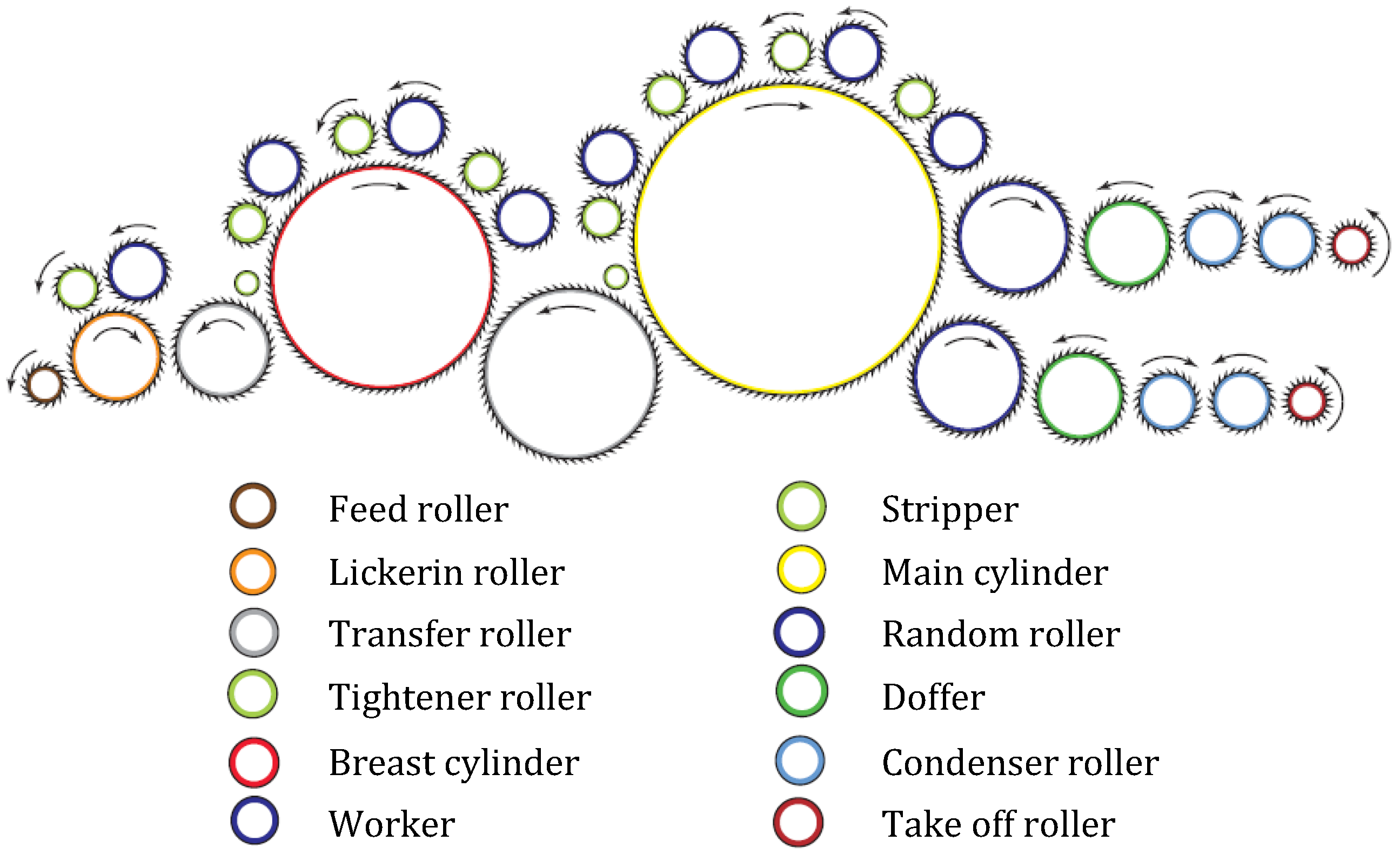
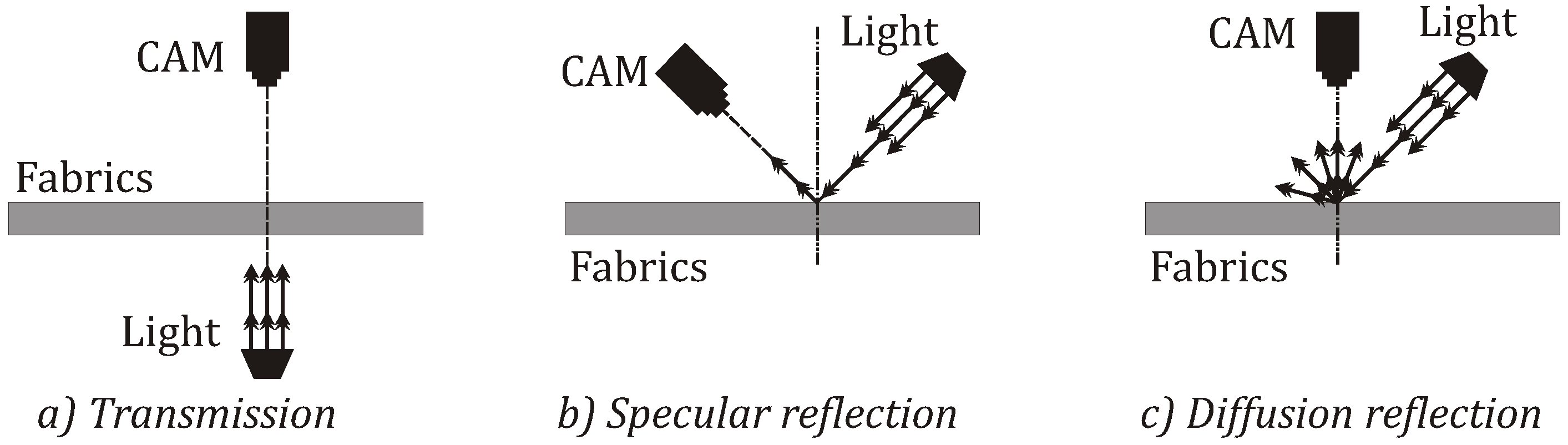
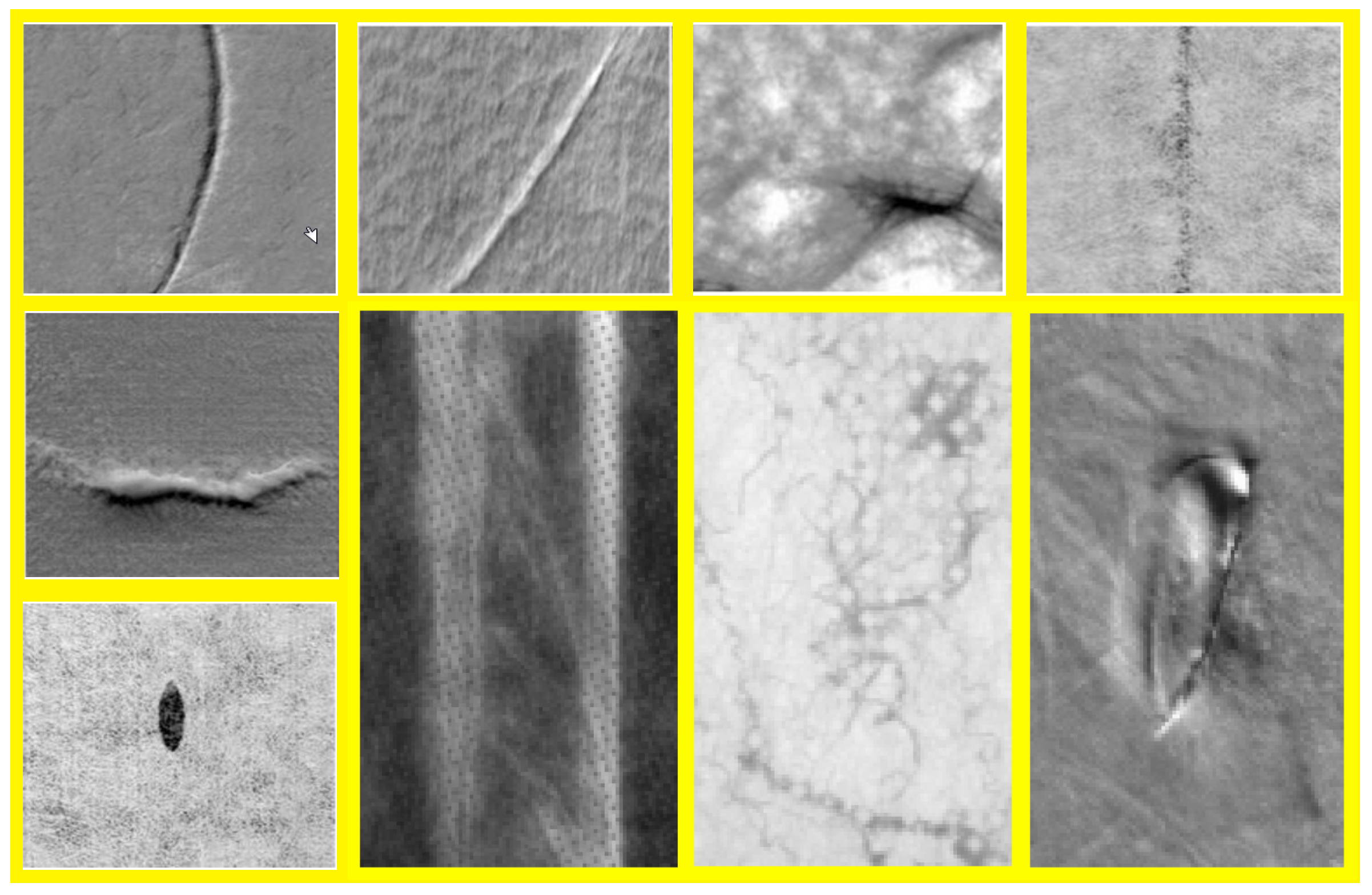
3.1. Overview of the Non-Woven Fabrics Industry
3.2. EFMEA at Company P
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| ERPN | Extended Risk Priority Number |
| FMEA | Failure Mode and Effects Analysis |
| RPN | Risk Priority Number |
| VND | Vietnam Dong |
References
- Alakeson, V.; Sherwin, C. Innovation for sustainable development. Forum Future 2004, 10, 142–149. [Google Scholar]
- Montgomery, D.C. Statistical Quality Control —A Modern Introduction; Wiley & Sons: Singapore, 2013. [Google Scholar]
- Stamatis, D.H. Failure Mode and Effect Analysis: FMEA from Theory to Execution; ASQC Press: New York, NY, USA, 1995. [Google Scholar]
- Pantazopoulos, G.; Tsinopoulos, G. Process failure modes and effects analysis (PFMEA): A structured approach for quality improvement in the metal forming industry. J. Fail. Anal. Prev. 2005, 5, 5–10. [Google Scholar] [CrossRef]
- Bowles, J.B.; Peláez, C.E. Fuzzy logic prioritization of failures in a system failure mode, effects and criticality analysis. Reliab. Eng. Syst. Saf. 1995, 50, 203–213. [Google Scholar] [CrossRef]
- Sankar, N.R.; Prabhu, B.S. Modified approach for prioritization of failures in a system failure mode and effects analysis. Int. J. Qual. Reliab. Manag. 2001, 18, 324–336. [Google Scholar] [CrossRef]
- Chen, J.K. Utility priority number evaluation for FMEA. J. Fail. Anal. Prev. 2007, 7, 321–328. [Google Scholar] [CrossRef]
- Chin, K.S.; Wang, Y.M.; Poon, G.K.K.; Yang, J.B. Failure mode and effects analysis using a group-based evidential reasoning approach. Comput. Oper. Res. 2009, 36, 1768–1779. [Google Scholar] [CrossRef]
- Aldridge, J.R.; Taylor, J.; Dale, B.G. The application of failure mode and effects analysis at an automotive components manufacturer. Int. J. Qual. Reliab. Manag. 1991, 8, 83–90. [Google Scholar] [CrossRef]
- Kolich, M. Using failure mode and effects analysis to design a comfortable automotive driver seat. Appl. Ergon. 2014, 45, 1087–1096. [Google Scholar] [CrossRef] [PubMed]
- Cicek, K.; Celik, M. Application of failure modes and effects analysis to main engine crankcase explosion failure on-board ship. Saf. Sci. 2013, 51, 6–10. [Google Scholar] [CrossRef]
- Chang, K.H.; Cheng, C.H. Evaluating the risk of failure using the fuzzy OWA and DEMATEL method. J. Intell. Manuf. 2011, 22, 113–129. [Google Scholar] [CrossRef]
- Horng, R.-H.; Lin, R.-C.; Chiang, Y.-C.; Chuang, B.-H.; Hu, H.-L.; Hsu, C.-P. Failure modes and effects analysis for high-power GaN-based light-emitting diodes package technology. Microelectron. Reliab. 2012, 52, 818–821. [Google Scholar] [CrossRef]
- Jiang, Y.; Jiang, H.; Ding, S.; Liu, Q. Application of failure mode and effects analysis in a clinical chemistry laboratory. Clin. Chim. Acta 2015, 448, 80–85. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Cheng, G.; Hu, H.; Wu, W. Development of a risk-based maintenance strategy using FMEA for a continuous catalytic reforming plant. J. Loss Prev. Process Ind. 2012, 25, 958–965. [Google Scholar] [CrossRef]
- Lillie, E.; Sandborn, P.; Humphrey, D. Assessing the value of a lead-free solder control plan using cost-based FMEA. Microelectron. Reliab. 2015, 55, 969–979. [Google Scholar] [CrossRef]
- Mariajayaprakash, A.; Senthilvelan, T. Failure detection and optimization of sugar mill boiler using FMEA and Taguchi method. Eng. Fail. Anal. 2013, 30, 17–26. [Google Scholar] [CrossRef]
- Whiteley, M.; Dunnett, S.; Jackson, L. Failure mode and effect analysis, and fault tree analysis of polymer electrolyte membrane fuel cells. Int. J. Hydrog. Energy 2016, 41, 1187–1202. [Google Scholar] [CrossRef]
- Sharma, R.K.; Kumar, D.; Kumar, P. Systematic failure mode effect analysis (FMEA) using fuzzy linguistic modelling. Int. J. Qual. Reliab. Manag. 2005, 22, 986–1004. [Google Scholar] [CrossRef]
- Zhou, Q.; Thai, V.V. Fuzzy and grey theories in failure mode and effect analysis for tanker equipment failure prediction. Saf. Sci. 2016, 83, 74–79. [Google Scholar] [CrossRef]
- Sutrisno, A.; Gunawan, I.; Tangkuman, S. Modified failure mode and effect analysis (FMEA) model for accessing the risk of maintenance waste. Procedia Manuf. 2015, 4, 23–29. [Google Scholar] [CrossRef]
- Chen, W.C.; Wu, W.F. Constructing an effective prevention mechanism for MSW lifecycle using failure mode and effects analysis. Waste Manag. 2015, 46, 646–652. [Google Scholar] [CrossRef] [PubMed]
- Trafialek, J.; Kolanowski, W. Application of failure mode and effect analysis (FMEA) for audit of HACCP system. Food Control 2014, 44, 35–44. [Google Scholar] [CrossRef]
- Afshari, H.; Issa, M.H.; Radwan, A. Using failure mode and effects analysis to evaluate barriers to the greening of existing buildings using the leadership in energy and environmental design rating system. J. Clean. Prod. 2016, 127, 195–203. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, J. Use of fuzzy risk assessment in FMEA of offshore engineering systems. Ocean Eng. 2015, 95, 195–204. [Google Scholar] [CrossRef]
- Feili, H.R.; Akar, N.; Lotfizadeh, H.; Bairampour, M.; Nasiri, S. Risk analysis of geothermal power plants using failure modes and effects analysis (FMEA) technique. Energy Convers. Manag. 2013, 72, 69–76. [Google Scholar] [CrossRef]
- Arabian-Hoseynabadi, H.; Oraee, H.; Tavner, P.J. Failure modes and effects analysis (FMEA) for wind turbines. Int. J. Electr. Power Energy Syst. 2010, 32, 817–824. [Google Scholar] [CrossRef]
- Colli, A. Failure mode and effect analysis for photovoltaic systems. Renew. Sustain. Energy Rev. 2015, 50, 804–809. [Google Scholar] [CrossRef]
- Lin, Q.L.; Wang, D.J.; Lin, W.G.; Liu, H.C. Human reliability assessment for medical devices based on failure mode and effects analysis and fuzzy linguistic theory. Saf. Sci. 2014, 62, 248–256. [Google Scholar] [CrossRef]
- AL-Tahat, M.D.; Jawwad, A.K.M.A.; Nahleh, Y.L.A. Ordinal logistic regression model of failure mode and effects analysis (FMEA) in pharmaceutical tabletting tools. Eng. Fail. Anal. 2013, 27, 322–332. [Google Scholar] [CrossRef]
- Kaljević, O.; Djuriš, J.; Djurić, Z.; Ibrić, S. Application of failure mode and effects analysis in quality by design approach for formulation of carvedilol compression coated tablets. J. Drug Deliv. Sci. Technol. 2016, 32, 56–63. [Google Scholar] [CrossRef]
- Bonnabry, P.; Cingria, L.; Sadeghipour, F.; Ing, H.; Fonzo-Christe, C.; Pfister, R.E. Use of a systematic risk analysis method to improve safety in the production of pediatric parenteral nutrition solutions. Qual. Saf. Health Care 2005, 14, 93–98. [Google Scholar] [CrossRef] [PubMed]
- Chanamool, N.; Naenna, T. Fuzzy FMEA application to improve decision-making process in an emergency department. Appl. Soft Comput. 2016, 43, 441–453. [Google Scholar] [CrossRef]
- Abrahamsen, H.B.; Abrahamsen, E.B.; Høyland, S. On the need for revising healthcare failure mode and effect analysis for assessing potential for patient harm in healthcare processes. Reliab. Eng. Syst. Saf. 2016, 155, 160–168. [Google Scholar] [CrossRef]
- Mayadev, J.; Dieterich, S.; Harse, R.; Lentz, S.; Mathai, M.; Boddu, S.; Kern, M.; Courquin, M.; Stern, R.L. A failure modes and effects analysis study for gynecologic high-dose-rate brachytherapy. Brachytherapy 2015, 14, 866–875. [Google Scholar] [CrossRef] [PubMed]
- Masini, L.; Donis, L.; Loi, G.; Mones, E.; Molina, E.; Bolchini, C.; Krengli, M. Application of failure mode and effects analysis to intracranial stereotactic radiation surgery by linear accelerator. Pract. Radiat. Oncol. 2014, 4, 392–397. [Google Scholar] [CrossRef] [PubMed]
- Benjamin, D.M. Reducing medication errors and increasing patient safety: Case studies in clinical pharmacology. J. Clin. Pharmacol. 2003, 43, 768–783. [Google Scholar] [CrossRef] [PubMed]
- Montesi, G.; Lechi, A. Prevention of medication errors: Detection and audit. Br. J. Clin. Pharmacol. 2009, 67, 651–655. [Google Scholar] [CrossRef] [PubMed]
- Linton, J. Facing the challenges of service automation: An enabler for e-commerce and productivity gain in traditional services. IEEE Trans. Eng. Manag. 2003, 50, 478–484. [Google Scholar] [CrossRef]
- Lolli, F.; Ishizaka, A.; Gamberini, R.; Rimini, B.; Messori, M. FlowSort-GDSS—A novel group multi-criteria decision support system for sorting problems with application to FMEA. Expert Syst. Appl. 2015, 42, 6342–6349. [Google Scholar] [CrossRef]
- Kumru, M.; Kumru, P.Y. Fuzzy FMEA application to improve purchasing process in a public hospital. Appl. Soft Comput. 2013, 13, 721–733. [Google Scholar] [CrossRef]
- Liao, C.J.; Ho, C.C. Risk management for outsourcing biomedical waste disposal —Using the failure mode and effects analysis. Waste Manag. 2014, 34, 1324–1329. [Google Scholar] [CrossRef] [PubMed]
- Geum, Y.; Cho, Y.; Park, Y. A systematic approach for diagnosing service failure: Service-specific FMEA and grey relational analysis approach. Math. Comput. Model. 2011, 54, 3126–3142. [Google Scholar] [CrossRef]
- Park, G.-Y.; Kim, D.H.; Lee, D.Y. Software FMEA analysis for safety-related application software. Ann. Nucl. Energy 2014, 70, 96–102. [Google Scholar] [CrossRef]
- Su, C.T.; Lin, H.C.; Teng, P.W.; Yang, T. Improving the reliability of electronic paper display using FMEA and Taguchi methods: A case study. Microelectron. Reliab. 2014, 54, 1369–1377. [Google Scholar] [CrossRef]
- Davidson, G.; Lib, A. Learning from failures: Design improvements using a multiple criteria decision-making process. J. Aerosp. Eng. 2003, 217, 207–216. [Google Scholar] [CrossRef]
- Hsiao, S. Concurrent design method for developing a new product. Int. J. Ind. Ergon. 2002, 29, 41–55. [Google Scholar] [CrossRef]
- Sawhney, R.; Subburaman, K.; Sonntag, C.; Capizzi, C.; Rao, P.V. A modified FMEA approach to enhance reliability of lean systems. Int. J. Qual. Reliab. Manag. 2010, 27, 832–855. [Google Scholar] [CrossRef]
- Daily, K.W. The FMEA Pocket Handbook; DW Publishing Co.: Orlando, FL, USA, 2004. [Google Scholar]
- Liu, H.C.; Liu, L.; Liu, N. Risk evaluation approaches in failure mode and effects analysis: A literature review. Expert Syst. Appl. 2013, 40, 828–838. [Google Scholar] [CrossRef]
- Cox, L.A., Jr.; Babajev, D.; Huber, W. Some limitations of qualitative risk rating systems. Risk Anal. 2007, 25, 651–662. [Google Scholar] [CrossRef] [PubMed]
- Cox, L.A., Jr. What’s wrong with risk matrices? Risk Anal. 2008, 28, 497–512. [Google Scholar] [PubMed]
- Patrick, D. Practical Reliability Engineering, 4th ed.; Publish House of Electronics Industry: Beijing, China, 2004. [Google Scholar]
- Xiao, N.C.; Huang, H.Z.; Li, Y.F.; He, L.P.; Jin, T.D. Multiple failure modes analysis and weighted risk priority number evaluation in FMEA. Eng. Fail. Anal. 2011, 18, 1162–1170. [Google Scholar] [CrossRef]
- Gargama, H.; Chaturvedi, S.K. Criticality assessment models for failure mode effects and criticality analysis using fuzzy logic. IEEE Trans. Reliab. 2011, 60, 102–110. [Google Scholar] [CrossRef]
- Karthik, S.; Sivakumar, A.; Sevvel, P. Comparative study of risk assessment value against risk priority number. Int. J. Innov. Res. Sci. Technol. 2015, 4, 114–123. [Google Scholar]
- Gilchrist, W. Modeling failure modes and effects analysis. Int. J. Qual. Reliab. Manag. 1993, 10, 16–23. [Google Scholar] [CrossRef]
- Kmenta, S.; Ishii, K. Scenario-based failure modes and effects analysis using expected cost. J. Mech. Des. 2004, 126, 1027–1035. [Google Scholar] [CrossRef]
- Kremer, D. Design FMEA (Failure Modes Effects Analysis). Ohio University Mechanical Engineering Sr. Design 2007–2008. 2007–2008. Available online: https://www.ohio.edu/mechanical/design/snrdesign07_08/me471/fmea&reliability.pdf (accessed on 23 May 2015).
- Chang, K.H.; Wen, T.C. A novel efficient approach for DFMEA combining 2-tuple and the OWA operator. Expert Syst. Appl. 2010, 37, 2362–2370. [Google Scholar] [CrossRef]
- Chang, K.H.; Cheng, C.H.; Chang, Y.C. Reprioritization of failures in a silane supply system using an intuitionistic fuzzy set ranking technique. Soft Comput. 2010, 14, 285–298. [Google Scholar] [CrossRef]
- General Motor Corp. Potential Failure Mode and Effects Analysis (FMEA) Reference Manual; Automotive Industry Action Group: Southfield, MI, USA, 2008. [Google Scholar]
- Liu, H.C.; Liu, L.; Liu, N.; Mao, L.X. Risk evaluation in failure mode and effects analysis with extended VIKOR method under fuzzy environment. Expert Syst. Appl. 2012, 39, 12926–12934. [Google Scholar] [CrossRef]
- Nguyen, T.L.; Tai, D.H.; Shu, M.H. Modifying risk priority number in failure modes and effects analysis. Int. J. Adv. Appl. Sci. 2016, 3, 76–81. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Aspect | Rating Values | ||
|---|---|---|---|---|
| 1 |  | 10 | ||
| 1 | Severity | insignificant | | catastrophic |
| 2 | Occurrence | extremely unlikely | | inevitable |
| 3 | Detection | absolutely certain to detect | | no control exists |
| Severity | Impact Level | Evaluation Criteria |
|---|---|---|
| 10 | Extremely serious, unpredictable | Technical failures can not be detected from production process |
| 9 | Extremely serious, predictable | Technical failures only detected after checking finished products |
| 8 | Serious | Technical failures only detected after completing production |
| 7 | High | Technical failures require a long time to be remedied |
| 6 | Quite high | Failures affecting next stages |
| 5 | Significant | Failures affecting finished product beauty |
| 4 | Quite significant | Failures due to equipment can be immediately remedied |
| 3 | Low | Failures due to operational failures |
| 2 | Very low | Normal failures only affect the cost of materials |
| 1 | Extremely low | Almost no impact on product quality |
| No. | Failure | IFC | WoC | No. | Failure | IFC | WoC |
|---|---|---|---|---|---|---|---|
| 1 | Bond point | 612 | 1530 | 10 | Holes | 306 | 1530 |
| 2 | Broken Filaments | 2295 | 3825 | 11 | Light Spots | 918 | 1530 |
| 3 | Calendar Cuts | 2754 | 3825 | 12 | Meltblown F. Drops ** | 1377 | 3825 |
| 4 | Clumps | 2142 | 3366 | 13 | Polymer Drips | 1224 | 1530 |
| 5 | Contamination | 2295 | 2754 | 14 | Scratches | 1530 | 3060 |
| 6 | Dark Spots | 2142 | 3366 | 15 | Streaks | 1836 | 2754 |
| 7 | Dirt | 153 | 1530 | 16 | Thick Spots | 2295 | 3366 |
| 8 | Eyebrows | 459 | 1530 | 17 | Thin Spots | 765 | 1530 |
| 9 | Fusions | 1989 | 2754 | 18 | Wrinkles | 918 | 1530 |
| Failure Modes | S() | O | D | Pri-F * | Pri-E ** | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Bond point | 6 | 5 | 5 | 150 | 0.5 | 0.556 | 4 | 10 | 30.11 | ||
| Broken Filaments | 9 | 6 | 3 | 162 | 0.6 | 0.778 | 15 | 25 | 110.97 | 4 | |
| Calendar Cuts | 10 | 5 | 4 | 200 | 4 | 0.5 | 0.667 | 18 | 25 | 146.60 | 1 |
| Clumps | 10 | 5 | 3 | 150 | 0.5 | 0.778 | 14 | 22 | 94.42 | 6 | |
| Contamination | 10 | 4 | 3 | 120 | 0.4 | 0.778 | 15 | 18 | 75.98 | ||
| Dark Spots | 7 | 5 | 4 | 140 | 0.5 | 0.667 | 14 | 22 | 82.79 | ||
| Dirt | 5 | 4 | 8 | 160 | 0.4 | 0.222 | 1 | 10 | 22.56 | ||
| Eyebrows | 7 | 4 | 4 | 112 | 0.4 | 0.667 | 3 | 10 | 19.12 | ||
| Fusions | 10 | 3 | 6 | 180 | 6 | 0.3 | 0.444 | 13 | 18 | 98.36 | 5 |
| Holes | 8 | 5 | 6 | 240 | 3 | 0.5 | 0.444 | 2 | 10 | 36.25 | |
| Light Spots | 6 | 6 | 7 | 252 | 2 | 0.6 | 0.333 | 6 | 10 | 74.47 | |
| Meltblown F.Drops | 10 | 4 | 6 | 240 | 3 | 0.4 | 0.444 | 9 | 25 | 118.68 | 3 |
| Polymer Drips | 9 | 2 | 7 | 126 | 0.2 | 0.333 | 8 | 10 | 45.64 | ||
| Scratches | 8 | 6 | 4 | 192 | 5 | 0.6 | 0.667 | 10 | 20 | 87.95 | 7 |
| Streaks | 9 | 6 | 3 | 162 | 0.6 | 0.778 | 12 | 18 | 86.37 | 8 | |
| Thick Spots | 10 | 5 | 4 | 200 | 4 | 0.5 | 0.667 | 15 | 22 | 124.11 | 2 |
| Thin Spots | 6 | 7 | 7 | 294 | 1 | 0.7 | 0.333 | 5 | 10 | 77.07 | |
| Wrinkles | 7 | 6 | 3 | 126 | 0.6 | 0.778 | 6 | 10 | 34.52 |
| No. | Proposed Solutions | Line |
|---|---|---|
| 1 | Regular check and maintenance of: mixer system, blower units, feeding units, suction units, power transmission units, pressurized air system, guide sensors, etc. | 1, 2 |
| 2 | Adjust torque and speed level depending upon the required weight of the fabric | 1, 2 |
| 3 | Check for the proper pressure levels in the indicator and level of oil | 1 |
| 4 | Correct speed regulation and consistent cleaning of the guide sensors | 1, 2 |
| 5 | Employ experienced labor and educate them about removing foreign particles | 2 |
| 6 | Maintain suitable torque depending upon the fabric and make adjustments if necessary | 1, 2 |
| 7 | Proper operation control using experienced manual labor | 2 |
| 8 | Regulate continuous flow of the coolant across the rollers | 1 |
| 9 | Regulate the speed and pressure setting depending upon the sheet’s required texture | 1, 2 |
| 10 | Repair and align the gap in between the rollers properly | 1 |
| 11 | Replace the tube lights for proper illumination and clean the lenses periodically | 2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.-L.; Shu, M.-H.; Hsu, B.-M. Extended FMEA for Sustainable Manufacturing: An Empirical Study in the Non-Woven Fabrics Industry. Sustainability 2016, 8, 939. https://doi.org/10.3390/su8090939
Nguyen T-L, Shu M-H, Hsu B-M. Extended FMEA for Sustainable Manufacturing: An Empirical Study in the Non-Woven Fabrics Industry. Sustainability. 2016; 8(9):939. https://doi.org/10.3390/su8090939
Chicago/Turabian StyleNguyen, Thanh-Lam, Ming-Hung Shu, and Bi-Min Hsu. 2016. "Extended FMEA for Sustainable Manufacturing: An Empirical Study in the Non-Woven Fabrics Industry" Sustainability 8, no. 9: 939. https://doi.org/10.3390/su8090939
APA StyleNguyen, T.-L., Shu, M.-H., & Hsu, B.-M. (2016). Extended FMEA for Sustainable Manufacturing: An Empirical Study in the Non-Woven Fabrics Industry. Sustainability, 8(9), 939. https://doi.org/10.3390/su8090939