3.1.2. Aggregates Material Properties
Natural sand was used as a fine aggregate. The specific gravity was 2.62, and the absorption ratio was 0.54%.
Table 1 summarizes the material characteristics of the fine aggregate.
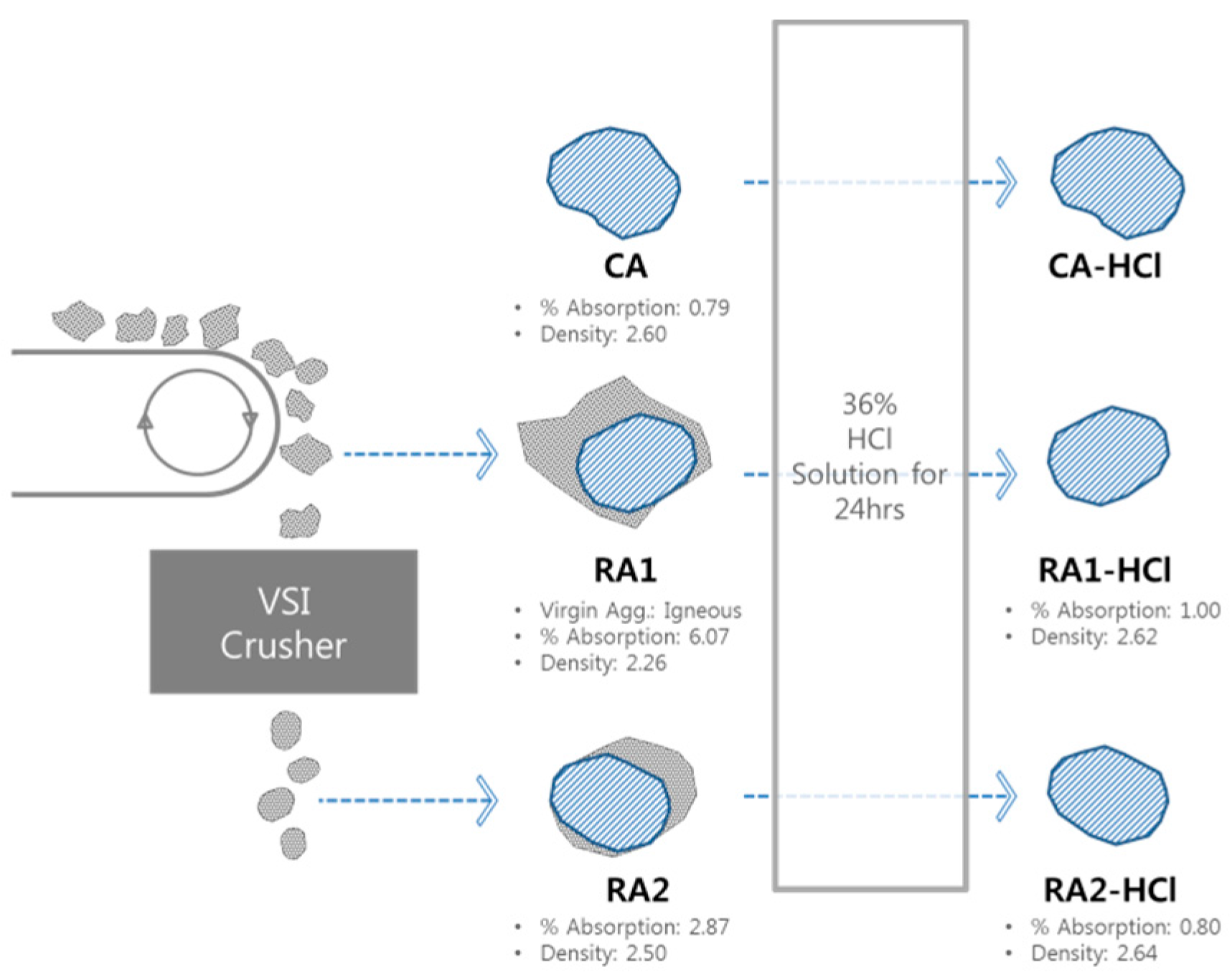
This experiment used two types of coarse RCAs (RA1 and RA2), which have the same original virgin aggregate but different amounts of residual mortar. RA2 was additionally created by putting the collected RCA in a VSI (vertical shaft impact) crusher, which removes a significant amount of attached mortar from the abrasion between aggregates [
18]. From the polarization microscope test of the three test samples, the mineral name of the original virgin aggregates were found to be shist, biotite shist and diorite [
10]. It is known that shist and biotite are related to gneiss.
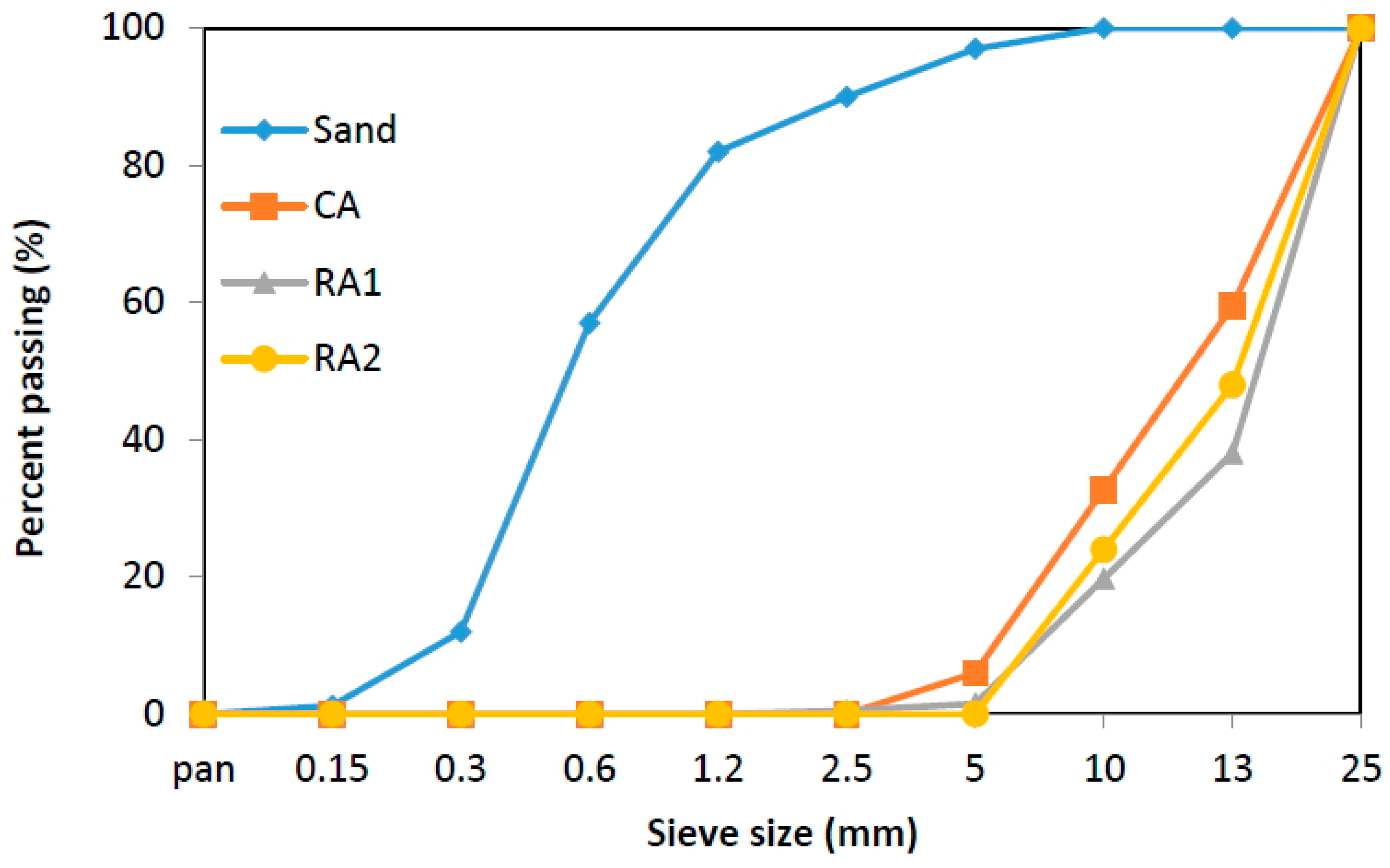
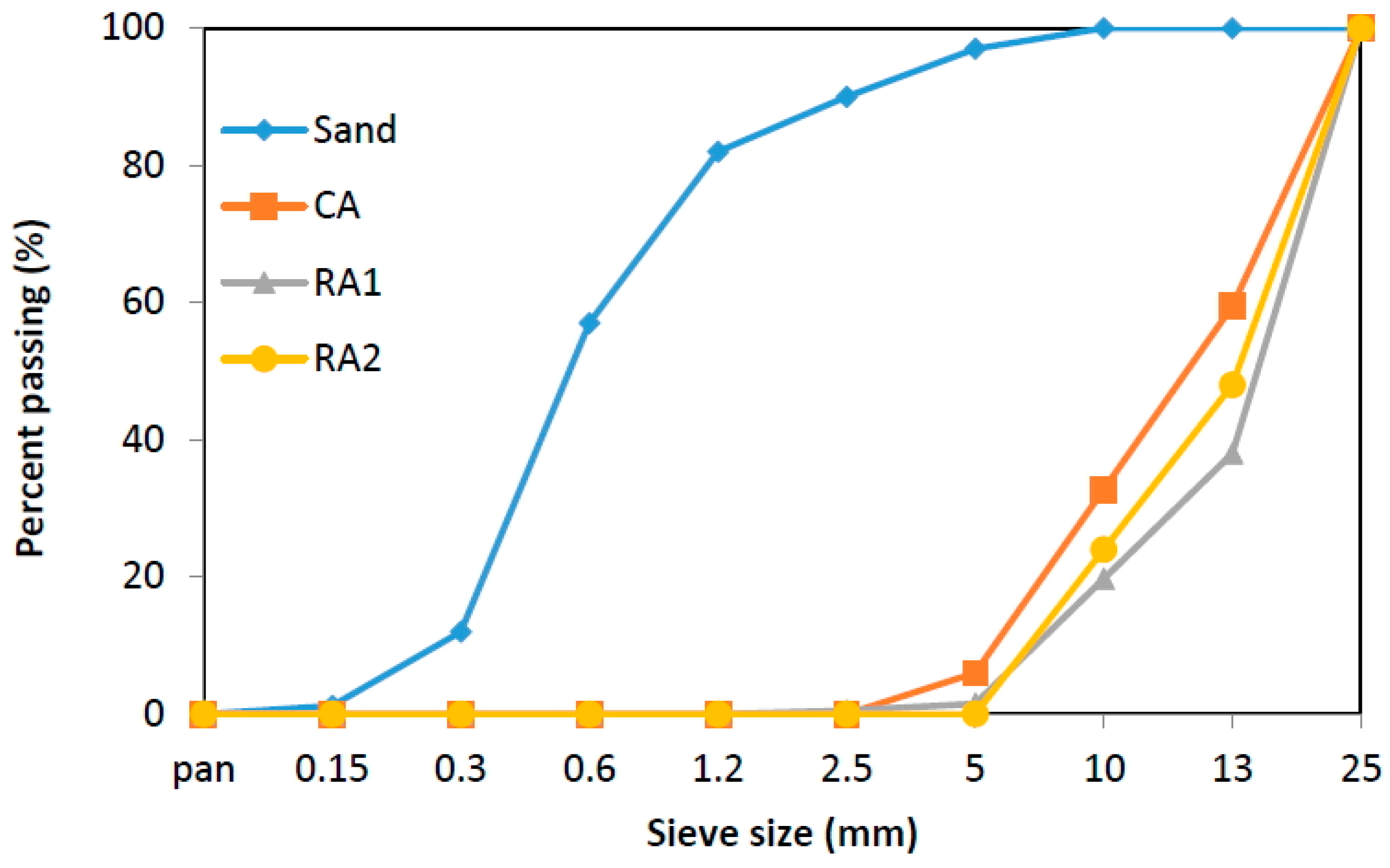
Table 2 summarizes the material characteristics of the coarse aggregates. All of the aggregates size distributions are shown in
Figure 3.
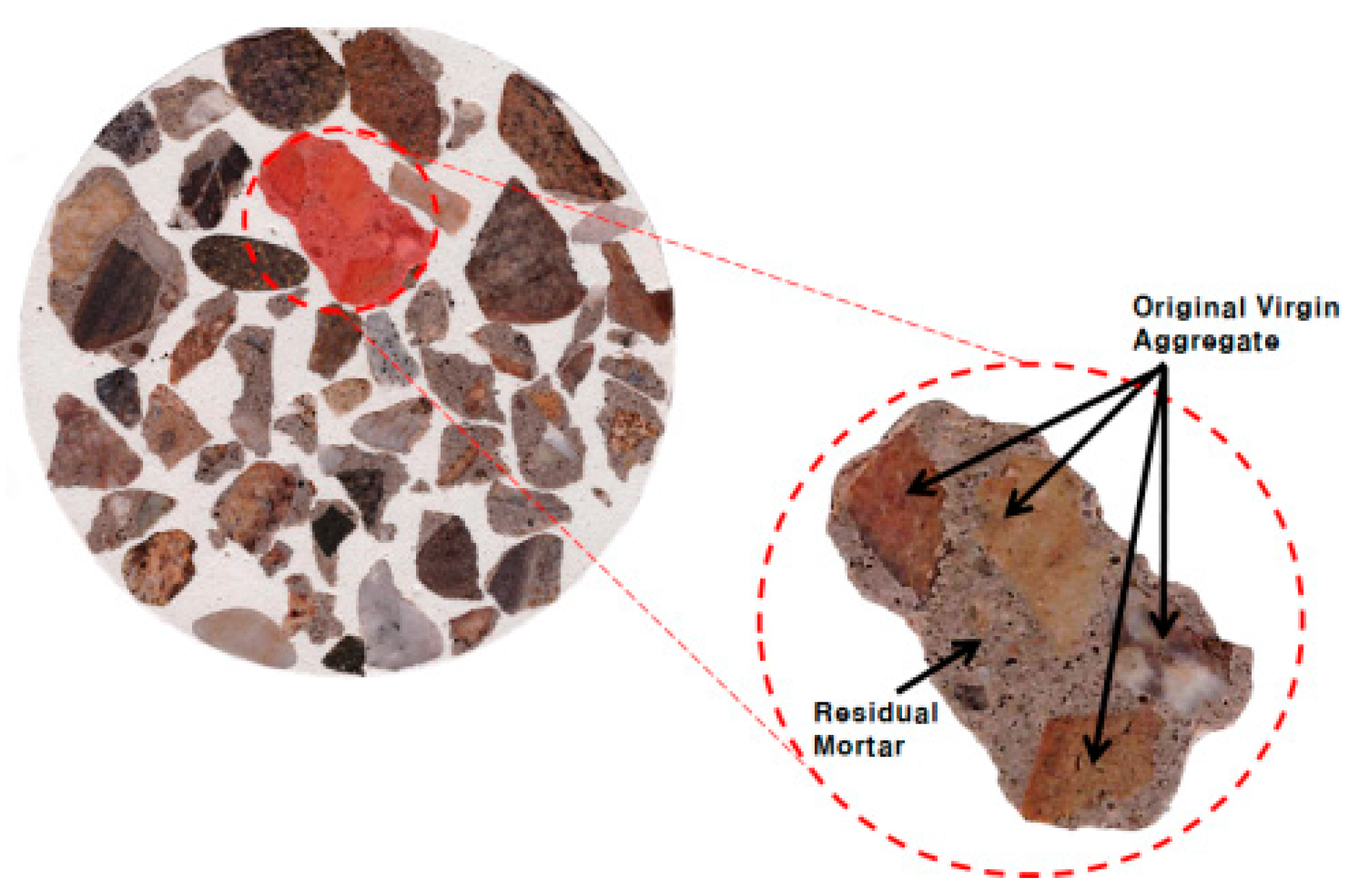
It is essential to quantify the residual mortar attached to the RCA to manufacture concrete using the EMV mix design. Although many methods to quantify residual mortar have been proposed, a standard method has not been established. In this study, Abbas’s method of removing the residual mortar [
12] was considered as a possible chemical treatment method. However, the samples must be put in and taken out of a sodium sulfate solution at specific times, and it takes about 7 days to assess the amount of residual mortar. Thus, a hydrochloric acid solution was used to expedite this process in this study: 36% concentrated hydrochloric acid was mixed with distilled water to make a 1 M concentrated hydrochloric acid solution, and the samples were precipitated. After 24 h, the aggregates were washed with water over a No. 4 sieve. The washed aggregates were placed in an oven at 105 °C for 24 h, and the oven-dried mass was measured. The following equation was used to obtain the RMC value:
where
denotes the initial oven-dried weight (g) of the RCA sample before the test and
is the final oven-dried weight (g) of the OVA after removing the residual mortars.
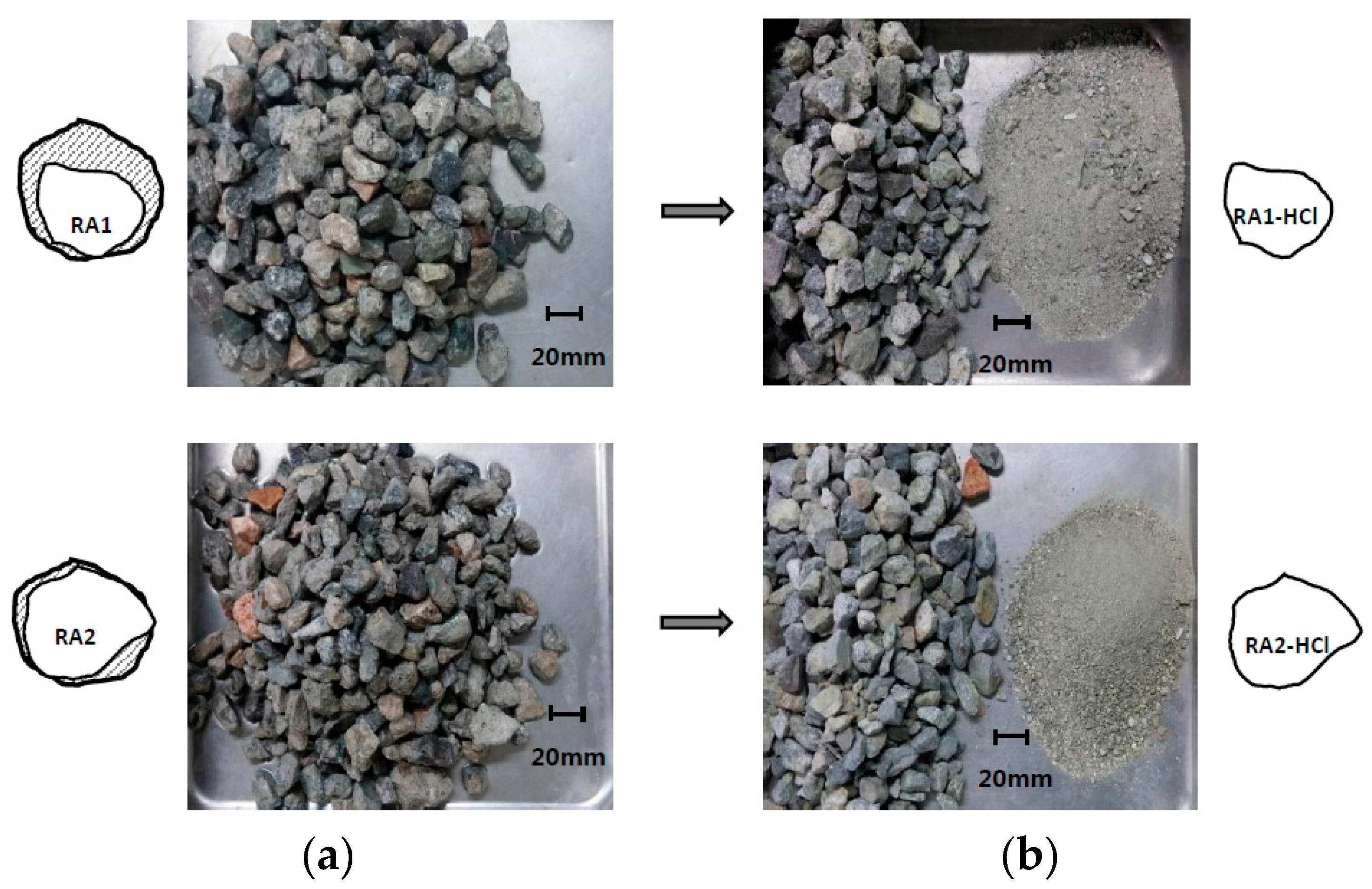
A natural coarse aggregate (CA) was also tested to prove that only the residual mortar is dissolved by this acid treatment, not the original virgin aggregate. The sampling process of the aggregates from the experiment is conceptually illustrated in
Figure 4, in which CA-HCl, RA1-HCl, and RA2-HCl denote the CA, RA1, and RA2 samples after hydraulic acid treatment, respectively. It can be verified from
Table 3 that aggregates with residual mortar removed rise in SiO
2, the main component of the whole aggregate, and fall in CaO, the main component of cement. The CA sample meanwhile did not show any significant change in chemical composition.
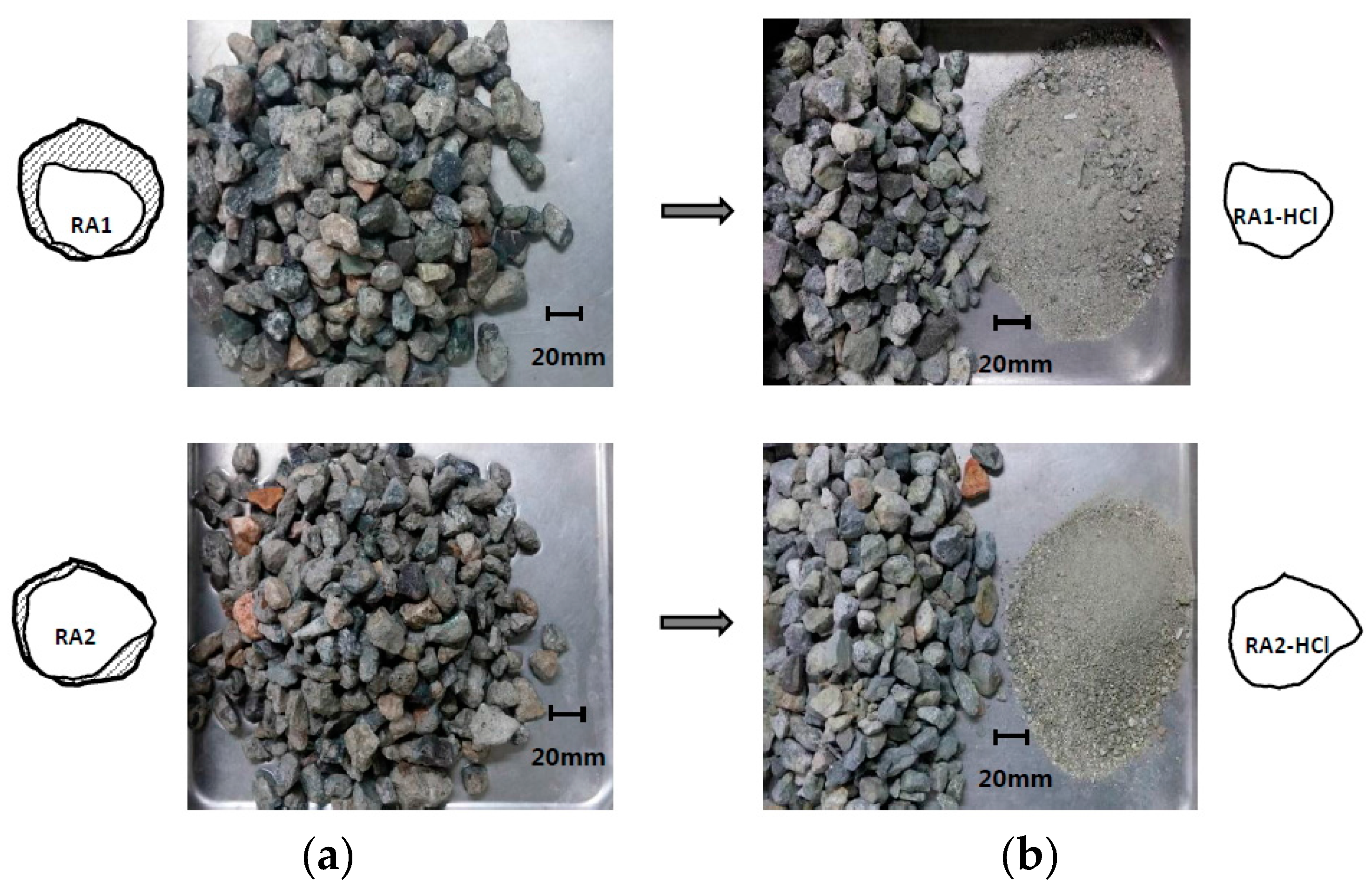
Figure 5 and
Figure 6 show samples of the natural aggregates and RCAs, respectively, before and after hydrochloric acid dissolution.
Figure 5 shows dismantled virgin aggregates and residual mortars after the hydrochloric acid treatment.
Even after the hydrochloric acid treatment, some residual mortar may not be completely removed. The unseparated residual mortar was susceptible to small impacts; therefore, residual mortars were quantified after their manual separation.
The specific gravities and the absorption ratios of the three types of aggregates after the hydrochloric acid treatment are presented in
Table 4. It was verified that RA1 and RA2 have the same original virgin aggregate based on the similarity of the chemical composition in
Table 3 and the similar specific gravities and absorption values after the dissolution process in
Table 4.
RMC values were finally determined with Equation (5). Test results showed that RA1 and RA2 have 50% and 12% of their aggregate mass from residual mortars, respectively.
Approximate ranges of the RMC values can be confirmed or obtained by the RMC correlation in terms of water absorption and bulk density. Formulas reported by Akbarnezhad et al. [
14] estimated that the RMC values of RA1 and RA2 are 55%–60% and 25%–30%, respectively, from the aggregate absorption relation, while the RMC values of RA1 and RA2 are 50%–60% and 10%–20%, respectively, from the bulk density relation.
3.1.3. Mix Design
A series of mixes were designed for a highway paving concrete with a maximum aggregate size of 25 mm, as shown in
Table 5. The target air content for all mix designs was a minimum of 4.0% and the slump value was under 50 mm. The water/cement ratio was set to 43% for all the mixes. One can notice that in the modified EMV mixes in
Table 5, the amounts of the cement and sand required to blend the RCA paving concrete mix are less than those in the conventional concrete mixes. This is due to the fact that the EMV method uses more coarse aggregates than that of the conventional method, resulting in less fresh mortar content in the former than in the latter. This creates two major benefits: economic and environment-friendly. First, the EMV method is more economically profitable than that of the conventional method because it uses more coarse aggregates, which are low in price, but less fresh mortar, which is high in price. For example, cement and sand are the most expensive components among all the components of a concrete mix. As the amount of the cement and sand used are reduced, the cost the manufacturer has to pay decreases. Secondly, because the EMV method makes more use of RA than that of the conventional method, the demand for cement and sand is reduced thus saving natural resources and the environment. However, it should be noted that for a general purpose of concrete mix, i.e., structural concrete with slump value of about 150 mm, further study is needed to overcome any possible slump loss which may occur using the modified EMV mix proportioning method, by considering the use of admixtures.
The mix design ID in
Table 5 can be explained as follows. There are three different sets of terms. The first, CA, RA1, and RA2, denotes the type of coarse aggregates used. The second, 1–3, denotes the RCA replacement levels and the S values applied in Equations (1) and (2). The third term C designates the conventional mix design, while E is the EMV mix design. For example, RA1-2-E denotes the EMV mix design substituted with RA1 aggregates, but proportioned with S = 2 in Equation (1).
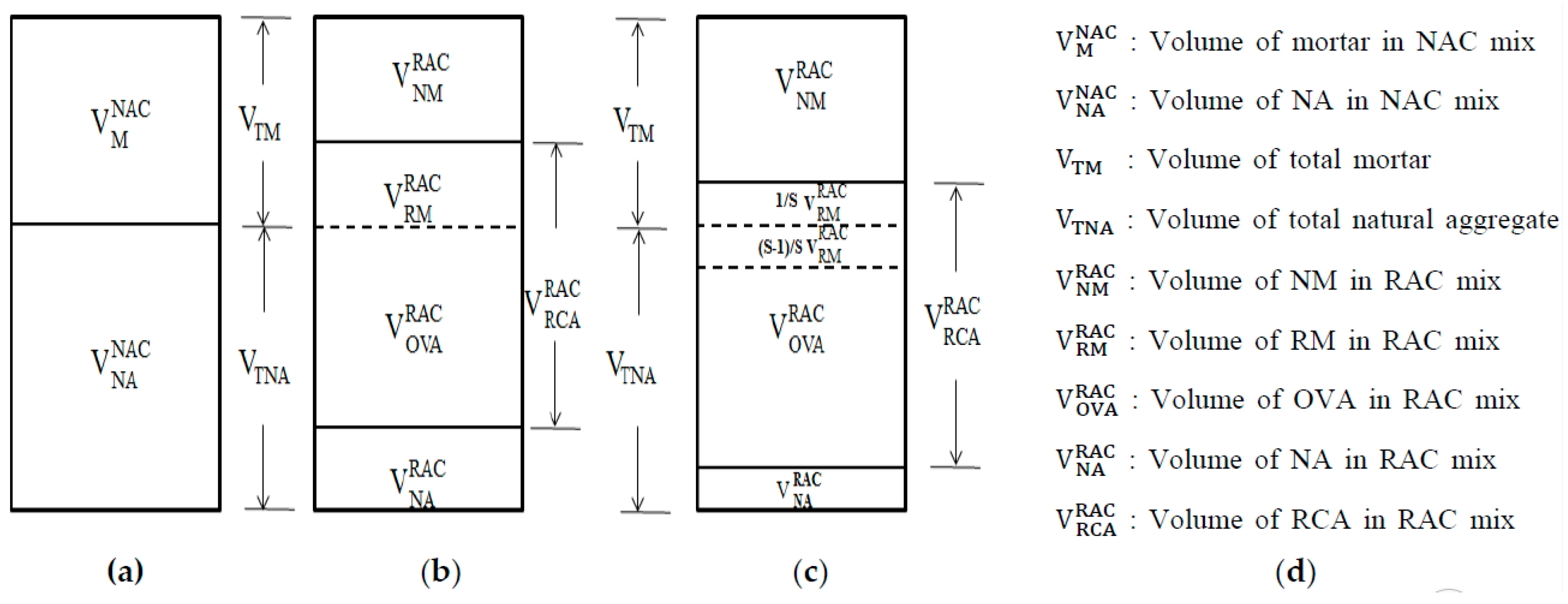
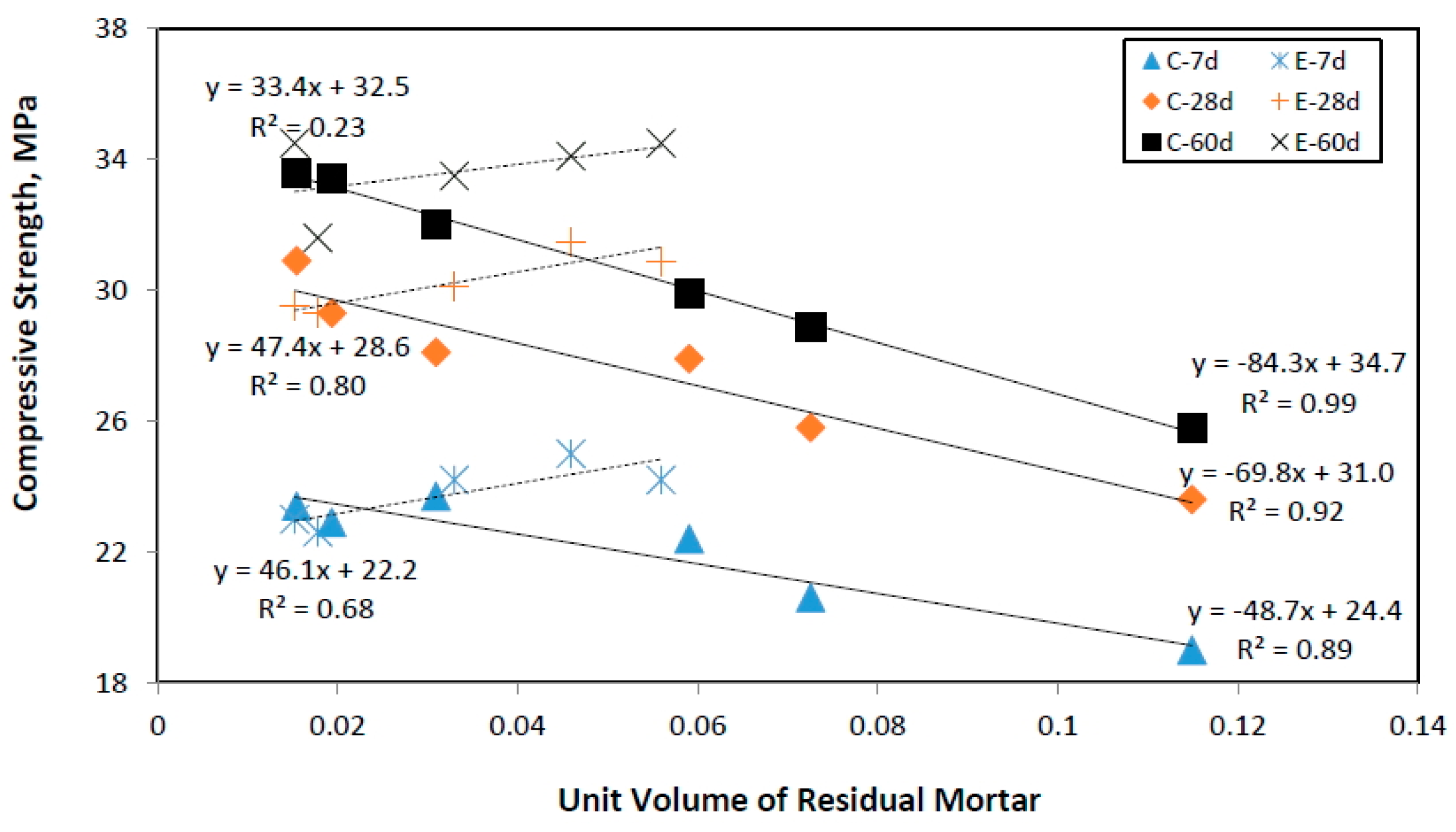
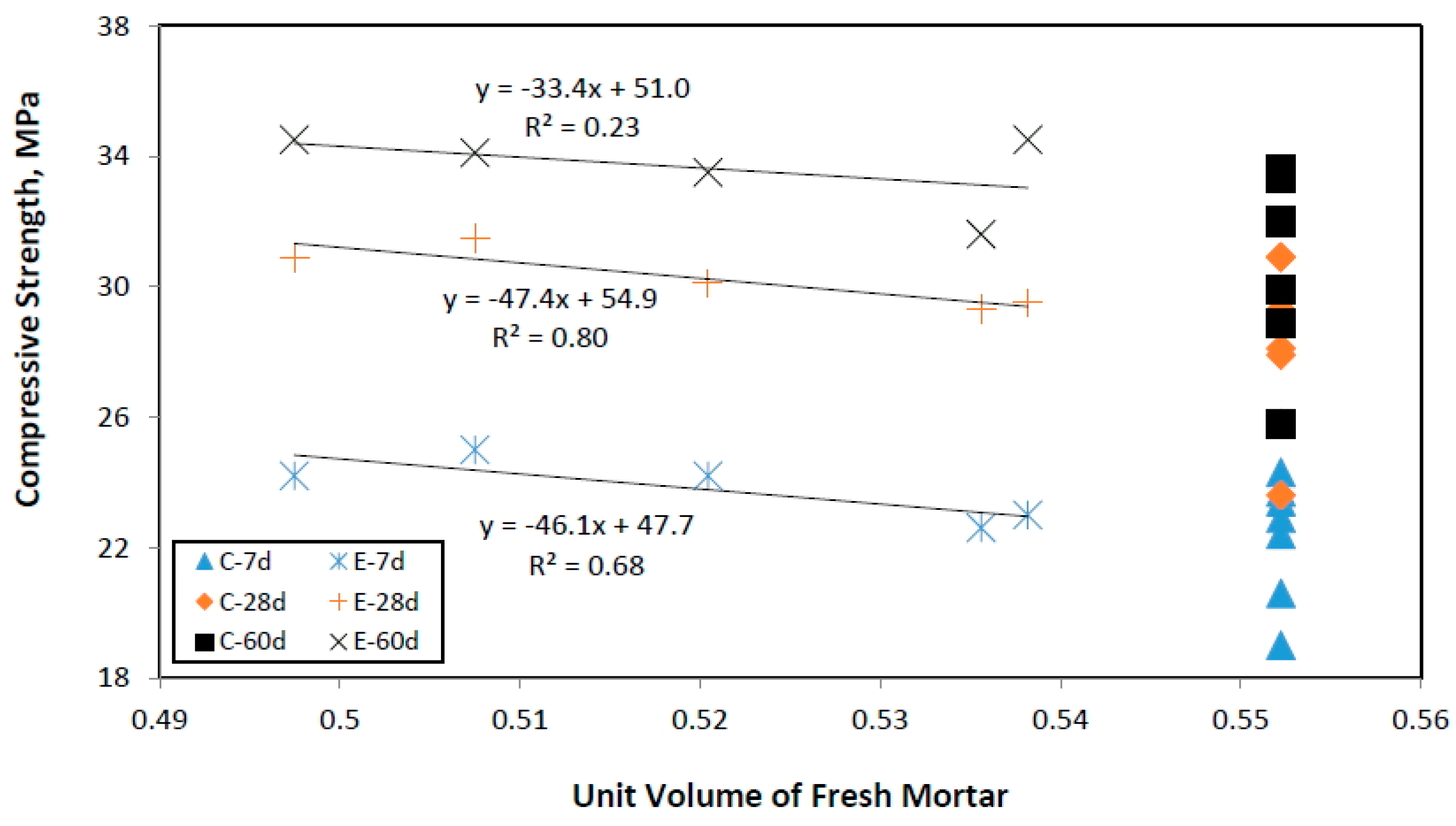
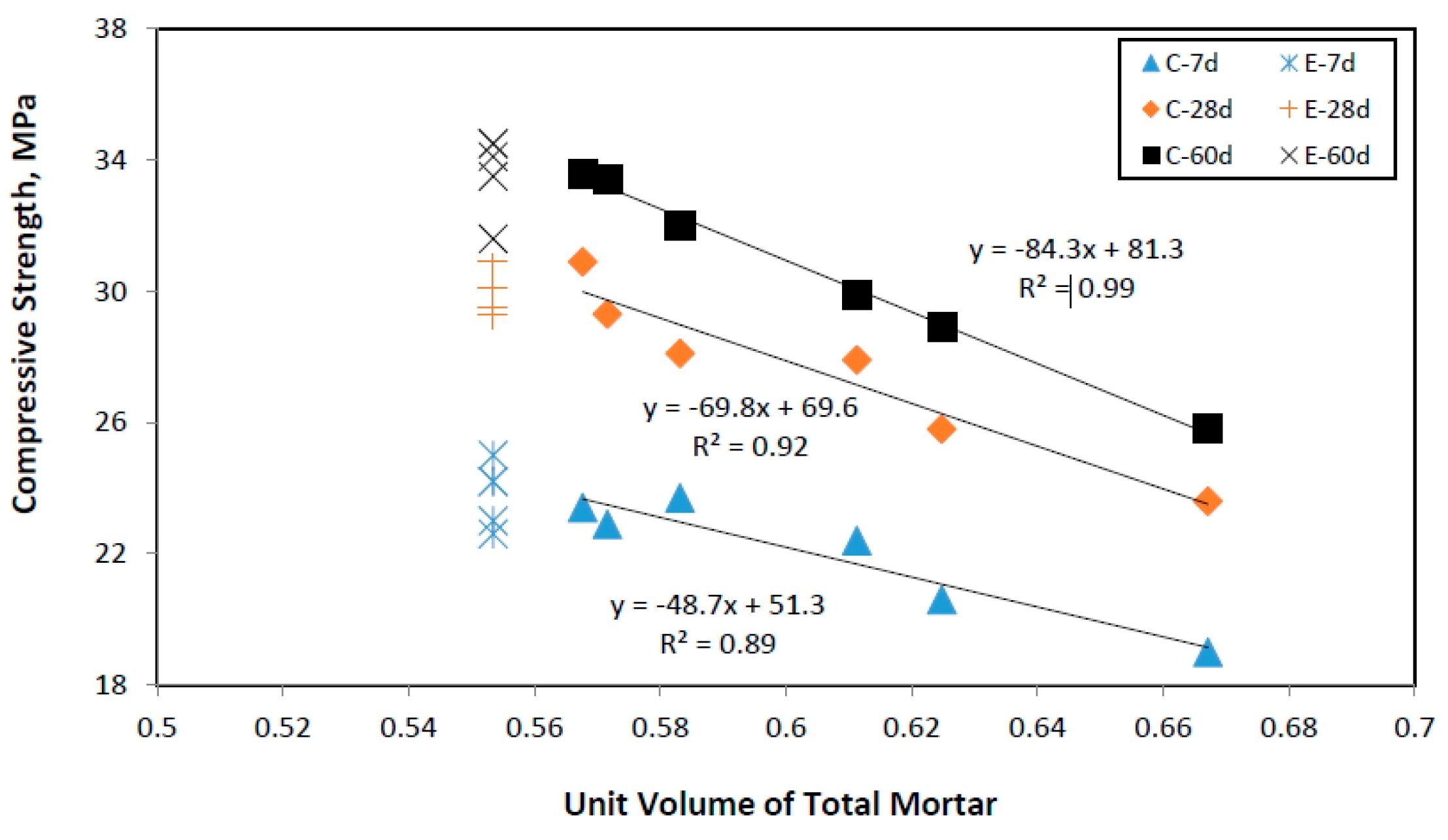
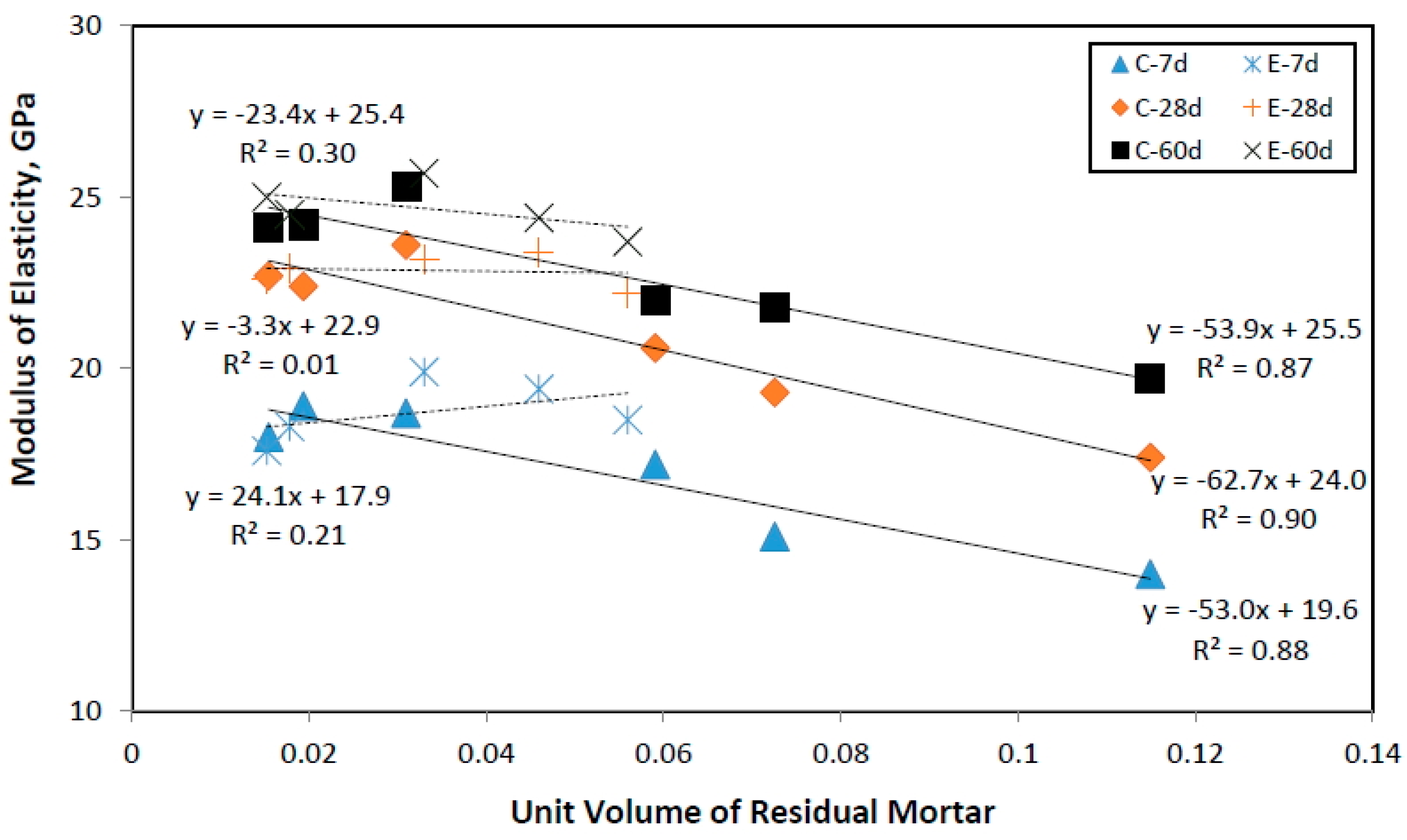
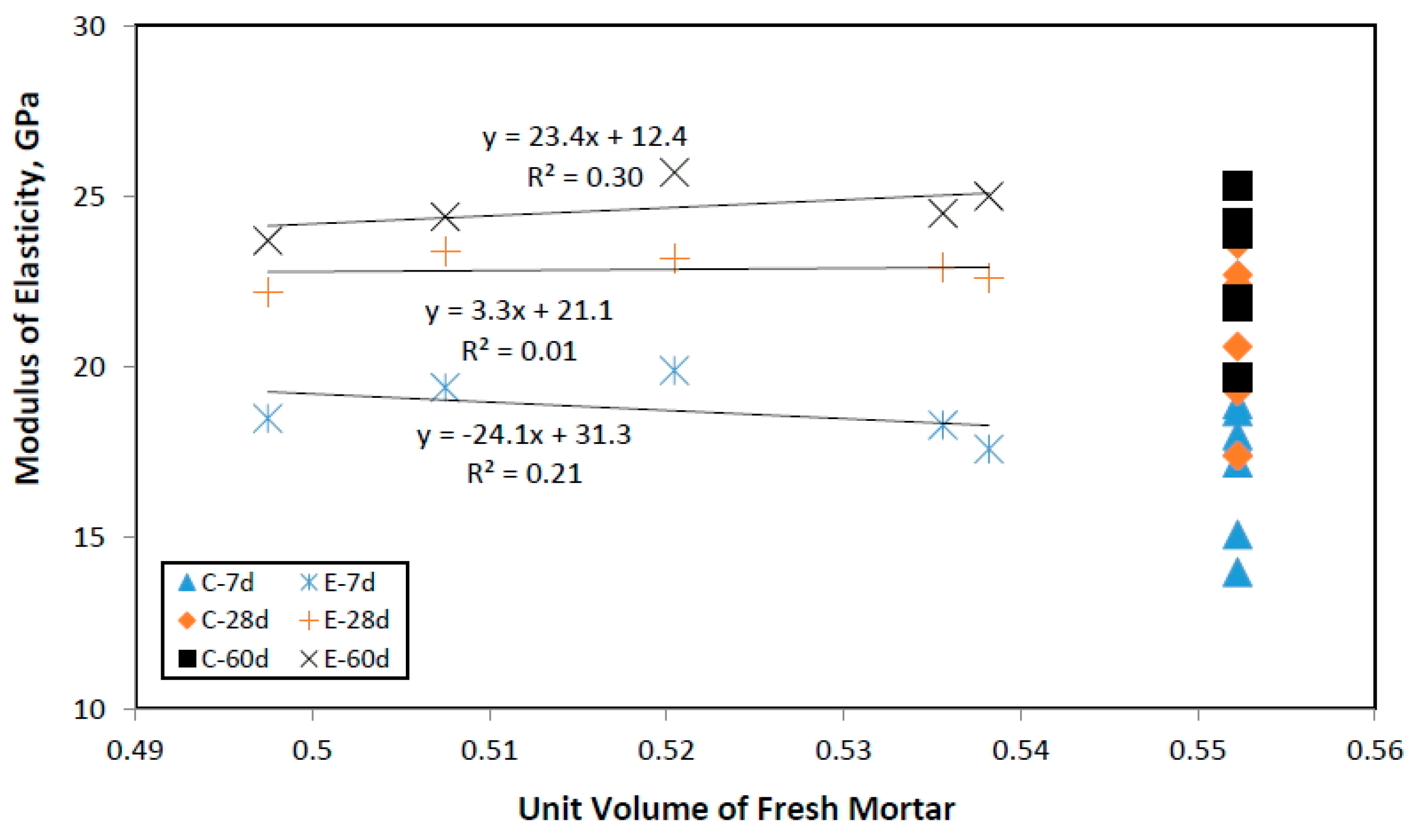
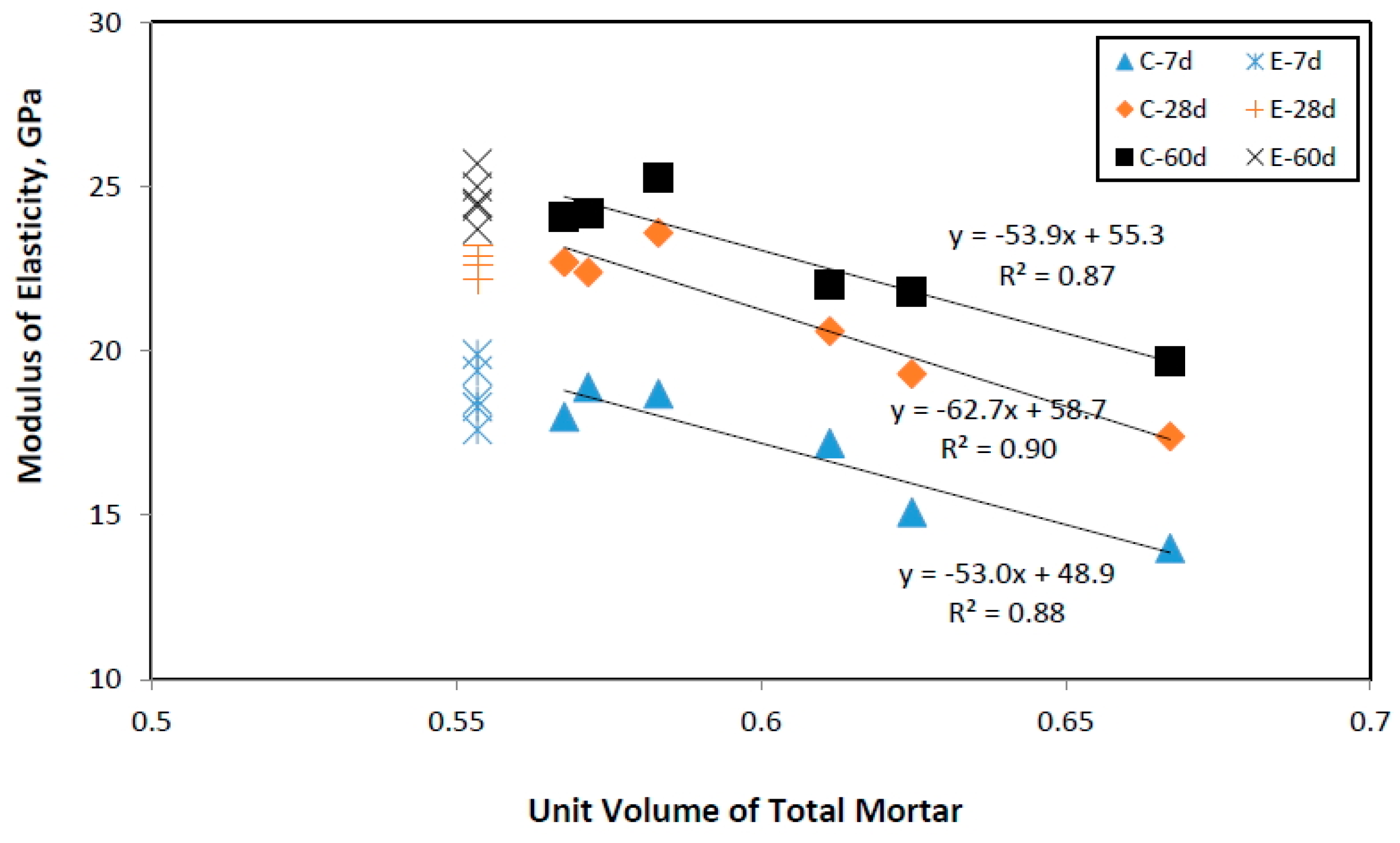
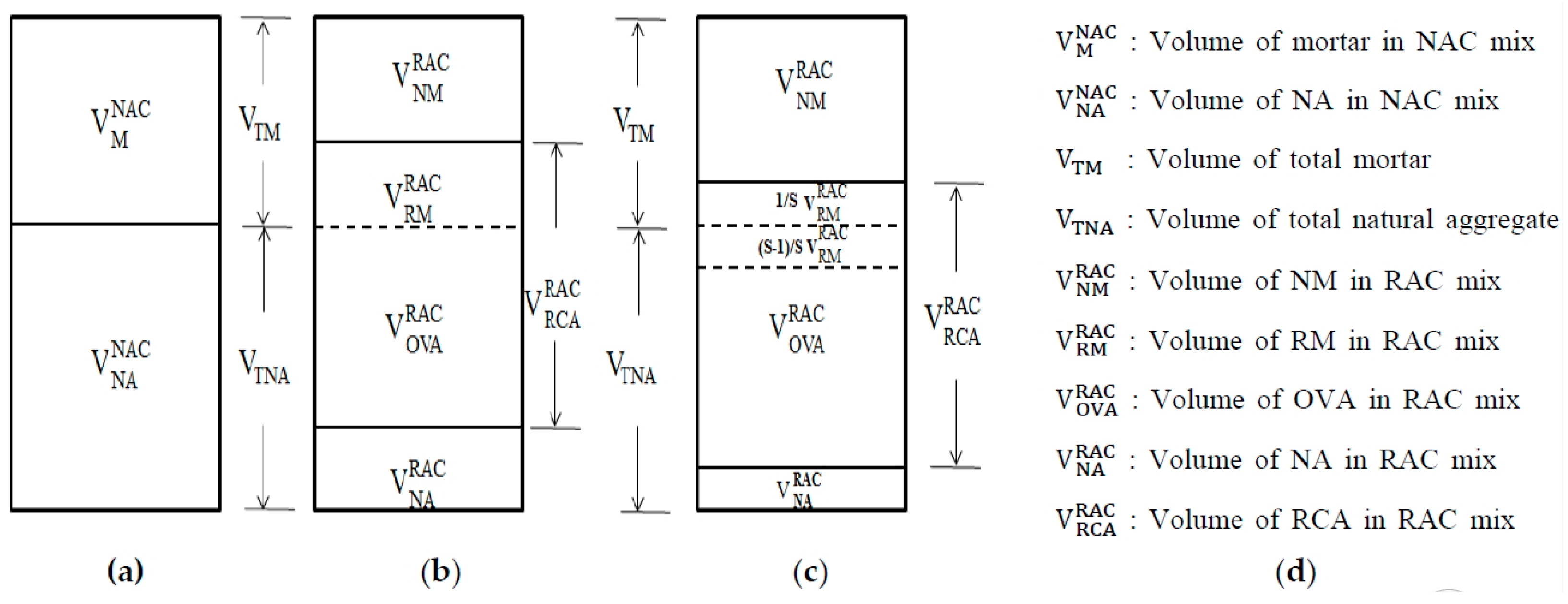
The unit volumes of mortar in terms of residual mortar, new fresh mortar and total mortar are determined using Equations (2)–(4) and summarized in
Table 6. A noticeable rise in the volume fraction of total mortar up to 67% from the conventional mix design can be seen in
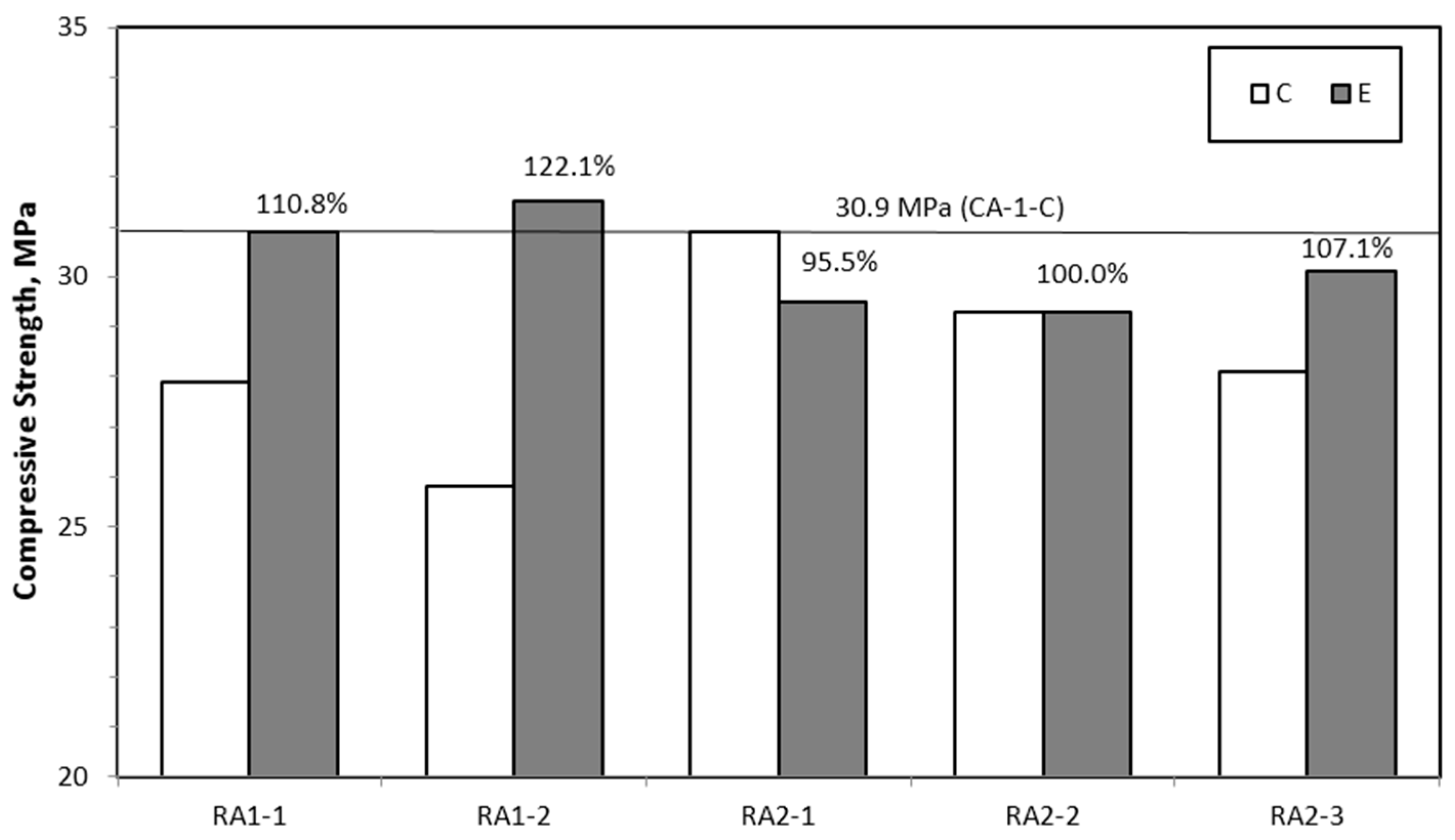
Table 6, while a volume fraction of total mortar of 55% was maintained for all the EMV mix designs as well as the control mix design (CA-1-C).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}