Abstract
The number of vehicles on the road has been increasing at an enormous rate over the last decade. By 2015, the number of vehicles that reach the end of their life will be close to a million per year in Australia. Most metallic parts of the vehicle can be recycled but the plastic components and components of other materials are normally shredded and disposed in landfills. As more vehicles are using composite materials, the percentage of materials sent to landfill is alarming. This paper reviews existing polymer recycling techniques for End-of-Life Vehicles (ELVs) and proposes a more efficient electrostatic based projectile separation method. The test rig is at the preliminary stage of development and initial outcomes are promising.
1. Introduction
There are many reasons for vehicle owners to permanently retire their vehicles. Stuadinger and Keoleian [1] surveyed the End-of-Life Vehicles (ELVs) status in USA and found that, apart from product obsolescence, the most common reasons were lowered performance due to old age as well as loss of mechanical and structural integrity due to wear and tear or accidents. In addition, the average age of cars is dropping, as owners are not keeping their cars as long as they used to in the past. In Australia, the average age of an automobile in 1997 was 11 years [2]. This figure dropped to 10.5 years in 2002 and dropped further to 10.1 years in 2006 [3]. With new cars sales growing at a rate of 6.5% [4] and cars being de-registered at 4.7% annually, the real number of cars reaching end of life is staggering [5].
Since 2001, automotive manufacturers have striven to make their products cheaper and more efficient. The major driving force is “Directive 2000/53/EC” of the European Parliament [6] that member states are to take measures to encourage the reuse and recycling of automotive components when environmentally viable. The directive holds vehicle manufacturers accountable for ensuring a vehicle recovery rate (VRR) of 95% (in terms of weight) by 2015, and of which 85% must be re-used or recycled [7]. This directive has caused uncertainty in costs, feasibility as well as economic viability because many components such as air bags, Anti-lock Braking System (ABS) and Electronic Brake-Force Distribution (EBD) are difficult to recycle [8] since they comprise a vast variety of polymeric materials combined into a single product. The automotive industry, being one of the major consumers of recycled and raw materials, effectively put itself in the top position with respect to other industries [9], thus displaying its vast appetite for materials and increasing research interest in material recycling and recovery.
ELVs compose of a large variety of materials including ferrous metals, non-ferrous metals and non-metals. Conventional ferrous materials such as steel, iron, high strength steel make up a total of 68% of an ELV (by weight). Non-ferrous metals such as aluminum, copper and magnesium make up 9%. The non-metal fraction including plastics, fluids, glass and rubber make up approximately 23% of an ELV [10]. This non-metallic fraction is generally referred to as Auto Shredder Residue (ASR). Metal recovery from ELVs is generally easy [11]. In 1998, Isaacs and Gupta surveyed that 75% (by weight) of an ELV is recovered, while the remaining 25% will end up in landfill [12]. This percentage of landfill has already increased because of the greater amount of light weight non-metallic materials such as plastics used in automotive production, which is the automotive industry’s solution to meet consumer demand for lighter and more fuel efficient vehicles [13].
In 2003, Lee and Oh [14] stated that the amount of automotive shredded residue (ASR) being generated has increased to a range of 30 to 35% as opposed to the 1998 estimate of 25%. Such practices of incorporating lighter polymers into vehicular design have inevitably increased the amount of ASR being generated from scrap metal yards, thereby causing landfill space to diminish at an alarming rate [15]. There is currently enormous pressure on governments to look for alternative disposal strategies instead of mostly landfill. This paper examines different ways of separating plastic materials and proposes a new system design which has unique features as compared with current polymer segregation technologies.
2. Review of ASR Recovery Process
Figure 1 shows the ELV treatment process. After the steps of de-contamination, the vehicle is pressed and then shredded by a large cutter to release ferromagnetic materials [16]. ASR is a compound that consists of a variety of plastics, fibers, rubber and sponge with minute traces of metals.

Figure 1.
End of life vehicles process.
Figure 1.
End of life vehicles process.

The process in Figure 1 shows that although metallic materials can be recovered effectively, the remainder is still tightly co-mingled within the ASR, which makes recycling and recovery very complicated as ASR is very heterogeneous. Its density and moisture content can vary from different recyclers and is dependent on the types of white goods that are shredded with the automobiles [17]. Table 1 shows that the amount of recovery could be 12% (by weight of ASR) [18]. As there are still valuable metals contained within ASR, there will be a need to further investigate the ferrous and non-ferrous metal recovery process together with a method to recover polymers.

Table 1.
Automotive shredder residue composition.
| Material/component | Composition (% by weight) |
|---|---|
| Paper | 2% |
| Wood | 3% |
| Non ferrous metal | 4% |
| Wire harnesses | 5% |
| Rubber | 7% |
| Glass | 7% |
| Iron | 8% |
| Fabric | 15% |
| Urethane foam | 16% |
| Resins | 33% |
| TOTAL | 100% |
In order to tackle this problem with ASR, the root cause has to be understood first, which in this case, is plastics. With the particle size reduced, the mixture can then be run through a magnetic and eddy current separator for an additional pass, reclaiming more metals in the process. The majority of metals in ASR are easy to reprocess. The major obstacle is the complexity of segregating the different polymer types since many plastics have different configurations such as filler content, additives and colorants, as each plastic found in an automobile has its own specific composition to address performance requirements. Very often, ASR is contaminated with metal clips, screws, foam and bonding agents, causing segregation to be a very costly and labor intensive process. Another issue is the value of mixed plastics, as they have no real industrial application due to their degraded physical properties. In 2008, Hoffman proclaimed that recycling efforts in the automotive industry is driven by the high value of metals, not polymers [19], which represent a major challenge since a satisfactory recycling technology does not exist, causing its recycling to be economically unattractive. Therefore, these factors tend to discourage many recyclers to overlook the area of polymer recovery.
The current process of recycling and recovery of ELVs can achieve 95% of all ELVs recovery. 70% to 75% of these recovered materials are recycled [20]. However, because material recovery is always determined by how much the recovered material is worth to the buyer and the ease of metal segregation by magnetic and eddy-current separators, the largest source of materials for the iron and steel industries comes from ELVs. It is worth mentioning that the value of pure unmixed polymers is in fact higher than steel. One ton of polymers (PET, ABS, PP, PU) in a clean sorted condition is worth approximately AU$200–AU$500 whereas one ton of scrap steel is worth approximately AU$130 [21]. The major problem is that it is very labour and energy intensive to obtain plastics in a “clean and sorted state”. On the other hand, the increase cost of fossil fuels have caused the price level of virgin polymer to increase, causing the potential value of recycled polymeric materials of good quality to increase [22]. These trends and the arrival of the 2015 European ELV directive are drivers and indicators of the need to find an efficient yet economical method of polymer segregation and recovery.
3. Current Segregation Methods
This section reviews some of the more popular polymer segregation methods that are used in the recycling industry currently. Despite technical feasibility of these methods, adoption in industry is low.
3.1. Float Sink Tank
The float sink method relies on the concept of how the specific gravities of various materials are relative to the specific gravity of the base solution. This method is one of the simplest available techniques used to separate various materials and in recent years been used to segregate polymeric materials [23]. If polymers have very close specific gravities, it is possible to add a swelling agent to increase the volume of either one of the targeted polymers, thus effectively reducing its density [24]. A major drawback of this method is that it is a wet separation process and thus requires drying of the recovered polymers, often overnight in a drying oven at 45 °C, this process cannot be hastened by increasing the temperature of the oven as the polymers could soften should the temperature be set too high [25]. Another drawback is the fact that it takes a fair amount of time for the polymeric particles in the mixture to settle and it also requires one separation step for each polymer, making this a multi-stage system which is a very slow process. In addition to being slow, after one polymer has been recovered, the residual mixture will have to be washed before being introduced into the float sink tank again to prevent contamination of the base solution. Such processes consume large amounts of clean water.
3.2. Cyclonic Air Separator
The cyclonic separator harnesses the forces of rotation and gravity to separate mixtures without the use of any specialized filters. This process involves the creation of high-speed rotational air flow within the cylindrical container. Particles that are heavier, thus having more inertia, will be unable to follow the airstream and will fall to the bottom of the conical section allowing the heavier and denser particles to settle out faster than the lighter ones [26]. By adjusting the power of airflow into the system, particles of different weights can be separated. This process is currently used in filter-less air cleaners to remove dust particles from the environment. This system requires certain parameters to be met in order to be successful. For preparation of the separator, the particulates have to be very dry and have to be of very similar size to each other [27], requiring the need of a drying oven and a hammer mill, both of which have relatively high energy consumptions.
3.3. Froth Flotation
In the froth floatation technique, polymer segregation is achieved by suspending plastics in an aqueous solution of plasticizers and surfactants that makes certain plastics hydrophobic, thus allowing air bubbles to attach themselves on plastic flake when the mixture is aerated [28]. Different polymer types can be made to float by changing the surfactants (collector chemical). For example, when pine oil reacts with copper, it allows air bubbles to attach themselves to the copper and make it float to the surface. Stuckrad et al. [29] used a floatation method by pre-treating of the surface of the materials. Drying of the materials after separation was required. Argonne National Laboratory developed a 6-stage froth floatation system to segregate polymers like Polyolefin, ABS and Nylons from plastic mixtures [30]. As this method is a wet process it has very similar disadvantages to the float-sink method. It requires settling and drying times and the cleaning of residual solutions from the previous process to prevent contamination, and lastly it is also a multi-stage system, as one material can only be separated at a time.
3.4. Manual Sorting
The manual sorting process involves the identification and sorting of different polymer types by people who are trained to pick out different plastic types while the mixture is passing by them on a moving conveyor platform [31]. These polymers are identified by their “Resin Codes” and by other visual characteristics that allow them to be identified by human sight [32]. Swedish car manufacturers have started marking all their plastic components weighing more than 50g with individual resin codes since the 1990s [33]. This method of separation is sometimes facilitated by the use of various wavelengths of light. For example, under ultra violet exposure PVC can be easily discriminated from PET, since PET appears very bright, almost incandescent. On the contrary, PVC will take on a dark blue appearance [34]. This form of segregation method is used for the separation of plastic bottles and where the components in question are relatively large enough to justify the extra cost of time and effort involved since this technique is very labor intensive. The major drawback of this method is the increase in labor costs. It requires workers to work in an undesirable working environment and is very prone to human error, often resulting in poor purity of the sorted polymer which can only be used for low-value applications [35]. Since this process is only capable of sorting larger sized polymer products, it is unsuitable for segregating ASR.
3.5. Mid-Infra-Red (MIR) Spectroscopy
Infrared light is one of the most commonly used light spectrums in the industry for spectroscopy sorting purposes [36]. MIR based sorting methods are currently used in the automotive industry to sort common components like plastic bumpers and radiator grills which are carbon-black filled polymers, and has the capability of identifying the plastic type in under 10 seconds [37]. This technique is very similar to manual sorting. The only difference is that the operator requires very minimal training as all information regarding the scanned plastic component is displayed on a computer screen. For the operator to identify a component’s polymer type the component has to be placed against a sampling reader and activates it, MIR light is then reflected off the components surface and analyzed by the computer to determine polymer identity [38]. Although the performance of MIR spectroscopy is fast and reliable, its drawback is that it uses a reflectance technique. Painted, surface treated or rough surfaces will interfere with the readings. Additionally, since ASR is shredded waste, it will be impossible for the samples to maintain a smooth surface. Most infrared identification methods are designed to track larger polymer components like plastic bottles and are not suited for identification of small ASR flakes and as this system was originally intended for single part identification and requires manual positioning of the component on the sensor, trying to automate this system will prove almost impossible. Thus making this method totally unsuitable for separating or recovering polymers from ASR.
3.6. Electrostatic Separation
Over the years various types of electrostatics systems were employed in industries, the more common ones being the free-fall followed by the roll-type electrostatics system. These methods work on the fact that various polymers exhibit different behavior when subjected to an electrostatic charge. This process has the ability to sort polymers from metals and has potential for separating contaminated polymers in a dry process with ease as compared to wet separation methods. Many of these methods are filed as patents but they are not used commercially.
Beck et al. [39] described an apparatus that separated mixed fragments of plastic materials. The apparatus was still experimental and was not designed for large-scale industrial polymer separation. The separator developed by Stencel et al. [40] used two opposing pressurised fluid streams to charge the polymer particles. The particles rebounded and hit an electric charged chamber with different ports of charge attractions. However, there is serious doubt that this method works. Osing [41] described a process that fragmented ASR into different types of materials. Electrostatic separation was proposed to apply to non-magnetic or uncoated particles. No details of how the electrostatic separation would be carried out were included in the patent. Geilser et al. [42] used a free-fall mechanism through which different polymer materials were attracted to either side of the chute. The collector had an angle adjustment to allow for variation of location of fall.
More serious separator designs are found in the mid 2000s. Inoue et al. [43] separated PP and PE by triboelectric charging the materials and applying centrifugal forces to throw them into three collectors: one for PP, one for PE and one for a PP and PE mixture. There was a problem of jamming at the feeder. Mankosa et al. [44] described a two-stage separation process of waste plastic materials. Some paramagnetic materials were added to the mixture. The paramagnetic materials influenced the properties of the polymers and they were then separated by a magnetic separator into different polymer streams. Each stream then went through a final separation process from the paramagnetic materials by electrostatic means. Allen et al. [45] used the difference of triboelectric charging properties of polymers and separated them by passing the particles under a rotating drum. Particles of the matching charge were carried away to the collector. Research is continuing on fluidized bed devices for separating tribocharged plastics [46]. Miloudi et al. [47] investigated the sorting of the various sorts of plastics (ABS, ABS-PC, HIPS, PC) contained in information technology wastes with a conveyor belt arrangement. These investigations show that the key to electrostatic separation method is not on the tribocharging of polymers. Effective electrostatic separation requires an efficient pre-agitation mechanism to present the materials to the electrodes.
4. The Projectile Separation Method
This section presents a new method of separating the charged polymers by projecting towards the electrodes so that polymers of different densities are carried away separately. The idea is to throw ASR in a trajectory so that different weight and sizes of particles will be thrown differently. The particles are then captured either by mechanical means or by electrostatic methods. This section discusses the design of a rolling drum to project particles in air at a pre-determined height and range.
4.1. Calculations for Prototype Footprint
This range of a projected particle can be adjusted by varying the speed (RPM) of the motor that drives the drum axis. These calculations will be used to derive the working dimensions for the overall construction of the prototype rig. The overall dimensions of the sorter should be of a practical size. An initial designed dimension is targeted at 1.5 m (length) × 1.0 m (height) × 0.5 m (width).
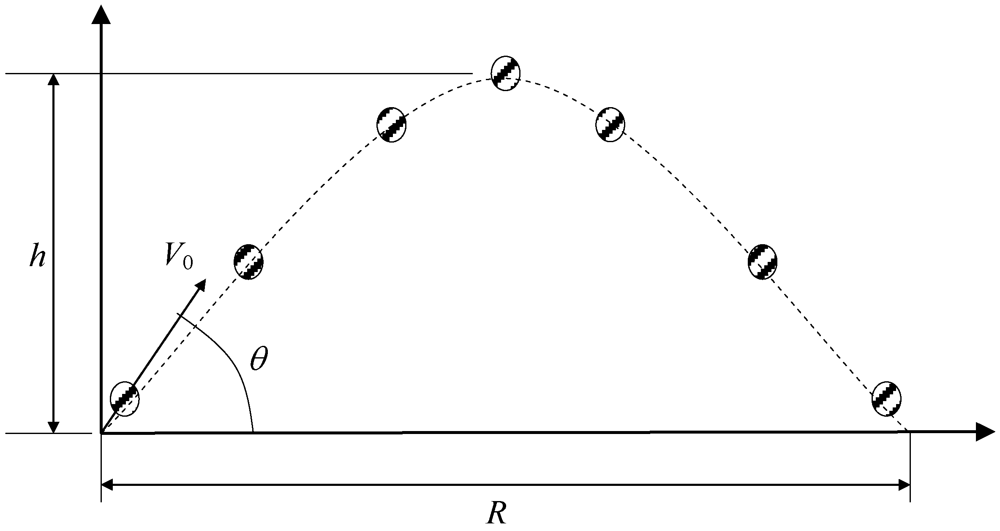
Figure 2.
Parabolic trajectory.
Figure 2.
Parabolic trajectory.
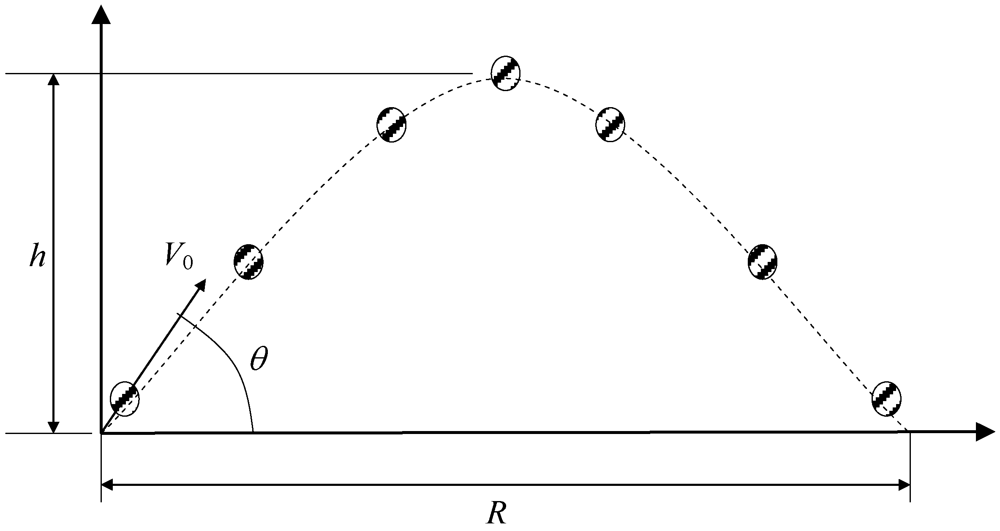
The illustration of Figure 2 shows h as the peak height and R as the horizontal range. For this calculation, the values of h and R must lie within the range of 1 m and 1.5 m respectively. Therefore by utilizing the following equation:
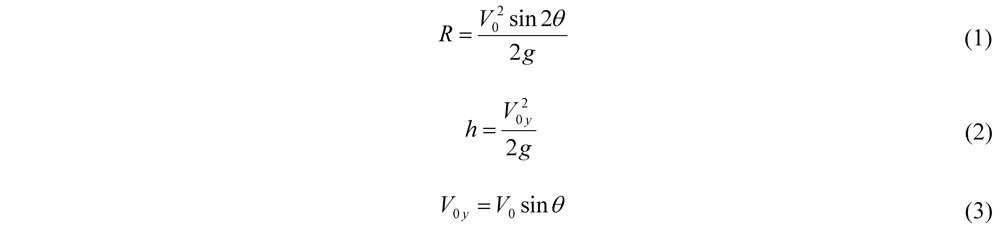
where launch angle θ will be adjustable by means of interchangeable section plates. Substituting some initial values in the equations, if V0 = 4 ms−1, θ = 60°, then R = 1.412 and h = 0.6114.
If the diameter of the drum d is 0.4 m, the rotating speed of the drum with a circumferential speed of 4 ms−1 is given by equation (4) (Figure 3):

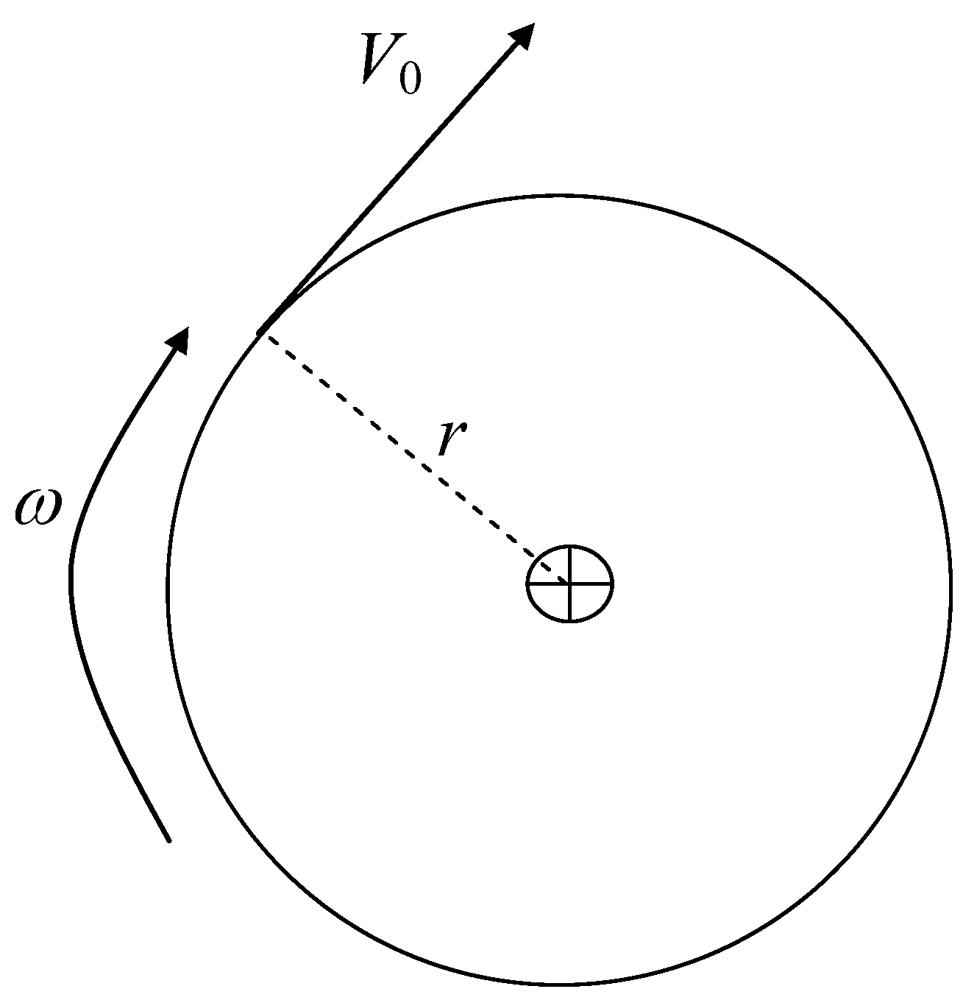
Figure 3.
Radius of drum and throw off velocity.
Figure 3.
Radius of drum and throw off velocity.
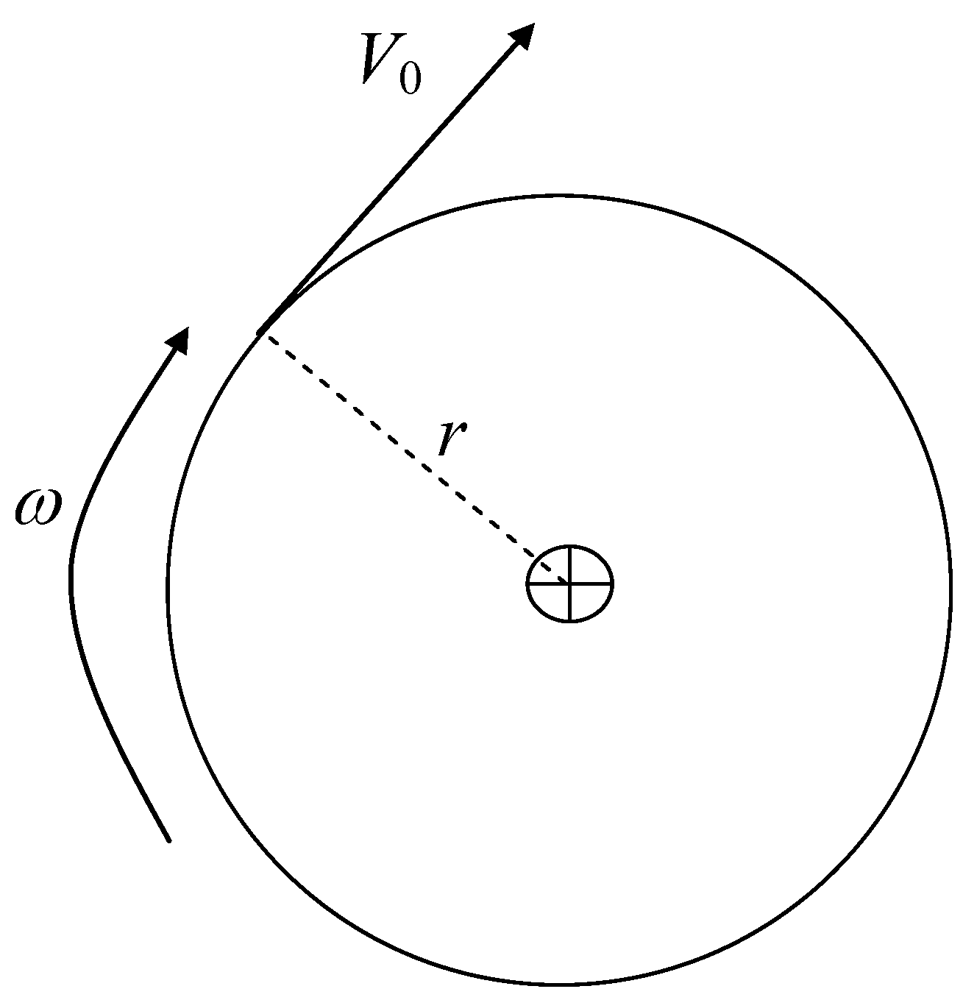
This gives ω = 20 rad s−1 or 190.99 rpm.
In the drum, heavier and denser particles tend to stay lower than the lighter, smaller particles. Hence if two particles are being scooped and they are thrown into the air simultaneously, and if their respective locations in the drum scoop are d1 and d2 from the center of the drum, the difference in thrown height is given by:

For a difference of 0.005 m (say 0.4 m and 0.405 m), the height reach difference is 0.04 m, which is much larger than the original 0.005 m. The increase in vertical height helps to separate the two types of particles.
5. Experimental Prototype
The separator is made of three major components. The schematic is shown in Figure 4. The drum has a number of fins that scoop ASR granules and throw the materials out at the point of projection. The drum is driven by a variable speed motor. The drum is installed in a container that has a slide plate at the other end. The plate collects projected particles that slide back to the drum and are thrown out again.
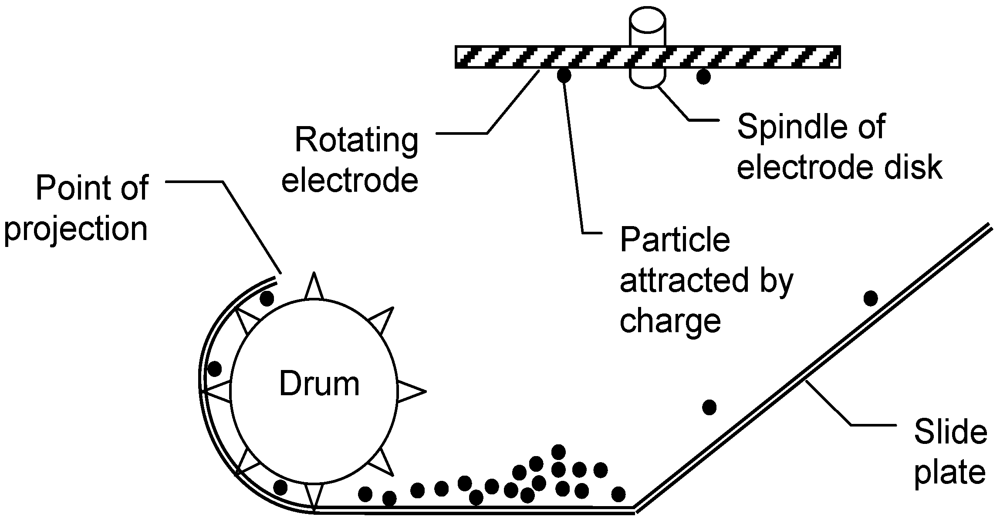
Figure 4.
Parabolic separator concept.
Figure 4.
Parabolic separator concept.
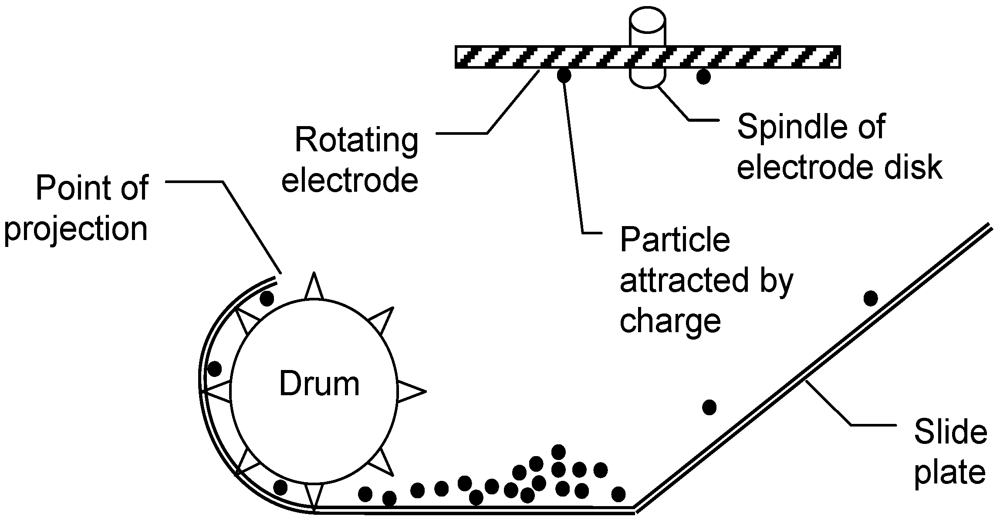
The design of the experimental test rig works on the principles that triboelectric charged particles are attracted to the electrode when they are close enough to the electrode [48]. The test rig includes a tribocharging unit to charge the polymer mixture. This unit incorporates an interchangeable drum that is constructed of different materials to test the efficiency of tribocharging effect. The rotating drum with fins scoops a certain amount of polymeric material and projects the mixture upwards in a parabolic trajectory towards high voltage electrodes. This is where the design is unique because the particles are spread at the highest point of the projectile rather than cluttered with other particles in bulk. Only charged particles will have much better chance of being attracted to the electrode as compared to most current separation technologies [49].
Initial turbocharging experiments were conducted prior to the construction of this prototype to access feasibility of design. This was done using a pair of modified High Voltage DC Generators (interchangeable positive and negative polarities) wired to a pair of copper plate electrodes (150 mm × 50 mm). When powered up it caused polymer samples (approximate size 20 mm × 10 mm × 2 mm/particle) of polypropylene and ABS to adhere to the electrode surface and remained there while the voltage remained at 30 kV. The plan is to increase the voltage to the standard −60/+60 kV [50] and can be adjusted from there to determine the optimum voltage for particle adhesion to the plate surface for different types of polymer. Polymer particles will have to be ground down to sizes of approximately 2–10 mm as used in the initial investigation for studying particle size effect.
The final component is the rotating electrode that carries the materials away to the collectors. Electrical charge will be passed through the electrodes with enough electrostatic force to attract the polymers to its surface causing it to “stick”. This is done by adjusting the height of the top cover so that it will be as close as possible to the peak height the projected particles will reach. Both positively and negatively charged polymers can then be separated from the mixture. Insufficiently and neutrally charged polymers will fall back into the tray for immediate “reprocessing”, thus eliminating the need for a “muddling” bin that is a necessary component for both the free-fall and roll type methods. As the footprint of the test rig will be 1.7 m × 700 mm × 1200 m, and the optimum height for the top cover will be positioned at 841 mm–900 mm. Additional clearance for height is given to allow for variations in the RPM of the drum.
6. Conclusions
Wet separation methods for polymer recycling have the major disadvantage of having long wait times for settling and drying. It is a multi-stage process with the laborious task of having to wash off chemical solutions, and consumes a tremendous amount of fresh water. The large quantity of waste water (comparable to the supplied fresh water) will need to be treated before it is reintroduced to the water system. As we are moving towards a more sustainable future, this prototype removes the dependency of water usage within the segregation and recovery system completely. This research investigates the use of an electrostatic extraction method. The design of the test rig makes use of the parabolic projectile principles and throws these polymer particles at pre-defined heights. This prototype design features a unique mechanical function that uses the change of maximum parabolic projection height to assist and enhance overall segregation performance. Particles with different sizes and densities will go through a slightly different path, hence achieving physical separation. A preliminary test of a turbocharger at 30 kV DC proved to produce good adhesion for PP and ABS materials. The preliminary design and prototyping has shown good prospects of success.
References
- Stuadinger, J.; Keoleian, G.A. Management of End-of-Life Vehicles (ELVs) in the U.S.; Report CSS01-01; University of Michigan: Ann Arbor, MI, USA, March 2001. [Google Scholar]
- Australian Bureau of Statistics (ABS). 9309.0 Motor Vehicle Census 1996, Australia. Available online: http://www.abs.gov.au/AUSSTATS/abs@.nsf/DetailsPage/9309.031%20October%201996 (accessed on 7 April 2012).
- Australian Bureau of Statistics (ABS). 9309.0 Motor Vehicle Census 2006, Australia. Available online: http://www.abs.gov.au/AUSSTATS/abs@.nsf/DetailsPage/9309.031%20Mar%202006 (accessed on 7 April 2012).
- Australian Bureau of Statistics (ABS). 9314.0—Sales of new motor vehicles, Australia, October 2007. Available online: http://www.abs.gov.au/ausstats/abs@.nsf/ProductsbyReleaseDate/7976EE54AC6BE1D9CA2573B70011C49C?OpenDocument (accessed on 5 April 2012).
- Allan, P. End-of-Life motor vehicles: Market snapshot 2007. Available online: http://www.resourcesmart.vic.gov.au/documents/End_of_life_motor_vehicles.pdf (accessed on 7 April 2012).
- European Commission. 2000 directive 2000/53/EC of the European parliament and of the council of 18 September, 2000 on End-of-Life Vehicles. Official J. European Communities 2000, L269, 34–42.
- Australian Government, Environmental impact of End-of-Life Vehicles: An information paper. Department of the Environment and Heritage: Sydney, Australia, 2002; ISBN 0642547513.
- Mark, F.E.; Kamprath, A.E. End-of-Life Vehicles recovery and recycling polyurethane seat cushions recycling options analysis. Presented at SAE 2004 World Congress; SAE Technical Paper Series 2004-01-0249. SAE: Detroit, MI, USA, 2004; ISBN 0-7680-1319-4 2004. [Google Scholar]
- Keoleian, G.A.; Kar, K.; Manion, M.M.; Bulkley, J.W. Industrial Ecology of the Automobile: A Life Cycle Perspective; Society of Automotive Engineers Inc.: Warrendale, PA, USA, 1997. [Google Scholar]
- Sakai, S.-I.; Noma, Y.; Kida, A. End-of-Life vehicle recycling and automobile shredder residue management in Japan. J. Mater. Cycles Waste Manag. 2007, 9, 151–158. [Google Scholar]
- Jeong, K.M.; Hong, S.J.; Lee, J.Y.; Hur, T. Life cycle assessment on end-of life vehicle treatment system in korea. J. Ind. Eng. Chem. 2007, 13, 624–630. [Google Scholar]
- Isaacs, J.A.; Gupta, S.M. Economic consequences of increasing polymer content for the U.S. automobile recycling infrastructure. J. Industr. Ecol. 1998, 1, 19–33. [Google Scholar] [CrossRef]
- Choi, J.-K.; Stuart, J.A.; Ramini, K. Modelling of automobile recycling planning in the United States. Int. J. Auto. Tech. 2005, 6, 413–419. [Google Scholar]
- Lee, H.-Y.; Oh, J.-K. A study on the shredding of End-of Life Vehicles and materials separation. Geosystem Eng. 2003, 6, 100–105. [Google Scholar]
- Castro, M.B.G.; Remmerwaal, J.A.M.; Reuter, M.A. Life cycle impact assessment of the average passenger vehicle in the Netherland. Int. J. Life Cycle Ass. 2003, 8, 297–304. [Google Scholar]
- Ciacci, L.; Morselli, L.; Passarini, F.; Santini, A.; Vassura, I. A comparison among different automotive shredder residue treatment processes. Int. J. Life Cycle Ass. 2010, 15, 896–906. [Google Scholar]
- Nourreddine, M. Recycling of auto shredder residue. J. Hazard. Mater. 2006, 139, 481–490. [Google Scholar] [CrossRef]
- Kanari, N.; Pineau, J.-L.; Shallari, S. End-of-life vehicle recycling in the European Union. J. Miner. Met. Mater. Soc. 2003, 55, 15–19. [Google Scholar]
- Hoffman, J.M. New life for shredded plastic waste. Machine Design. Available online: http://machinedesign.com/article/new-life-for-shredded-plastic-waste-0207 (accessed on 7 February 2008).
- Bellman, K.; Khare, A. European response to issues in recycling car plastics. Technovation 1999, 19, 721–734. [Google Scholar]
- Lofti, A. Automotive recycling. Available online: http://www.lotfi.net/recycle/ (accessed 29 September 2011).
- Malmgren-Hansen, B.; Picot, P. Position Paper ELV; Danish Technological Institute, 2005. Available online: http://www.wastexchange.co.uk/documenti/elv/C%20_bmhfiler_tekstbeh_word97dti1_proj05_verc_wp3_virtual_discussion_platforms_position_papers_Position_paper_ELVv4.pdf (accessed on 7 April 2012).
- Pagenkopf, I.; Allies, M. Process for separating solid mixture of different density, separating liquid and device for implementing the process. U.S. Patent 5,738,222, 14 April 1998. [Google Scholar]
- Müller, P.; von Heyking, A.; Leitzke, J. Method and device for recovering pure PVC from plastic waste containing PVC. World Intellectual Property Organisation Publication Number WO/2000/010787, 3 February 2000. [Google Scholar]
- Jung, W.-H.; Choi, Y.-S.; Moon, J.-M.; Tortorella, N.; Beatty, C.L.; Lee, J.-O. Nonreactive processing of recycled polycarbonate/acrylonitrile–butadiene–styrene. Environ. Eng. Sci. 2010, 27, 365–376. [Google Scholar] [CrossRef]
- Greely, R.H. Rotary Drum Solid Waste Air Classifier. U.S. Patent 5,022,982, 6 November 1991. [Google Scholar]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste(PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar]
- Karlsson, S. Recycled polyolefins material properties and mean for quality determination. Adv. Polym. Sci. 2004, 169, 201–230. [Google Scholar] [CrossRef]
- Stückrad, B.; Löhr, K. Method for sorting plastics from a particle mixture composed of different plastics. U.S. Patent 5,566,832, 22 October 1996. [Google Scholar]
- Jody, B.J.; Pomykala, J.A., Jr.; Spangenberger, J.S. Recycling-End-of-Life-Vehicles of the Future Energy Systems Division; ANL/ES-C0201801. Argonne National Laboratory: Illinois, IL, 1 December 2009. [Google Scholar]
- Jody, B.J.; Bayram, A.; Karveles, D.; Pomykala, J.A., Jr.; Daniels, E.J. Method for the separation of high impact polystyrene (HIPS) and acrylonitrile butadiene styrene (ABS) plastics. U.S. Patent 5,653,867, 5 August 1996. [Google Scholar]
- American Chemistry Council. Plastic Packaging Resins. Available online: http://plastics.americanchemistry.com/Plastic-Resin-Codes-PDF (accessed on 7 April 2012).
- Börjeson, L.; Löfvenius, G.; Hjelt, M.; Johansson, S.; Marklund, S. Characterization of automotive shredder residues from two shredding facilities with different refining processes in Sweden. Waste Manag. Res. 2000, 18, 358–366. [Google Scholar]
- USA Strategies Inc. Understanding the current trends in plastics recycling. 2007. Available online: http://www.foodandbeveragepackaging.com/FDP/Home/Files/PDF/PlasticRecyclingTrends.pdf (accessed on 7 April 2012).
- Tall, S. Recycling of mixed plastic waste—Is separation worthwhile? PhD Thesis, Department of Polymer Technology, Royal Institute of Technology, Stockholm, Sweden, 2000. [Google Scholar]
- Scheirs, J. Polymer Recycling: Science, Technology and Applications; Wiley: Hoboken, NY, USA, 1998. [Google Scholar]
- Graham, J.; Hendra, P.J.; Mucci, P. Rapid identification of plastic components recovered from scrap automobiles. Plast. Rubber Compos. Process. Appl. 1995, 24, 55–67. [Google Scholar]
- Kenny, G.; Al-Ali, A.; Morgan, D. Method and apparatus for classifying and separation of plastic containers. European Patent 554,850, 7 June 1994. [Google Scholar]
- Beck, M.H.; Rolend, G.F.; Nichols, R.C.; Muszynski, J. Electrostatic separation of plastic materials. U.S. Patent 5,118 407, 2 June 1992. [Google Scholar]
- Stencel, J.M.; Schaefer, J.I.; Ban, H.; Neathery, J.K.; Li, T. Triboelectric separator with mixing chamber and pre-separator. U.S. Patent 5,944,875, 31 August 1999. [Google Scholar]
- Osing, D. Treatment of waste material. U.S. Patent 7,445,591, 4 November 2008. [Google Scholar]
- Geisler, I.; Knauer, H.-J.; Stahl, I. Electrostatic separator for classifying triboelectrically charged substance mixtures. U.S. Patent 6,011,229, 4 January 2000. [Google Scholar]
- Inoue, T.; Daiku, H.; Arai, H.; Machata, H.; Kato, T. Plastic sorter. U.S. Patent 6,720,514, 13 April 2004. [Google Scholar]
- Mankosa, M.J.; Luttrell, G.H. Plastic material having enhanced magnetic susceptibility, method of making and method of separating. U.S. Patent 6,920,982, 26 July 2005. [Google Scholar]
- Allen, L.E., III; Rilse, B.L. Mediating electrostatic separation. U.S. Patent 7,063,213, 20 June 2006. [Google Scholar]
- Dascalescu, L.; Fati, O.; Bilici, M.; Rahou, F.; Dragan, C.; Samuila, A.; Iuga, A. Factors that influence the efficiency of a fluidized-bed-type tribo-electrostatic separator for mixed granular plastics. In 13th International Conference on Electrostatics, Bangor, UK, 10–14 April 2011.
- Miloudi, M.; Medles, K.; Tilmatine, A.; Brahami, M.; Dascalescu, L. 2011 optimisation of belt-type electrostatic separation of granular plastic mixtures tribocharged in a propeller-type device. In 13th International Conference on Electrostatics, Bangor, UK, 10–14 April 2011.
- Tilmatine, A.; Medles, K.; Bendimerad, S.-E.; Boukholda, F.; Dascalescu, L. Electrostatic separators of particles: Application to plastic/metal, metal/metal, plastic/plastic mixtures. Waste Manag. 2009, 29, 228–232. [Google Scholar]
- Ciacci, L.; Morselli, L.; Passarini, F.; Santini, A.; Vassura, I. A comparism among different automotive shredder residue treatment processes. Int. J. Life Cycle Ass. 2010, 15, 896–906. [Google Scholar]
- Xiao, C.; Allen, L.; Biddle, M. Electrostatic separation and recovery of mixed plastics. In Proceedings of the Annual Recycling Conference, Detroit, MI, USA, 9–11 November 1999; Society of Plastics Engineers.
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).