Sustainable Nanotechnology: Through Green Methods and Life-Cycle Thinking

Abstract
:1. Introduction
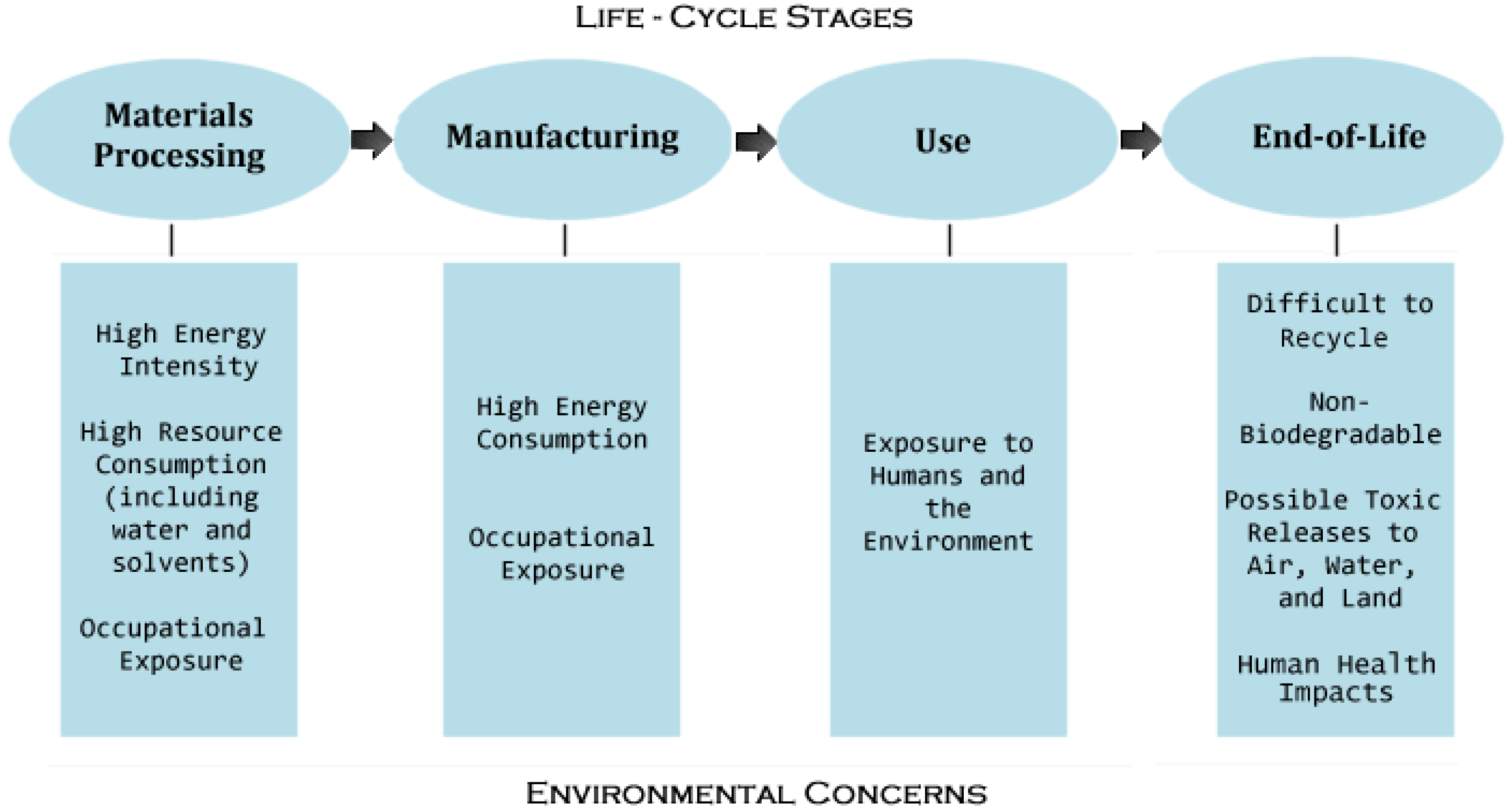
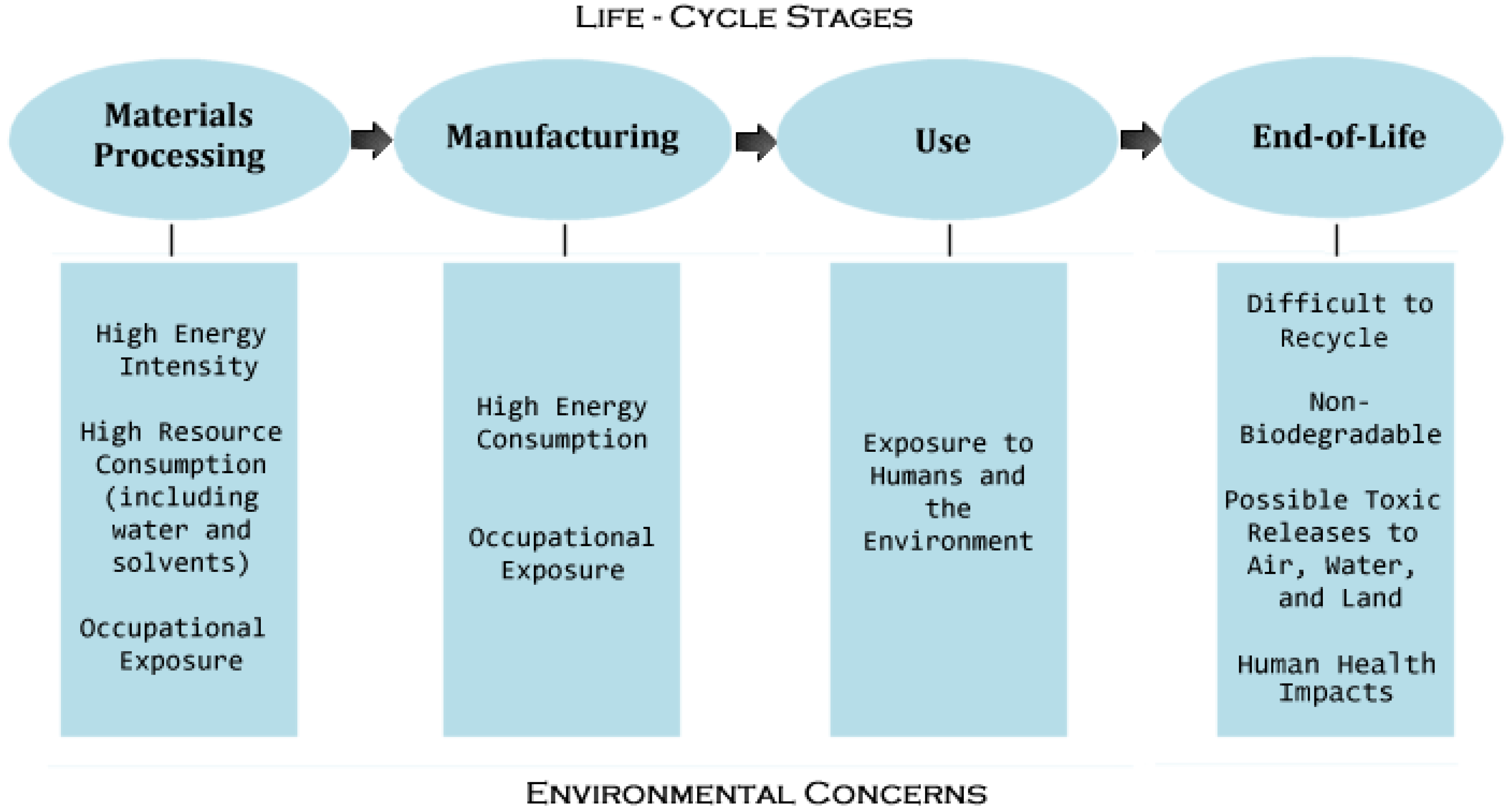
2. Nanomanufacturing Methods and Environmental Concerns
- Stricter purity requirements
- Lower process yields
- Repeated processing, post processing or reprocessing steps of a single process or batch
- Use of toxic, acidic or basic chemicals and organic solvents
- Need for moderate to high vacuum
- Use of or generation of greenhouse gases
3. Industrial Ecology and LCA
4. Energy Intensity of Carbon Nanofibers and Nanoparticles
5. Automotive Body Panels: A Case Study

{kind=link}
{kind=link}
{kind=link}
| Mass of the baseline (1994 Taurus class) vehicle | 3,248 lbs |
| Useful life of vehicle | 120,000 miles |
| Life of body panels | Equal to life of vehicle |
| Baseline vehicle fuel efficiency | 26.6 mpg |
| Mass of steel closure panels | 220 lbs |
| Material substitution factor for CFRP | 0.4 |
| CFRP composition | 30% CF in epoxy resin |
| Secondary weight savings factor | 1.5 |
| Fuel efficiency improvement factor | 0.7* |
| Gasoline density | 6.154 lbs/gallon |
| Gasoline heat content | 115,400 BTUs/gallon |
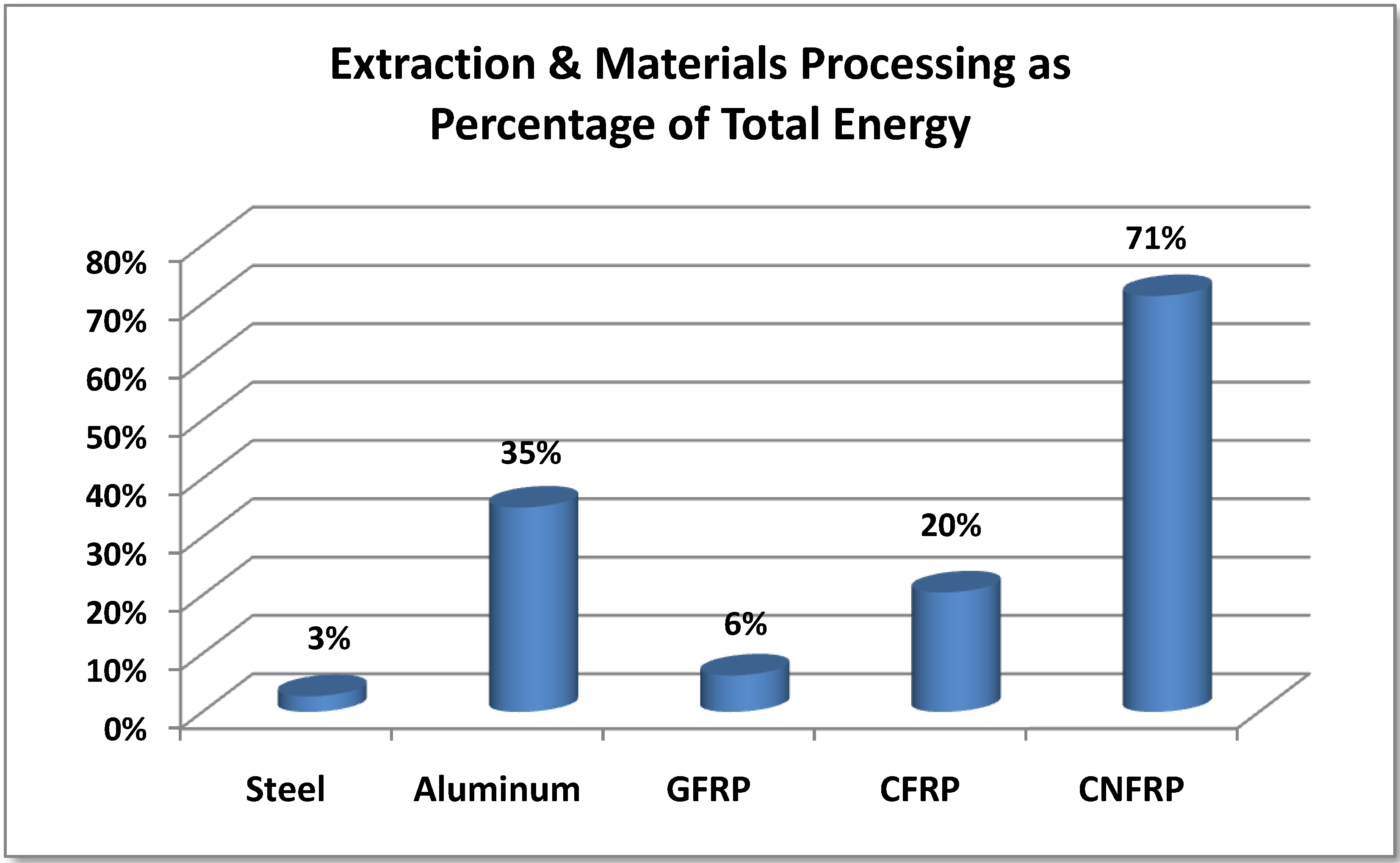
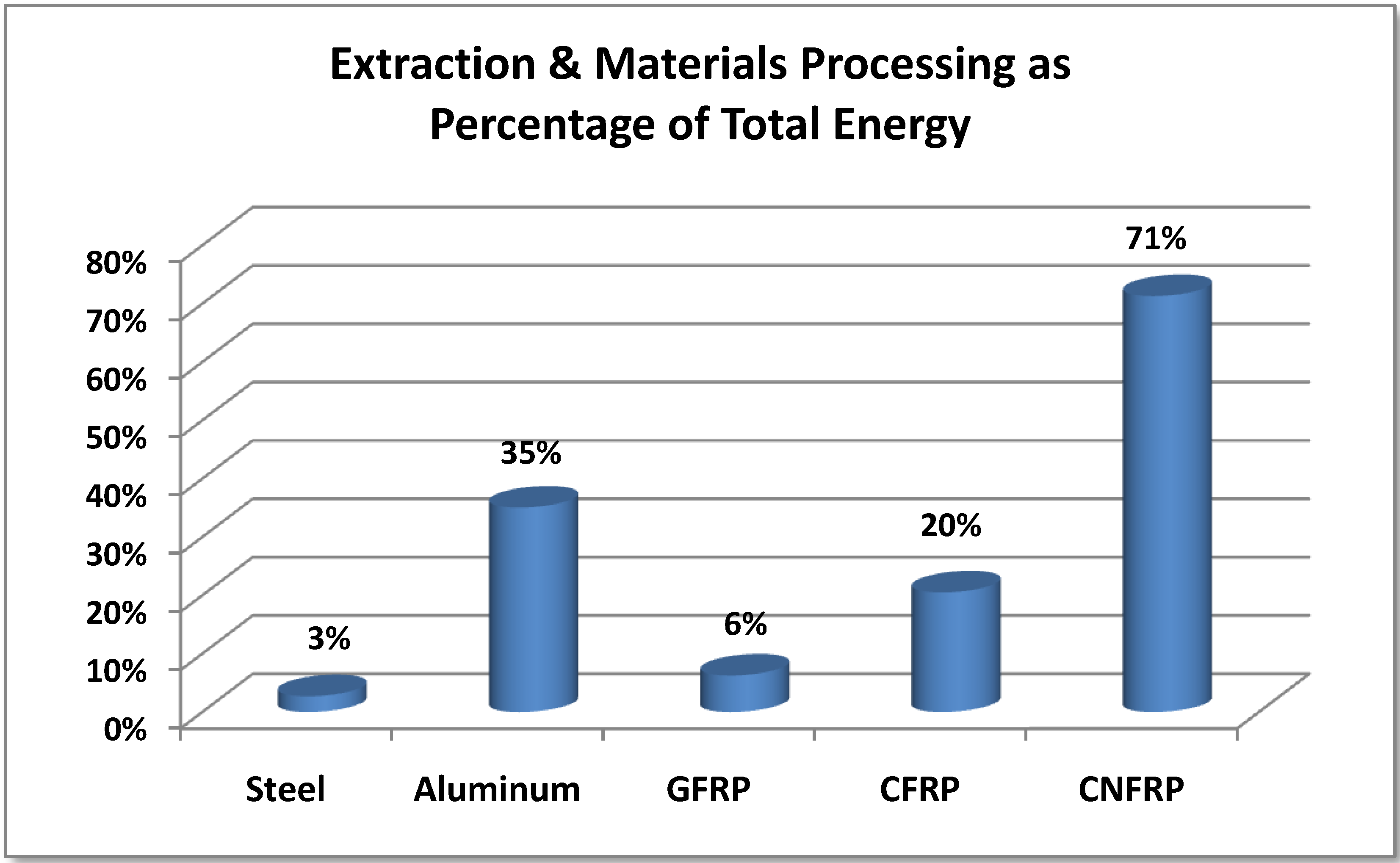
| Energy Use (MMBTUs) | E&MP | Use—Fuel Use | Use—Fuel Prod. | EOL | Total |
|---|---|---|---|---|---|
| Steel | 1.19 | 35.25 | 7.78 | 0.01 | 44.24 |
| Aluminum | 12.97 | 19.69 | 4.35 | 0.02 | 37.02 |
| GFRP | 2.00 | 24.58 | 5.43 | 0.01 | 32.02 |
| CFRP | 4.53 | 14.40 | 3.18 | 0.00 | 22.11 |
| CNFRP | 43.67 | 14.40 | 3.18 | 0.00 | 61.26 |
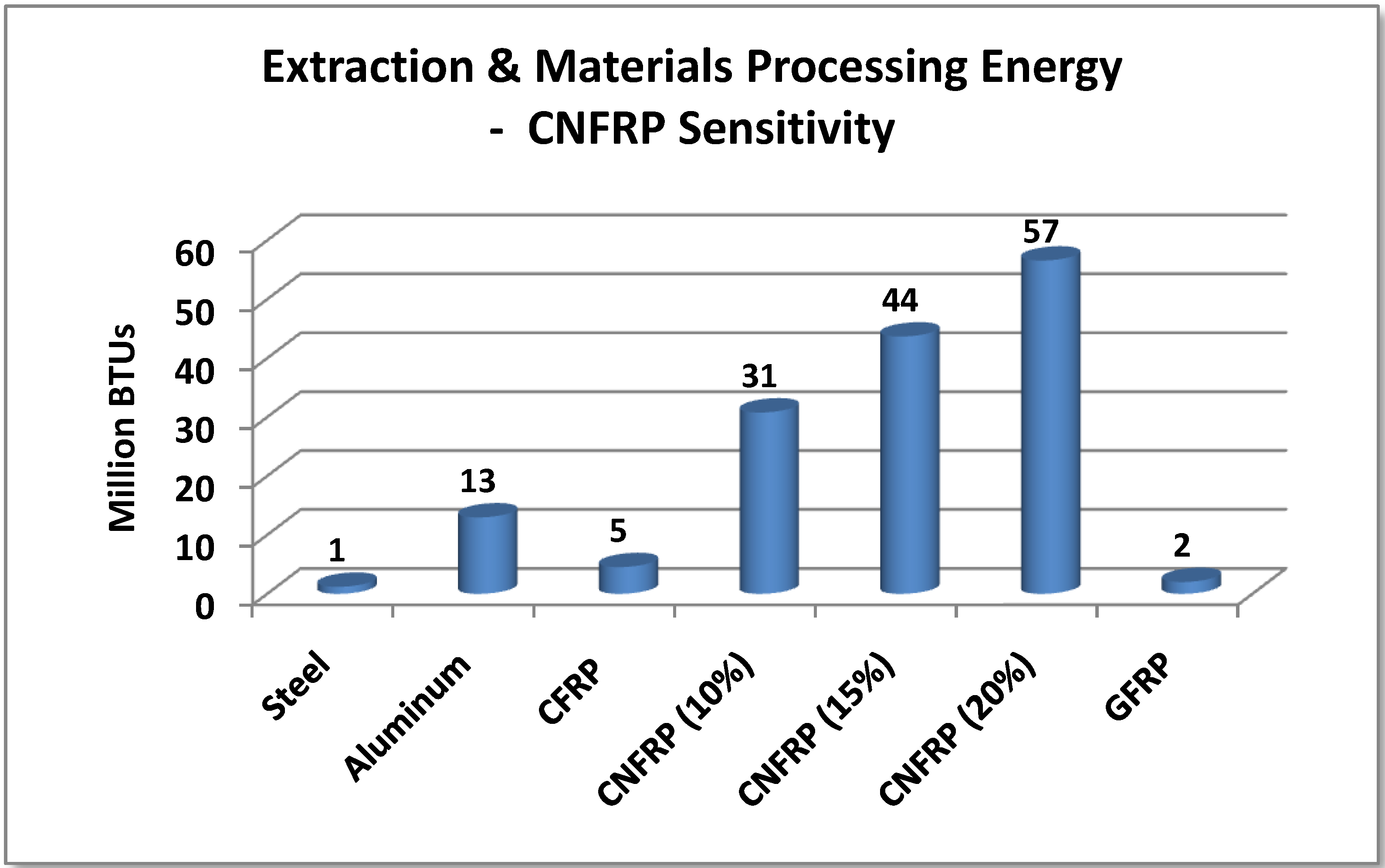
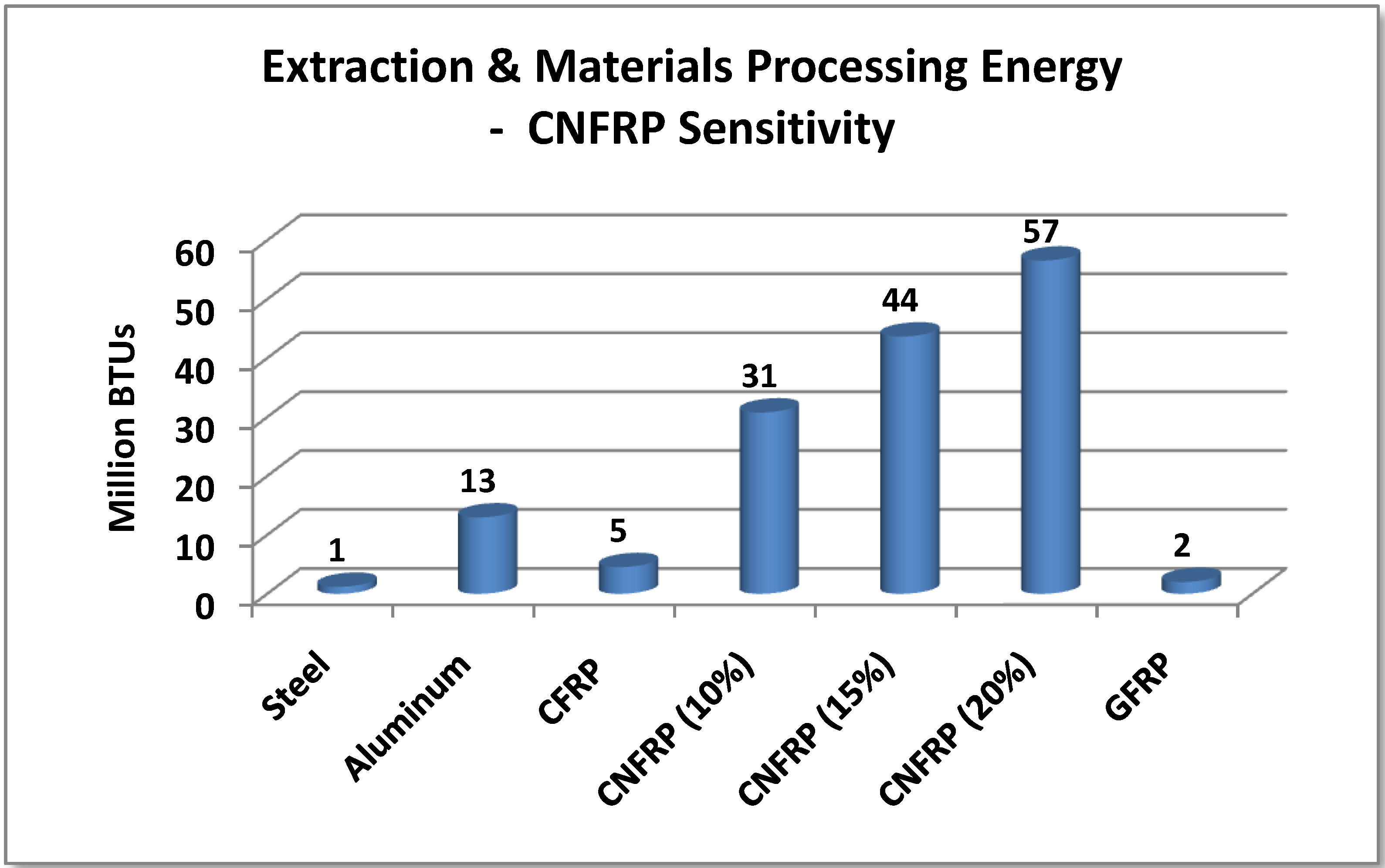
| Energy Use (MMBTUs) | E&MP | Total |
|---|---|---|
| Steel | 1.19 | 44.24 |
| Aluminum | 12.97 | 37.02 |
| GFRP | 2.00 | 32.02 |
| CFRP | 4.53 | 22.11 |
| CNFRP (10%) | 30.78 | 48.36 |
| CNFRP (15%) | 43.67 | 61.26 |
| CNFRP (20%) | 56.57 | 74.15 |
6. Proposed Solutions
6.1. Green Alternatives
- Design chemical syntheses to prevent waste
- Design safer chemicals and products
- Design less hazardous chemical syntheses
- Use raw materials and feedstocks that are renewable
- Minimize waste by using catalytic reactions
- Avoid chemical derivatives
- Maximize atom economy
- Use safer solvents and reaction conditions
- Increase energy efficiency
- Design chemicals and products to degrade after use
- Analyze in real time to prevent pollution
- Minimize the potential for accidents
- Studies of nanomaterial implications.
- Coordinated applications and implications research.
- A green nanoscience approach to material and process design to eliminate hazards throughout the material’s life cycle.
- Electrochemical methods and Microcapillary and Integrated Microchannel reactors that minimize the use of solvents, reactants and process times.
- Sonochemistry and Microwave based techniques as sources of energy which shorten process times and energy consumption.
- Alternate solvents like Supercritical Fluids (SCF), Ionic Liquids, mixture of SCF and organic solvents that are environmentally benign.
- Bio-based approaches using biomimetic synthesis or biosynthetic approaches that use microorganisms to grow nanomaterials.
6.2. Combining Life Cycle and Risk Assessment
- Describe the life cycle of the product.
- Identify the materials and assess potential hazards in each life cycle stage.
- Conduct a qualitative exposure assessment for materials at each life cycle stage.
- Identify stages of life cycle when exposure may occur.
- Evaluate potential human and non-human toxicity at key life cycle stages.
- Analyze risk potential for selected life cycle stages.
- Identify key uncertainties and data gaps.
- Develop mitigation/risk management strategies and next steps.
- Gather additional information.
- Iterate process, revisit assumptions, adjust evaluation and management steps.
7. Conclusions
References
- Tonn, B.E. Futures sustainability. Futures 2007, 39, 1097–1116. [Google Scholar] [CrossRef]
- Tonn, B.; Hemrick, A.; Conrad, F. Cognitive representations of the future: Survey results. Futures 2006, 38, 810–829. [Google Scholar] [CrossRef]
- Lux Research Website. Lux Research: Nanotech in the Recession, 2009. Available online: http://www.luxresearchinc.com/blog/2009/07/nanotech-in-the-recession/ (accessed on 16 June 2010).
- National Nanotechnology Intiative. Nanotech Facts: What is Nanotechnology? Available online: http://www.nano.gov (accessed on 15 June 2010).
- Fleischer, T.; Grunwald, A. Making nanotechnology developments sustainable. A role for technology assessment? J. Clean. Prod. 2008, 16, 889–898. [Google Scholar] [CrossRef]
- Mullaney, M. Beyond Batteries: Storing Power in a Sheet of Paper; Rensselaer Polytechnic Institute: Troy, NY, USA, 2007. Available online: http://www.eurekalert.org/pub_releases/2007-08/rpi-bbs080907.php (accessed on 16 June 2010).
- Koo, O.M.; Rubinstein, I.; Onyuksel, H. Role of nanotechnology in targeted drug delivery and imaging: A concise review. Nanomedicine 2005, 1, 193–212. [Google Scholar] [CrossRef] [PubMed]
- Communication from the Commission— Towards a European Strategy for Nanotechnology; European Communities: Brussels, Belgium, 2004.
- Watlington, K. Emerging Nanotechnologies for Site Remediation and Wastewater Treatment; US EPA: Washington, DC, USA, 2005.
- Sinha, A.K.; Suzuki, K.; Takahara, M.; Azuma, H.; Nonaka, T.; Fukumoto, K. Mesostructured manganese oxide/gold nanoparticle composites for extensive air purification. Angew. Chem. Int. Ed. 2007, 46, 2891–2894. [Google Scholar] [CrossRef]
- Theron, J.; Walker, J.A.; Cloete, T.E. Nanotechnology and water treatment: Applications and emerging opportunities. Crit. Rev. Microbiol. 2008, 34, 43–69. [Google Scholar] [CrossRef] [PubMed]
- Sengul, H.; Theis, T.L.; Ghosh, S. Toward sustainable nanoproducts: An overview of nanomanufacturing methods. J. Ind. Ecol. 2008, 12, 329–359. [Google Scholar] [CrossRef]
- Garner, A.; Keoleian, G.A. Industrial Ecology: An Introduction; National Pollution Prevention Center for Higher Education: Ann Arbor, MI, USA, 1995. [Google Scholar]
- World Commission on Environment and Development. Our Common Future (The Brundtland Report); Oxford University Press: Oxford, UK, 1987. [Google Scholar]
- Curran, M.A.; Frankl, P.; Heijungs, R.; Kohler, A.; Olsen, S.I. Nanotechnology and Life Cycle Assesment—A Systems Approach to Nanotechnology and the Environment; Woodrow Wilson Center for Scholars: Washington, DC, USA, 2007. [Google Scholar]
- Boccuni, F.; Rondinone, B.; Petyx, C.; Iavicoli, S. Potential occupational exposure to manufactured nanoparticles in Italy. J. Clean. Prod. 2008, 16, 949–956. [Google Scholar] [CrossRef]
- Allenby, B.R.; Rejeski, D. The industrial ecology of emerging technologies. J. Ind. Ecol. 2008, 12, 267–269. [Google Scholar] [CrossRef]
- National Risk Management Research Laboratory. Life Cycle Assessment: Principles and Practice; US EPA: Cincinnati, OH, USA, 2006; EPA/600/R-06/060.
- Meyer, D.E.; Curran, M.A.; Gonzalez, M.A. An examination of existing data for the industrial manufacture and use of nanocomponents and their role in the life cycle impact of nanoproducts. Environ. Sci. Technol. 2009, 43, 1256–1263. [Google Scholar] [CrossRef] [PubMed]
- Khanna, V.; Bhavik, B.; Lee, L.J. Life Cycle Energy Analysis and Environmental Life Cycle Assesment of Carbon Nanofibers Production; IEEE International Symposium on Electronics & the Environment: Orlando, FL, USA, 2007; pp. 128–133. [Google Scholar]
- Krishnan, N.; Boyd, S.; Somani, A.; Raoux, S.; Clark, D.; Dornfeld, D. A Hybrid Life Cycle Inventory of Nano-Scale Semiconductor Manufacturing. Environ. Sci. Technol. 2008, 42, 3069–3075. [Google Scholar] [CrossRef] [PubMed]
- Lloyd, S.M.; Lave, L.B. Life cycle economic and environmental implications of using nanocomposites in automobiles. Environ. Sci. Technol. 2003, 37, 3458–3466. [Google Scholar] [CrossRef] [PubMed]
- Lloyd, S.M.; Lave, L.B.; Matthews, H.S. Life cycle benefits of using nanotechnology to stabilize platinum-group metal particles in automotive catalysts. Environ. Sci. Technol. 2005, 39, 1384–1392. [Google Scholar] [CrossRef] [PubMed]
- Osterwalder, N.; Capello, C.; Hungerbühler, K.; Stark, W. Energy consumption during nanoparticle production: How economic is dry synthesis? J. Nanopart. Res. 2006, 8, 1–9. [Google Scholar] [CrossRef]
- Roes, A.; Marsili, E.; Nieuwlaar, E.; Patel, M. Environmental and cost assessment of a polypropylene nanocomposite. J. Polym. Environ. 2007, 15, 212–226. [Google Scholar] [CrossRef]
- von Gleich, A.; Steinfeldt, M.; Petschow, U. A suggested three-tiered approach to assessing the implications of nanotechnology and influencing its development. J. Clean. Prod. 2008, 16, 899–909. [Google Scholar] [CrossRef]
- Bauer, C.; Buchgeister, J.; Hischier, R.; Poganietz, W.R.; Schebek, L.; Warsen, J. Towards a framework for life cycle thinking in the assessment of nanotechnology. J. Clean. Prod. 2008, 16, 910–926. [Google Scholar] [CrossRef]
- Köhler, A.R.; Som, C.; Helland, A.; Gottschalk, F. Studying the potential release of carbon nanotubes throughout the application life cycle. J. Clean. Prod. 2008, 16, 927–937. [Google Scholar] [CrossRef]
- Oberdörster, G.; Oberdörster, E.; Oberdörster, J. Nanotoxicology: An emerging discipline evolving from studies of ultrafine particles. Environ. Health Perspect. 2005, 113, 823–839. [Google Scholar] [CrossRef] [PubMed]
- Khanna, V.; Bakshi, B.R.; Lee, L.J. Carbon nanofiber production: Life cycle energy consumption and environmental impact. J. Ind. Ecol. 2008, 12, 394–410. [Google Scholar] [CrossRef]
- Kushnir, D.; Sanden, B.A. Energy requirements of carbon nanoparticle production. J. Ind. Ecol. 2008, 12, 360–375. [Google Scholar] [CrossRef]
- Das, S.; Overly, J.G.; Dhingra, R.; Davis, G.A. Environmental evaluation of lightweight exterior body panels in new-generation vehicles. In Proceedings of the 2002 Future Car Congress, Arlington, VA, USA, 3–5 June 2002; Society of Automotive Engineers: Warrendale, PA, USA, 2002. [Google Scholar]
- Schexnayder, S.M.; Das, S.; Dhingra, R.; Overly, J.G.; Tonn, B.E.; Peretz, J.H.; Waidley, G.; Davis, G.A. Environmental Evaluation of New Generation Vehicles and Vehicle Components; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2001. [Google Scholar]
- National Research Council. Review of the Research Program of the Partnership for a New Generation of Vehicles: Sixth Report; National Academy Press: Washington, DC, USA, 2000. [Google Scholar]
- Sullivan, J.; Hu, J. Life cycle energy analysis for automobiles. In Proceedings of the 1995 Total Life Cycle Conference and Exposition, Vienna, Austria, 16–19 October 2010; Society of Automotive Engineers: Detroit, MI, USA, 1995. [Google Scholar]
- Engineering Toolbox. Elastic Properties and Young Modulus for Some Materials. Available online: http://www.engineeringtoolbox.com/young-modulus-d_417.html (accessed on 13 September 2010).
- Manoharan, M.P.; Sharma, A.; Desai, A.V.; Haque, M.A.; Bakis, C.E.; Wang, K.W. The interfacial strength of carbon nanofiber epoxy composite using singel fiber pullout experiments. Nanotechnology 2009, 20, 295701. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Sun, J.; Liu, M.; Chen, Q. Mechanical strength of carbon nanotube-nickel nanocomposites. Nanotechnology 2007, 18, 505704. [Google Scholar] [CrossRef]
- Som, C.; Berges, M.; Chaudhry, Q.; Dusinska, M.; Fernandes, T.F.; Olsen, S.I.; Nowack, B. The importance of life cycle concepts for the development of safe nanoproducts. Toxicology 2010, 269, 160–169. [Google Scholar] [CrossRef] [PubMed]
- Berger, M. Nanotechnology—Not that Green? Nanowerk LLC: Berlin, Germany, 2008. Available online: http://www.nanowerk.com/spotlight/spotid=7853.php (accessed on 16 June 2010).
- Naidu, S.; Sawhney, R.; Li, X.P. A methodology for evaluation and selection of nanoparticle manufacturing processes based on sustainability metrics. Environ. Sci. Technol. 2008, 42, 6697–6702. [Google Scholar] [CrossRef] [PubMed]
- Hutchison, J.E. Greener nanoscience: A proactive approach to advancing applications and reducing implications of nanotechnology. ACS Nano 2008, 2, 395–402. [Google Scholar] [CrossRef] [PubMed]
- Dahl, J.A.; Maddux, B.L.S.; Hutchison, J.E. Toward greener nanosynthesis. Chem. Rev. 2007, 107, 2228–2269. [Google Scholar] [CrossRef] [PubMed]
- Matthews, H.S.; Lave, L.; MacLean, H. Life cycle impact assessment: A challenge for risk analysts. Risk Anal. 2002, 22, 853–860. [Google Scholar] [CrossRef] [PubMed]
- US EPA. Risk Assessment Portal: Human Health Risk Assessment. Available online: http://www.epa.gov/riskassessment/health-risk.htm (accessed on 16 June 2010).
- Savolainen, K.; Alenius, H.; Norppa, H.; Pylkkänen, L.; Tuomi, T.; Kasper, G. Risk assessment of engineered nanomaterials and nanotechnologies—A review. Toxicology 2010, 269, 92–104. [Google Scholar] [CrossRef] [PubMed]
- Olsen, S.I.; Christensen, F.M.; Hauschild, M.; Pedersen, F.; Larsen, H.F.; Tørsløv, J. Life cycle impact assessment and risk assessment of chemicals—A methodological comparison. Environ. Impact Assess. Rev. 2001, 21, 385–404. [Google Scholar] [CrossRef]
- Shatkin, J.A. Nanotechnology: Health and Environmental Risks; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2008; p. 167. [Google Scholar]
- Davis, J.M. How to assess the risks of nanotechnology: Learning from past experience. J. Nanosci. Nanotechnol. 2007, 7, 402–409. [Google Scholar] [CrossRef] [PubMed]
© 2010 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Dhingra, R.; Naidu, S.; Upreti, G.; Sawhney, R. Sustainable Nanotechnology: Through Green Methods and Life-Cycle Thinking. Sustainability 2010, 2, 3323-3338. https://doi.org/10.3390/su2103323
Dhingra R, Naidu S, Upreti G, Sawhney R. Sustainable Nanotechnology: Through Green Methods and Life-Cycle Thinking. Sustainability. 2010; 2(10):3323-3338. https://doi.org/10.3390/su2103323
Chicago/Turabian StyleDhingra, Rajive, Sasikumar Naidu, Girish Upreti, and Rapinder Sawhney. 2010. "Sustainable Nanotechnology: Through Green Methods and Life-Cycle Thinking" Sustainability 2, no. 10: 3323-3338. https://doi.org/10.3390/su2103323
APA StyleDhingra, R., Naidu, S., Upreti, G., & Sawhney, R. (2010). Sustainable Nanotechnology: Through Green Methods and Life-Cycle Thinking. Sustainability, 2(10), 3323-3338. https://doi.org/10.3390/su2103323