


Sustainable Metal Recovery from Electroplating Sludge: Bridging Technology and Environmental Regulation


Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals and Materials
2.2. Extractant Selection for Metal Recovery
2.3. Optimization of Extraction Conditions
2.4. Stripping and Precipitation
3. Results and Discussion
3.1. Extractant Selection for Metal Extraction from Electroplating Sludge
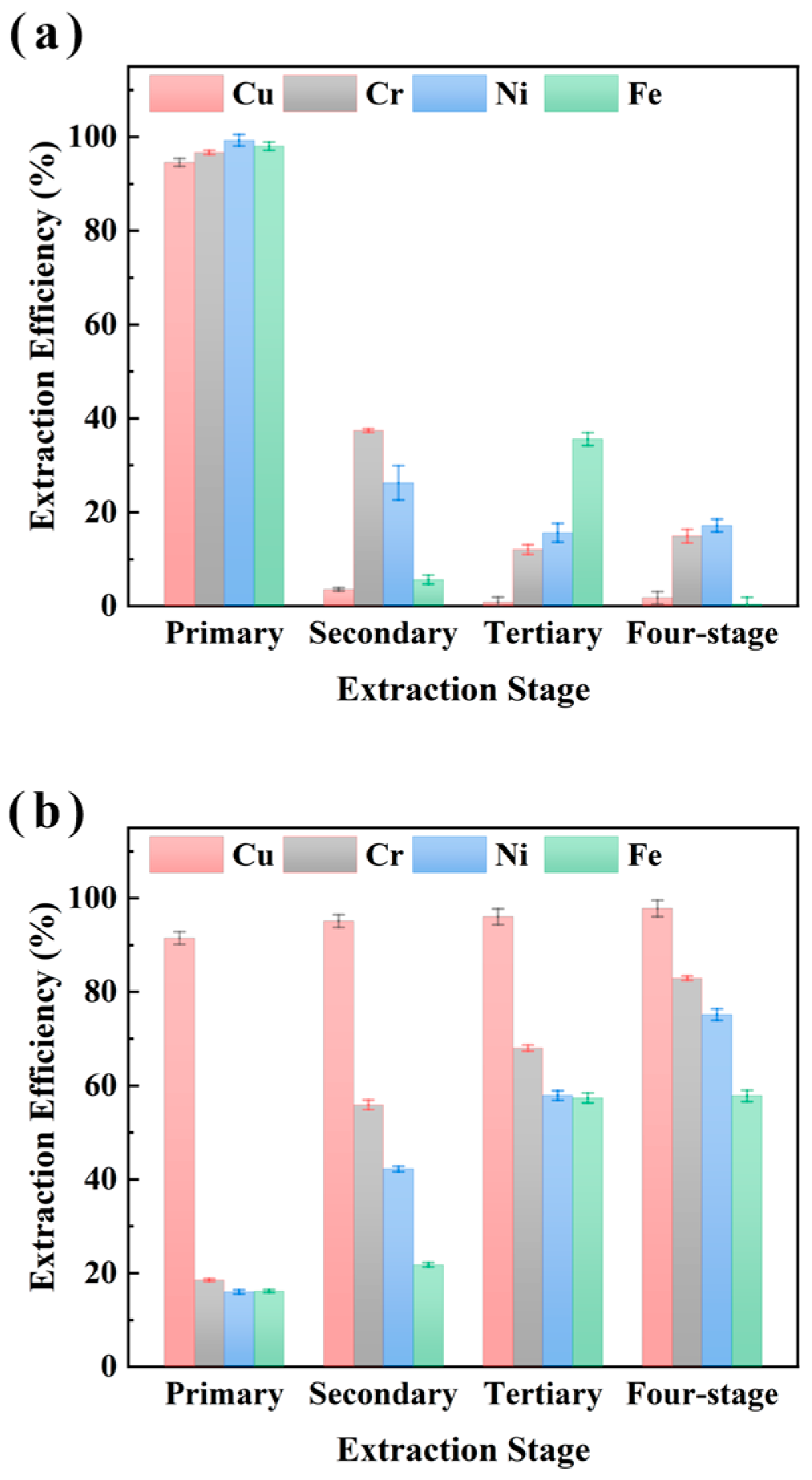
3.2. Effects of Extraction Conditions
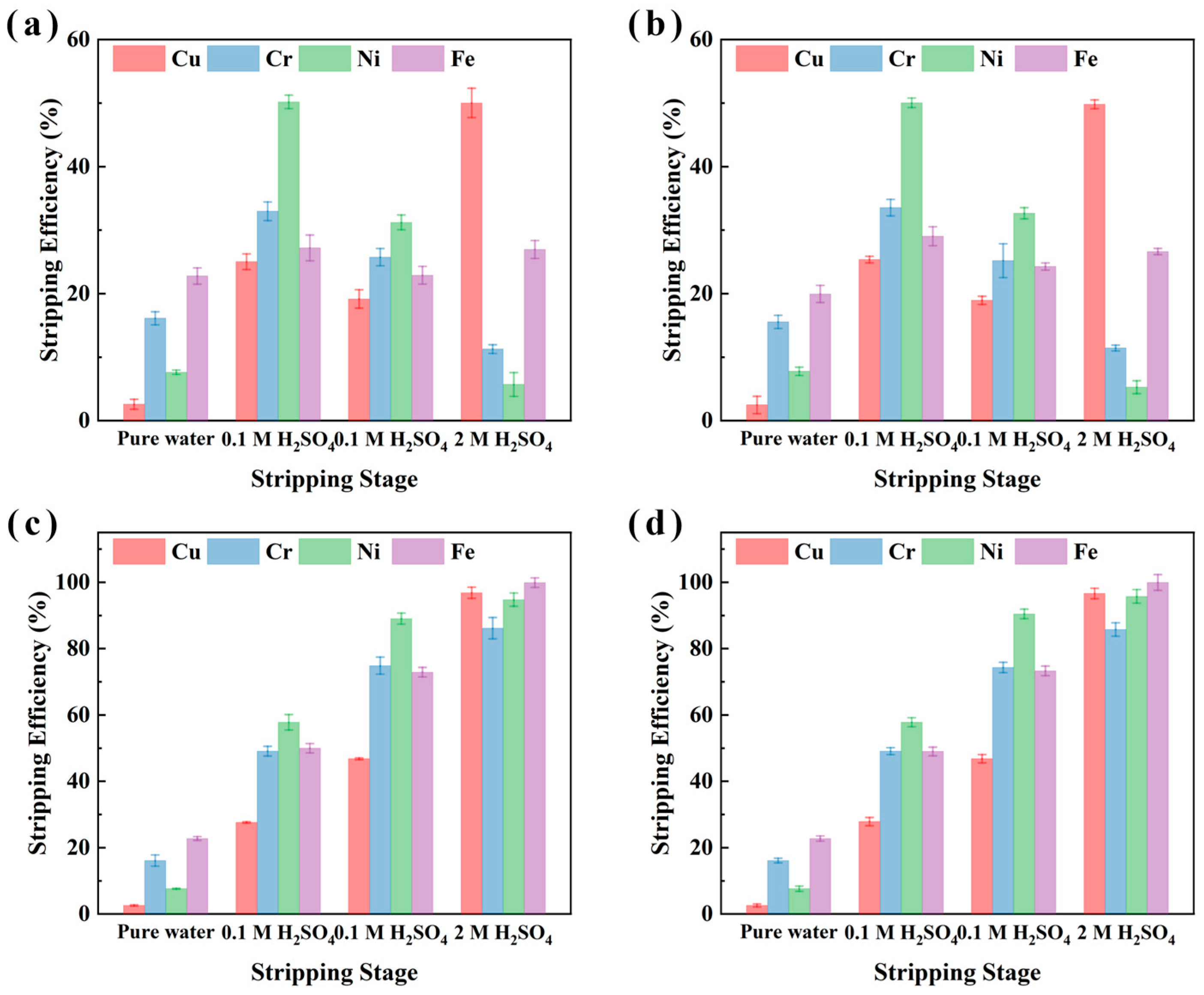
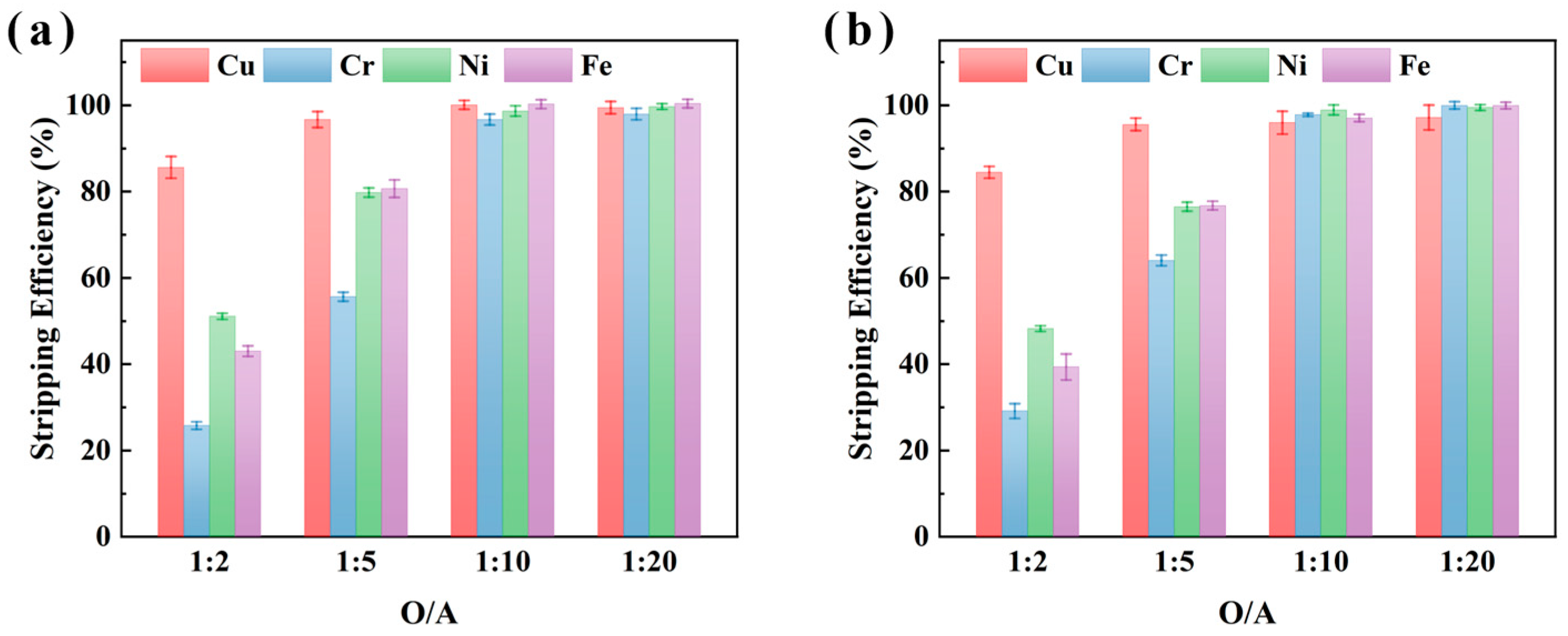
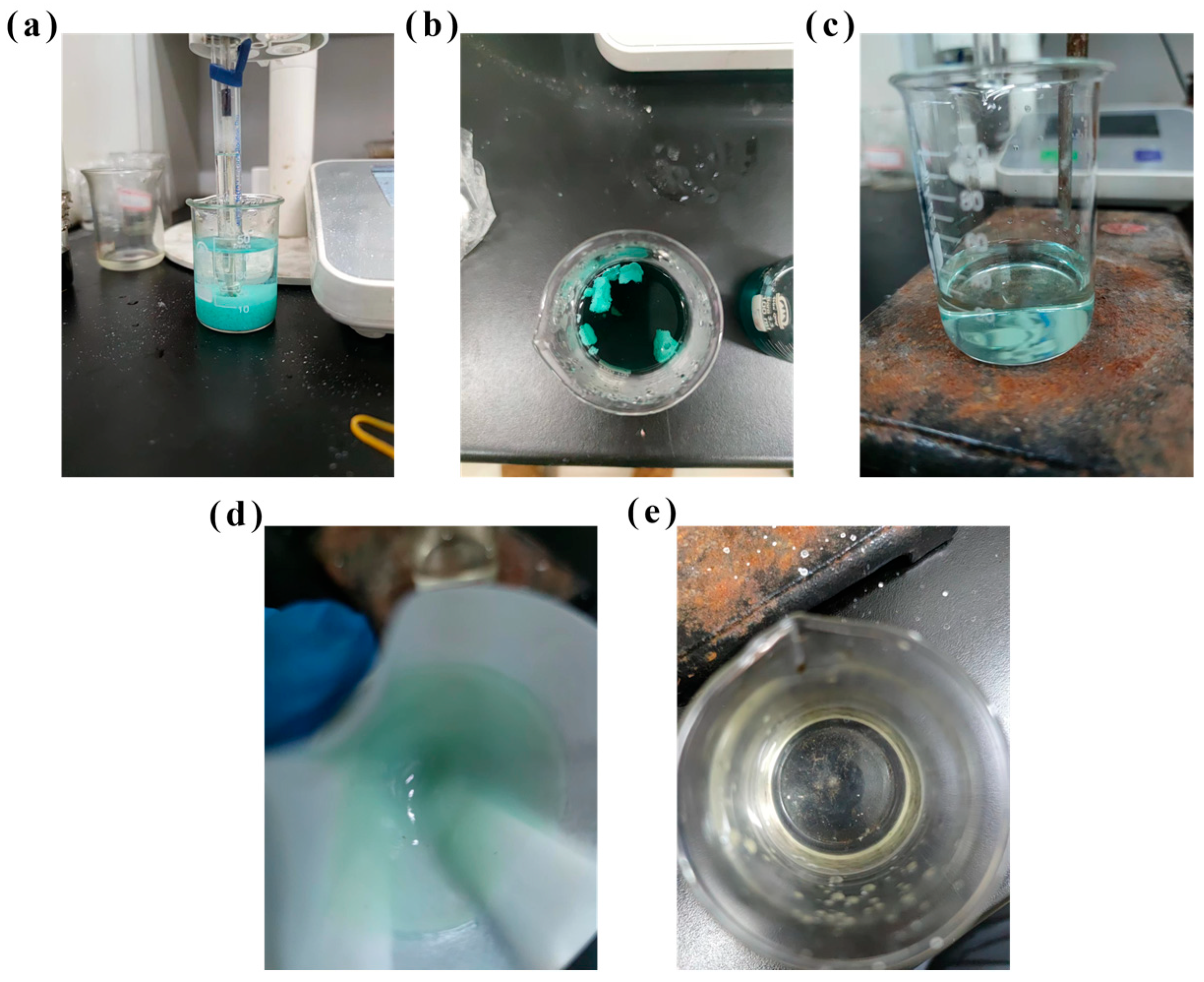
3.3. Stripping and Precipitation for Metal Recovery from Electroplating Sludge Samples
3.4. Evaluation of the Environmental Relevance to Existing Environmental Legislation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, C.; Xie, F.; Ma, Y.; Cai, T.; Li, H.; Huang, Z.; Yuan, G. Multiple heavy metals extraction and recovery from hazardous electroplating sludge waste via ultrasonically enhanced two-stage acid leaching. J. Hazard. Mater. 2010, 178, 823–833. [Google Scholar] [CrossRef]
- Yi, Z.; Zhikuan, W.; Xia, X.; Yongqi, C.; Tao, Q. Recovery of heavy metals from electroplating sludge and stainless steel pickle waste liquid by ammonia leaching method. J. Environ. Sci. 1999, 11, 381. [Google Scholar]
- Chou, I.; Kuo, Y.; Lin, C.; Wang, J.; Wang, C.; Chang-Chien, G. Electroplating sludge metal recovering with vitrification using mineral powder additive. Resour. Conserv. Recycl. 2012, 58, 45–49. [Google Scholar] [CrossRef]
- Lee, J.; Pandey, B. Bio-processing of solid wastes and secondary resources for metal extraction—A review. Waste Manag. 2012, 32, 3–18. [Google Scholar] [CrossRef]
- Guo, S.; Wang, H.; Liu, X.; Zhang, Z.; Liu, Y. Approaches for the Treatment and Resource Utilization of Electroplating Sludge. Materials 2024, 17, 1707. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Liu, X.; Zhang, Z. Approaches for electroplating sludge treatment and disposal technology: Reduction, pretreatment and reuse. J. Environ. Manag. 2024, 349, 119535. [Google Scholar] [CrossRef]
- Faruqi, M.; Siddiqui, F.; Hassan, S. Optimization of microwave treatment for dewaterability enhancement of electroplating sludge. J. Mater. Cycles Waste Manag. 2021, 23, 566–580. [Google Scholar] [CrossRef]
- Zhang, Y.; Shi, P.; Chen, L.; Tang, Q. Utilization of Electroplating Sludge as Subgrade Backfill Materials: Mechanical and Environmental Risk Evaluation. Adv. Civ. Eng. 2018, 2018, 4891418. [Google Scholar] [CrossRef]
- Electroplating Effluent Guidelines. Available online: https://www.epa.gov/eg/electroplating-effluent-guidelines (accessed on 3 March 2025).
- Fact Sheet on Disposal Options for Electroplating Sludge. Available online: https://p2infohouse.org/ref/11/10471.htm (accessed on 3 March 2025).
- Bi, G.; Song, W.; Zhou, P.; Liang, L. Does environmental regulation affect energy efficiency in China’s thermal power generation? Empirical evidence from a slacks-based DEA model. Energy Policy 2014, 66, 537–546. [Google Scholar] [CrossRef]
- Li, K.; Lin, B. Impact of energy conservation policies on the green productivity in China’s manufacturing sector: Evidence from a three-stage DEA model. Appl. Energy 2016, 168, 351–363. [Google Scholar] [CrossRef]
- Song, C.; Oh, W. Determinants of innovation in energy intensive industry and implications for energy policy. Energy Policy 2015, 81, 122–130. [Google Scholar] [CrossRef]
- Hillman, J.; Hill, J.; Morgan, J.; Wilkinson, J. Recycling of sewage sludge to grassland: A review of the legislation to control of the localization and accumulation of potential toxic metals in grazing systems. Grass Forage Sci. 2003, 58, 101–111. [Google Scholar] [CrossRef]
- Mitiu, M.; Marcus, M.; Vlad, M.; Balaceanu, C. Stability of Ceramic Glazes Obtained by Valorification of Anorganic Pigments Extracted from Electroplating Sludge. Rev. Chim. 2018, 69, 571–574. [Google Scholar] [CrossRef]
- Regulatory Exclusions and Alternative Standards for the Recycling of Materials, Solid Wastes and Hazardous Wastes. Available online: https://www.epa.gov/hw/regulatory-exclusions-and-alternative-standards-recycling-materials-solid-wastes-and-hazardous (accessed on 10 March 2025).
- Luo, J.; Zhao, C.; Huang, W.; Wang, F.; Fang, F.; Su, L.; Wang, D.; Wu, Y. A holistic valorization of treasured waste activated sludge for directional high-valued products recovery: Routes, key technologies and challenges. Environ. Res. 2024, 262, 119904. [Google Scholar] [CrossRef] [PubMed]
- Spiess, S.; Kucera, J.; Vaculovic, T.; Birklbauer, L.; Habermaier, C.; Conde, A.; Mandl, M.; Haberbauer, M. Zinc recovery from bioleachate using a microbial electrolysis cell and comparison with selective precipitation. Front. Microbiol. 2023, 14, 1238853. [Google Scholar] [CrossRef]
- Piferi, R.; Kline, K.; Younger, J.; Lawler, K. An alternative approach for achieving cardiovascular baseline: Viewing an aquatic video. Int. J. Psychophysiol. 2000, 37, 207–217. [Google Scholar] [CrossRef]
- Wu, Y.; Ding, Y.; Liu, G.; Wang, H.; Zhen, J. In Separation Status of Discarded or Obsolete TNT/RDX/Al Explosive based on Material Properties. Adv. Mater. Res. 2014, 1046, 68–71. [Google Scholar] [CrossRef]
- Miller, J.; Stuckman, M.; Means, N.; Lopano, C.; Hakala, J. Determination of transition metal ions in fossil fuel associated wastewaters using chelation ion chromatography. J. Chromatogr. A 2022, 1668, 462924. [Google Scholar] [CrossRef]
- Nie, Z.; Ma, L.; Xi, X. “Complexation-precipitation” metal separation method system and its application in secondary resources. Rare Met. 2014, 33, 369–378. [Google Scholar] [CrossRef]
- Krishnan, S.; Zulkapli, N.; Kamyab, H.; Taib, S.; Din, M.; Abd Majid, Z.; Chaiprapat, S.; Kenzo, I.; Ichikawa, Y.; Nasrullah, M.; et al. Current technologies for recovery of metals from industrial wastes: An overview. Environ. Technol. Innov. 2021, 22, 101525. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, Z. A review of current progress of recycling technologies for metals from waste electrical and electronic equipment. J. Clean. Prod. 2016, 127, 19–36. [Google Scholar] [CrossRef]
- Almeida, M.; Cattrall, R.; Kolev, S. Recent trends in extraction and transport of metal ions using polymer inclusion membranes (PIMs). J. Membr. Sci. 2012, 415, 9–23. [Google Scholar] [CrossRef]
- Tang, C.; Bruening, M. Ion separations with membranes. J. Polym. Sci. 2020, 58, 2831–2856. [Google Scholar] [CrossRef]
- Demirkiran, N.; Tanaydin, M. Recovery of Cu(II) by Acorga M5640 After Leaching of Malachite Ore in Perchloric Acid Solutions. J. Sustain. Metall. 2021, 7, 495–505. [Google Scholar] [CrossRef]
- Liu, X.L.; Sun, G.X.; Dang, Q.Y.; Zhao, X.P. The Extraction Behavior of Cu2+ with N,N,N′,N′-Tetrabutyl-3-Oxy-Glutaramide from Hydrochloric Acid. Adv. Environ. Technol. 2013, 726–731, 2795–2799. [Google Scholar]
- Wang, L.; Li, Q.; Sun, X.; Wang, L. Separation and recovery of copper from waste printed circuit boards leach solution using solvent extraction with Acorga M5640 as extractant. Sep. Sci. Technol. 2019, 54, 1302–1311. [Google Scholar] [CrossRef]
- Liang, A.; Liang, X. Separating Nickel-Copper Involves Performing Sulfuric acid Leaching of Electroplating Sludge to Obtain Sulfuric Acid Leachate, Adjusting pH Value of Sulfuric Acid-leaching Solution, Sequentially Performing Lix984 Extraction Agent Extraction, Washing, Back-Extracting to Obtain Copper Sulfate Solution. Chinese Patent CN116751982-A, 15 September 2023. [Google Scholar]
- Zhu, S.; Xin, L.; Zheng, M.; Lin, Y.; Li, S.; Kaung, H.; Yang, W.; Qin, W.; Jadambaa, T.; Yang, Y.; et al. Hydrometallurgy recycling of heavy metals from electroplating sludge: Recent development and challenge. Chem. Eng. Res. Des. 2025, 214, 269–280. [Google Scholar]
- Liu, W.; Chen, P.; Chen, L.; Zhang, D. Selective extraction of chromium from chromium-bearing electroplating sludge by pressure oxidation alkaline leaching. Process Saf. Environ. Prot. 2024, 191, 65–74. [Google Scholar] [CrossRef]
- Huang, Q.; Yu, Y.; Zheng, J.; Zhou, J.; Wu, Z.; Deng, H.; Wu, Z.; Liu, X.; Lin, Z. Understanding and controlling the key phase transformation for selective extracting Ni and Cu from Cr-containing electroplating sludge. Surf. Interfaces 2021, 24, 101090. [Google Scholar] [CrossRef]
- Preston, J. Recent developments in the separation of nickel and cobalt from sulfate-solutions by solvent-extraction. J. S. Afr. Inst. Min. Metall. 1983, 83, 126–132. [Google Scholar]
- Zhang, P.; Yokoyama, T.; Itabashi, O.; Suzuki, T.; Inoue, K. Hydrometallurgical process for recovery of metal values from spent lithium-ion secondary batteries. Hydrometallurgy 1998, 47, 259–271. [Google Scholar] [CrossRef]
- Silva, P.; de Mello, N.; Duarte, M.; Montenegro, M.; Araújo, A.; Neto, B.; da Silva, V. Extraction and recovery of chromium from electroplating sludge. J. Hazard. Mater. 2006, 128, 39–43. [Google Scholar] [CrossRef] [PubMed]
- Deep, A.; Kumar, P.; Carvalho, J. Recovery of copper from zinc leaching liquor using ACORGA M5640. Sep. Purif. Technol. 2010, 76, 21–25. [Google Scholar] [CrossRef]
- Agarwal, S.; Reis, M.; Ismael, M.; Carvalho, J. Extraction of Cu(II) with Acorga M5640 using hollow fibre liquid membrane. Chem. Pap. 2015, 69, 679–689. [Google Scholar] [CrossRef]
- GB 8978-1996; Integrated Wastewater Discharge Standard. National Environmental Protection Agency of China; National Bureau of Technical Supervision of China: Beijing, China, 1996; pp. 1–23.
- Li, Q.; Gadd, G. Biosynthesis of copper carbonate nanoparticles by ureolytic fungi. Appl. Microbiol. Biotechnol. 2017, 101, 7397–7407. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.; Luo, J.; Han, W.; Li, M. Formation and evolution of new α grain boundary and its influence on globularization of α lamellae in TC17 alloy. J. Alloys Compd. 2020, 848, 156141. [Google Scholar] [CrossRef]
- Ma, C.; Liu, D.; Zhang, Y.; Lee, J.; Tian, J.; Liu, B.; Yan, S. MOF-derived Fe2O3@MoS2: An efficient electrocatalyst for ammonia synthesis under mild conditions. Chem. Eng. J. 2022, 430, 132694. [Google Scholar] [CrossRef]
- Onyenkeadi, V.; Aboelazayem, O.; Saha, B. Systematic multivariate optimisation of butylene carbonate synthesis via CO2 utilisation using graphene-inorganic nanocomposite catalysts. Catal. Today 2020, 346, 10–22. [Google Scholar] [CrossRef]
- GB5085.3-2007; Identification Standards for Hazardous Wastes-Identification for Extraction Toxicity. China National Environmental Protection Administration; General Administration of Quality Supervision, Inspection and Quarantine of China: Beijing, China, 2007; pp. 1–8.
- Fang, Z.; Kong, X.; Sensoy, A.; Cui, X.; Cheng, F. Government’s awareness of Environmental protection and corporate green innovation: A natural experiment from the new environmental protection law in China. Econ. Anal. Policy 2021, 70, 294–312. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, A.; Wu, Y. Environmental regulation and green innovation: Evidence from China’s new environmental protection law. J. Clean. Prod. 2021, 297, 126698. [Google Scholar] [CrossRef]
- GB/T 38066-2019; Classification of Treatment and Disposal of Electroplating Sludge. Chinese Standard: Beijing, China, 2019.
- GB/T 39301-2020; Methods for Reduction Treatment of Electroplating Sludge. Chinese Standard: Beijing, China, 2020.
- Xie, R.; Yuan, Y.; Huang, J. Different Types of Environmental Regulations and Heterogeneous Influence on “Green” Productivity: Evidence from China. Ecol. Econ. 2017, 132, 104–112. [Google Scholar] [CrossRef]
- Yuan, B.; Xiang, Q. Environmental regulation, industrial innovation and green development of Chinese manufacturing: Based on an extended CDM model. J. Clean. Prod. 2018, 176, 895–908. [Google Scholar] [CrossRef]
- Tang, K.; Qiu, Y.; Zhou, D. Does command-and-control regulation promote green innovation performance? Evidence from China’s industrial enterprises. Sci. Total Environ. 2020, 712, 136362. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Influencing Factor | Main Effect Condition | Other Experimental Conditions |
|---|---|---|
| pH of aqueous phase | 2.0, 2.5, 3.0, 3.5, 4.0 | Extraction time: 1 h; extraction O/A ratio: 1:1 |
| Extraction time | 5 min, 15 min, 40 min, 60 min, 120 min | pH of aqueous phase: 3.5; extraction O/A ratio: 1:10 |
| Extraction O/A ratio | 2:1, 1:1, 1:2, 1:10, 1:20 | pH of aqueous phase: 3.5; extraction time: 1 h |
| Sample | Cu Content (%) | Cr Content (%) | Ni Content (%) | Fe Content (%) | Zn Content (%) |
|---|---|---|---|---|---|
| XIN | 4.38 | 2.06 | 1.86 | 0.08 | 0.02 |
| CHENG | 5.65 | 0.94 | 2.48 | 0.27 | 0.07 |
| Sample | Precipitation Condition | Cr Precipitation Efficiency (%) | Ni Precipitation Efficiency (%) |
|---|---|---|---|
| XIN | 25 °C, 60 min, pH 3.43, and M (PO43−/Cr3+) = 1.2 | 99.9% | 3.1% |
| XIN | 25 °C, 60-min, pH 9.34 | — | 99.9% |
| CHENG | 25 °C, 60 min, pH 3.43, and M (PO43−/Cr3+) = 1.2 | 99.7% | 2.5% |
| CHENG | 25 °C, 60 min, and pH 9.34 | — | 99.9% |
| Treatment Process | Treatment Equipment | Power of Treatment Equipment (kW) | Equipment Specification | Relative Treatment Time (h) |
|---|---|---|---|---|
| Leaching | Leaching | 1.1 | 1000 L | 9 |
| Extraction | Extraction tank | 0.75 | 1000 L/h | 3.3 |
| Stripping | Stripping tank | 0.75 | 1000 L/h | 3.3 |
| Precipitation | Precipitator | 0.5 | 400 L/h | 6.3 |
| Reagent | Cost [USD/kg] | Reagent Consumption for Treatment of 1 t Electroplating Sludge [kg] | Reagent Cost for Treatment of 1 t Electroplating Sludge [USD] |
|---|---|---|---|
| Sulfuric acid | 0.03 | 424 | 12.72 |
| Hydrochloric acid | 0.03 | 143 | 4.29 |
| M5640 | 2.14 | 50 | 107 |
| Kerosene | 0.32 | 124 | 39.68 |
| Anhydrous sodium Carbonate | 0.41 | 102 | 41.82 |
| Sodium phosphate | 0.46 | 82 | 37.72 |
| Sodium hydroxide | 0.27 | 123 | 33.21 |
| Sample Name | Treatment Unit | Metals | Treatment Unit Feed (g) | Recovered Metal Mass (g) | Recovery Efficiency (%) |
|---|---|---|---|---|---|
| XIN | Extraction | Cu | 43.8 | 43.1 | 98.4 |
| Ni | 18.6 | 4.0 | 21.4 | ||
| Cr | 20.6 | 3.9 | 19.0 | ||
| Stripping | Cu | 43.1 | 43.1 | 100 | |
| Ni | 4.0 | 3.9 | 98.7 | ||
| Cr | 3.9 | 3.8 | 96.7 | ||
| Precipitation | Cu | 43.1 | 43.0 | 100 | |
| Ni | 18.2 | 18.2 | 100 | ||
| Cr | 20.1 | 20.0 | 99.3 | ||
| Overall | Cu | 43.8 | 43.1 | 98.2 | |
| Ni | 18.6 | 18.2 | 97.8 | ||
| Cr | 20.6 | 20.0 | 97.1 | ||
| CHENG | Extraction | Cu | 56.5 | 54.5 | 96.4 |
| Ni | 24.8 | 4.4 | 17.8 | ||
| Cr | 9.4 | 2.0 | 21.4 | ||
| Stripping | Cu | 54.4 | 52.3 | 96.0 | |
| Ni | 4.4 | 4.4 | 98.9 | ||
| Cr | 2.0 | 2.0 | 97.8 | ||
| Precipitation | Cu | 55.7 | 55.7 | 100 | |
| Ni | 24.0 | 24.0 | 100 | ||
| Cr | 9.1 | 9.1 | 99.8 | ||
| Overall | Cu | 56.5 | 55.7 | 98.6 | |
| Ni | 24.8 | 24.0 | 96.8 | ||
| Cr | 9.4 | 9.1 | 96.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Xiong, Z. Sustainable Metal Recovery from Electroplating Sludge: Bridging Technology and Environmental Regulation. Sustainability 2025, 17, 4957. https://doi.org/10.3390/su17114957
Ma J, Xiong Z. Sustainable Metal Recovery from Electroplating Sludge: Bridging Technology and Environmental Regulation. Sustainability. 2025; 17(11):4957. https://doi.org/10.3390/su17114957
Chicago/Turabian StyleMa, Jinfei, and Zhenfeng Xiong. 2025. "Sustainable Metal Recovery from Electroplating Sludge: Bridging Technology and Environmental Regulation" Sustainability 17, no. 11: 4957. https://doi.org/10.3390/su17114957
APA StyleMa, J., & Xiong, Z. (2025). Sustainable Metal Recovery from Electroplating Sludge: Bridging Technology and Environmental Regulation. Sustainability, 17(11), 4957. https://doi.org/10.3390/su17114957