3.1. Simulation Model Building and Pre-Processing
The reinforcement plate forming process was simulated using AutoForm software. The triangular mesh was selected for discretization. It has unique advantages in conforming to complex shapes. It can closely follow the undulations of the curved surface and present complex geometric shapes in a relatively fine mesh layout. So, the mesh tolerance error was set to 0.05 mm. The tiny value aimed to ensure a high degree of restoration of the real shape of the reinforcement plate by the mesh model, effectively avoiding the deviation of the simulation results caused by the approximation error of the model. The maximum element size was taken as 30 mm. The selection of this parameter was the result of careful trade-offs between computational efficiency and model accuracy. The maximum adaptive level was set to 6 levels. It provided sufficient space for such dynamic adjustments, so the mesh could be optimized in real time according to the state of the model. The maximum element angle was set to 22.5°, This parameter restricts the size range of the interior angles of the triangular mesh elements. Reasonable control of the element angle helps to maintain the mesh quality and avoid the appearance of overly long and narrow or deformed mesh elements. The fillet penetration parameter limits the penetration depth of the mesh at the fillet. To prevent the occurrence of incorrect stress concentration or material penetration during the simulation process due to unreasonable mesh division, the fillet penetration was set to 0.22 mm. The normal angle between adjacent meshes was not allowed to exceed 10°. This setting can ensure the smoothness and continuity of the transition between the meshes.
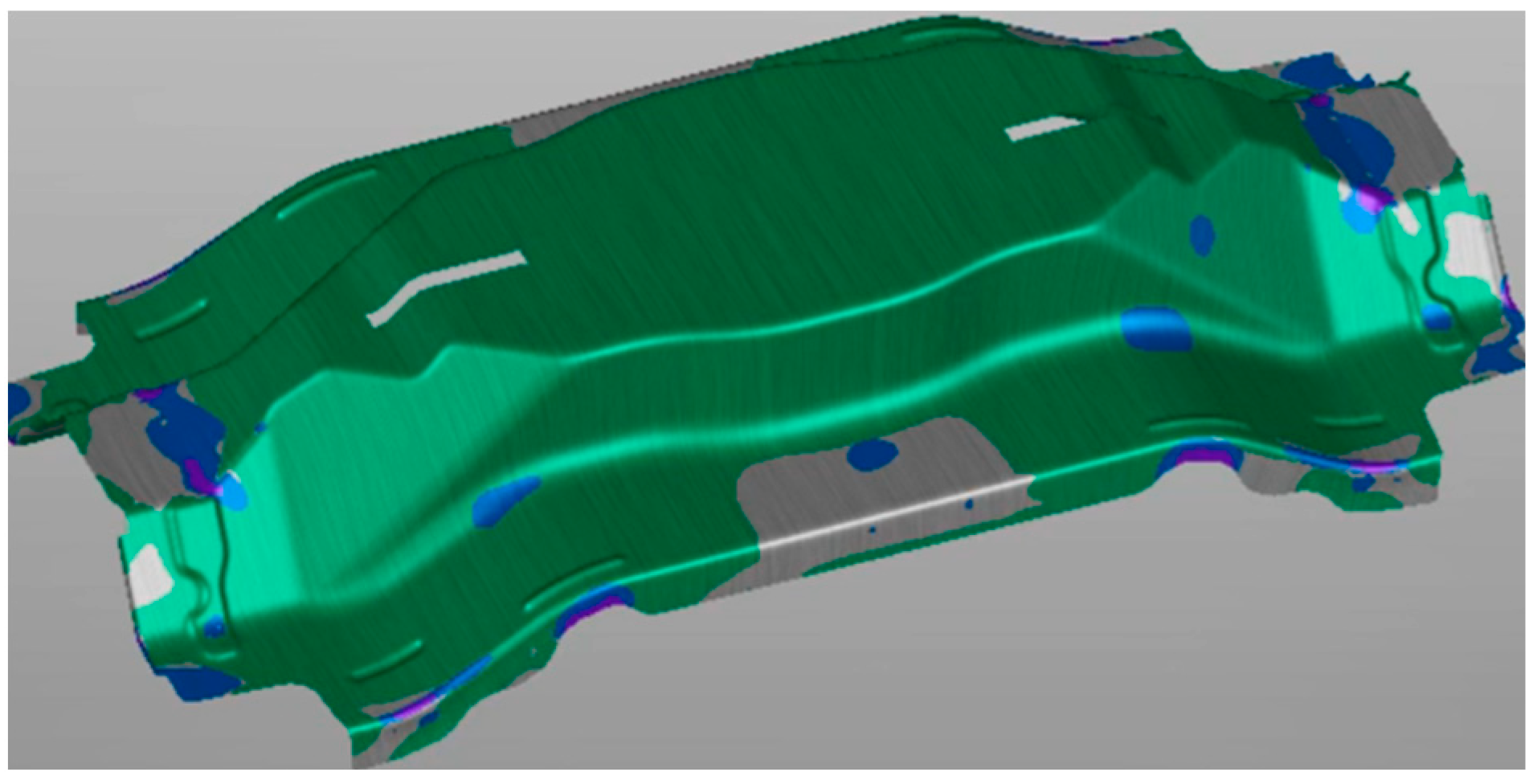
After the above elaborate parameter settings, the finally generated mesh model had 1378 initial mesh elements. The meshing of the reinforcement plate is shown in
Figure 7. The EPS-11 elastoplastic shell element was chosen as the element type. This type of element has 11 integration points in the thickness direction. Compared with traditional element types, its outstanding advantage lies in its ability to capture the stress changes in the thickness direction more sensitively and improve the calculation accuracy.
In the software settings of Autoform, the stamping direction of the reinforcement plate is selected according to the die interference situation, the drawing angle, as well as the die closing height and the die edge structure. As shown in
Figure 8, this direction can achieve seamless closure between the die and the punch, simplify the design of the die surface, and regulate the material flow, thus minimizing the forming defects of the reinforcement plate.
In the software settings of Autoform, the setting of the binder surface is of great importance. For the reinforcement plate in this paper, a shaped binder surface [
18] is adopted, as specifically shown in
Figure 9. This kind of binder surface mainly squeezes the sheet metal along the die fillet and forms the outer contour of the workpiece under the pressure of the punch, so as to ensure the overall forming of the reinforcement plate, realize the uniform flow of the sheet metal, and prevent the possible forming defects during the stamping process.
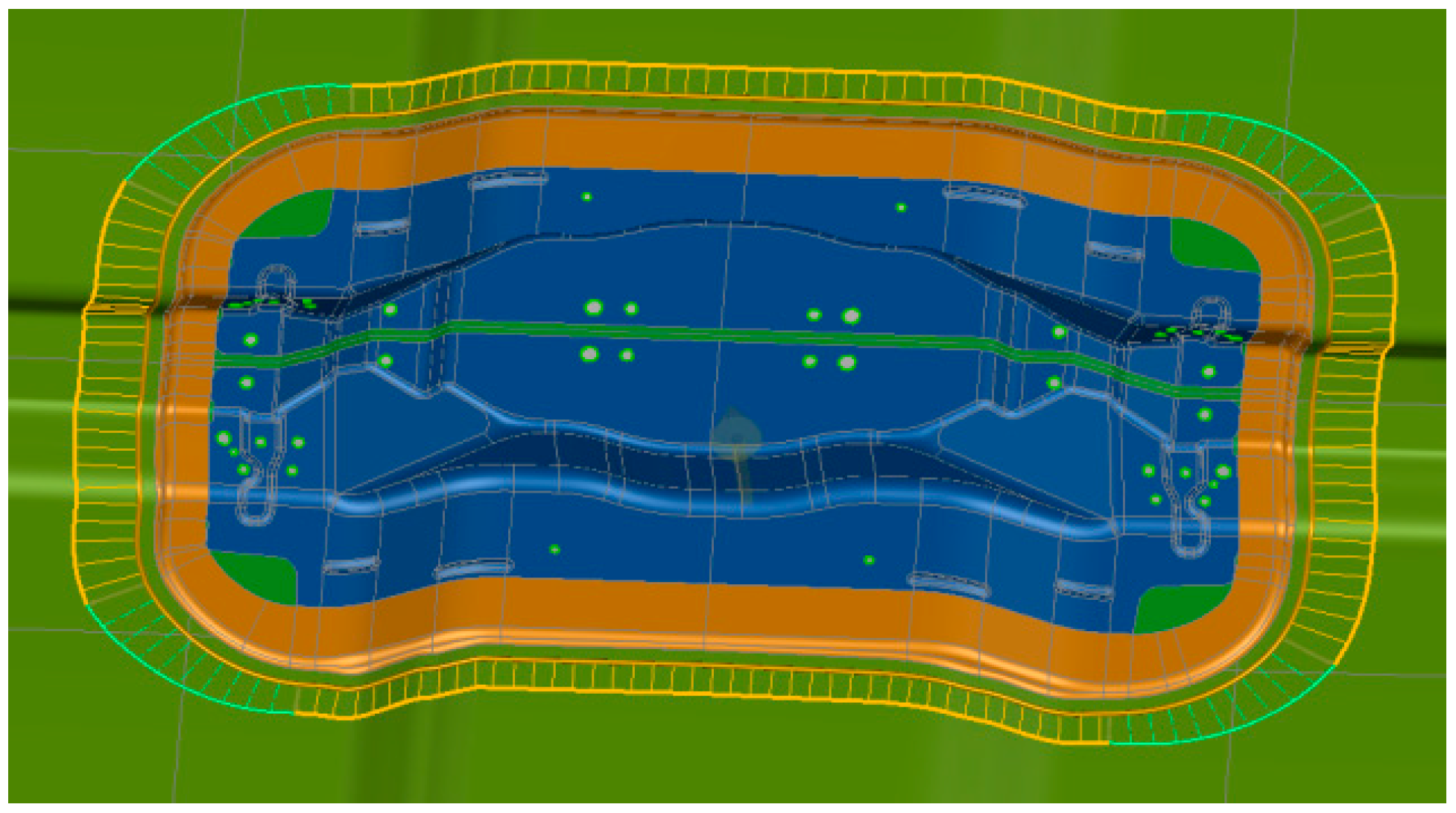
Since the drawing depth in the A1 region of the reinforcement plate is relatively large, it is essential to set drawing beads to prevent wrinkling in the A1 region. In the simulation using Autoform in this paper, semicircular and rectangular drawing beads [
19] are selected, and two sets of equivalent drawing bead strips are set along the horizontal and vertical directions, respectively. The horizontal width and drag coefficient of the drawing beads are 10 mm and 0.35, respectively, while the longitudinal width and drag coefficient are 9 mm and 0.8, respectively. Moreover, the horizontal drawing beads are 15 mm away from the parting line. The specific setting of the drawing beads is shown in
Figure 10.
In the simulation using the Autoform software, the insert block-type trimming knife is chosen for the reinforcement plate, as specifically shown in
Figure 11. Compared with the whole trimming tool, the insert block-type trimming knife can reduce tool interference and solve the problem of tool avoidance. Moreover, it has more obvious advantages in terms of the overall structure and improving the simulation efficiency.
The flanging punch in Region B, as shown in
Figure 12, is set in the Form Flanging module of Autoform. The bottom pressure of this flanging punch is 80 kN, and the top pressure is 40 kN [
20]. To prevent the flanging process from affecting the precision of the punching process, the flanging process is placed as the final step of the forming process, namely, Operation 40.
In order to prevent the deformation processes such as drawing and flanging from affecting the precision of holes and ensure the dimensional and positional tolerances of the holes, the side punching process of the reinforcement plate is set as the final step of all processes. Meanwhile, to avoid interference between the side punching and other separation processes, the design scheme of the side punching is shown in
Figure 13.
3.4. Multi-Objective Optimization of Process Parameters
When the maximum springback is prioritized as the optimization index, the optimal parameter combination is identified as A3B3C4. However, in this case, the maximum thickening rate approaches its limit, resulting in a higher risk of wrinkling. In contrast, when the maximum thickening rate is considered the optimization index, the optimal parameter combination shifts to A3B2C3, leading to a larger maximum springback of the reinforcement plate. This highlights that the influence of different factors varies across optimization indexes, making it difficult to simultaneously minimize both springback and wrinkle indexes. Therefore, multi-objective optimization is essential to determine the optimal parameter combination and ensure the overall forming quality of the reinforcement plate.
In this study, grey relational theory is utilized to optimize the combination of process parameters. Grey relational theory enables the prediction of unknown information based on known data, thereby facilitating an understanding of the overall system dynamics [
27,
28,
29]. The core principle of this theory involves establishing a correlation analysis model for comparison sequences and reference sequences. It comprehensively analyzes and measures the correlation degree between each influencing factor and the optimization target by calculating the average correlation degree. To preprocess the original data obtained from the 16 groups of orthogonal tests, the threshold method is applied for dimensionless processing. The calculation formula for the threshold method is shown in Formula (2) [
25]. The test results after dimensionless processing are presented in
Table 9.
In this formula, x(k) represents the original data, y(k) represents the processed data, and n represents the number of data.
The reference sequence, denoted as
Y0 = {0.898, 8.4}, was established based on the minimum values of the maximum springback and maximum thickening rate obtained from the orthogonal test. The calculation process involved determining the absolute differences between the corresponding elements of the 16 groups of reference sequences and comparison sequences. Subsequently, the correlation coefficients between each factor and individual targets were computed. The correlation degrees between each factor and multiple targets were then derived by solving the weighted average of the correlation coefficients [
26]. The calculation formulas for the grey correlation coefficient and grey correlation degree are provided in Formulas (3) and (4), respectively.
In Formula (3),
ζi(
k) is the correlation coefficient,
ρ represents the resolution coefficient, which is used to adjust the proportions of each term in the formula, and usually
ρ = 0.5.
k is an index, and
i and
j are indices used for iteration. This formula is used to compare the similarity between two sequences
xi(
k) and
x0(
k).
In Formula (4), λk denotes the proportion of weight, where the weight proportions assigned to the maximum springback and maximum thickening rate after the overall forming of the reinforcement plate are considered equal, i.e., λ1 = λ2 = 0.5. ζi(k) is the correlation coefficient.
The correlation coefficients and correlation degrees of the experimental data of 16 groups are presented in
Table 10.
Range analysis of the average correlation degree of each factor to the optimization index is presented in
Table 11. Based on
Table 11, when both the maximum springback and maximum thickening rate are considered the comprehensive optimization indexes, the friction coefficient (B) exhibits the largest range value, followed by the blank holding force (A). This indicates that these two process parameters have the most significant influence on the springback and thickening of the reinforcement plate after forming. Consequently, the optimal parameter combination ascertained Via grey relational analysis is A4B4C2. It corresponds to a blank holding force of 500 kN, a friction coefficient of 0.18, and a drawbar drag coefficient of 0.25. Meanwhile, other parameters, with stamping oil inclusive, remain constant.
Variance analysis was performed on the average correlation values, as presented in
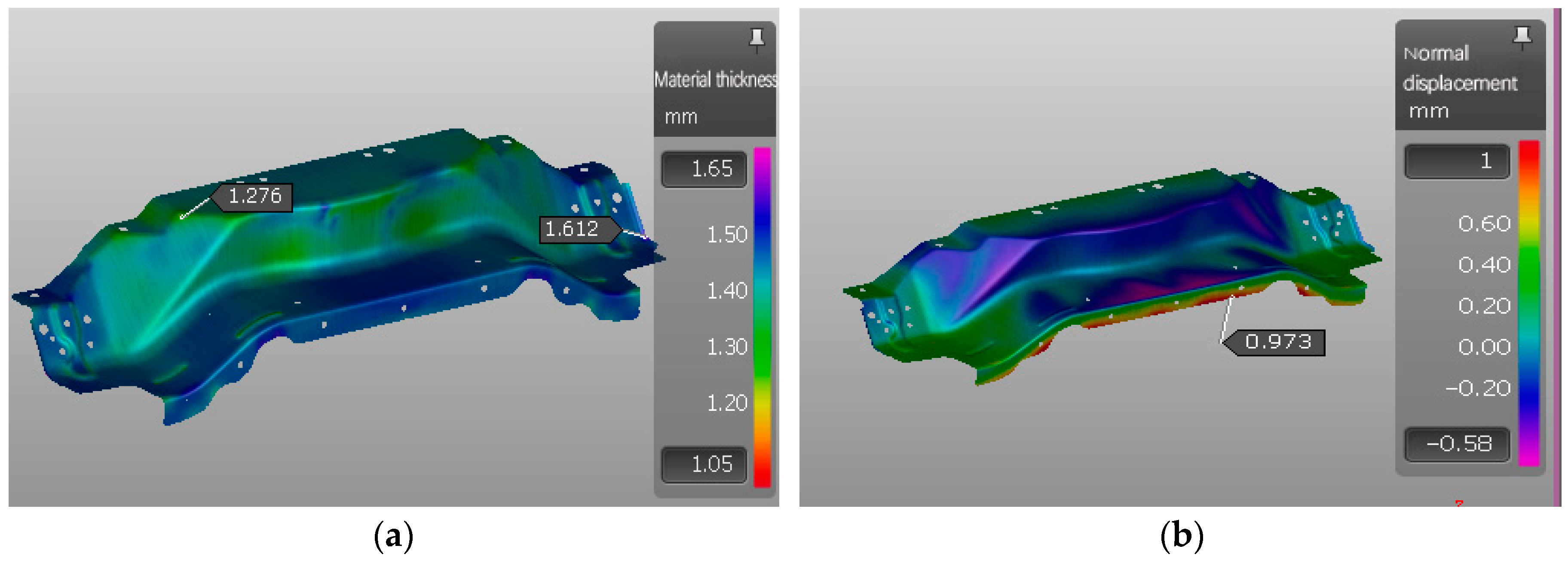
Table 12. The sheet thickness cloud diagram and springback simulation results of the reinforcement plate are shown in
Figure 16. It can be seen from
Figure 16a that compared with the single-objective optimization parameter combination A3B3C4 for the maximum springback amount and the single-objective optimization parameter combination A3B2C3 for the maximum thickening rate, under the multi-objective optimization parameter combination A4B4C2, the maximum thickness of the reinforcement plate after the overall forming is 1.611 mm, the minimum thickness is 1.325 mm, the maximum thinning rate is 11.6%, and the maximum thickening rate is 7.4%. As can be seen from
Figure 16b, the maximum springback amount of the reinforcement plate after forming is 0.905 mm, and there is no need for springback compensation. No quality defects appear in the key forming areas of the reinforcement plate, the overall plastic deformation is sufficient, and the forming effect is the best.
Subsequently, a simulation of the entire stamping and forming process of the reinforcement plate was conducted under the optimal parameter combination of A4B4C2. The simulated sheet thickness cloud diagram and springback simulation results are presented in
Figure 16, respectively, demonstrating satisfactory forming accuracy of the reinforcement plate without the need for springback compensation. No quality defects were observed in the critical forming areas, indicating sufficient plastic deformation and optimal forming effects. Compared to the parameter combinations, A3B3C4 and A3B2C3, which were optimized for the maximum springback and maximum thickening rate as single objectives, the multi-objective optimized parameter combination A4B4C2 exhibited superior forming quality. Specifically, its maximum thinning rate was 11.6%, converting it into a thickness of 1.326 mm; the maximum thickening rate was 7.4%, and the maximum springback was 0.905 mm, all of which met the production requirements.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}