
Towards Sustainable Metal-to-Polymer Joining: A Comparative Study on Friction Stir Welding, Self-Piercing Riveting, and Adhesive Bonding


Abstract
1. Introduction
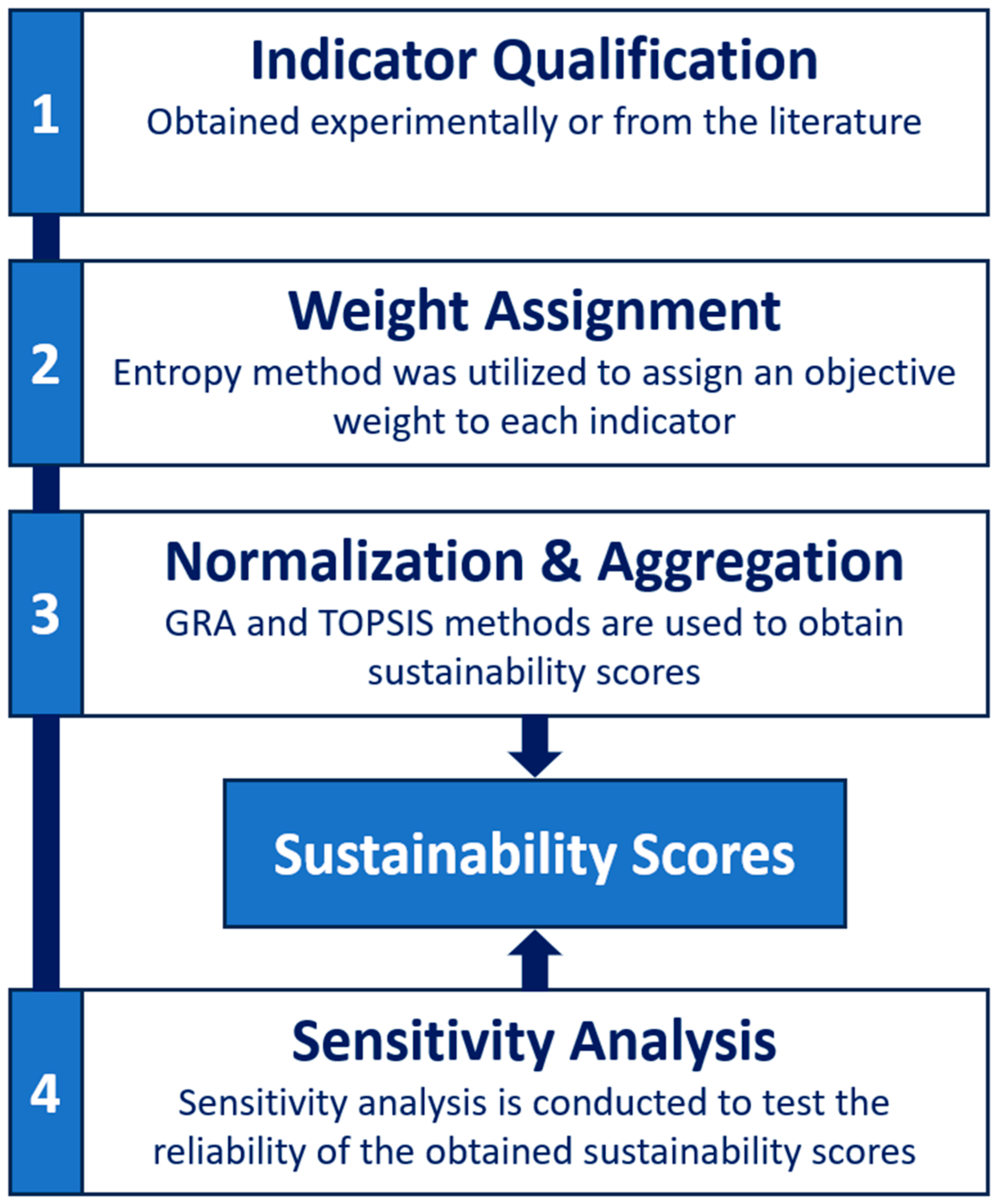
2. Sustainability Assessment Framework
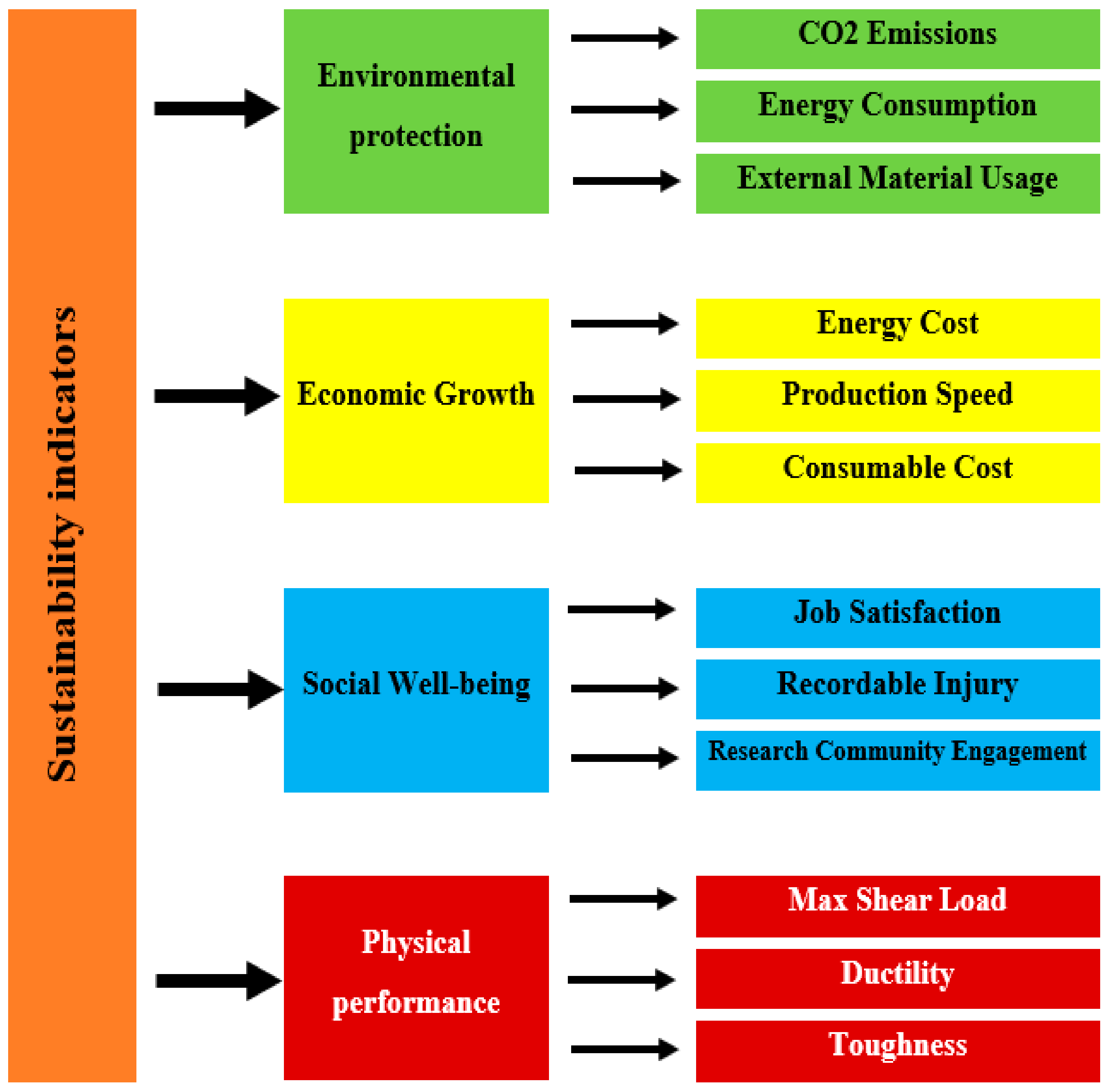
2.1. Indicator Selection
- Understandable: non-experts should be able to comprehend, use, and adopt.
- Applicable: should be applicable to the industry and highlight significant process problems.
- Relevant: should be connected directly to the continued development of sustainability.
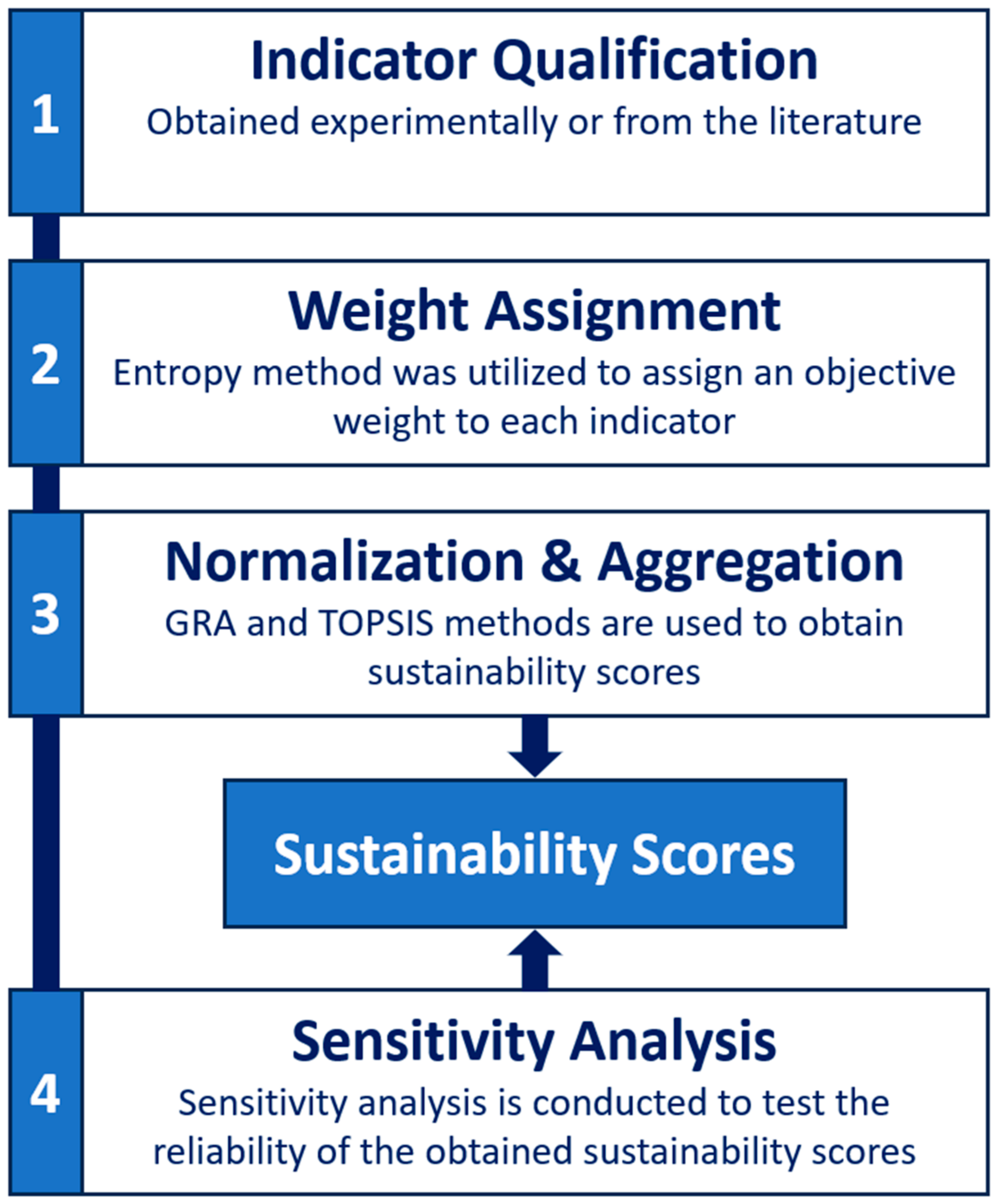
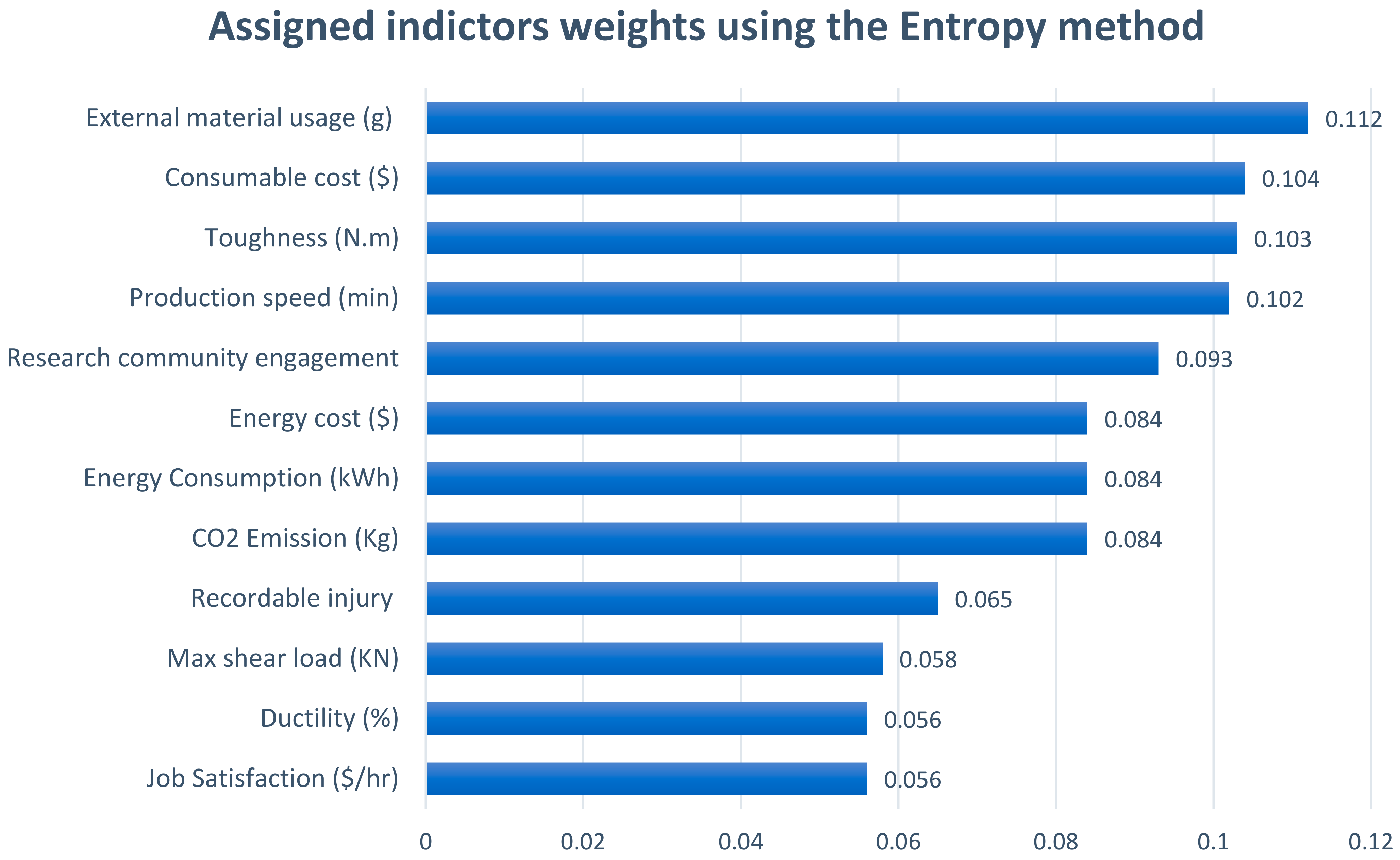
2.2. Weighting Process
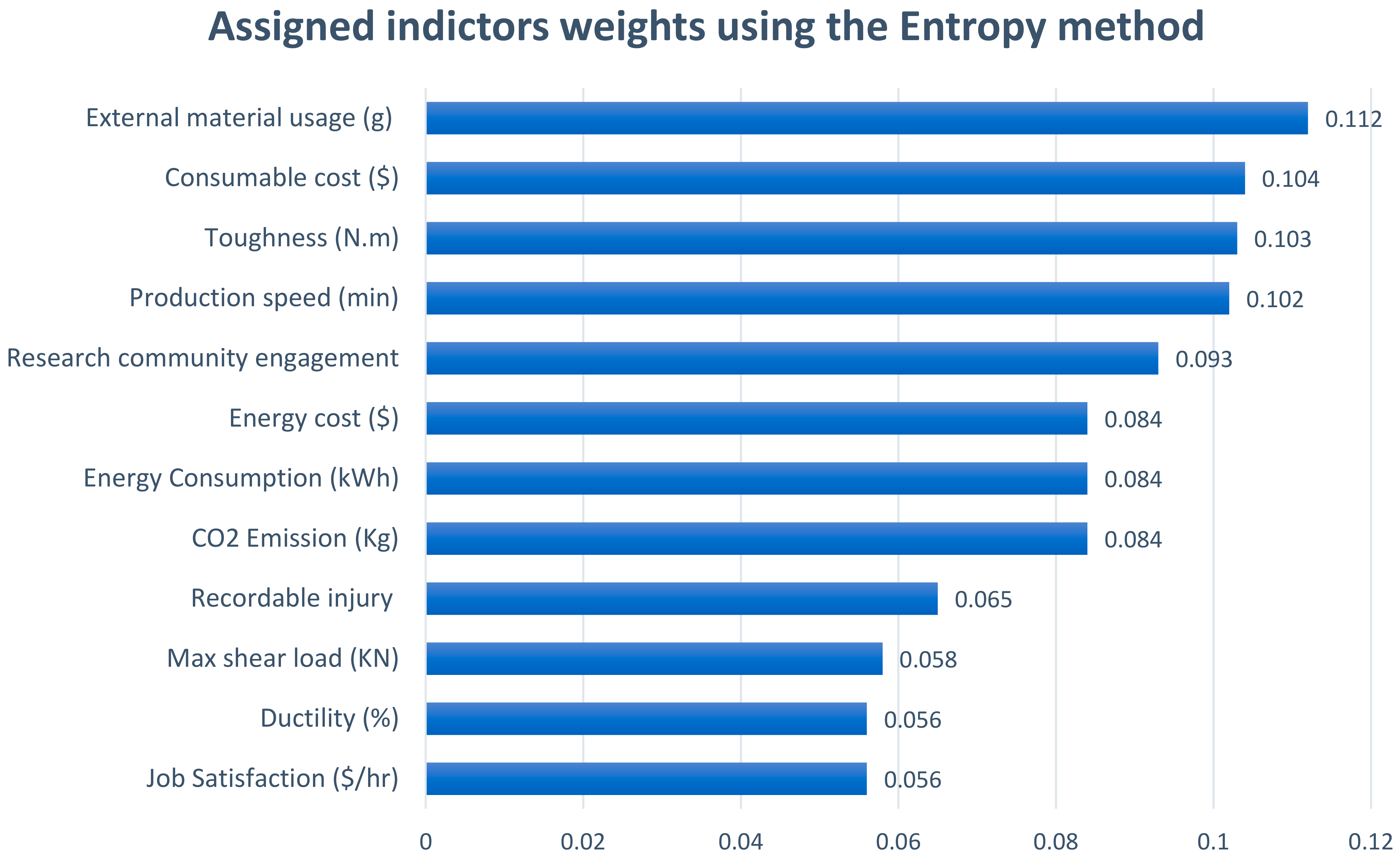
2.2.1. Entropy Method
2.2.2. Analytical Hierarchy Process (AHP)
2.3. Weighted Indicators Assessment
2.3.1. Grey Relational Analysis (GRA)
- Step 1: Generating (Normalization).
- Step 2: Reference Sequence Definition.
- Step 3: Grey Relational Coefficient Calculation.
- Step 4: Grey Relational Grade Calculations.
2.3.2. Technique for Order Preference by Similarity to the Ideal Solution (TOPSIS)
- Step 1: Normalization of the Score Matrix Using Equation (7).
- Step 2: Calculate Weighted Normalized Score Matrix.
- Step 3: Calculate Euclidean Distance.
- Step 4: Calculate The Performance Score Using Equation (10).
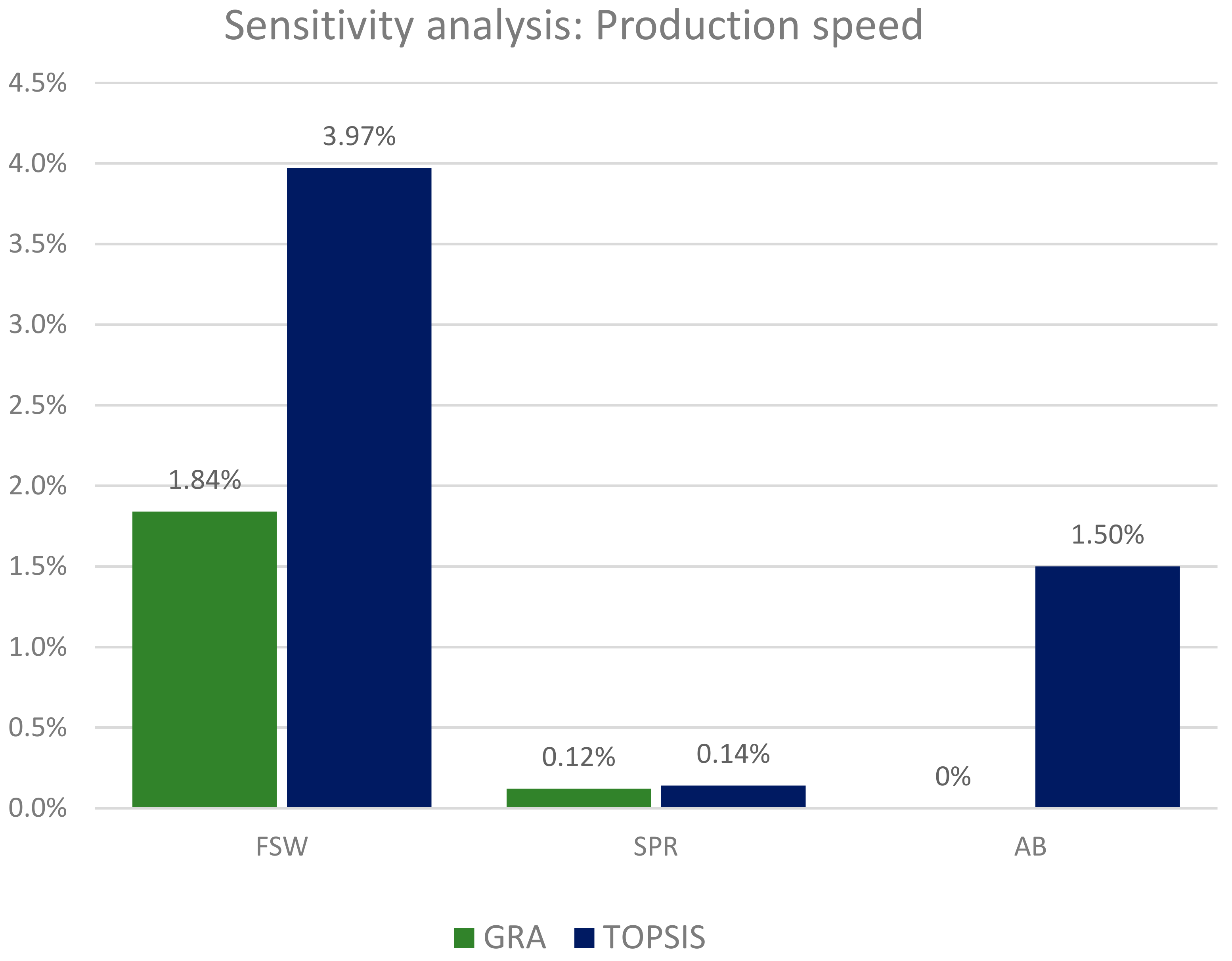
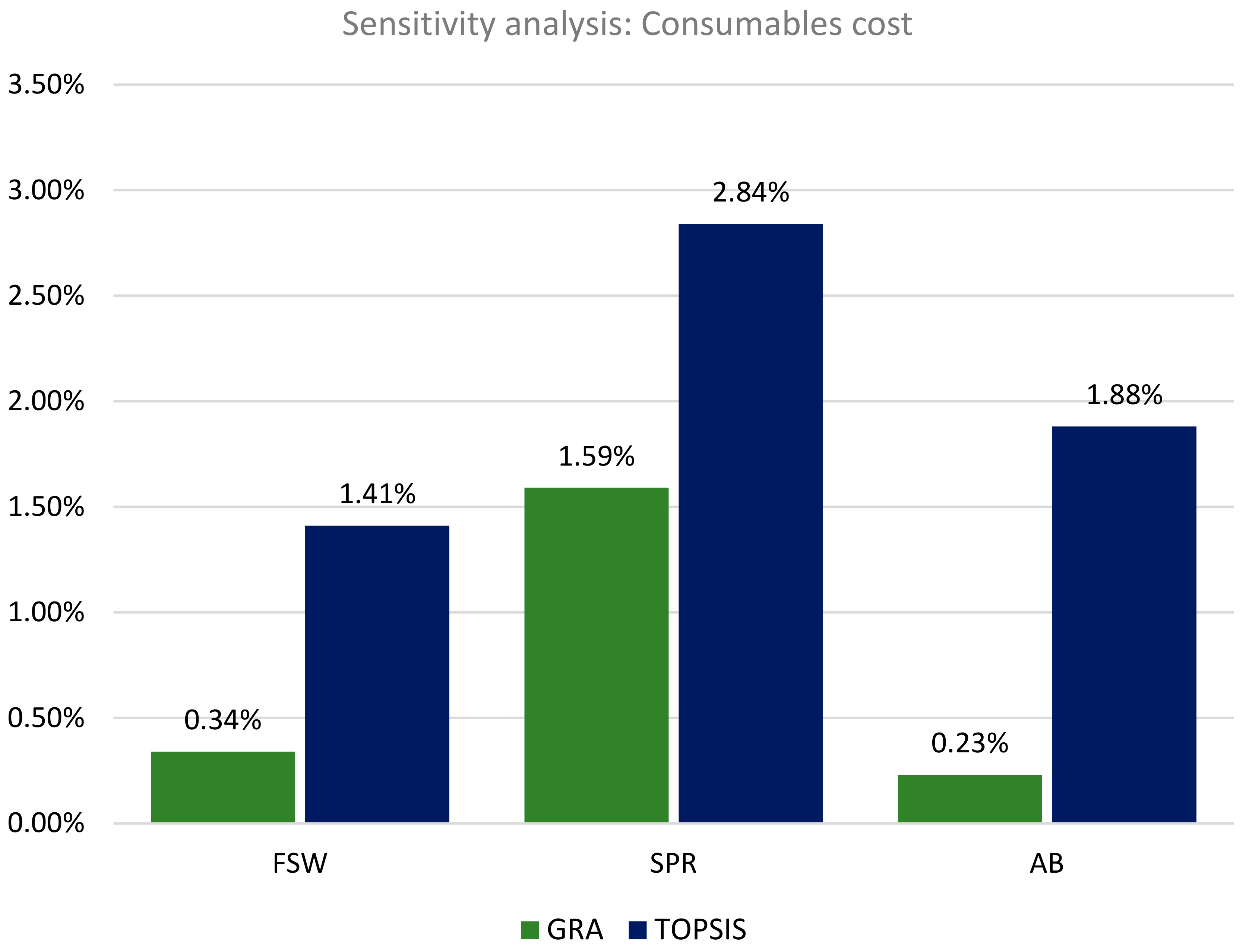
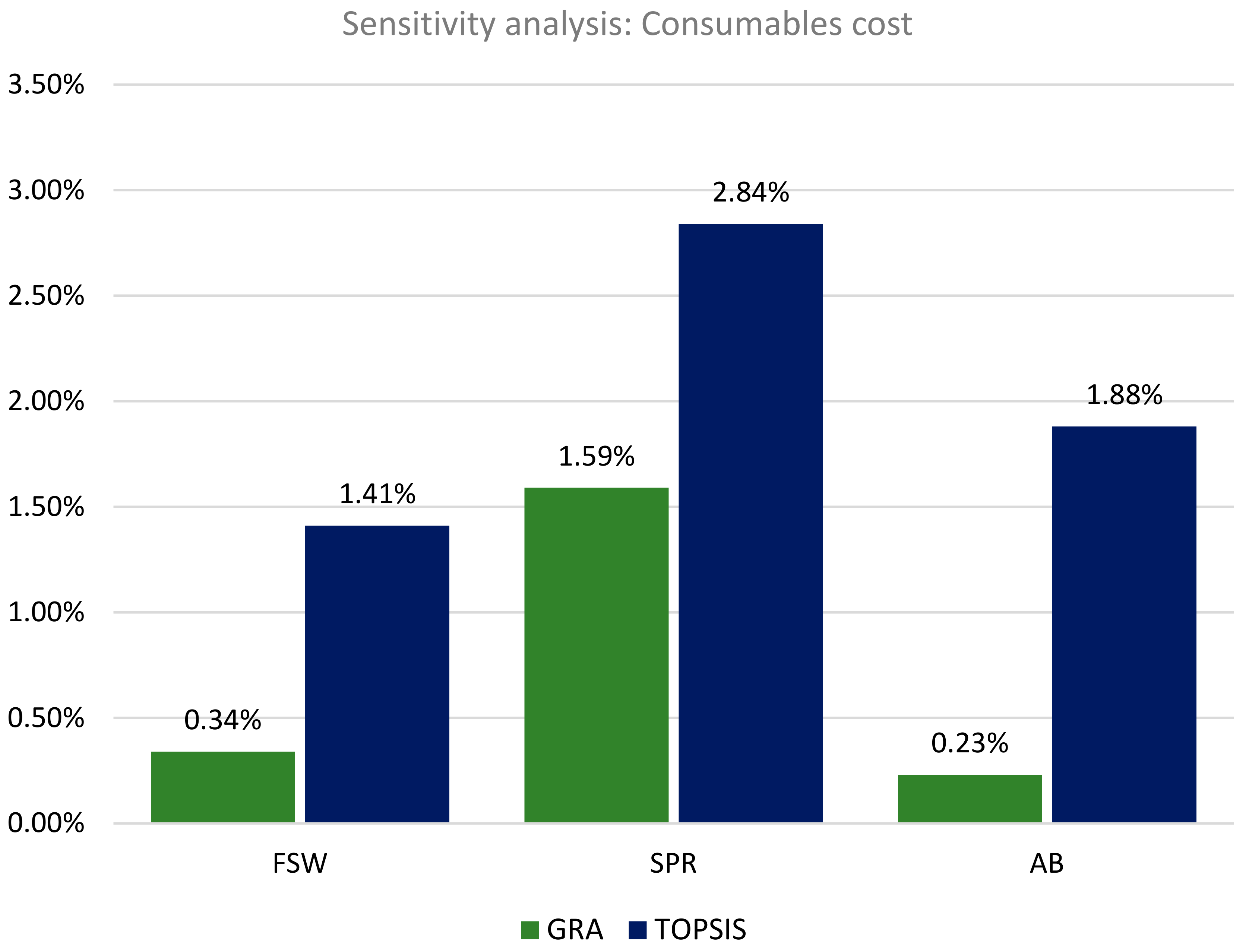
2.4. Sensitivity Analysis
2.4.1. Linear Regression Analysis (LRA)
2.4.2. Sensitivity Index
3. Case Study
- CO2 emission is determined based on the total energy consumed during the process. A mass of 0.371 kg of CO2 is produced per kWh of energy consumed [29].
- Energy consumption: for FSW, it is the power consumption data for the CNC milling; for SPR, it is the energy consumption of each rivet joint (which is 0.003 kWh/joint based on welding institute data [30]) multiplied by the number of rivets (which is forty for this study); and for AB, the power consumption was obtained from the literature [31].
- External material usage (g): the materials used to produce the joints in each process. FSW is a direct joining method and does not require external materials. In the case of SPR, the rivets are assumed to be external material.
- Energy cost ($) is calculated based on the electric power charge rate in UAE [29].
- Production speed (min) represents the time needed to join the materials. The average time for implementing one rivet is estimated to be 1.5 s [32], which results in a total time of one minute to implement 40 rivets. For the FSW case, the time is calculated based on the welding speed used to join the materials at 40 mm/min. For AB, the processing time is obtained by timer.
- The Consumable cost ($) for SPR and AB processes is the cost of the rivets and bonding adhesive, respectively. For FSW, the welding tool is assumed to be consumable using Equation (14), and the tool life length used for this study is 2000 m [33].
- Recordable injury: the recordable injuries reported by the US Bureau of Labor Statistics for the year 2020 are used to symbolize safety in this analysis [34].
- Research community engagement: scientific articles released by R&D personnel serve as a model for future efforts to the scientific community to improve product reliability and performance. The number of published articles for each process was obtained for the time 2013 to present (2023) from a Scopus search for the keywords “Friction stir welding” for FSW, “Self-piercing riveting” for SPR, and “Adhesive bonding” for AB [38,39,40].
- Ductility: ductility is another joint characteristic that reflects the joint ability to be deformed without losing toughness. Ductility is expressed in terms of elongation percent in Equation (15).where and are the specimen length before and after running the tensile test, respectively.
- Toughness (Nm): a material’s capacity to absorbed energy and deform plastically without fracturing. The area under the curve is used to obtain this value.
4. Assessment Model and Results
5. Conclusions
- There exists an opportunity to delve deeper into the optimization of process parameters within the FSW technique. Future studies could uncover ways to further enhance the sustainability performance of FSW by systematically exploring the impact of different process parameters. This optimization attempt aims to improve the process for increased efficiency and reduced environmental impact.
- Integrating a comprehensive life cycle assessment (LCA) into the evaluation framework represents a promising direction for future research. Such integrated approach will lead to more informed decision-making for sustainable manufacturing practices.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tan, H.X.; Yeo, Z.; Ng, R.; Tjandra, T.B.; Song, B. A Sustainability Indicator Framework for Singapore Small and Medium-Sized Manufacturing Enterprises. Procedia. CIRP 2015, 29, 132–137. [Google Scholar] [CrossRef]
- Saad, M.H.; Darras, B.M.; Nazzal, M.A. Evaluation of Welding Processes Based on Multi-dimensional Sustainability Assessment Model. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 57–75. [Google Scholar] [CrossRef]
- Shahmiri, H.; Movahedi, M.; Kokabi, A.H. Friction stir lap joining of aluminium alloy to polypropylene sheets. Sci. Technol. Weld. Join. 2017, 22, 120–126. [Google Scholar] [CrossRef]
- Haghshenas, M.; Khodabakhshi, F. Dissimilar friction-stir welding of aluminum and polymer: A review. Int. J. Adv. Manuf. Technol. 2019, 104, 333–358. [Google Scholar] [CrossRef]
- Dalwadi, C.G.; Patel, A.R.; Kapopara, J.M.; Kotadiya, D.J.; Patel, N.D.; Rana, H.G. Examination of Mechanical Properties for Dissimilar Friction Stir Welded Joint of Al Alloy (AA-6061) to PMMA (Acrylic). Mater. Today Proc. 2018, 5, 4761–4765. [Google Scholar] [CrossRef]
- Patel, A.R.; Kotadiya, D.J.; Kapopara, J.M.; Dalwadi, C.G.; Patel, N.P.; Rana, H.G. Investigation of Mechanical Properties for Hybrid Joint of Aluminium to Polymer using Friction Stir Welding (FSW). Mater. Today Proc. 2018, 5, 4242–4249. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Haghshenas, M.; Sahraeinejad, S.; Chen, J.; Shalchi, B.; Li, J.; Gerlich, A.P. Microstructure-property characterization of a friction-stir welded joint between AA5059 aluminum alloy and high density polyethylene. Mater. Charact. 2014, 98, 73–82. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Elyasi, M. The influence of process parameters in friction stir welding of Al-Mg alloy and polycarbonate. J. Manuf. Process. 2018, 35, 88–98. [Google Scholar] [CrossRef]
- Sahu, S.; Mypati, O.; Pal, S.K.; Shome, M.; Srirangam, P. Effect of weld parameters on joint quality in friction stir welding of Mg alloy to DP steel dissimilar materials. CIRP J. Manuf. Sci. Technol. 2021, 35, 502–516. [Google Scholar] [CrossRef]
- Zhao, Y.; Luo, Y.; Lu, Y.; He, Y.; Guo, X.; Wang, S.; Cui, H.; Zhang, Y.; Wang, Z. Effect of welding parameters on the microstructures and mechanical properties of double-pass aluminum/magnesium dissimilar metal friction stir lap welding joint. Mater. Today Commun. 2021, 26, 102132. [Google Scholar] [CrossRef]
- Veleva, V.; Hart, M.; Greiner, T.; Crumbley, C. Indicators of sustainable production. J. Clean. Prod. 2001, 9, 447–452. [Google Scholar] [CrossRef]
- Singh, R.K.; Murty, H.R.; Gupta, S.K.; Dikshit, A.K. An overview of sustainability assessment methodologies. Ecol. Indic. 2012, 15, 281–299. [Google Scholar] [CrossRef]
- Ness, B.; Urbel-Piirsalu, E.; Anderberg, S.; Olsson, L. Categorising tools for sustainability assessment. Ecol. Econ. 2007, 60, 498–508. [Google Scholar] [CrossRef]
- Veleva, V.; Ellenbecker, M. Indicators of sustainable production: Framework and methodology. J. Clean. Prod. 2001, 9, 519–549. [Google Scholar] [CrossRef]
- Joung, C.B.; Carrell, J.; Sarkar, P.; Feng, S.C. Categorization of indicators for sustainable manufacturing. Ecol. Indic. 2013, 24, 148–157. [Google Scholar] [CrossRef]
- ISO 14031:2021; Environmental Management—Environmental Performance Evaluation Guidelines. ISO: Geneva, Switzerland, 2021.
- Jahan, A.; Mustapha, F.; Sapuan, S.M.; Ismail, M.Y.; Bahraminasab, M. A framework for weighting of criteria in ranking stage of material selection process. Int. J. Adv. Manuf. Technol. 2012, 58, 411–420. [Google Scholar] [CrossRef]
- Zhao, R.; Su, H.; Chen, X.; Yu, Y. Commercially available materials selection in sustainable design: An integrated multi-attribute decision making approach. Sustainability 2016, 8, 79. [Google Scholar] [CrossRef]
- Janic, M.; Reggiani, A. An Application of the Multiple Criteria Decision Making (MCDM) Analysis to the Selection of a New Hub Airport. Eur. J. Transp. Infrastruct. Res. 2002, 2. [Google Scholar] [CrossRef]
- Velasquez, M.; Hester, P.T. An analysis of multi-criteria decision making methods. Int. J. Oper. Res. 2013, 10, 56–66. [Google Scholar]
- Ahmed, A.A.; Nazzal, M.A.; Darras, B.M.; Deiab, I.M. A comprehensive multi-level circular economy assessment framework. Sustain. Prod. Consum. 2022, 32, 700–717. [Google Scholar] [CrossRef]
- Simanaviciene, R.; Ustinovichius, L. Sensitivity analysis for multiple criteria decision making methods: TOPSIS and SAW. Procedia-Soc. Behav. Sci. 2010, 2, 7743–7744. [Google Scholar] [CrossRef]
- Yang, J. Convergence and uncertainty analyses in Monte-Carlo based sensitivity analysis. Environ. Model. Softw. 2011, 26, 444–457. [Google Scholar] [CrossRef]
- Vignesh, N.J. Analytical Approach for modelling of Heat generation in low-speed friction riveting of polymer/Aluminium joints. Mater. Today Proc. 2021, 47, 6835–6838. [Google Scholar] [CrossRef]
- Czakaj, J.; Sztorch, B.; Romanczuk-Ruszuk, E.; Brząkalski, D.; Przekop, R.E. Organosilicon Compounds in Hot-Melt Adhesive Technologies. Polymers 2023, 15, 3708. [Google Scholar] [CrossRef]
- Chen, G.; Zeng, K.; Xing, B.; He, X. Multiple nonlinear regression prediction model for process parameters of Al alloy self-piercing riveting. J. Mater. Res. Technol. 2022, 19, 1934–1943. [Google Scholar] [CrossRef]
- El-Sayed, M.M.; Shash, A.Y.; Abd-Rabou, M.; ElSherbiny, M.G. Welding and processing of metallic materials by using friction stir technique: A review. J. Adv. Join. Process. 2021, 3, 100059. [Google Scholar] [CrossRef]
- Shaw, F.; Prabir, S.; Che, J.; John, C. Computers and Information in Engineering Conference, W.D.C. Sustainable Manufacturing Indicator Repository. In Proceedings of the ASME 2011 Design Engineering Technical Conferences & Computers and Information in Engineering Conference, Washington, DC, USA, 29–31 August 2011. [Google Scholar]
- Carbon Dioxide Emissions from Electricity Usage. Available online: https://carbonfund.org/calculation-methods/ (accessed on 31 March 2023).
- Cost of Setup and Running Self-Piercing System. Available online: https://www.twi-global.com/technical-knowledge/faqs/faq-how-much-does-it-cost-to-set-up-and-run-a-self-piercing-riveting-system (accessed on 31 March 2023).
- Packham, D.E.; Pacheco-Torgal, F.; Cabeza, L.F.; Labrincha, J.; de Magalhães, A. 15—The environmental impact of adhesives. In Eco-Efficient Construction and Building Materials; Woodhead Publishing: Cambridge, UK, 2014; pp. 338–367. [Google Scholar] [CrossRef]
- Ang, H.Q. An Overview of Self-piercing Riveting Process with Focus on Joint Failures, Corrosion Issues and Optimisation Techniques. Chin. J. Mech. Eng. 2021, 34, 2. [Google Scholar] [CrossRef]
- Jamal, J.; Darras, B.; Kishawy, H. A study on sustainability assessment of welding processes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 234, 501–512. [Google Scholar] [CrossRef]
- U.S. Bureau of Labor Statistics. Number of Nonfatal Occupational Injuries and Illnesses. Available online: https://www.bls.gov/web/osh/cd_r44.htm (accessed on 4 April 2023).
- CNC Set Up Technician Salary. Available online: https://www.mymajors.com/career/computer-numerical-control-set-up-technician-cnc-set-up-technician-/salary/ (accessed on 7 April 2023).
- Rivet Machine Operator Salary. Available online: https://www.mymajors.com/career/rivet-machine-operator/salary/ (accessed on 7 April 2023).
- Adhesive Bonding Machine Operators. Available online: https://www.mymajors.com/career/adhesive-bonding-machine-operators-and-tenders/salary/ (accessed on 7 April 2023).
- Friction Stir Welding Keyword Search. Available online: https://data.mendeley.com/research-data/?repositoryType=NON_ARTICLE_BASED_REPOSITORY&from=2013&search=(Friction%20stir%20welding) (accessed on 20 August 2023).
- Adhesive Bonding Keyword Search. Available online: https://data.mendeley.com/research-data/?repositoryType=NON_ARTICLE_BASED_REPOSITORY&from=2013&search=(adhesive%20bonding) (accessed on 20 August 2023).
- Self Piercing Riveting Keyword Search. Available online: https://data.mendeley.com/research-data/?repositoryType=NON_ARTICLE_BASED_REPOSITORY&from=2013&search=(self%20piercing%20riveting) (accessed on 20 August 2023).
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagimoto, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2021, 259, 113219. [Google Scholar] [CrossRef]
- Karathanasopoulos, N.; Pandya, K.S.; Mohr, D. Self-piercing riveting process: Prediction of joint characteristics through finite element and neural network modeling. J. Adv. Join. Process. 2021, 3, 100040. [Google Scholar] [CrossRef]
- United Arab Emirates Electricity Costs. Available online: https://www.globalpetrolprices.com/United-Arab-Emirates/electricity_prices/ (accessed on 31 March 2023).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indicator Set | Organization | Number of Indicators | Level | Dimensions Covered |
|---|---|---|---|---|
| ISO 14031 [16] | International Organization for Standardization (ISO) | 155 | Global | Economic Environmental Social |
| Sustainable Manufacturing Indicator Repository (SMIR) | National Institute of Standards and Technology (NIST) | 212 | Global | Economic Environmental Social |
| OECD Sustainable Manufacturing Toolkit | Organization for Economic Cooperation and Development | 18 | Product | Environmental |
| Environmental Performance Index (EPI) | Yale University | 20 | Country | Economic Environmental Social |
| Assigned Value | Level of Importance |
|---|---|
| 1 | Equal |
| 3 | Moderate |
| 5 | Strong |
| 7 | Very strong |
| 9 | Extreme |
| 2, 4, 6, 8 | Intermediate values |
| Reciprocals | If activity is ascribed to one of the above non-zero numbers when compared to activity , then has the reciprocal value when compared to . |
| Dimension | Indicator | Type | Quantification Methods |
|---|---|---|---|
| Environmental Protection | CO2 emission (Kg) | Non-beneficial | Power consumption × 0.371 [29] |
| Energy consumption (kWh) | Non-beneficial | FSW: Power data logger SPR and AB: Literature [30,31] | |
| External material usage (g) | Non-beneficial | FSW and AB: Experimental data SPR: Literature [42] | |
| Economic Growth | Energy cost | Non-beneficial | Energy consumption × 0.11 [43] |
| Production speed (min) | Non-beneficial | FSW and AB: Experimental data SPR: Literature [32] | |
| Consumable cost | Non-beneficial | FSW: SPR and AB: Joining material cost | |
| Social Well-being | Recordable injury | Non-beneficial | Literature [34] |
| Job satisfaction | Beneficial | Literature [35,36,37] | |
| Research community engagement | Beneficial | Literature [38,39,40] | |
| Physical Performance | Max shear load (KN) | Beneficial | FSW and AB: Experimental data SPR: Literature [41] |
| Ductility (%) | Beneficial | FSW and AB: Experimental data SPR: Literature [41] | |
| Toughness (N·m) | Beneficial | FSW and AB: Experimental data SPR: Literature [41] |
| Dimension | Indicator | FSW | Riveting | Adhesive Bond |
|---|---|---|---|---|
| Environmental Protection | CO2 emission (Kg) | 0.265 | 0.045 | 0.323 |
| Energy consumption (kWh) | 0.714 | 0.12 | 0.87 | |
| External material usage (g) | 0 | 24 | 34 | |
| Economic Growth | Energy cost ($) | 0.079 | 0.013 | 0.096 |
| Production speed (min) | 25 | 1 | 35 | |
| Consumable cost ($) | 0.16 | 1.6 | 5.45 | |
| Social Well-being | Recordable injury | 620 | 1340 | 430 |
| Job satisfaction ($/h) | 19.03 | 17.2 | 16.64 | |
| Research community engagement | 13,119 | 146,316 | 155,688 | |
| Physical Performance | Max shear load (KN) | 1.045 | 1.53 | 1.125 |
| Elongation (%) | 8.2 | 8.33 | 6.48 | |
| Toughness (N·m) | 1.094 | 8.04 | 0.974 |
| Indicator | FSW | SPR | AB |
|---|---|---|---|
| CO2 emission (Kg) | 0.209 | 1.000 | 0.000 |
| Energy consumption (kWh) | 0.208 | 1.000 | 0.000 |
| External material usage (g) | 1.000 | 0.294 | 0.000 |
| Energy cost ($) | 0.205 | 1.000 | 0.000 |
| Production speed (min) | 0.294 | 1.000 | 0.000 |
| Consumable cost ($) | 1.000 | 0.728 | 0.000 |
| Recordable injury | 0.791 | 0.000 | 1.000 |
| Job satisfaction ($/h) | 1.000 | 0.234 | 0.000 |
| Research community engagement | 0.000 | 0.934 | 1.000 |
| Shear load (KN) | 0.000 | 1.000 | 0.165 |
| Ductility (%) | 0.930 | 1.000 | 0.000 |
| Toughness (N·m) | 0.017 | 1.000 | 0.000 |
| Indicator | FSW | SPR | AB |
|---|---|---|---|
| CO2 emission (Kg) | 0.631 | 0.107 | 0.769 |
| Energy consumption (kWh) | 0.631 | 0.106 | 0.769 |
| External material usage (g) | 0.000 | 0.577 | 0.817 |
| Energy cost ($) | 0.632 | 0.104 | 0.768 |
| Production speed (min) | 0.581 | 0.023 | 0.814 |
| Consumable cost ($) | 0.028 | 0.282 | 0.959 |
| Recordable injury | 0.403 | 0.871 | 0.280 |
| Job satisfaction ($/h) | 0.622 | 0.563 | 0.544 |
| Research community engagement | 0.061 | 0.684 | 0.727 |
| Shear strength (MPa) | 0.482 | 0.706 | 0.519 |
| Ductility (%) | 0.614 | 0.623 | 0.485 |
| Toughness (N·m) | 0.134 | 0.984 | 0.119 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barakat, A.A.; Ahmed, A.A.; Darras, B.M.; Nazzal, M.A. Towards Sustainable Metal-to-Polymer Joining: A Comparative Study on Friction Stir Welding, Self-Piercing Riveting, and Adhesive Bonding. Sustainability 2024, 16, 3664. https://doi.org/10.3390/su16093664
Barakat AA, Ahmed AA, Darras BM, Nazzal MA. Towards Sustainable Metal-to-Polymer Joining: A Comparative Study on Friction Stir Welding, Self-Piercing Riveting, and Adhesive Bonding. Sustainability. 2024; 16(9):3664. https://doi.org/10.3390/su16093664
Chicago/Turabian StyleBarakat, Ali A., Aser A. Ahmed, Basil M. Darras, and Mohammad A. Nazzal. 2024. "Towards Sustainable Metal-to-Polymer Joining: A Comparative Study on Friction Stir Welding, Self-Piercing Riveting, and Adhesive Bonding" Sustainability 16, no. 9: 3664. https://doi.org/10.3390/su16093664
APA StyleBarakat, A. A., Ahmed, A. A., Darras, B. M., & Nazzal, M. A. (2024). Towards Sustainable Metal-to-Polymer Joining: A Comparative Study on Friction Stir Welding, Self-Piercing Riveting, and Adhesive Bonding. Sustainability, 16(9), 3664. https://doi.org/10.3390/su16093664