
Effects of PLA-Type and Reinforcement Content on the Mechanical Behavior of Additively Manufactured Continuous Ramie Fiber-Filled Biocomposites

 ,
,  ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Processing
2.2. Testing of Mechanical Properties and Characterization
3. Results and Discussion
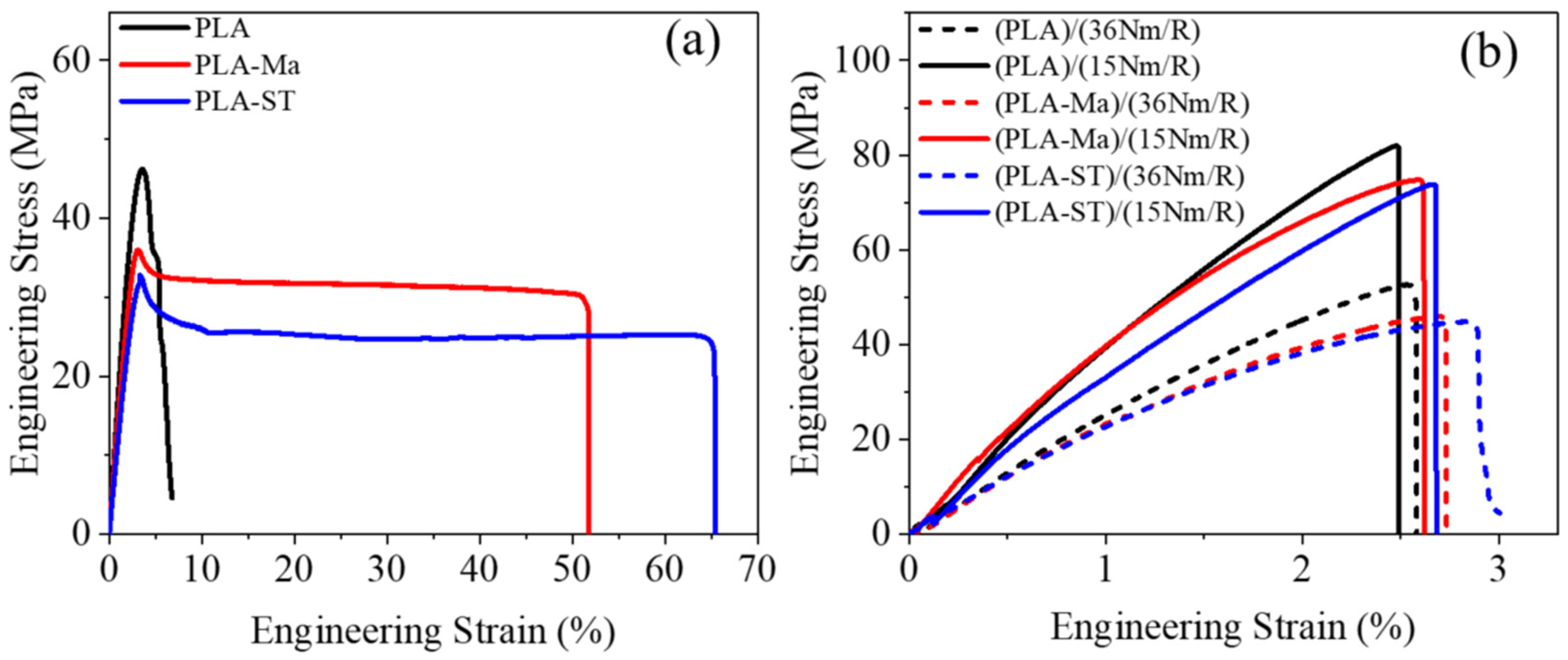
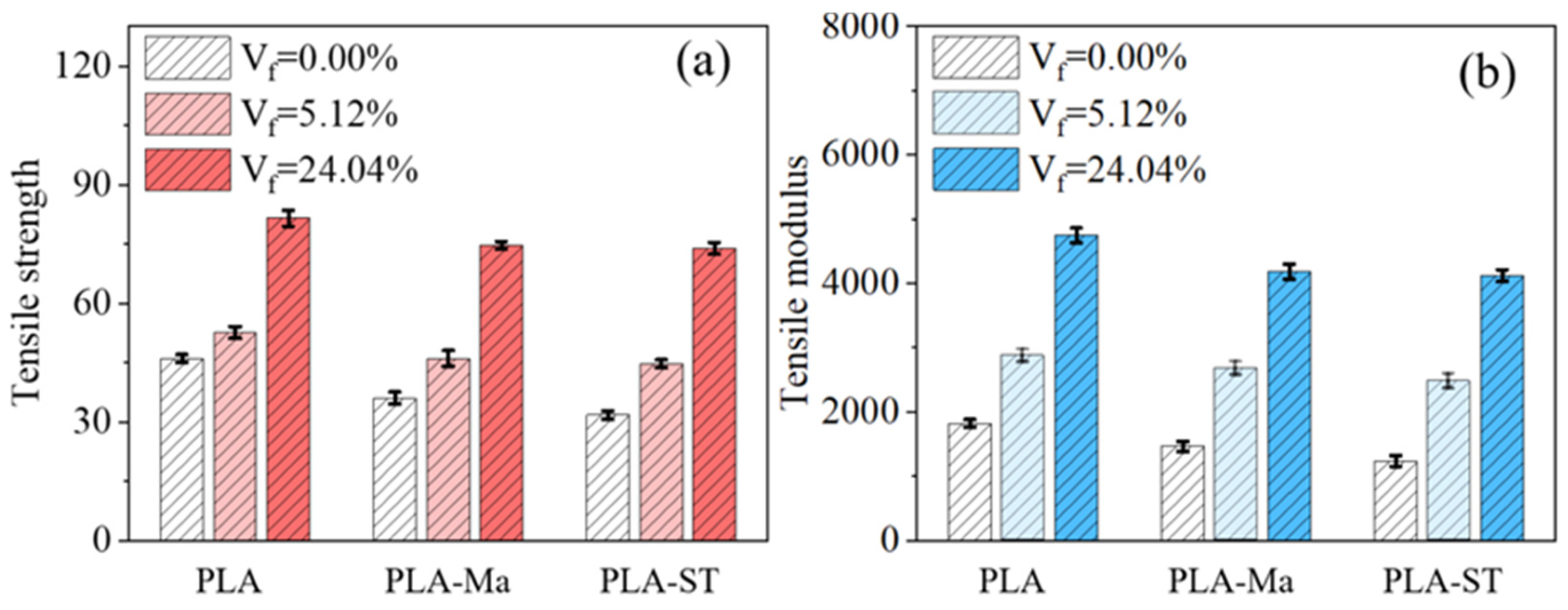
3.1. Tensile Properties
3.2. Flexural Properties
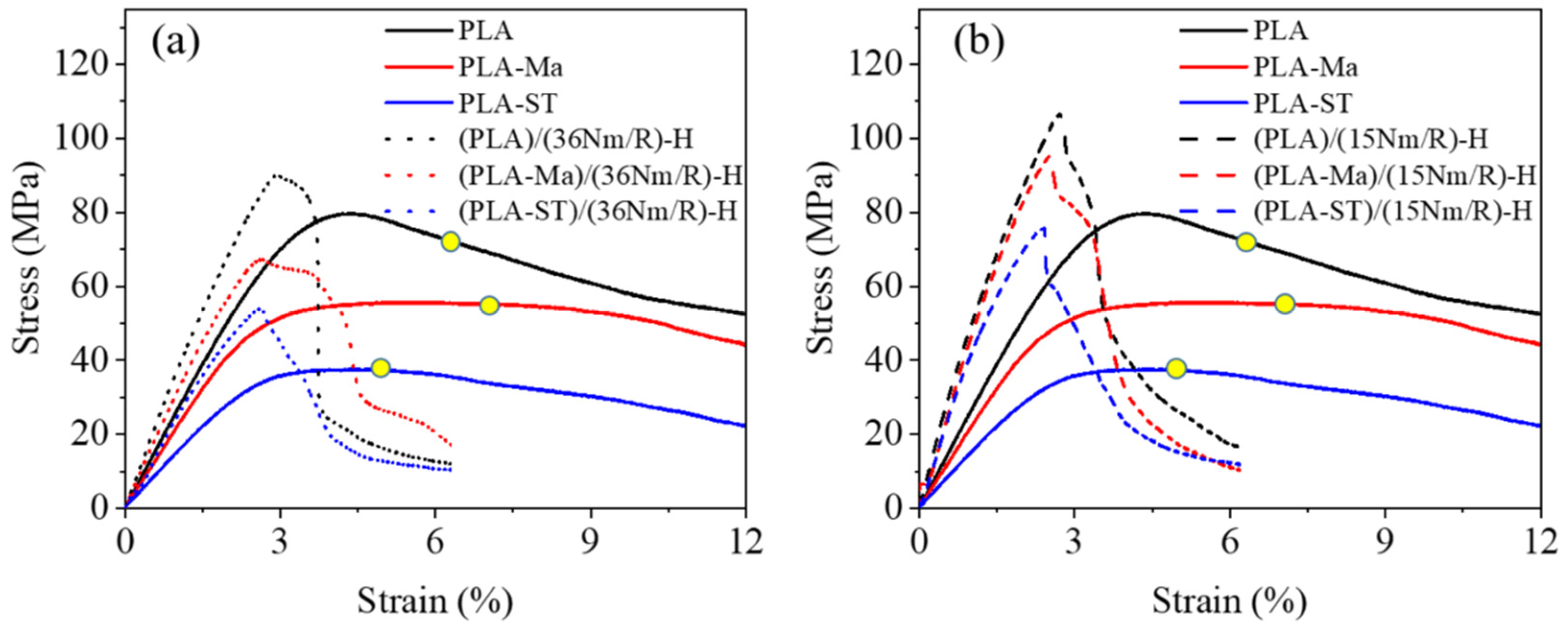
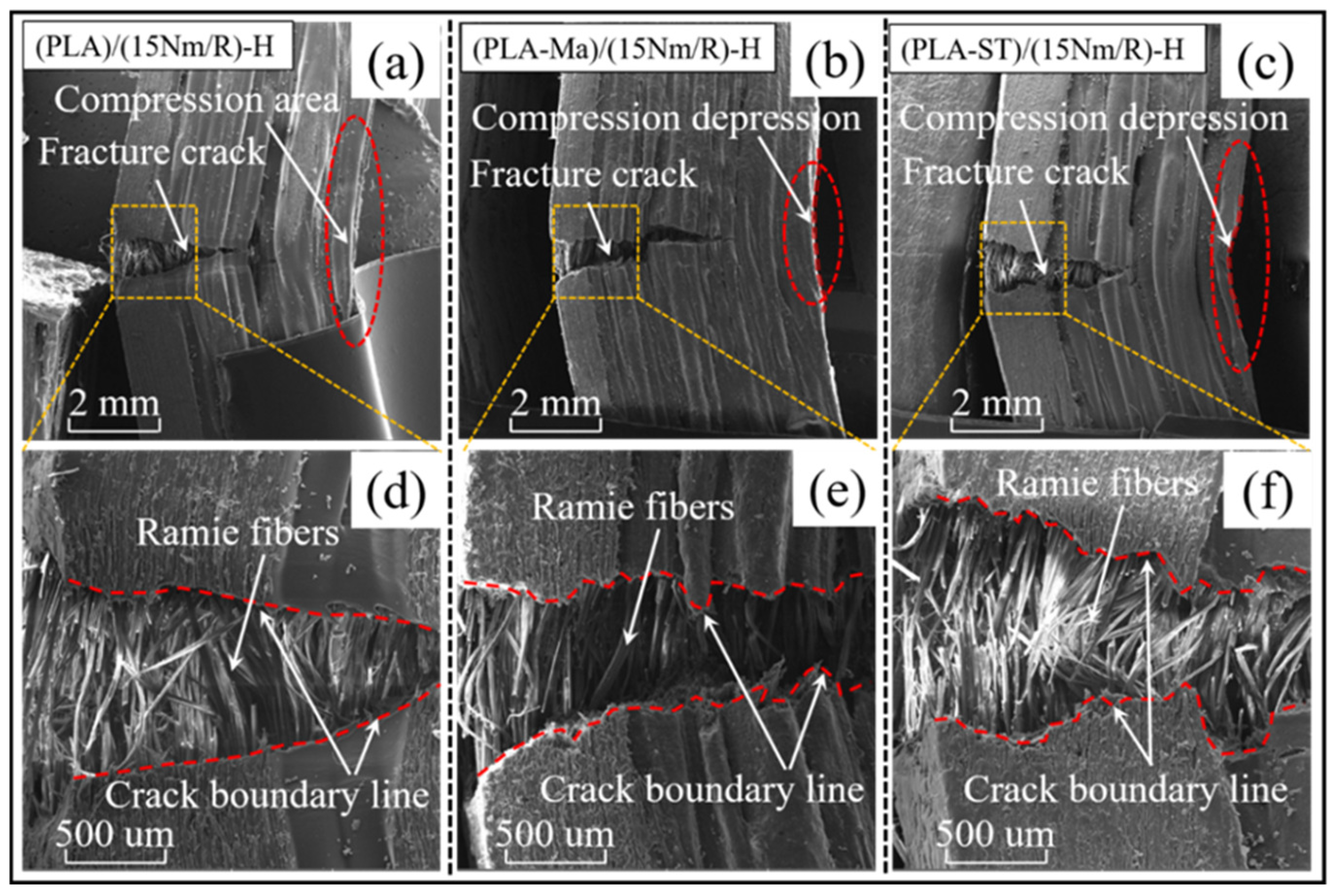
3.2.1. Effect of Matrix Type and Yarn Content
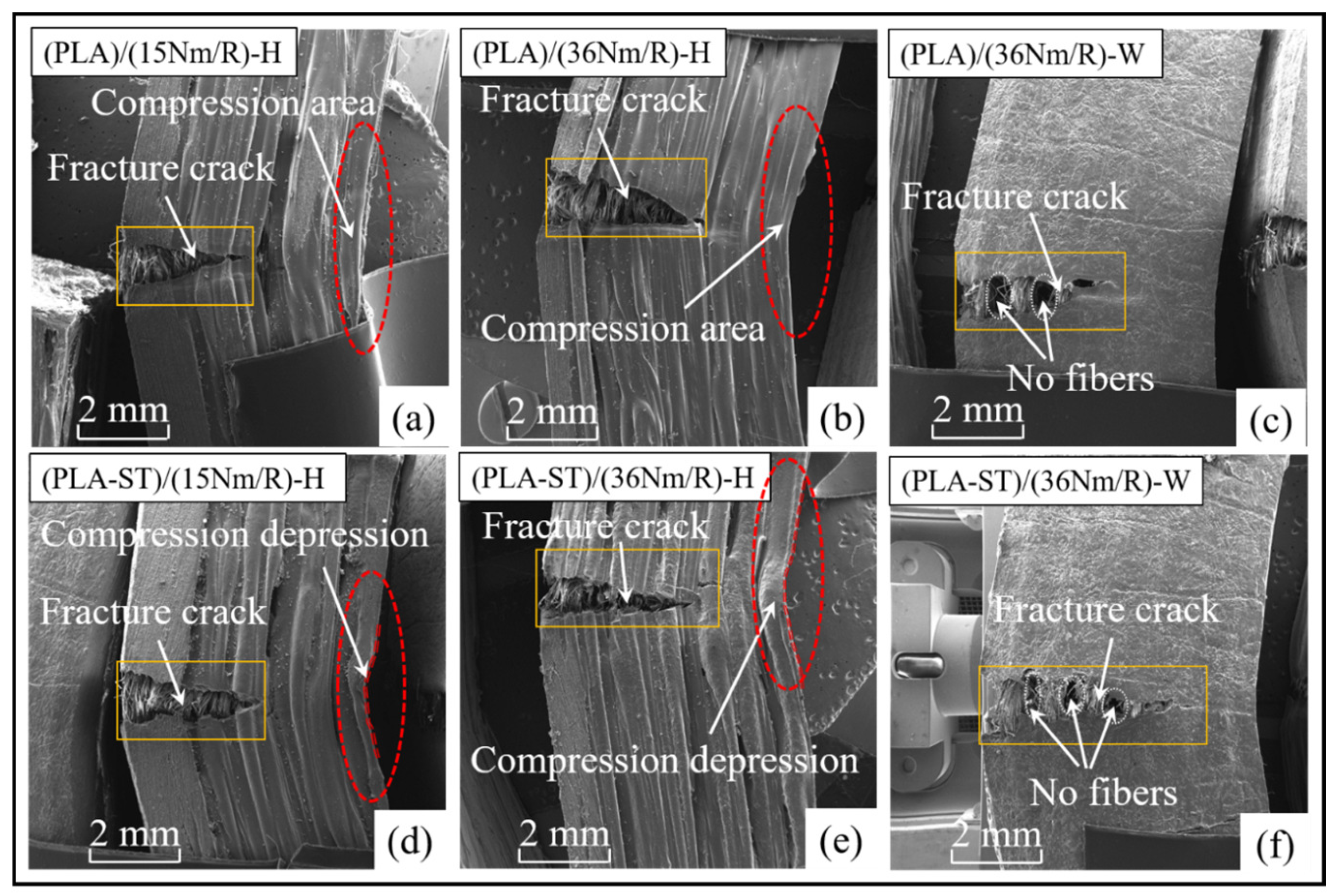
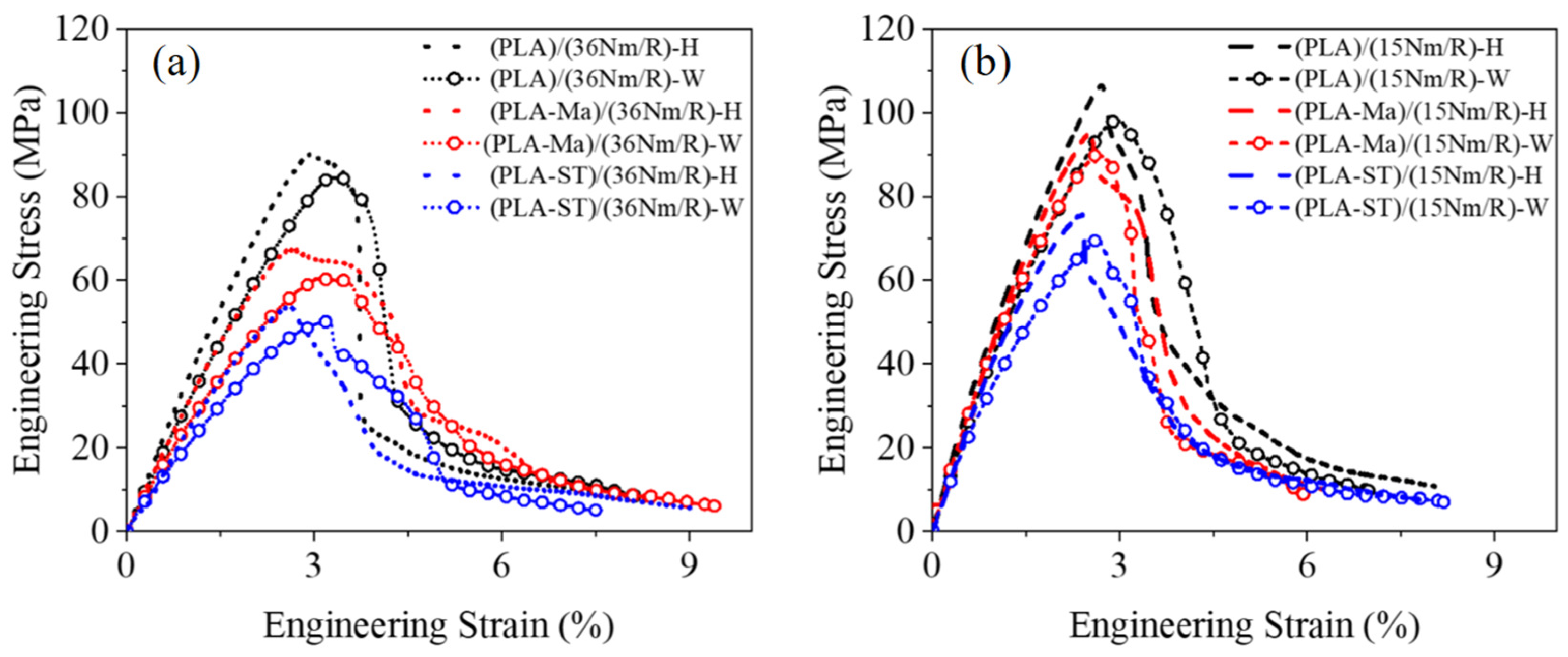
3.2.2. Effect of Bending Direction
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, C.; Dong, J.; Luo, J.; Qin, Q.H.; Sun, G. 3D Printing of Chiral Carbon Fiber Reinforced Polylactic Acid Composites with Negative Poisson’s Ratios. Compos. Part B Eng. 2020, 201, 108400. [Google Scholar] [CrossRef]
- Cheng, P.; Peng, Y.; Li, S.; Rao, Y.; Le Duigou, A.; Wang, K.; Ahzi, S. 3D Printed Continuous Fiber Reinforced Composite Lightweight Structures: A Review and Outlook. Compos. Part B Eng. 2023, 250, 110450. [Google Scholar] [CrossRef]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The Influence of Printing Parameters on Selected Mechanical Properties of FDM/FFF 3D-Printed Parts. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 227, p. 012033. [Google Scholar]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of Short CF/GF Reinforced PEEK Composite Filaments and Their Comprehensive Properties Evaluation for FDM-3D Printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Dudek, P. FDM 3D Printing Technology in Manufacturing Composite Elements. Arch. Metall. Mater. 2013, 58, 1415–1418. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Ubaidillah; Arifin, Z. A Review on the Fused Deposition Modeling (FDM) 3D Printing: Filament Processing, Materials, and Printing Parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Xiang, J.; Cheng, P.; Wang, K.; Wu, Y.; Rao, Y.; Peng, Y. Interlaminar and Translaminar Fracture Toughness of 3D -printed Continuous Fiber Reinforced Composites: A Review and Prospect. Polym. Compos. 2023. early view. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding Mechanisms in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef]
- Wu, Z.; Li, Y.; Shi, C.; Lu, Z.; Su, B. A General Method for Fabricating Polymer-Based Intrinsic Superhydrophobic Objects by a Selective Laser Sintering 3D Printing Strategy. Compos. Part B Eng. 2023, 264, 110910. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and Materials in Selective Laser Sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Nizam, A.; Gopal, R.; Naing, N.L.; Hakim, A.B.; Samsudin, A.R. Dimensional Accuracy of the Skull Models Produced by Rapid Prototyping Technology Using Stereolithography Apparatus. Arch. Orofac. Sci. 2006, 1, 60–66. [Google Scholar]
- West, A.P.; Sambu, S.P.; Rosen, D.W. A Process Planning Method for Improving Build Performance in Stereolithography. Comput.-Aided Des. 2001, 33, 65–79. [Google Scholar] [CrossRef]
- Maryin, P.V.; Tran, T.-H.; Frolova, A.A.; Buldakov, M.A.; Choinzonov, E.L.; Kozelskaya, A.I.; Rutkowski, S.; Tverdokhlebov, S.I. Electrospun Poly-L-Lactic Acid Scaffolds Surface-Modified via Reactive Magnetron Sputtering Using Different Mixing Ratios of Nitrogen and Xenon. Polymers 2023, 15, 2969. [Google Scholar] [CrossRef] [PubMed]
- García, E.; Núñez, P.J.; Caminero, M.A.; Chacón, J.M.; Kamarthi, S. Effects of Carbon Fibre Reinforcement on the Geometric Properties of PETG-Based Filament Using FFF Additive Manufacturing. Compos. Part B Eng. 2022, 235, 109766. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Wang, T.; Ramopoulos, V.; Neumaier, D.; Hofele, J.; Walter, M.; Jelonnek, J. Path-Designed 3D Printing for Topological Optimized Continuous Carbon Fibre Reinforced Composite Structures. Compos. Part B Eng. 2020, 182, 107612. [Google Scholar] [CrossRef]
- Al Abadi, H.; Thai, H.-T.; Paton-Cole, V.; Patel, V.I. Elastic Properties of 3D Printed Fibre-Reinforced Structures. Compos. Struct. 2018, 193, 8–18. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and Prediction of the Tensile Properties of Continuous Fiber-Reinforced 3D Printed Structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A Review of 3D and 4D Printing of Natural Fibre Biocomposites. Mater. Des. 2020, 194, 108911. [Google Scholar] [CrossRef]
- Botelho, E.C.; Rezende, M.C.; Lauke, B. Mechanical Behavior of Carbon Fiber Reinforced Polyamide Composites. Compos. Sci. Technol. 2003, 63, 1843–1855. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, A.I. Material Extrusion Additive Manufacturing of Continuous Fibre Reinforced Polymer Matrix Composites: A Review and Outlook. Compos. Part B Eng. 2021, 224, 109143. [Google Scholar] [CrossRef]
- He, X.; Ding, Y.; Lei, Z.; Welch, S.; Zhang, W.; Dunn, M.; Yu, K. 3D Printing of Continuous Fiber-Reinforced Thermoset Composites. Addit. Manuf. 2021, 40, 101921. [Google Scholar] [CrossRef]
- Kabir, S.F.; Mathur, K.; Seyam, A.-F.M. A Critical Review on 3D Printed Continuous Fiber-Reinforced Composites: History, Mechanism, Materials and Properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-Dimensional Printing of Continuous-Fiber Composites by in-Nozzle Impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Tian, X.; Todoroki, A.; Liu, T.; Wu, L.; Hou, Z.; Ueda, M.; Hirano, Y.; Matsuzaki, R.; Mizukami, K.; Iizuka, K. 3D Printing of Continuous Fiber Reinforced Polymer Composites: Development, Application, and Prospective. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100016. [Google Scholar] [CrossRef]
- Zhao, H.; Liu, X.; Zhao, W.; Wang, G.; Liu, B. An Overview of Research on FDM 3D Printing Process of Continuous Fiber Reinforced Composites. J. Phys. Conf. Ser. 2019, 1213, 052037. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical Characterization of FDM 3D Printing of Continuous Carbon Fiber Reinforced PLA Composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Oztan, C.; Karkkainen, R.; Fittipaldi, M.; Nygren, G.; Roberson, L.; Lane, M.; Celik, E. Microstructure and Mechanical Properties of Three Dimensional-Printed Continuous Fiber Composites. J. Compos. Mater. 2019, 53, 271–280. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D Printing for Continuous Fiber Reinforced Thermoplastic Composites: Mechanism and Performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Frohn-Sörensen, P.; Reuter, J.; Engel, B.; Reinicke, T. Fracture Studies of 3D-Printed Continuous Glass Fiber Reinforced Composites. Theor. Appl. Fract. Mech. 2022, 119, 103317. [Google Scholar] [CrossRef]
- Chen, K.; Yu, L.; Cui, Y.; Jia, M.; Pan, K. Optimization of Printing Parameters of 3D-Printed Continuous Glass Fiber Reinforced Polylactic Acid Composites. Thin-Walled Struct. 2021, 164, 107717. [Google Scholar] [CrossRef]
- Chabaud, G.; Castro, M.; Denoual, C.; Le Duigou, A. Hygromechanical Properties of 3D Printed Continuous Carbon and Glass Fibre Reinforced Polyamide Composite for Outdoor Structural Applications. Addit. Manuf. 2019, 26, 94–105. [Google Scholar] [CrossRef]
- Cersoli, T.; Yelamanchi, B.; MacDonald, E.; Carrillo, J.G.; Cortes, P. 3D Printing of a Continuous Fiber-Reinforced Composite Based on a Coaxial Kevlar/PLA Filament. Compos. Adv. Mater. 2021, 30, 26349833211000058. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Li, D.; Zhao, Y.F. Mechanical Properties of Continuous Kevlar Fiber Reinforced Composites Fabricated by Fused Deposition Modeling Process. Procedia Manuf. 2018, 26, 774–781. [Google Scholar] [CrossRef]
- Le Duigou, A.; Chabaud, G.; Matsuzaki, R.; Castro, M. Tailoring the Mechanical Properties of 3D-Printed Continuous Flax/PLA Biocomposites by Controlling the Slicing Parameters. Compos. Part B Eng. 2020, 203, 108474. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D Printing of Continuous Flax Fibre Reinforced Biocomposites for Structural Applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Peng, Y.; Ahzi, S. Effects of Cellular Crossing Paths on Mechanical Properties of 3D Printed Continuous Fiber Reinforced Biocomposite Honeycomb Structures. Compos. Part A Appl. Sci. Manuf. 2024, 178, 107972. [Google Scholar] [CrossRef]
- Yang, Z.; Feng, X.; Xu, M.; Rodrigue, D. Printability and Properties of 3D-Printed Poplar Fiber/Polylactic Acid Biocomposite. BioResources 2021, 16, 2774. [Google Scholar] [CrossRef]
- Wang, K.; Lin, H.; Le Duigou, A.; Cai, R.; Huang, Y.; Cheng, P.; Zhang, H.; Peng, Y. Geometric Accuracy and Energy Absorption Characteristics of 3D Printed Continuous Ramie Fiber Reinforced Thin-Walled Composite Structures. Chin. J. Mech. Eng. 2023, 36, 150. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Development and Characterization of PLA-Based Green Composites: A Review. J. Thermoplast. Compos. Mater. 2014, 27, 52–81. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Seshadri, S.A.; Devnani, G.L.; Sanjay, M.R.; Siengchin, S.; Maran, J.P.; Al-Dhabi, N.A.; Karuppiah, P.; Mariadhas, V.A.; Sivarajasekar, N. Environment Friendly, Renewable and Sustainable Poly Lactic Acid (PLA) Based Natural Fiber Reinforced Composites–A Comprehensive Review. J. Clean. Prod. 2021, 310, 127483. [Google Scholar] [CrossRef]
- Akampumuza, O.; Wambua, P.M.; Ahmed, A.; Li, W.; Qin, X. Review of the Applications of Biocomposites in the Automotive Industry. Polym. Compos. 2017, 38, 2553–2569. [Google Scholar] [CrossRef]
- Bharath, K.N.; Basavarajappa, S. Applications of Biocomposite Materials Based on Natural Fibers from Renewable Resources: A Review. Sci. Eng. Compos. Mater. 2016, 23, 123–133. [Google Scholar] [CrossRef]
- Trivedi, A.K.; Gupta, M.K.; Singh, H. PLA Based Biocomposites for Sustainable Products: A Review. Adv. Ind. Eng. Polym. Res. 2023, 6, 382–395. [Google Scholar] [CrossRef]
- Liu, Y.; Gai, M.; Sukvanitvichai, D.; Frueh, J.; Sukhorukov, G.B. pH Dependent Degradation Properties of Lactide Based 3D Microchamber Arrays for Sustained Cargo Release. Colloids Surf. B Biointerfaces 2020, 188, 110826. [Google Scholar] [CrossRef] [PubMed]
- Taib, N.-A.A.B.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bakri, M.K.B.; Julaihi, M.R.M.B.; Khan, A. A Review on Poly Lactic Acid (PLA) as a Biodegradable Polymer. Polym. Bull. 2023, 80, 1179–1213. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Long, Y.; Zhang, Z.; Yan, C.; Huang, Z.; Fu, K.; Li, Y. Multi-Objective Optimization for Improving Printing Efficiency and Mechanical Properties of 3D-Printed Continuous Plant Fibre Composites. Compos. Commun. 2022, 35, 101283. [Google Scholar] [CrossRef]
- Kuschmitz, S.; Schirp, A.; Busse, J.; Watschke, H.; Schirp, C.; Vietor, T. Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process. Materials 2021, 14, 2332. [Google Scholar] [CrossRef] [PubMed]
- Yaguchi, Y.; Takeuchi, K.; Waragai, T.; Tateno, T. Durability Evaluation of an Additive Manufactured Biodegradable Composite with Continuous Natural Fiber in Various Conditions Reproducing Usage Environment. Int. J. Autom. Technol. 2020, 14, 959–965. [Google Scholar] [CrossRef]
- Suteja, J.; Firmanto, H.; Soesanti, A.; Christian, C. Properties Investigation of 3D Printed Continuous Pineapple Leaf Fiber-Reinforced PLA Composite. J. Thermoplast. Compos. Mater. 2020, 35, 0892705720945371. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Chen, X.; Wang, J.; Peng, Y.; Ahzi, S.; Chen, C. Interfacial and Mechanical Properties of Continuous Ramie Fiber Reinforced Biocomposites Fabricated by In-Situ Impregnated 3D Printing. Ind. Crops Prod. 2021, 170, 113760. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM: West Conshohocken, PN, USA, 2017.
- Starkova, O.; Platnieks, O.; Sabalina, A.; Gaidukovs, S. Hydrothermal Ageing Effect on Reinforcement Efficiency of Nanofibrillated Cellulose/Biobased Poly (Butylene Succinate) Composites. Polymers 2022, 14, 221. [Google Scholar] [CrossRef]
- Peng, Y.; Wu, Y.; Li, S.; Wang, K.; Yao, S.; Liu, Z.; Garmestani, H. Tailorable Rigidity and Energy-Absorption Capability of 3D Printed Continuous Carbon Fiber Reinforced Polyamide Composites. Compos. Sci. Technol. 2020, 199, 108337. [Google Scholar] [CrossRef]
- Rueden, C.T.; Schindelin, J.; Hiner, M.C.; DeZonia, B.E.; Walter, A.E.; Arena, E.T.; Eliceiri, K.W. ImageJ2: ImageJ for the next Generation of Scientific Image Data. BMC Bioinform. 2017, 18, 529. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Gancheva, T.; Estakhrianhaghighi, E.; Favis, B.D.; Akbarzadeh, A. Material Extrusion of Quaternary Co-Continuous Biopolymers: A Strategy for Realizing Lightweight Cellular Solids with High Impact Toughness. Addit. Manuf. 2023, 77, 103805. [Google Scholar] [CrossRef]
- Nakayama, N.; Hayashi, T. Preparation and Characterization of Poly (l-Lactic Acid)/TiO2 Nanoparticle Nanocomposite Films with High Transparency and Efficient Photodegradability. Polym. Degrad. Stab. 2007, 92, 1255–1264. [Google Scholar] [CrossRef]
- Chapple, S.; Anandjiwala, R.; Ray, S.S. Mechanical, Thermal, and Fire Properties of Polylactide/Starch Blend/Clay Composites. J. Therm. Anal. Calorim. 2013, 113, 703–712. [Google Scholar] [CrossRef]
- Suresh, S.; Sudhakara, D. Investigation of Mechanical and Tribological Properties of Red Mud-Reinforced Particulate Polymer Composite. J. Bio. Tribo. Corros. 2019, 5, 87. [Google Scholar] [CrossRef]
- Kim, K.-W.; Lee, B.-H.; Kim, H.-J.; Sriroth, K.; Dorgan, J.R. Thermal and Mechanical Properties of Cassava and Pineapple Flours-Filled PLA Bio-Composites. J. Therm. Anal. Calorim. 2012, 108, 1131–1139. [Google Scholar] [CrossRef]
- Anugwom, I.; Lahtela, V.; Kallioinen, M.; Kärki, T. Lignin as a Functional Additive in a Biocomposite: Influence on Mechanical Properties of Polylactic Acid Composites. Ind. Crops Prod. 2019, 140, 111704. [Google Scholar] [CrossRef]
- Chen, C.; Lv, G.; Pan, C.; Song, M.; Wu, C.; Guo, D.; Wang, X.; Chen, B.; Gu, Z. Poly (Lactic Acid)(PLA) Based Nanocomposites—A Novel Way of Drug-Releasing. Biomed. Mater. 2007, 2, L1. [Google Scholar] [CrossRef] [PubMed]
- Park, C.-W.; Youe, W.-J.; Kim, S.-J.; Han, S.-Y.; Park, J.-S.; Lee, E.-A.; Kwon, G.-J.; Kim, Y.-S.; Kim, N.-H.; Lee, S.-H. Effect of Lignin Plasticization on Physico-Mechanical Properties of Lignin/Poly (Lactic Acid) Composites. Polymers 2019, 11, 2089. [Google Scholar] [CrossRef] [PubMed]
- Kantaros, A.; Ganetsos, T.; Petrescu, F.I.T. Transforming Object Design and Creation: Biomaterials and Contemporary Manufacturing Leading the Way. Biomimetics 2024, 9, 48. [Google Scholar] [CrossRef]
- Kantaros, A.; Ganetsos, T. From Static to Dynamic: Smart Materials Pioneering Additive Manufacturing in Regenerative Medicine. Int. J. Mol. Sci. 2023, 24, 15748. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix Material | Tensile Strength (MPa) | Elongation at Break | Flexural Strength (MPa) | Flexural Modulus (MPa) |
|---|---|---|---|---|
| PLA | 65.0 | 8% | 97.00 | 3600.0 |
| PLA-Matte | 42.0 | 50% | 59.95 | 2878.5 |
| PLA-ST | 34.3 | 90% | 43.00 | 1477.0 |
| Matrix Material | Ramie Yarn | Vf (%) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Energy Absorption (KJ/m3) |
|---|---|---|---|---|---|
| PLA | — | 0.00 | 79.56 ± 1.65 | 2555.32 ± 39.62 | 3672.56 |
| 36 Nm/R | 5.12 | 90.15 ± 0.55 | 3838.84 ± 41.56 | 1518.26 | |
| 15 Nm/R | 24.04 | 106.51 ± 1.34 | 5267.09 ± 24.89 | 1668.24 | |
| PLA-Ma | — | 0.00 | 54.78 ± 1.25 | 2172.31 ± 35.73 | 3206.92 |
| 36 Nm/R | 5.12 | 67.36 ± 1.68 | 3156.83 ± 40.02 | 1070.32 | |
| 15 Nm/R | 24.04 | 95.03 ± 0.86 | 4988.07 ± 38.57 | 1376.71 | |
| PLA-ST | — | 0.00 | 37.28 ± 0.48 | 1424.36 ± 31.98 | 1340.84 |
| 36 Nm/R | 5.12 | 53.82 ± 1.06 | 2309.21 ± 26.82 | 781.27 | |
| 15 Nm/R | 24.04 | 75.57 ± 0.78 | 4556.32 ± 19.79 | 1081.4 |
| Matrix Material | Ramie Yarn | Direction | Flexural Strength (MPa) | Flexural Modulus (MPa) |
|---|---|---|---|---|
| PLA | 36 Nm/R | H | 90.15 ± 0.55 | 3838.84 ± 41.56 |
| 36 Nm/R | W | 84.46 ± 0.94 | 3282.84 ± 31.42 | |
| 15 Nm/R | H | 106.51 ± 1.34 | 5267.09 ± 24.89 | |
| 15 Nm/R | W | 98.03 ± 1.23 | 4590.88 ± 33.46 | |
| PLA-Ma | 36 Nm/R | H | 67.36 ± 1.68 | 3156.83 ± 40.02 |
| 36 Nm/R | W | 60.28 ± 2.01 | 2732.33 ± 29.67 | |
| 15 Nm/R | H | 95.03 ± 0.86 | 4988.07 ± 38.57 | |
| 15 Nm/R | W | 89.69 ± 0.69 | 4797.78 ± 31.14 | |
| PLA-ST | 36 Nm/R | H | 53.82 ± 1.06 | 2309.21 ± 26.82 |
| 36 Nm/R | W | 49.89 ± 0.83 | 2176.69 ± 20.94 | |
| 15 Nm/R | H | 75.57 ± 0.78 | 4556.32 ± 19.79 | |
| 15 Nm/R | W | 69.23 ± 0.91 | 3800.93 ± 30.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Chang, Y.; Cheng, P.; Wen, W.; Peng, Y.; Rao, Y.; Ahzi, S. Effects of PLA-Type and Reinforcement Content on the Mechanical Behavior of Additively Manufactured Continuous Ramie Fiber-Filled Biocomposites. Sustainability 2024, 16, 2635. https://doi.org/10.3390/su16072635
Wang K, Chang Y, Cheng P, Wen W, Peng Y, Rao Y, Ahzi S. Effects of PLA-Type and Reinforcement Content on the Mechanical Behavior of Additively Manufactured Continuous Ramie Fiber-Filled Biocomposites. Sustainability. 2024; 16(7):2635. https://doi.org/10.3390/su16072635
Chicago/Turabian StyleWang, Kui, Yanlu Chang, Ping Cheng, Wei Wen, Yong Peng, Yanni Rao, and Said Ahzi. 2024. "Effects of PLA-Type and Reinforcement Content on the Mechanical Behavior of Additively Manufactured Continuous Ramie Fiber-Filled Biocomposites" Sustainability 16, no. 7: 2635. https://doi.org/10.3390/su16072635
APA StyleWang, K., Chang, Y., Cheng, P., Wen, W., Peng, Y., Rao, Y., & Ahzi, S. (2024). Effects of PLA-Type and Reinforcement Content on the Mechanical Behavior of Additively Manufactured Continuous Ramie Fiber-Filled Biocomposites. Sustainability, 16(7), 2635. https://doi.org/10.3390/su16072635