
Life Cycle Environmental Assessment of Three Excavated Soil and Rock (ESR) Treatment Methods: A Case Study in Shenzhen City


Abstract
1. Introduction
2. Methodology
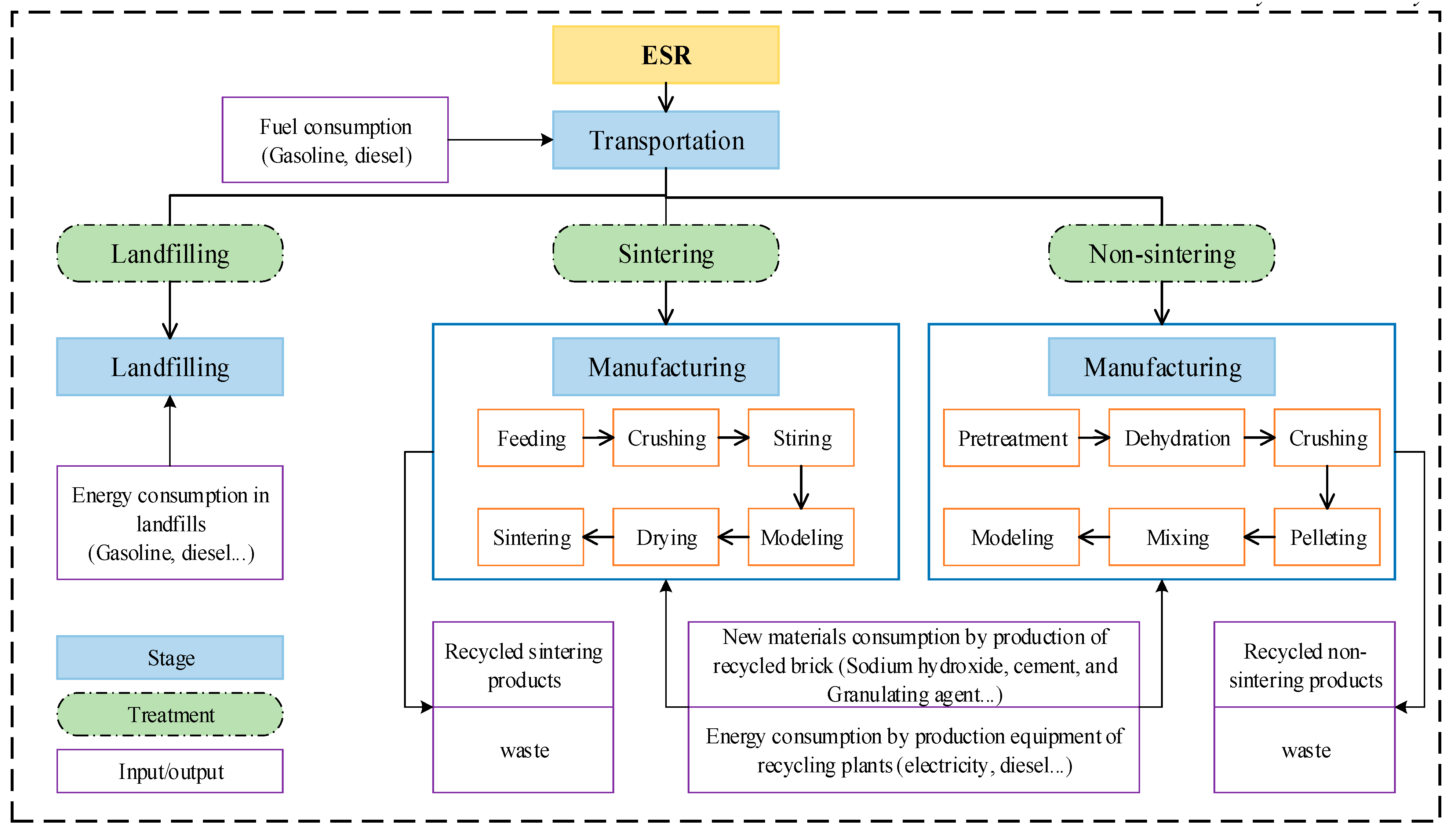
2.1. Goal and Scope
2.2. Life Cycle Inventory Analysis
2.3. Life Cycle Impact Assessment
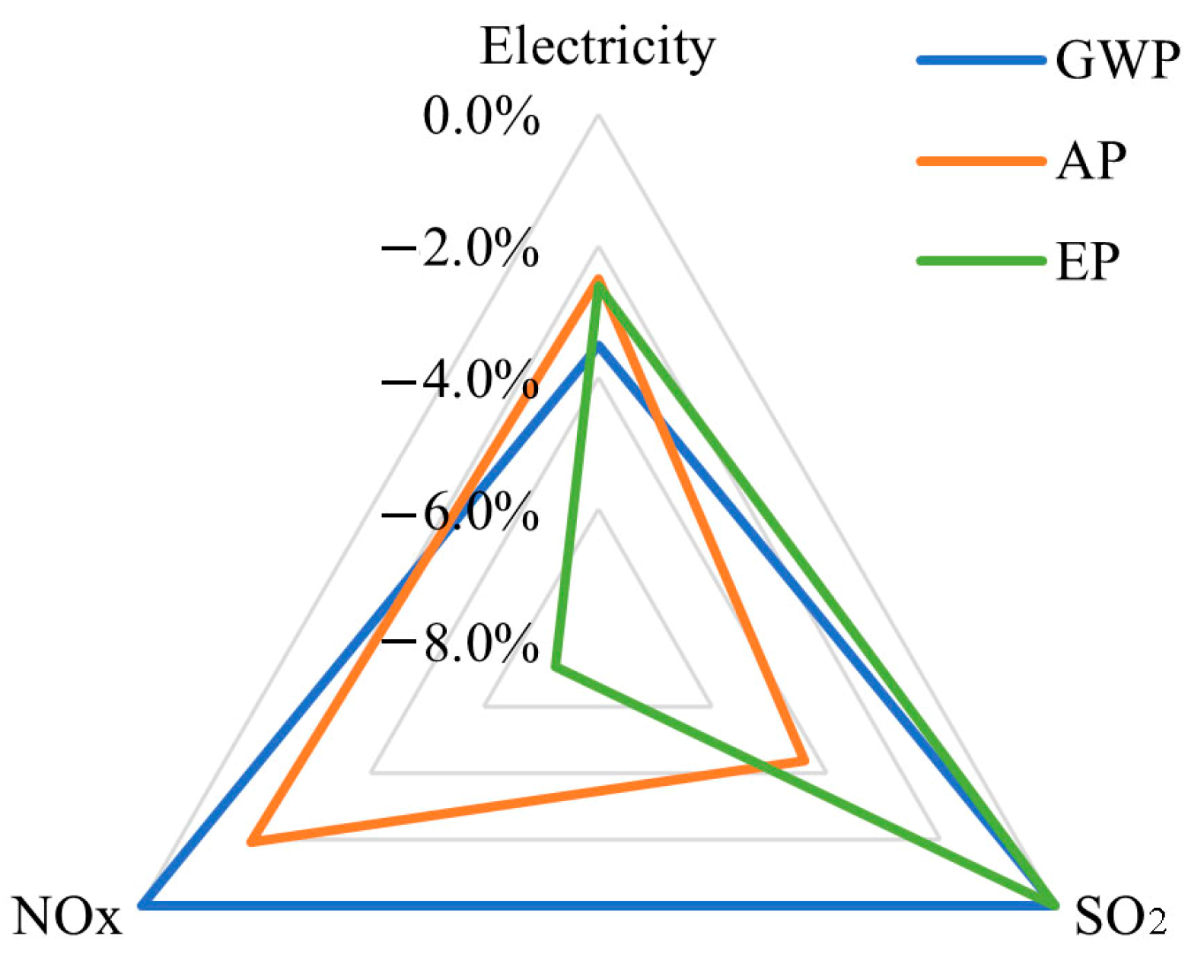
2.4. Sensitivity Analysis
2.5. Scenario Analysis
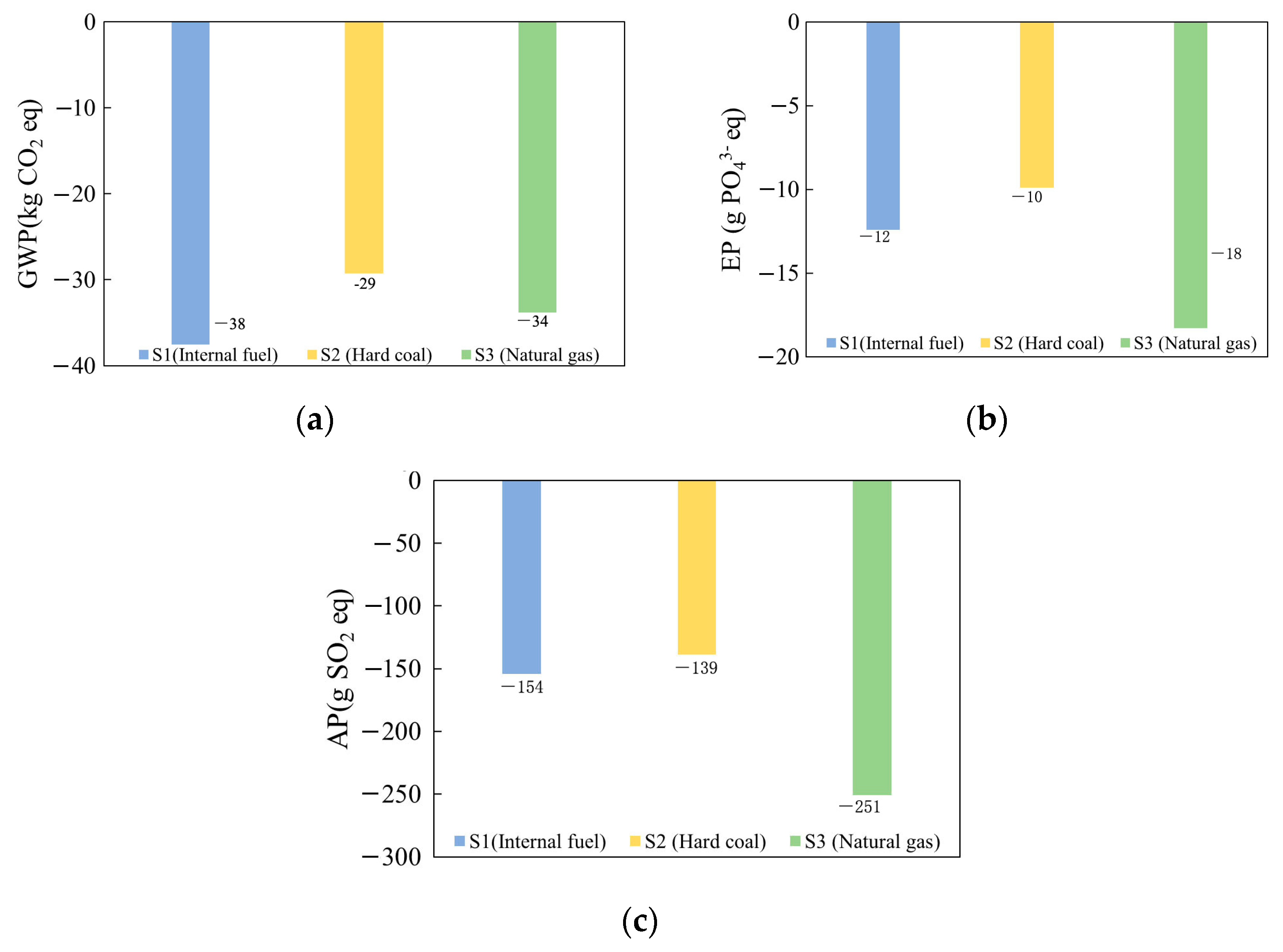
- For scenario I (S1), in the sintering process, thermal energy is generated from an internal fuel such as fly ash and slag, which is mixed with the raw materials. This scenario serves as the baseline comparison;
- For scenario II (S2), in the sintering process, thermal energy is generated from hard coal, which is independent of the raw material mixture;
- For scenario III (S3), in the sintering process, thermal energy is generated from natural gas.
3. Results
3.1. Comparison of LCA Results between ESR Landfilling and Recycling
3.1.1. LCA Results of ESR Landfilling and Recycling
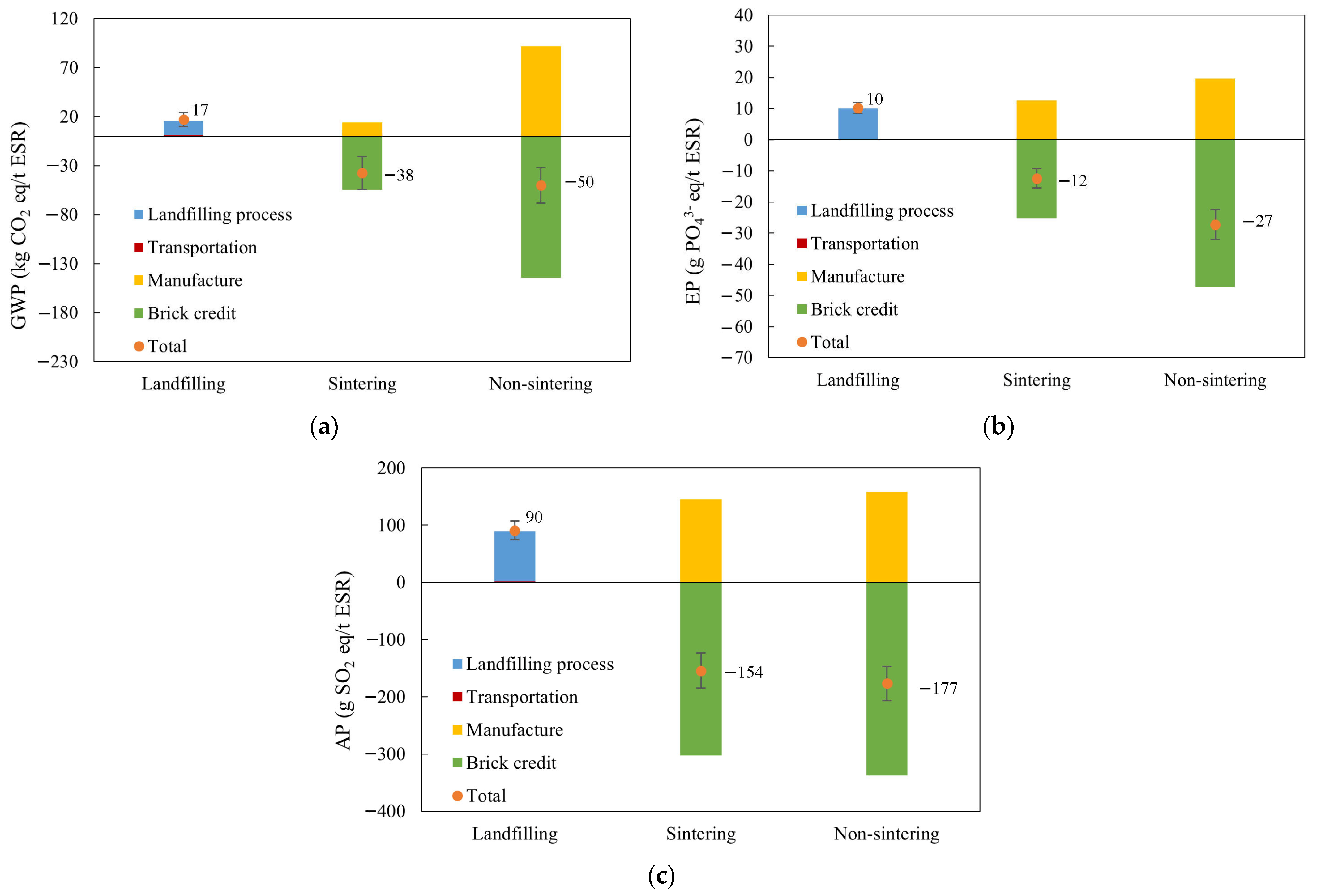
3.1.2. Comparison of LCA Results between ESR Sintering and Non-Sintering
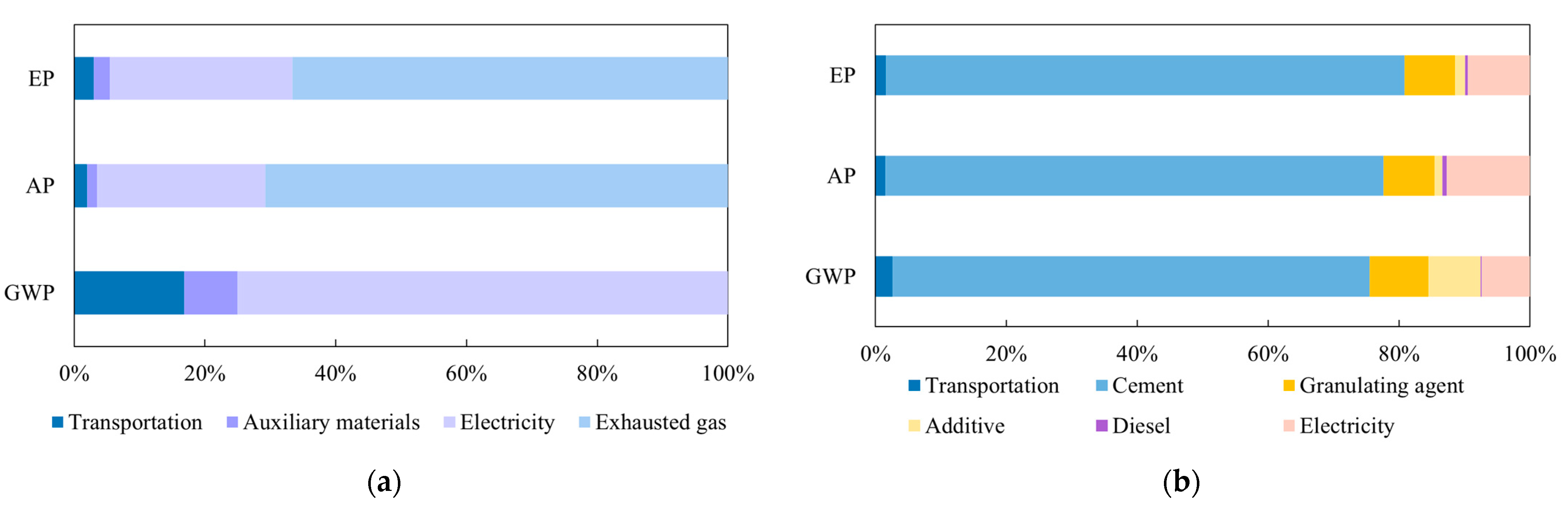
3.1.3. Contributing Factors Analysis in Environmental Impacts of ESR Recycling
3.2. Contributing Parameters Analysis of ESR Recycling Environmental Impacts in Shenzhen
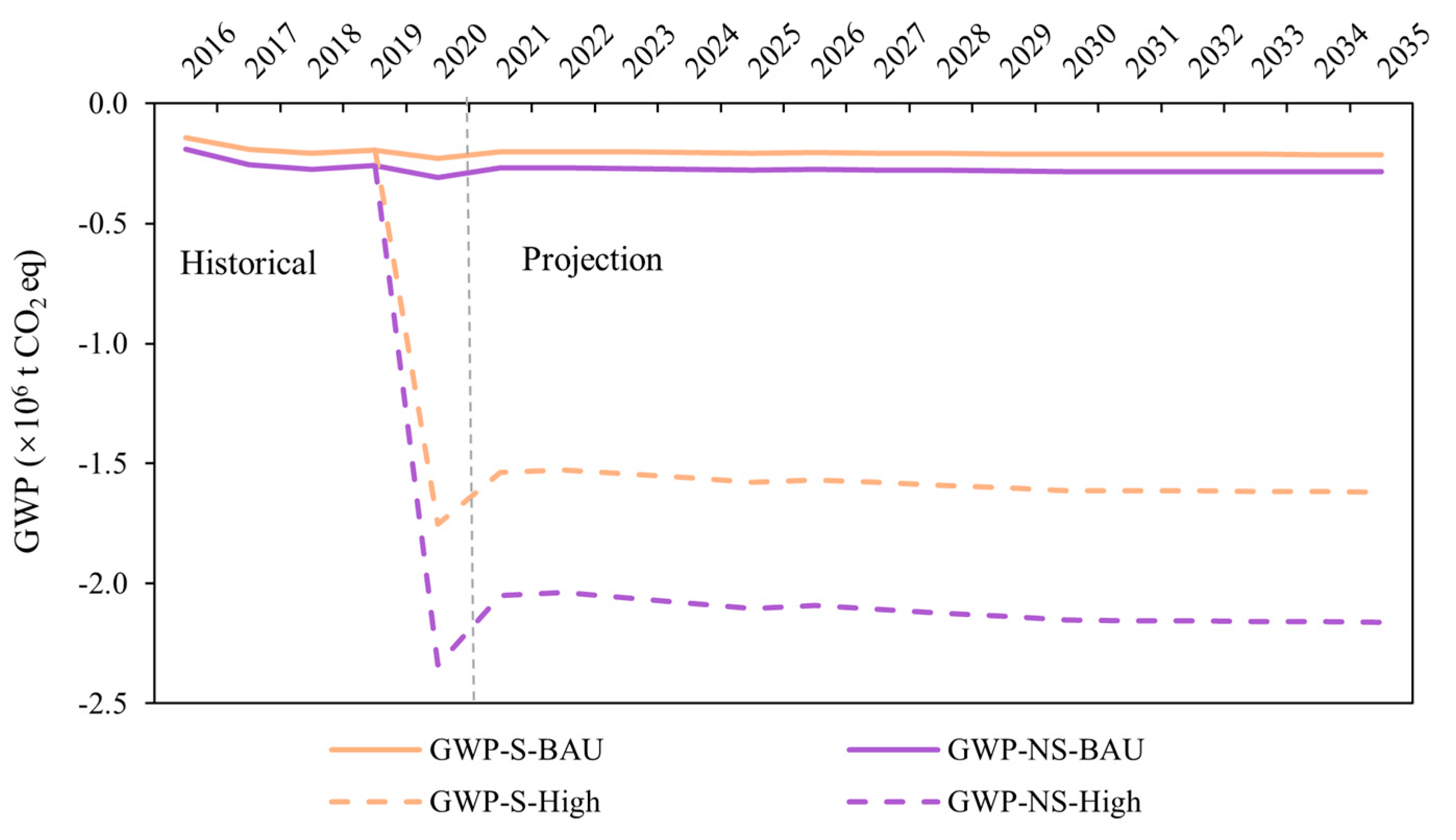
3.3. Further Environmental Impacts Reduction Potential of ESR in Shenzhen
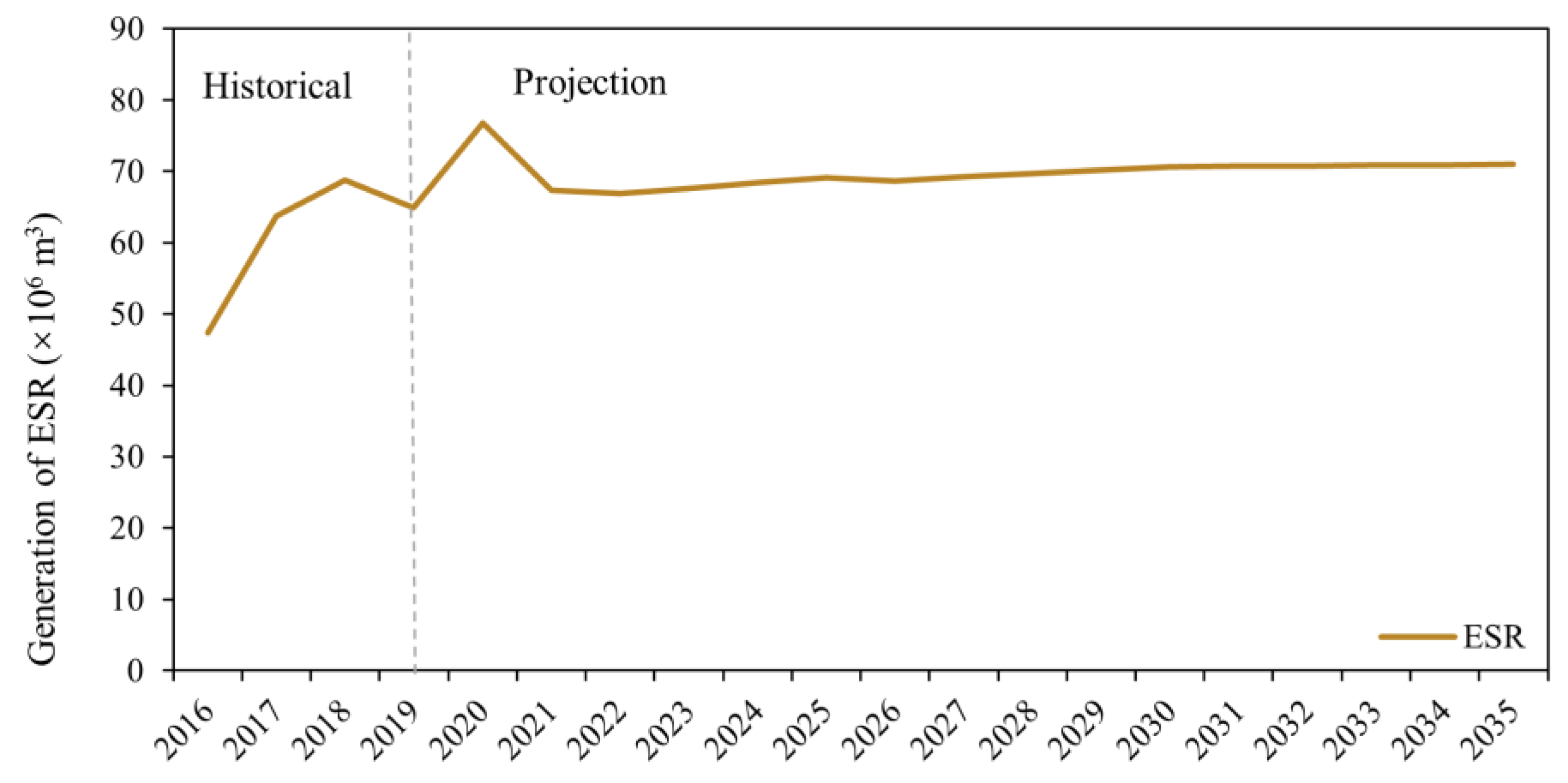
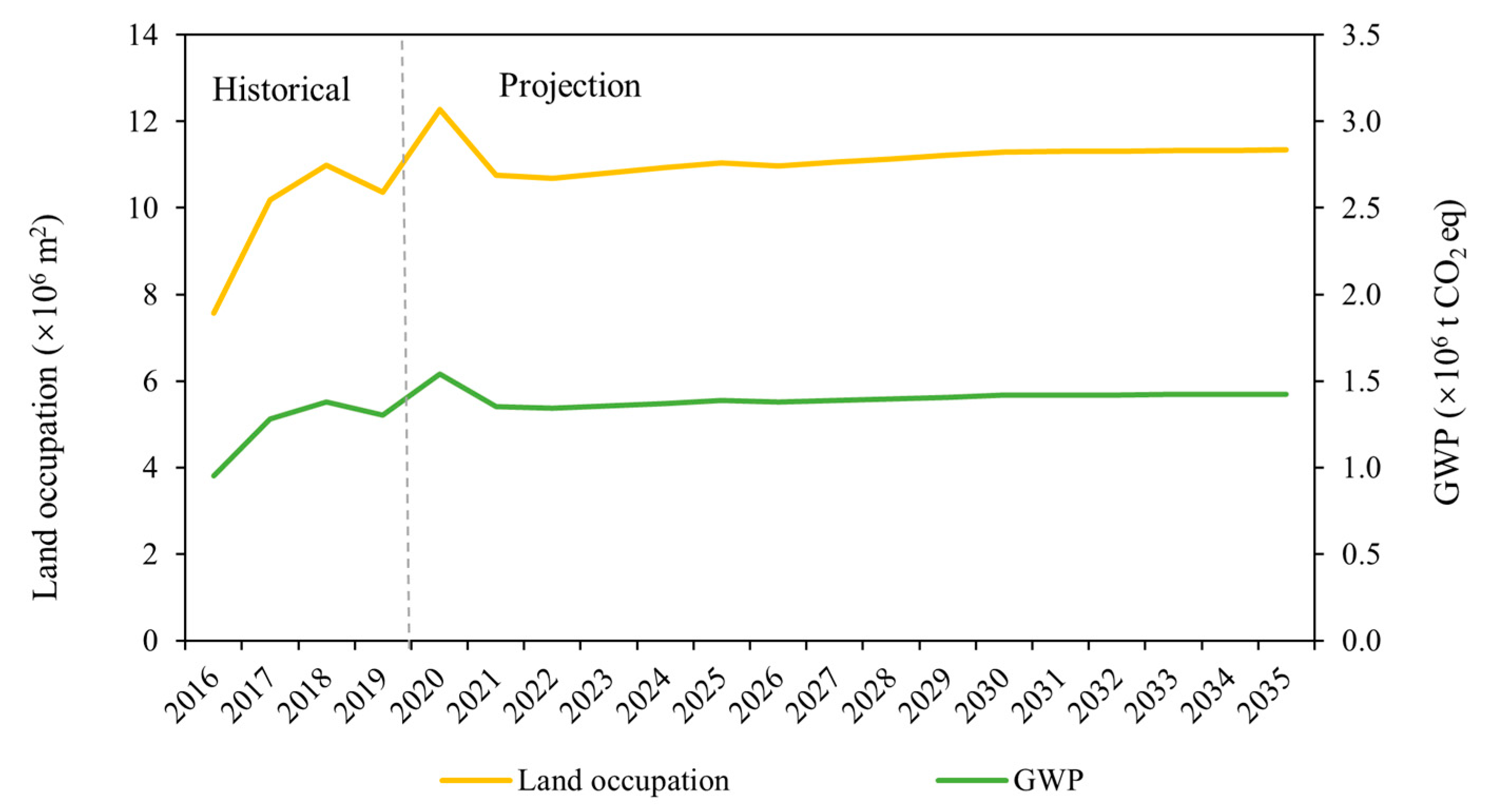
3.4. Estimation of Environmental Impact Based on the Total Volume of ESR in Shenzhen
4. Discussion
4.1. Management Implications
- ESR reduction at the source: During the engineering design stage, designers should consider the site’s topography and implement appropriate solutions, such as vertical elevation adjustments and foundation pit support solutions, to minimize the volume of excavation required. To effectively utilize ESR generated at the construction site, it should be prioritized to backfill low-lying plots or areas where the ground elevation does not meet usage requirements. Furthermore, surplus materials generated from earthworks can be utilized to increase the thickness of green covering soil and incorporate rock landscapes into the construction project, thus reducing the need for transporting ESR off site;
- Classification: ESR should be classified and treated according to resource utilization requirements and composition, with dedicated classification facilities established at suitable construction sites. ESR conforming to performance technical standards for filling purposes, such as plain fill or miscellaneous fill on the surface, should be prioritized for use as filler for backfilling. ESR rich in clay content can be used as raw materials for sintered or non-sintered bricks, which can replace traditional brick products. ESR with a high sand content can be used to produce aggregates through sedimentation separation, with these aggregates being sold to the public or used in cement mortars, while filter cakes generated from pressure filtration can serve as raw materials for sintering or non-sintering treatment and produce recycled products. For ESR with complex compositions that are difficult to treat, harmless treatment followed by landfilling is recommended;
- Recycle process improvements: Compared to landfilling, ESR sintering and non-sintering present significant potential to reduce carbon emissions. Particularly, ESR rich in clay content can be effectively recycled into high-quality building materials, including common sintered bricks, perforated bricks, thermal-insulation blocks, etc., which find important applications in newly constructed buildings. However, it is important to note that the manufacturing process of ESR-recycled building materials involves considerable energy and material consumption, such as the electricity consumption of the brick-making machinery, the natural gas consumption in the brick kilns, and the use of cementing materials. Therefore, further improvements can be made in key aspects during the production process. During sintering, effective control of the generation and emission of exhaust gases from the production process is necessary. Brick and tile plants can consider cleaner energy sources, such as natural gas, as external fuel for kilns. Additionally, tunnel kilns equipped with automatic temperature control systems, efficient desulfurization (limestone–gypsum wet process), and denitrification facilities may prove beneficial. Moreover, in non-sintering processes, future work will focus on process improvement to enhance the durability of products and reduce the consumption of additional materials such as cement.
4.2. Limitations and Future Work
- ESR composition variations: This study focuses only on clay-rich ESR that can be used as raw materials for sintering or non-sintering processes, but not all types of ESR can directly replace original clay materials due to variations in geological conditions and sources. Therefore, future ESR management strategies should prioritize graded disposal methods and explore the potential reuse of non-clay-rich ESR;
- Environmental impact assessment indicators: This study discusses three normalization indicators (GWP, AP, EP) under the LCI, while other indicators, such as EC (energy consumption) and HTP (human health potential), were not included. These additional indicators should be considered in future assessments to provide a more comprehensive evaluation. Additionally, it is important to acknowledge that due to the unavailability of specific Chinese local background data (emission factors), the study relies on the adoption of the best alternative background data from existing databases. Efforts should be paid to improve the availability and accuracy of local data, enhancing the accuracy of future assessments;
- Low-carbon transportation: Although the environmental impacts of the ESR transportation process in this study are relatively small compared to the overall life cycle impacts of the three ESR treatment methods, it is important to consider the potential introduction of electric heavy goods vehicles (HGVs) as an alternative to diesel HGVs in future research, due to the large-scale promotion of electric vehicles in Shenzhen city;
- The economic evaluation and recycling process improvements: Since large-scale sintering facilities have not been introduced in Shenzhen, this study does not address the economic evaluation and market potential of ESR recycled products. Considering the potential high economic costs associated with implementing these disposal schemes, it is necessary to explore strategies that can promote ESR recycling technologies and the use of recycled building materials in new construction projects in China while ensuring economic feasibility. In addition, future studies could focus on recycling process improvements, such as optimizing sintering processes by exploring variations in natural gas combustion and exhaust gas treatment methods within the sintering process and reducing additives in non-sintering processes.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Terms | Acronyms |
|---|---|
| Construction and demolition waste | CDW |
| Excavated soil and rock | ESR |
| Life cycle assessment | LCA |
| Global warming potential | GWP |
| Acidification potential | AP |
| Eutrophication potential | EP |
| Life cycle inventory | LCI |
| Environmental impact assessment | EIA |
| Environmental Indicators | Treatment Methods | Landfilling Process | Transportation | Manufacture | Brick Credit | Total |
|---|---|---|---|---|---|---|
| GWP (kg CO2 eq) | Landfilling | 15.7 | 1.248 | 17 | ||
| Sintering | 2.886 | 14.3 | −55 | −38 | ||
| Non-sintering | 2.496 | 91.8 | −144 | −50 | ||
| AP (g SO2 eq) | Landfilling | 89 | 1.239 | 90 | ||
| Sintering | 2.865 | 145 | −302 | −154 | ||
| Non-sintering | 2.478 | 158 | −337 | −177 | ||
| EP (g PO43− eq) | Landfilling | 10 | 0.164 | 10 | ||
| Sintering | 0.380 | 13 | −25 | −12 | ||
| Non-sintering | 0.329 | 20 | −47 | −27 |




References
- NBS. Total Output Value of Construction. 2022. Available online: https://data.stats.gov.cn/english/easyquery.htm?cn=C01 (accessed on 30 December 2023).
- Yu, B.; Wang, J.; Wu, H.; Wong, A.B.; Liao, Y.; Zuo, J. Self-fulfillment degree of construction and demolition waste management capability based on the Triple-balance theory: A case study of Guangdong-Hong Kong-Macao Greater Bay Area. Waste Manag. 2021, 133, 99–109. [Google Scholar] [CrossRef]
- Menegaki, M.; Damigos, D. A review on current situation and challenges of construction and demolition waste management. Curr. Opin. Green Sustain. Chem. 2018, 13, 8–15. [Google Scholar] [CrossRef]
- Duan, H.; Miller, T.R.; Liu, G.; Tam, V.W. Construction debris becomes growing concern of growing cities. Waste Manag. 2019, 83, 1–5. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Zuo, J.; Zillante, G. Status quo and future directions of construction and demolition waste research: A critical review. J. Clean. Prod. 2019, 240, 118163. [Google Scholar] [CrossRef]
- Kabirifar, K.; Mojhatedi, M.; Wang, C.; Tam, V.W.Y. Construction and demolition waste management contributing factors coupled with reduce, reuse, and recycle strategies for effective waste management: A review. J. Clean. Prod. 2020, 263, 121265. [Google Scholar] [CrossRef]
- Zheng, L.; Wu, H.; Zhang, H.; Duan, H.; Wang, J.; Jiang, W.; Dong, B.; Liu, G.; Zuo, J.; Song, Q. Characterizing the generation and flows of construction and demolition waste in China. Constr. Build. Mater. 2017, 136, 405–413. [Google Scholar] [CrossRef]
- Huang, B.; Wang, X.; Kua, H.; Geng, Y.; Bleischwitz, R.; Ren, J. Construction and demolition waste management in China through the 3R principle. Resour. Conserv. Recycl. 2018, 129, 36–44. [Google Scholar] [CrossRef]
- Ye, G.; Yuan, H.; Shen, L.; Wang, H. Simulating effects of management measures on the improvement of the environmental performance of construction waste management. Resour. Conserv. Recycl. 2012, 62, 56–63. [Google Scholar] [CrossRef]
- Ferronato, N.; Moresco, L.; Lizarazu, G.E.G.; Portillo, M.A.G.; Conti, F.; Torretta, V. Comparison of environmental impacts related to municipal solid waste and construction and demolition waste management and recycling in a Latin American developing city. Environ. Sci. Pollut. Res. 2021, 30, 8548–8562. [Google Scholar] [CrossRef]
- Duan, H.; Wang, J.; Huang, Q. Encouraging the environmentally sound management of C&D waste in China: An integrative review and research agenda. Renew. Sustain. Energy Rev. 2015, 43, 611–620. [Google Scholar]
- CJJ/T 134-2019; Technical Standard for Construction and Demolition Waste Treatment 2019. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2019.
- Zhou, W. Construction and Demolition Waste Resource Utilization; Ministry of Ecology and Environment the People’s Republic of China: Beijing, China, 2020; p. 8.
- MEEBSZ. Shenzhen Solid Waste Pollution Prevention and Control Information Bulletin (2014–2021); Shenzhen Municipal Ecological Environment Bureau (SMEEB), Ed.; Shenzhen Ecology and Environment Bureau: Shenzhen, China, 2022.
- Yin, Y.; Li, B.; Wang, W.; Zhan, L.; Xue, Q.; Gao, Y.; Zhang, N.; Chen, H.; Liu, T.; Li, A. Mechanism of the December 2015 catastrophic landslide at the Shenzhen landfill and controlling geotechnical risks of urbanization. Engineering 2016, 2, 230–249. [Google Scholar] [CrossRef]
- Yang, H.; Xia, J.; Thompson, J.R.; Flower, R.J. Urban construction and demolition waste and landfill failure in Shenzhen, China. Waste Manag. 2017, 63, 393–396. [Google Scholar] [CrossRef]
- Gao, Y.; Yin, Y.; Li, B.; He, K.; Wang, X. Post-failure behavior analysis of the Shenzhen “12.20” CDW landfill landslide. Waste Manag. 2019, 83, 171–183. [Google Scholar] [CrossRef]
- Zhang, N.; Duan, H.; Sun, P.; Li, J.; Zuo, J.; Mao, R.; Liu, G.; Niu, Y. Characterizing the generation and environmental impacts of subway-related excavated soil and rock in China. J. Clean. Prod. 2020, 248, 119242. [Google Scholar] [CrossRef]
- Zhang, N.; Zhang, H.; Schiller, G.; Feng, H.; Gao, X.; Li, E.; Li, X. Unraveling the Global Warming Mitigation Potential from Recycling Subway-Related Excavated Soil and Rock in China Via Life Cycle Assessment. Integr. Environ. Assess. Manag. 2021, 17, 639–650. [Google Scholar] [CrossRef]
- Ma, W.; de Jong, M.; Zisopoulos, F.; Hoppe, T. Introducing a classification framework to urban waste policy: Analysis of sixteen zero-waste cities in China. Waste Manag. 2023, 165, 94–107. [Google Scholar] [CrossRef]
- Tong, Y. Study on Planning Strategy of Construction Waste Resource Utilization-Taking Chaoyang District of Beijing as an Example. Master’s Thesis, Beijing University of Civil Engineering and Architecture, Beijing, China, 2021. [Google Scholar]
- Bai, J.; Zhang, Y.; Liu, H. Study on the Generation Characteristics and Optimistic Management Characteristics of the Engineering Excavated Soil and Rock in Shenzhen. Environ. Sanit. Eng. 2021, 29, 16–21. [Google Scholar]
- Hale, S.E.; Roque, A.J.; Okkenhaug, G.; Sørmo, E.; Lenoir, T.; Carlsson, C.; Kupryianchyk, D.; Flyhammar, P.; Žlender, B. The reuse of excavated soils from construction and demolition projects: Limitations and possibilities. Sustainability 2021, 13, 6083. [Google Scholar] [CrossRef]
- Lin, Y.; Fang, Y.; He, C. Investigations of filter-clog mechanism and prediction model of slurry penetration during slurry pressure transfer. Acta Geotech. 2023, 18, 5251–5272. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Shen, J.Y.; Gao, Q.; Ma, Z.M.; Li, F.A. Current situation and innovative technology for recycling of engineering waste soil. J. Archit. Civ. Eng. 2020, 37, 1–13. [Google Scholar]
- Bai, J.; Kang, P.; Zhang, W.; Chen, K.; Zhang, Y.; Zhou, D.; Duan, H. Feasibility study on using excavated soil and rock to sintering utilization. Circ. Econ. 2022, 1, 100007. [Google Scholar] [CrossRef]
- Ma, Z.H.; Wang, W.J.; Zhang, G.Z. Study on City Engineering Waste Resources Classification and Comprehensive Utilization. Jiangsu Architec. 2015, 6, 100–103. [Google Scholar]
- Zhu, K.; Zhang, Y.; Xue, Z.; Hu, D.; Zhang, K. Environmental issues and green treatment of shield residues. Urban. Archit. 2018, 29, 108–110. (In Chinese) [Google Scholar]
- Guo, W.S.; Wang, B.Q.; Li, Y.Z.; Mo, S. Status quo and prospect of harmless disposal and reclamation of shield muck in China. Tunn. Constr. 2020, 40, 1101. (In Chinese) [Google Scholar]
- Magnusson, S.; Lundberg, K.; Svedberg, B.; Knutsson, S. Sustainable management of excavated soil and rock in urban areas—A literature review. J. Clean. Prod. 2015, 93, 18–25. [Google Scholar] [CrossRef]
- Jain, S.; Singhal, S.; Pandey, S. Environmental life cycle assessment of construction and demolition waste recycling: A case of urban India. Resour. Conserv. Recycl. 2020, 155, 104642. [Google Scholar] [CrossRef]
- Borghi, G.; Pantini, S.; Rigamonti, L. Life cycle assessment of non-hazardous Construction and Demolition Waste (CDW) management in Lombardy Region (Italy). J. Clean. Prod. 2018, 184, 815–825. [Google Scholar] [CrossRef]
- ISO 14040; Environmental Management: Life Cycle Assessment; Principles and Framework. ISO: Geneva, Switzerland, 2006.
- ISO14044; Environmental Management—Life Cycle Assessment: Requirements and Guidelines. ISO: Geneva, Switzerland, 2006.
- Ginga, C.P.; Ongpeng, J.M.C.; Daly, M.K.M. Circular economy on construction and demolition waste: A literature review on material recovery and production. Materials 2020, 13, 2970. [Google Scholar] [CrossRef]
- Qiao, L.; Tang, Y.; Li, Y.; Liu, M.; Yuan, X.; Wang, Q.; Ma, Q. Life cycle assessment of three typical recycled products from construction and demolition waste. J. Clean. Prod. 2022, 376, 134139. [Google Scholar] [CrossRef]
- Quina, M.J.; Garcia, R.; Simões, A.S.; Quinta-Ferreira, R.M. Life cycle assessment of lightweight aggregates produced with ashes from municipal solid waste incineration. J. Mater. Cycles Waste Manag. 2020, 22, 1922–1931. [Google Scholar] [CrossRef]
- Kvočka, D.; Lešek, A.; Knez, F.; Ducman, V.; Panizza, M.; Tsoutis, C.; Bernardi, A. Life cycle assessment of prefabricated geopolymeric façade cladding panels made from large fractions of recycled construction and demolition waste. Materials 2020, 13, 3931. [Google Scholar] [CrossRef]
- Seco, A.; Omer, J.; Marcelino, S.; Espuelas, S.; Prieto, E. Sustainable unfired bricks manufacturing from construction and demolition wastes. Constr. Build. Mater. 2018, 167, 154–165. [Google Scholar] [CrossRef]
- Bovea, M.D.; Powell, J.C. Developments in life cycle assessment applied to evaluate the environmental performance of construction and demolition wastes. Waste Manag. 2016, 50, 151–172. [Google Scholar] [CrossRef] [PubMed]
- Cellura, M.; Longo, S.; Mistretta, M. Sensitivity analysis to quantify uncertainty in life cycle assessment: The case study of an Italian tile. Renew. Sustain. Energy Rev. 2011, 15, 4697–4705. [Google Scholar] [CrossRef]
- Mei, C. The effect of fuel blending on the production and quality of internal combustion bricks. Brick Tile World 2012, 6, 24–25+44. [Google Scholar]
- Shubbar, A.A.; Sadique, M.; Kot, P.; Atherton, W. Future of clay-based construction materials—A review. Constr. Build. Mater. 2019, 210, 172–187. [Google Scholar] [CrossRef]
- Moazzem, S.; Wang, L.; Daver, F.; Crossin, E. Environmental impact of discarded apparel landfilling and recycling. Resour. Conserv. Recycl. 2021, 166, 105338. [Google Scholar] [CrossRef]
- Hung, M.-L.; Ma, H.-W. Quantifying system uncertainty of life cycle assessment based on Monte Carlo simulation. Int. J. Life Cycle Assess. 2009, 14, 19–27. [Google Scholar] [CrossRef]

| Treatment Methods | Type | Project | Unit | Amount | Data Sources |
|---|---|---|---|---|---|
| Sintering | Input | ESR | t | 1 | Field investigation and EIA reports outside Shenzhen city |
| Slag | kg | 220 | |||
| Fly ash | kg | 110 | |||
| Sodium hydroxide | kg | 0.8 | |||
| Calcium hydroxide | kg | 0.64 | |||
| Water | kg | 150 | |||
| Electricity | kWh | 17.07 | |||
| Output | Recycled bricks * | Pcs. | 400 | ||
| PM | kg | 0.003 | |||
| SO2 | kg | 0.06 | |||
| NOx | kg | 0.07 | |||
| Unqualified products | kg | 2 | |||
| Waste brick | kg | 5 | |||
| Non-sintering | Input | ESR | t | 1 | Field investigation and EIA reports in Shenzhen city |
| Cement | kg | 93.75 | |||
| Granulating agent (Polyacrylamide mixtures) | kg | 5 | |||
| Additive (lime) | kg | 6.25 | |||
| Water | kg | 104 | |||
| Diesel | kg | 0.35 | |||
| Electricity | kWh | 9 | |||
| Output | Non-sintered bricks | t | 1.19 | ||
| Dust | kg | 0.04 | |||
| Unqualified products | kg | 3 | |||
| Waste brick | kg | 22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, J.; Ma, Y.; Song, Q.; Hu, Z.; Li, Y.; Duan, H. Life Cycle Environmental Assessment of Three Excavated Soil and Rock (ESR) Treatment Methods: A Case Study in Shenzhen City. Sustainability 2024, 16, 2022. https://doi.org/10.3390/su16052022
Bai J, Ma Y, Song Q, Hu Z, Li Y, Duan H. Life Cycle Environmental Assessment of Three Excavated Soil and Rock (ESR) Treatment Methods: A Case Study in Shenzhen City. Sustainability. 2024; 16(5):2022. https://doi.org/10.3390/su16052022
Chicago/Turabian StyleBai, Jing, Yi Ma, Qingbin Song, Zhijun Hu, Yanqiu Li, and Huabo Duan. 2024. "Life Cycle Environmental Assessment of Three Excavated Soil and Rock (ESR) Treatment Methods: A Case Study in Shenzhen City" Sustainability 16, no. 5: 2022. https://doi.org/10.3390/su16052022
APA StyleBai, J., Ma, Y., Song, Q., Hu, Z., Li, Y., & Duan, H. (2024). Life Cycle Environmental Assessment of Three Excavated Soil and Rock (ESR) Treatment Methods: A Case Study in Shenzhen City. Sustainability, 16(5), 2022. https://doi.org/10.3390/su16052022