
Eliminating Non-Value-Added Activities and Optimizing Manufacturing Processes Using Process Mining: A Stock of Challenges for Family SMEs
 ,
,  and
and 
Abstract
1. Introduction
2. PM Definition, Applications, and Project Execution
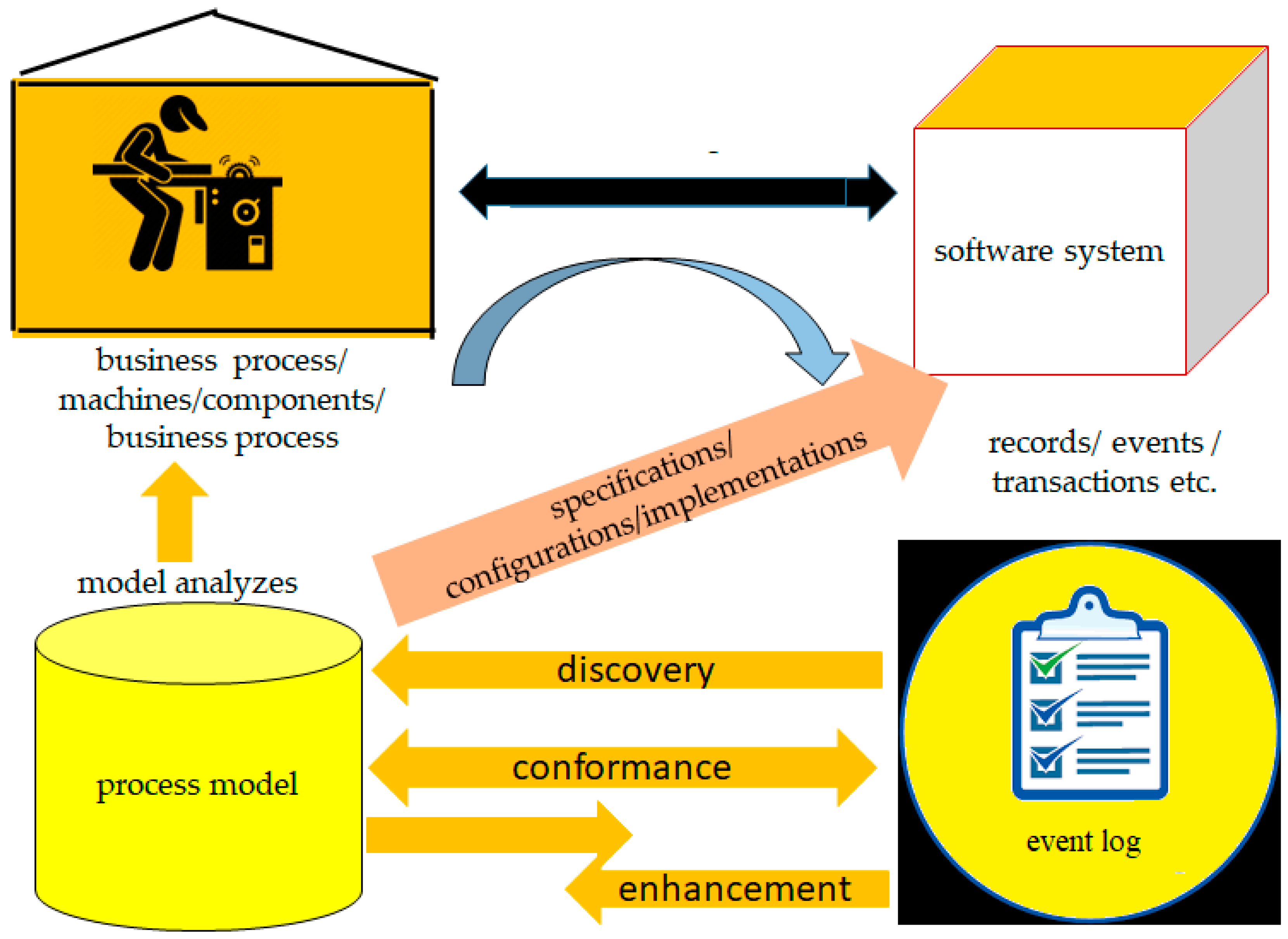
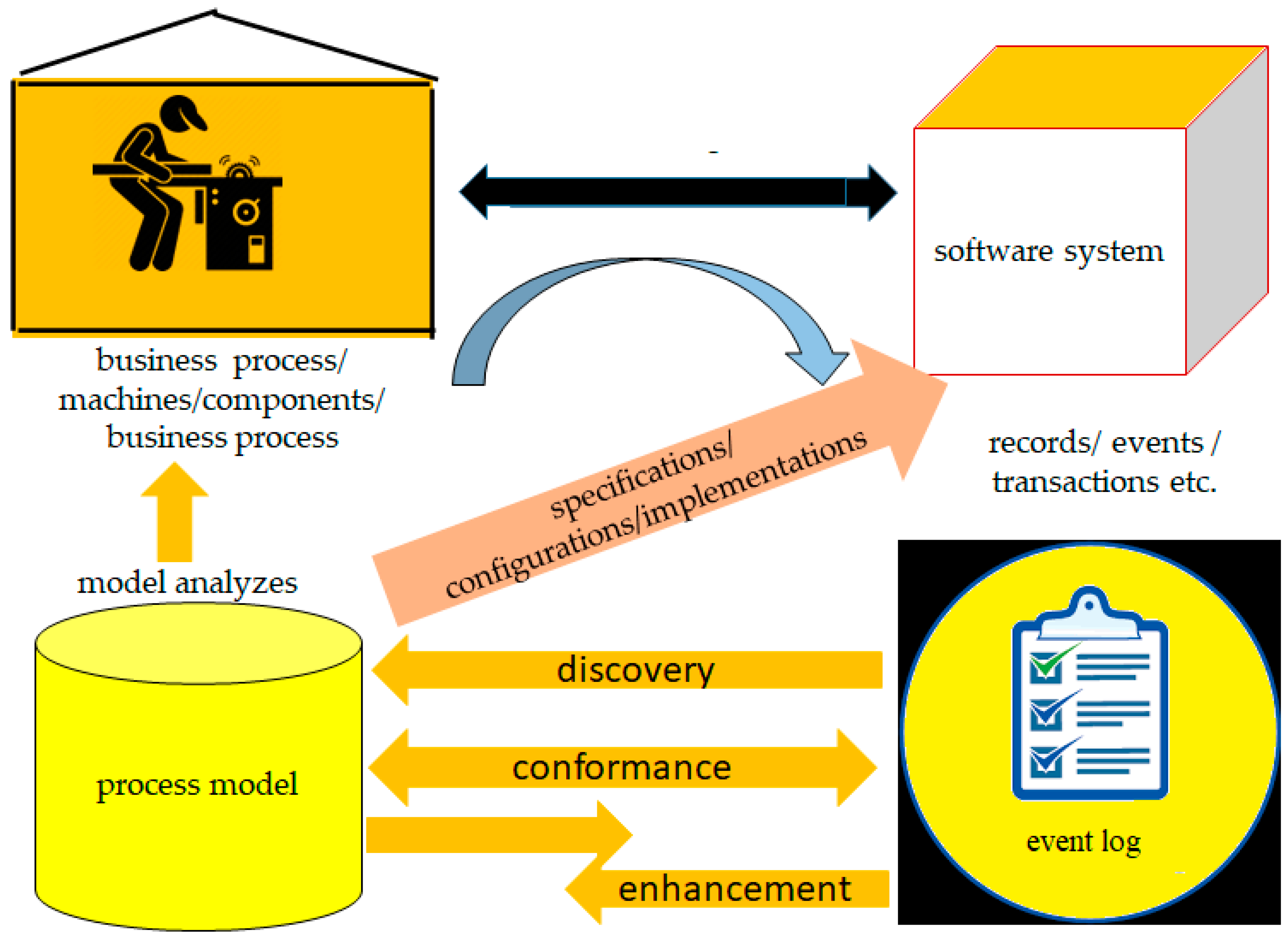
2.1. PM Definition: A Multidisciplinary Concept
2.2. Applications of PM in FSMEs: A Literature Review
2.3. PM Project
3. PM Implementation in a Family SME
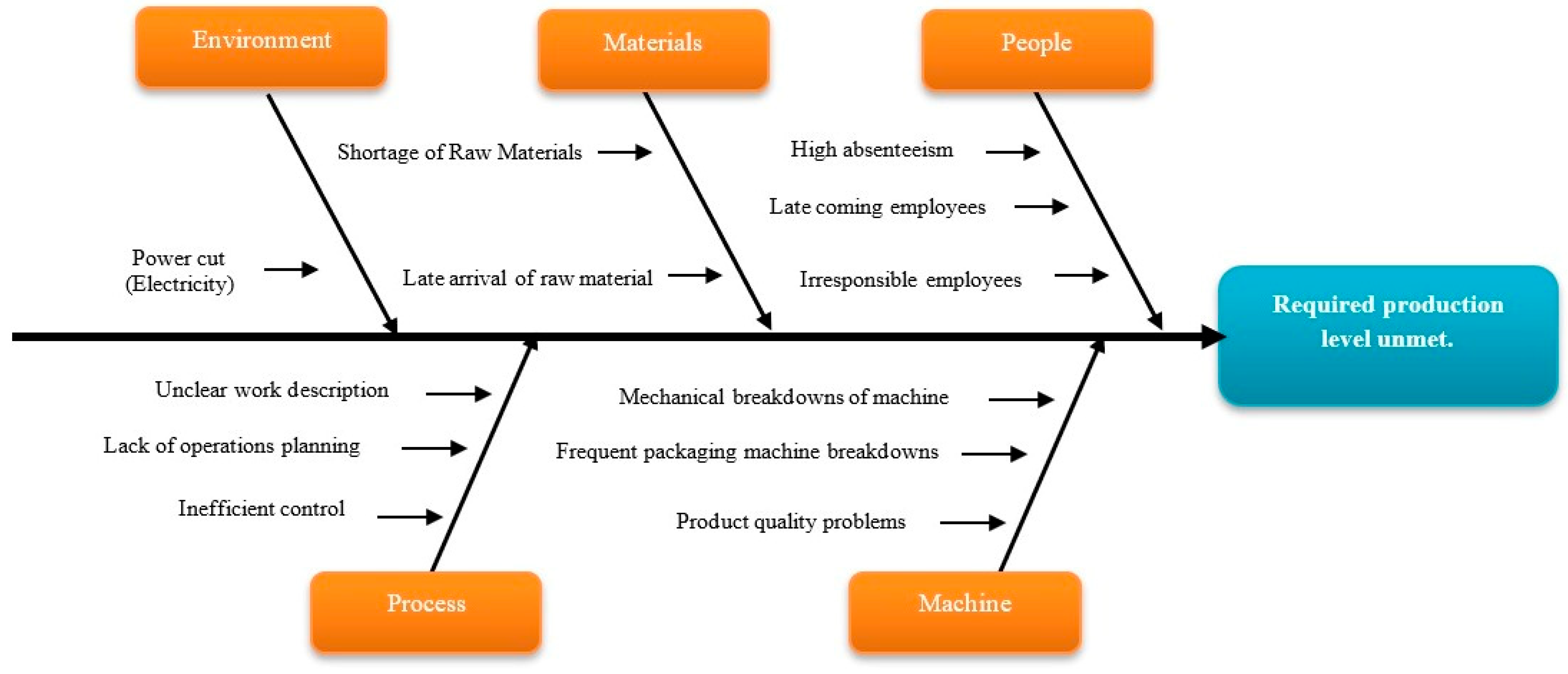
3.1. Firms’ Challenges and Manufacturing Process Description
3.2. Calculation of OEE
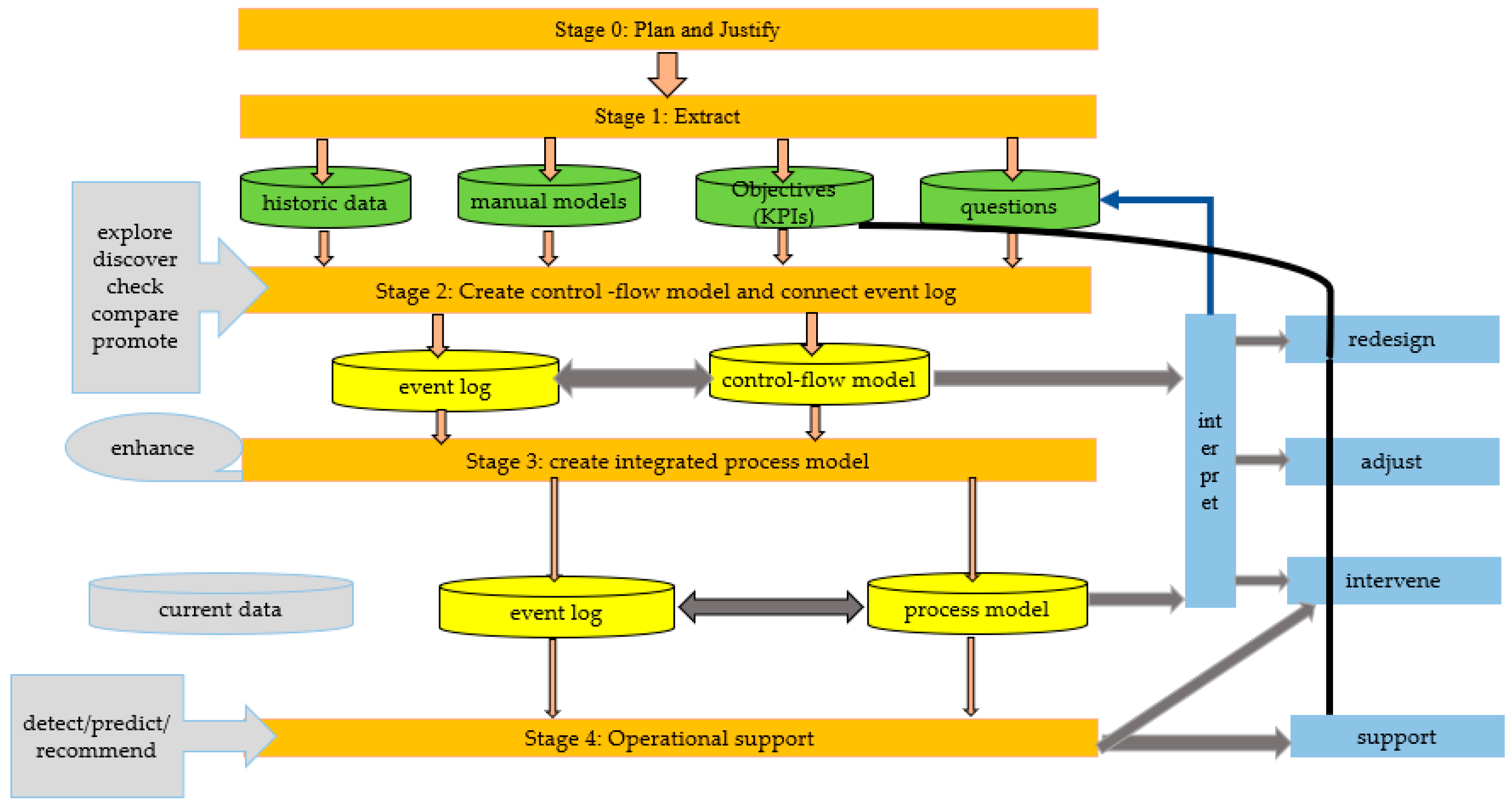
3.3. Presentation of PM Project Stages
- Stage 0: Planning and justification
- Discovery project: This refers to the exploration of all the activities and processes involved in the production process and their nature to gain a better understanding of the value flow in the process. Therefore, the project aimed to detect all bottlenecks that the manufacturing unit experiences that result in a slowdown in the production process.
- Question-oriented project: By utilizing PM, a series of questions can be addressed. The primary inquiry in this research was the reason behind the daily variations in production volume. What factors contribute to this variability?
- Goal-oriented project: A number of objectives, including enhancing manufacturing performance, particularly in terms of quality and timeliness, could be accomplished through the PM project.
- Stage 1: Data extraction
- Stage 2: Creating the flow control model and making a connection to the event log
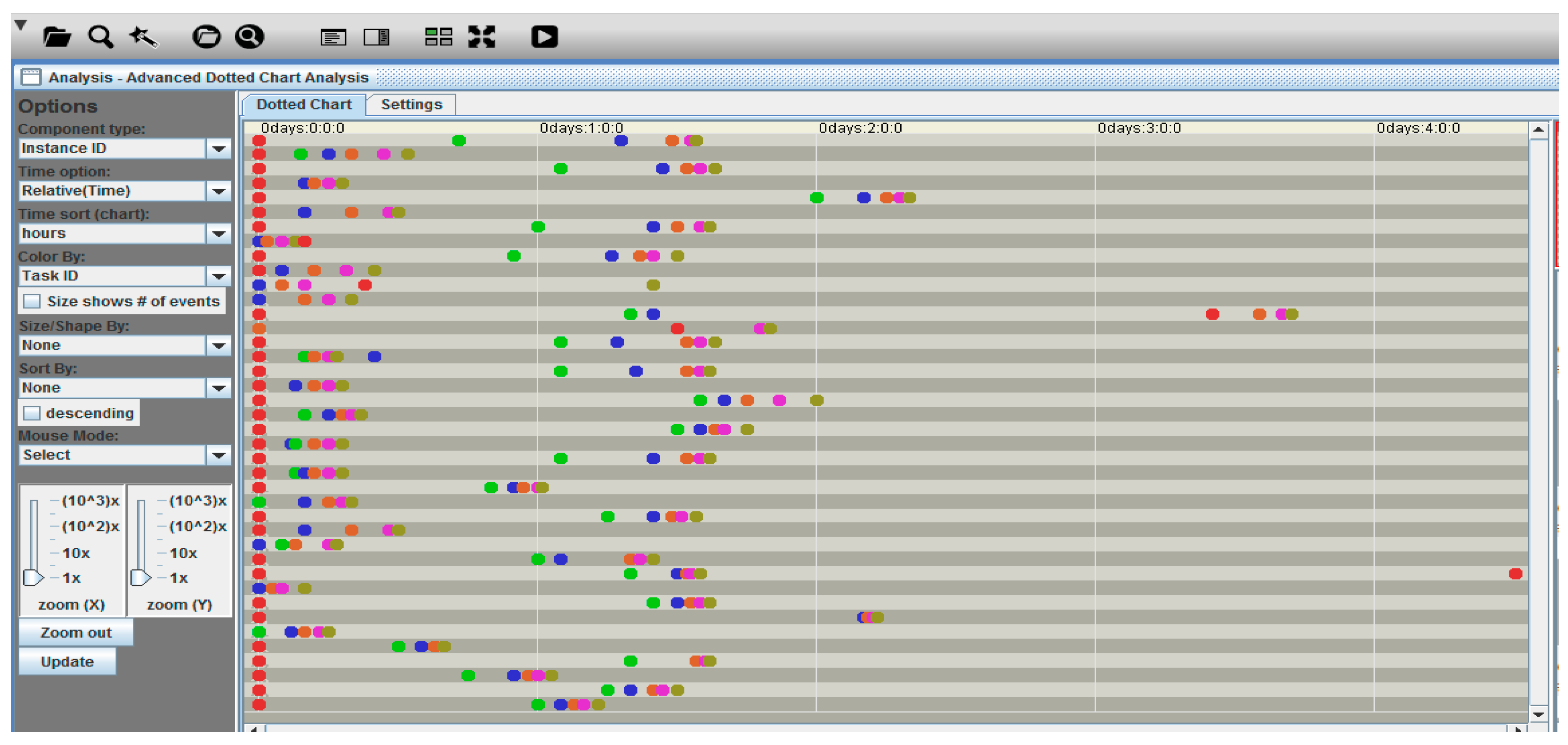
- Event log creation: The event log contained information about each batch produced during the day, with two batches produced in the morning and evening. Each batch was identified with a unique ID called a “Case ID”. The log also included details about the production process stages, referred to as “Activity”, along with the worker responsible for each stage, called “Resource”. Moreover, the volume of production achieved and the problems faced by the manufacturing unit in each batch were also recorded. The start and end times of each stage of production in each batch were mentioned in the log. This information could be analyzed through the “Disco” program to identify bottlenecks that occurred at any stage and determine the time wasted in each stage of production. This analysis could help to improve the production process and achieve the desired level of production.
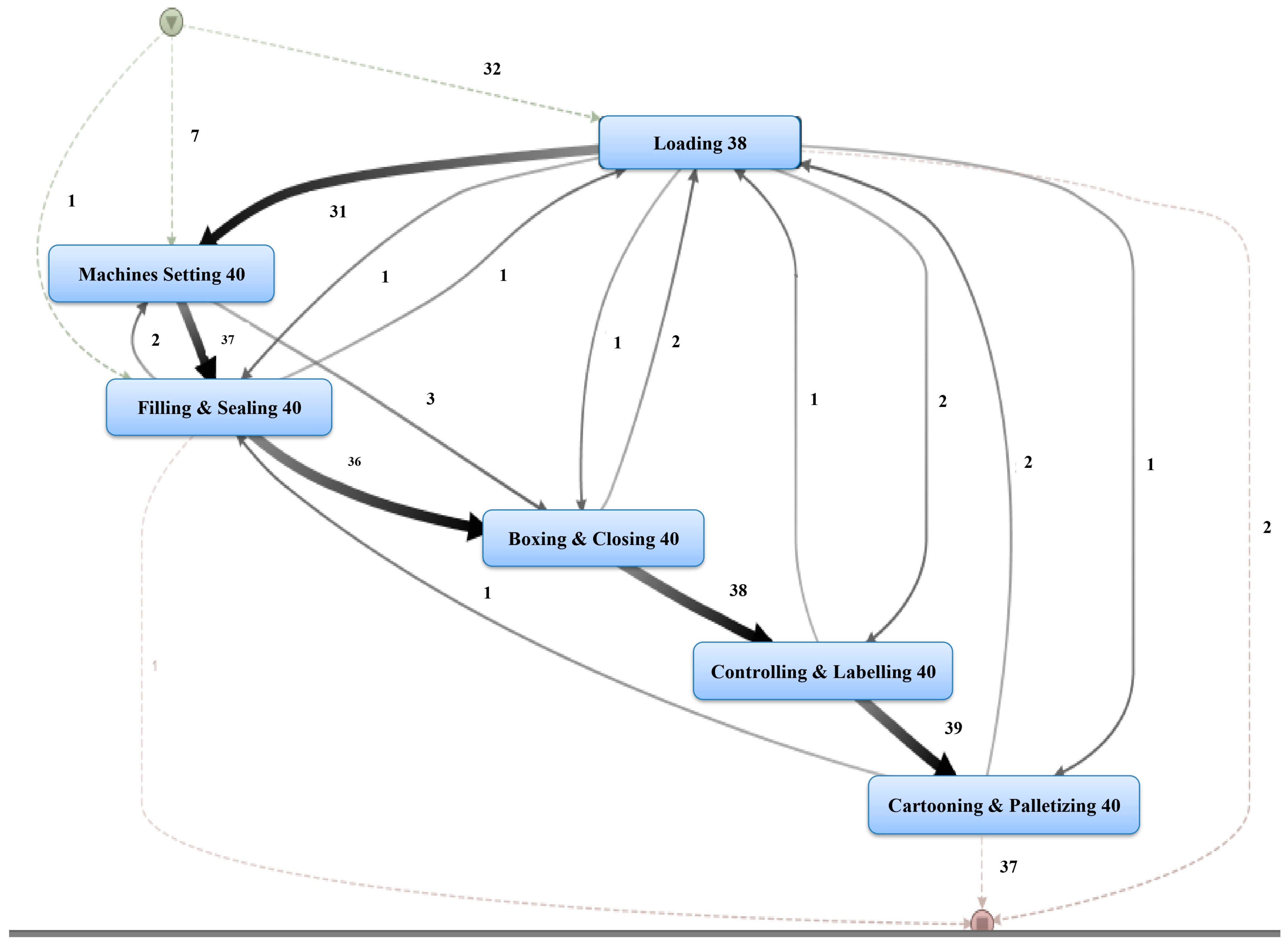
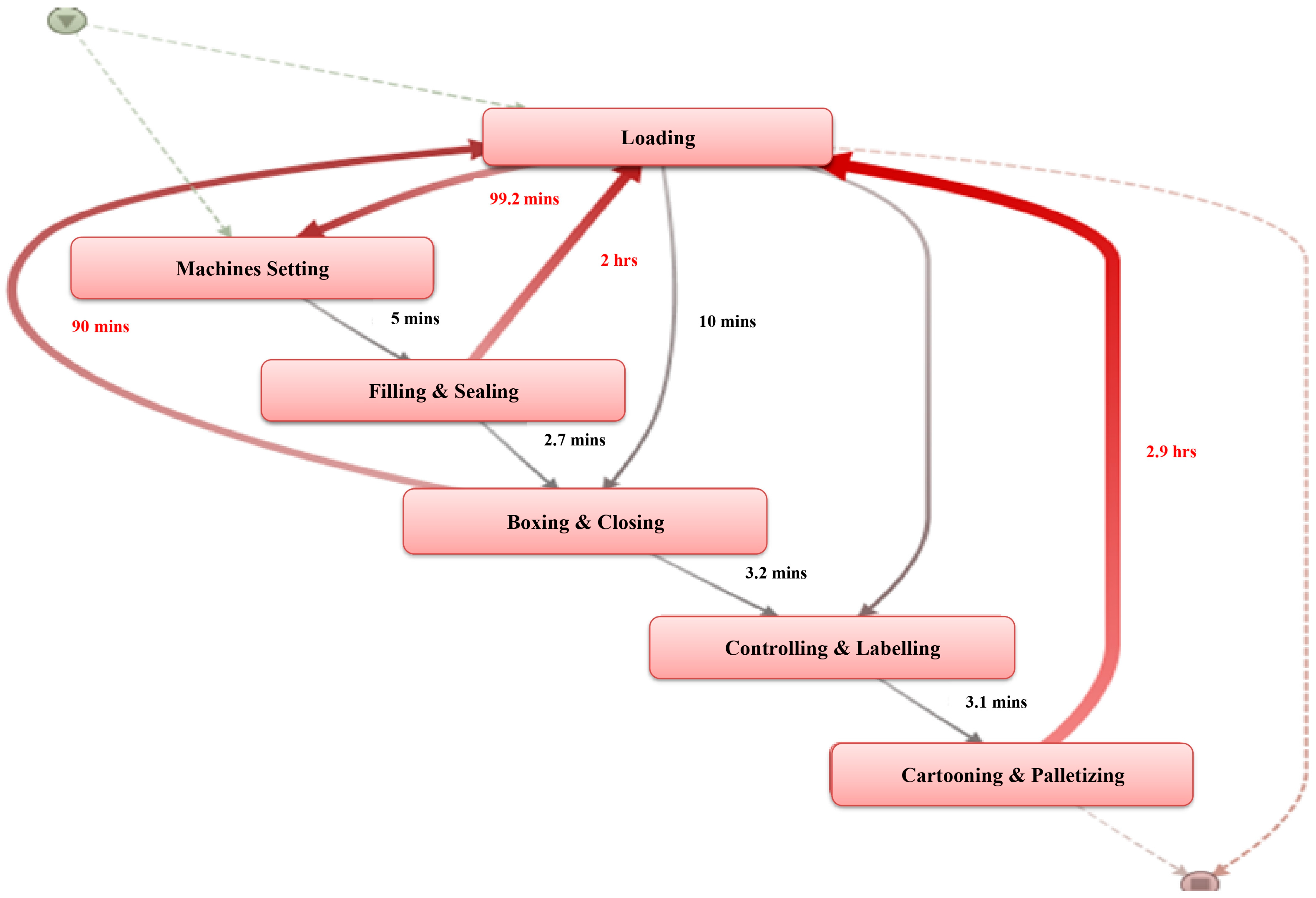
- Extraction of the current business process: The “Disco” program generated a model based on a 20-day sample. Each day contained batches, with 40 cases (batches) in total. Each case had around six activities, resulting in a total of 238 “Events”. Figure 4 illustrates all the business process activities in the manufacturing unit.
4. Results Analysis and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Monshaat. SME Monitor Q2 2023; Monshaat: Riyadh, Saudi Arabia, September 2023. Available online: https://www.monshaat.gov.sa/en (accessed on 8 December 2023).
- Rymaszewska, A.D. The challenges of lean manufacturing implementation in SMEs. Benchmarking: Int. J. 2014, 21, 987–1002. [Google Scholar] [CrossRef]
- Rose, A.M.N.; Deros, B.M.; Rahman, M.N.A.; Nordin, N. Lean manufacturing best practices in SMEs. In Proceedings of the 2011 International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 22–24 January 2011. [Google Scholar]
- Vonderembse, M.A.; Uppal, M.; Huang, S.H.; Dismukes, J.P. Designing supply chains: Towards theory development. Int. J. Prod. Econ. 2006, 100, 223–238. [Google Scholar] [CrossRef]
- Basu, R.; Wright, J.N. Total Supply Chain Management; Routledge: London, UK, 2010. [Google Scholar]
- Zeisler, A.; Bernhard, C.; Müller, J.M. Process Mining–Prerequisites and Their Applicability for Small and Medium-Sized Enterprises; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–12. [Google Scholar]
- Van Der Aalst, W.M.P.; Mining, P. Conformance and Enhancement of Business Processes; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Choueiri, A.C.; Santos, E.A.P. Multi-product scheduling through process mining: Bridging optimization and machine process intelligence. J. Intell. Manuf. 2021, 32, 1649–1667. [Google Scholar] [CrossRef]
- Lorenz, R.; Senoner, J.; Sihn, W.; Netland, T. Using process mining to improve productivity in make-to-stock manufacturing. Int. J. Prod. Res. 2021, 59, 4869–4880. [Google Scholar] [CrossRef]
- Agostinelli, S.; Benvenuti, D.; De Luzi, F.; Marrella, A. Big Data Pipeline Discovery through Process Mining: Challenges and Research Directions. ITBPM@ BPM 2021, 2952, 50–55. [Google Scholar]
- Burattin, A. Process Mining Techniques in Business Environments: Theoretical Aspects, Algorithms, Techniques and Open Challenges in Process Mining. In Lecture Notes in Business Information Processing; Springer International Publishing: Cham, Switzerland, 2015; Volume 207. [Google Scholar]
- Eggert, M.; Dyong, J. Applying Process Mining in Small and Medium Sized IT Enterprises—Challenges and Guidelines. In Business Process Management; Di Ciccio, C., Dijkman, R., Del Río Ortega, A., Rinderle-Ma, S., Eds.; Springer International Publishing: Cham, Switzerland, 2022; Volume 13420, pp. 125–142. [Google Scholar]
- Kipping, G.; Djurica, D.; Franzoi, S.; Grisold, T.; Marcus, L.; Schmid, S.; Brocke, J.V.; Mendling, J.; Röglinger, M. How to Leverage Process Mining in Organizations—Towards Process Mining Capabilities. In Lecture Notes in Computer Science: Business Process Management; Di Ciccio, C., Dijkman, R., Del Río Ortega, A., Rinderle-Ma, S., Eds.; Springer International Publishing: Cham, Switzerland, 2022; Volume 13420, pp. 40–46. [Google Scholar] [CrossRef]
- Kokkeler, C.J. PROMISE: Process Mining for SMEs: A Methodology. Master’s Thesis, University of Twente, Enschede, The Netherlands, 2023. [Google Scholar]
- Mamudu, A.; Bandara, W.; Wynn, M.T.; Leemans, S.J.J. A Process Mining Success Factors Model. In Business Process Management; Di Ciccio, C., Dijkman, R., Del Río Ortega, A., Rinderle-Ma, S., Eds.; Springer International Publishing: Cham, Switzerland, 2022; Volume 13420, pp. 143–160. [Google Scholar]
- Stertz, F.; Mangler, J.; Scheibel, B.; Rinderle-Ma, S. Expectations vs. Experiences—Process Mining in Small and Medium Sized Manufacturing Companies. In Business Process Management Forum; Polyvyanyy, A., Wynn, M.T., Van Looy, A., Reichert, M., Eds.; Springer International Publishing: Cham, Switzerland, 2021; Volume 427, pp. 195–211. [Google Scholar]
- Drakoulogkonas, P.; Apostolou, D. On the selection of process mining tools. Electronics 2021, 10, 451. [Google Scholar] [CrossRef]
- Van Der Aalst, W. Data Science in Action. In Process Mining; Springer: Berlin/Heidelberg, Germany, 2016; pp. 3–23. [Google Scholar]
- ISO 9001; Quality Management Systems. International Organization for Standardization: Geneve, Switzerland, 2015.
- Veit, F.; Geyer-Klingeberg, J.; Madrzak, J.; Haug, M.; Thomson, J. The Proactive Insights Engine: Process Mining meets Machine Learning and Artificial Intelligence. In Proceedings of the 15th International Conference on Business Process Management 2017, Demo Sessions, Barcelona, Spain, 10–15 September 2017; Available online: https://www.researchgate.net/profile/Jerome-Geyer-Klingeberg/publication/319550867_The_Proactive_Insights_Engine_Process_Mining_meets_Machine_Learning_and_Artificial_Intelligence/links/5b4f76ffaca27217ffa1f8a2/The-Proactive-Insights-Engine-Process-Mining-meets-Machine-Learning-and-Artificial-Intelligence.pdf (accessed on 10 February 2024).
- Geyer-Klingeberg, J.; Nakladal, J.; Baldauf, F.; Veit, F. Process Mining and Robotic Process Automation: A Perfect Match. In Proceedings of the Dissertation Award, Demonstration, and Industrial Track at BPM 2018 Co-Located with 16th International Conference on Business Process Management (BPM 2018), Sydney, Australia, 9–14 September 2018; pp. 124–131. Available online: https://ceur-ws.org/Vol-2196/BPM_2018_paper_28.pdf (accessed on 10 February 2024).
- Diba, K.; Batoulis, K.; Weidlich, M.; Weske, M. Extraction, correlation, and abstraction of event data for process mining. WIREs Data Min. Knowl. Discov. 2020, 10, e1346. [Google Scholar] [CrossRef]
- Graafmans, T.; Turetken, O.; Poppelaars, H.; Fahland, D. Process Mining for Six Sigma: A Guideline and Tool Support. Bus. Inf. Syst. Eng. 2021, 63, 277–300. [Google Scholar] [CrossRef]
- Mertens, K.; Bernerstätter, R.; Biedermann, H. Value stream mapping and process mining: A lean method supported by data analytics. In Proceedings of the Conference on Production Systems and Logistics: CPSL 2020, Stellenbosch, South Africa, 17–20 March 2020; publish-Ing: Hannover, Germany, 2020. [Google Scholar]
- Van Der Aalst, W.M. Process mining: Discovering and improving Spaghetti and Lasagna processes. In Proceedings of the 2011 IEEE Symposium on Computational Intelligence and Data Mining (CIDM), Paris, France, 11–15 April 2011; IEEE: Piscataway, NJ, USA, 2011; pp. 1–7. [Google Scholar]
- Mans, R.S.; Van Der Aalst, W.M.P.; Vanwersch, R.J.B. Process Mining in Healthcare: Evaluating and Exploiting Operational Healthcare Processes. In Springer Briefs in Business Process Management; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar]
- Van Der Aalst, W. Process Mining: Overview and Opportunities. ACM Trans. Manag. Inf. Syst. 2012, 3, 1–17. [Google Scholar] [CrossRef]
- Paul, J.; Khatri, P.; Kaur Duggal, H. Frameworks for developing impactful systematic literature reviews and theory building: What, Why and How? J. Decis. Syst. 2023, 1–14. [Google Scholar] [CrossRef]
- Paul, J.; Criado, A.R. The art of writing literature review: What do we know and what do we need to know? Int. Bus. Rev. 2020, 29, 101717. [Google Scholar] [CrossRef]
- Heidt, M.; Gerlach, J.P.; Buxmann, P. Investigating the Security Divide between SME and Large Companies: How SME Characteristics Influence Organizational IT Security Investments. Inf. Syst. Front. 2019, 21, 1285–1305. [Google Scholar] [CrossRef]
- Feldbacher, P.; Suppan, P.; Schweiger, C.; Singer, R. Business Process Management: A Survey among Small and Medium Sized Enterprises. In Communications in Computer and Information Science: S-BPM ONE—Learning by Doing—Doing by Learning; Schmidt, W., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; Volume 213, pp. 296–312. [Google Scholar] [CrossRef]
- Siccardi, S.; Sebastiani, C. Business Process Measurement in small enterprises after the installation of an ERP software. In SIMPDA; Citeseer: Princeton, NJ, USA, 2014; pp. 46–59. [Google Scholar]
- Almeida, P.; Bernardino, J. A Survey on Open Source Data Mining Tools for SMEs. In New Advances in Information Systems and Technologies; Rocha, Á., Correia, A.M., Adeli, H., Reis, L.P., Teixeira, M.M., Eds.; Springer International Publishing: Cham, Switzerland, 2016; Volume 444, pp. 253–262. [Google Scholar]
- Nebiaj, S. Compliance Analysis of an ERP System in an SME Based on Process Mining and Business Rules; Universität Koblenz-Landau: Mainz, Germany, 2019. [Google Scholar]
- Vom Brocke, J.; Jans, M.; Mendling, J.; Reijers, H.A. A Five-Level Framework for Research on Process Mining. Bus. Inf. Syst. Eng. 2021, 63, 483–490. [Google Scholar] [CrossRef]
- Gagné, M.; Sharma, P.; De Massis, A. The study of organizational behaviour in family business. Eur. J. Work Organ. Psychol. 2014, 23, 643–656. [Google Scholar] [CrossRef]
- Franco, M.; Lucas, M. Family management of SMEs: An organisational culture perspective. Int. J. Glob. Small Bus. 2016, 8, 18. [Google Scholar] [CrossRef]
- Chahal, H.; Sharma, A.K. Family Business in India: Performance, Challenges and Improvement Measures. J. New Bus. Ventur. 2020, 1, 9–30. [Google Scholar] [CrossRef]
- Darby, J.L.; Fugate, B.S.; Murray, J.B. The role of small and medium enterprise and family business distinctions in decision-making: Insights from the farm echelon. Decis. Sci. 2022, 53, 578–597. [Google Scholar] [CrossRef]
- Llach, J.; Nordqvist, M. Innovation in family and non-family businesses: A resource perspective. Int. J. Entrep. Ventur. 2010, 2, 381. [Google Scholar] [CrossRef]
- Heinicke, A. Performance measurement systems in small and medium-sized enterprises and family firms: A systematic literature review. J. Manag. Control 2018, 28, 457–502. [Google Scholar] [CrossRef]
- Giacosa, E.; Mazzoleni, A.; Usai, A. Business Process Management (BPM) How complementary BPM capabilities can build an ambidextrous state in business process activities of family firms. Bus. Process Manag. J. 2018, 24, 1145–1162. [Google Scholar] [CrossRef]
- Jacobs, D.E. An Approach to Assist Managers of SMEs to Benefit from Business Process Management. PhD Thesis, Vaal Triangle Campus, North-West University, Potchefstroom, South Africa, 2016. [Google Scholar]
- Classen, N.; Carree, M.; Van Gils, A.; Peters, B. Innovation in family and non-family SMEs: An exploratory analysis. Small Bus. Econ. 2014, 42, 595–609. [Google Scholar] [CrossRef]
- Paunović, M.; Ružičić, M.M.; Moravčević, M.L. Business process innovations in family firms: Evidence from Serbia. J. Fam. Bus. Manag. 2022, 13, 166–184. [Google Scholar] [CrossRef]
- Broekaert, W.; Andries, P.; Debackere, K. Innovation processes in family firms: The relevance of organizational flexibility. Small Bus. Econ. 2016, 47, 771–785. [Google Scholar] [CrossRef]
- Dutot, V.; Bergeron, F.; Calabrò, A. The impact of family harmony on family SMEs’ performance: The mediating role of information technologies. J. Fam. Bus. Manag. 2022, 12, 1131–1151. [Google Scholar] [CrossRef]
- Rozmi, A.N.A.; Razak, A.; Izhar, M.; Imran, A. Factors affecting SME owners in adopting ICT in business using thematic analysis. Int. J. Adv. Comput. Sci. Appl. 2020, 11. [Google Scholar] [CrossRef]
- Bach, M.P.; Vukšić, V.B.; Vugec, D.S.; Stjepić, A.-M. BPM and BI in SMEs: The role of BPM/BI alignment in organizational performance. Int. J. Eng. Bus. Manag. 2019, 11, 1847979019874182. [Google Scholar]
- Kotey, B. Goals, management practices, and performance of family SMEs. Int. J. Entrep. Behav. Res. 2005, 11, 3–24. [Google Scholar] [CrossRef]
- Reid, R.; Morrow, T.; Kelly, B.; McCartan, P. People management in SMEs: An analysis of human resource strategies in family and non-family businesses. J. Small Bus. Enterp. Dev. 2002, 9, 245–259. [Google Scholar] [CrossRef]
- Reid, R.S.; Adams, J.S. Human resource management–a survey of practices within family and non-family firms. J. Eur. Ind. Train. 2001, 25, 310–320. [Google Scholar] [CrossRef]
- de Lema, D.G.P.; Duréndez, A. Managerial behaviour of small and medium-sized family businesses: An empirical study. Int. J. Entrep. Behav. Res. 2007, 13, 151–172. [Google Scholar] [CrossRef]
- Lionzo, A.; Rossignoli, F. Knowledge integration in family SMEs: An extension of the 4I model. J. Manag. Gov. 2013, 17, 583–608. [Google Scholar] [CrossRef]
- Menkhoff, T.; Kay, L. Managing organizational change and resistance in small and medium-sized family firms. Res. Pract. Hum. Resour. Manag. 2000, 8, 153–172. [Google Scholar]
- Zuidema-Tempel, E.; Effing, R.; Van Hillegersberg, J. Bridging the Gap Between Process Mining Methodologies and Process Mining Practices: Comparing Existing Process Mining Methodologies with Process Mining Practices at Local Governments and Consultancy Firms in the Netherlands; Di Ciccio, C., Dijkman, R., Del Río Ortega, A., Rinderle-Ma, S., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; Volume 458, pp. 70–86. [Google Scholar]
- Van der Heijden, T.H.C. Process Mining Project Methodology: Developing a General Approach to Apply Process Mining in Practice. Master’s Thesis, School of Industrial Engineering, Eindhoven, The Netherlands, 2012. [Google Scholar]
- Van Eck, M.L.; Lu, X.; Leemans, S.J.J.; Van Der Aalst, W.M.P. PM2. A Process Mining Project Methodology. In Lecture Notes in Computer Science: Advanced Information Systems Engineering; Zdravkovic, J., Kirikova, M., Johannesson, P., Eds.; Springer International Publishing: Cham, Switzerland, 2015; Volume 9097, pp. 297–313. [Google Scholar] [CrossRef]
- Aguirre, S.; Parra, C.; Sepúlveda, M. Methodological proposal for process mining projects. Int. J. Bus. Process Integr. Manag. 2017, 8, 102. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Challenges Reported by Family SMEs |
|---|---|
| [11] | The main problems of applying PM projects successfully are (1) lack of interoperability of systems, (2) irrelevant events log (noise), (3) configuration of PM algorithms, (4) evaluation of the mined process, and (5) the need for the company and IS to be process-aware. For SMEs, three components should be modeled using the appropriate tools: artifacts, control flow, and actors. |
| [32] | The main challenges are (1) immature processes, (2) scarce resources, (3) low formalization levels, (4) limited assets, (5) embedded cultures, (6) short communication channels, (7) lack of managerial skills, and (8) short-term-based planning. |
| [33] | The main obstacles are that (1) the vast volume of data present in SME contexts is stronger than the actual data processing technologies and their applications and (2) open-source data mining tools such as KEEL, KNIME, and RapidMiner can effectively benefit SMEs. |
| [6] | The main factors affecting PM project success are organizational, employees, legality, means and resources, processes, information technology, and data. (2) Processes, information technology, and data are the most important challenges. |
| [34] | The primary obstacle is the technical aspects of developing a Workflow Management System. |
| [16] | Transparency, error avoidance, and decreased effort in documenting (digitalization) are the most perceived benefits of PM projects, while appropriate infrastructure and data collection operations present the main challenges. |
| [17] | The primary difficulty is the alignment of software characteristics with an organization’s needs. |
| [12] | The main barriers are (1) limited resources and (2) lower process maturity. |
| [15] | The main challenges are (1) support and involvement of stakeholders, (2) accessibility of information, (3) technical proficiency, (4) capabilities and features of PM tools, (5) organized PM approaches, (6) data and event log quality, (7) skills in project management, (8) training in PM project execution, and (9) skills in change management. |
| [14] | The study recognizes the same challenges as [12]: (1) the immaturity of processes, (2) lack of managerial and internal skills that can help evolve the processes, (3) high levels of informatization, (4) low quality of documentation, (5) lack of change management, and (6) high levels of changing the workforce. |
| [35] | The critical factors are that non-technical factors are also essential for the implementation and administration of PM and the creation and enhancement of algorithms. |
| [30] | The primary issue revolves around limited resources. |
| [31] | The primary challenge lies in less developed procedures. |
| [13] | The most important factor is the lack of skills and knowledge needed to scale up and successfully apply PM. |
| References | Specific Characteristics of Family SMEs |
|---|---|
| [36,55] | The embeddedness of the family dimension in the firm’s management. |
| [37,42] | The owner has a significant influence on organizational cultural and cognitive aspects, values, and abilities affect the company’s behavior. |
| [38] | Low performance levels compared to non-family businesses. |
| [39] | The reflection of family characteristics on operations and supply chain management decision-making. |
| [40] | The role of human, social, and marketing capital is weak. |
| [41] | The influence of the family dimension and exchange of knowledge in developing a sophisticated control system. |
| [43] | The lack of BPM skills. |
| [44,45,46] | Less research and development and change in processes and products. |
| [47,48,49] | Inadequate management and use of ICT, lack of BI, immature capabilities of analyzing data and generating knowledge. |
| [50,51,52] | Roles are not clear, staff may have different and multiple activities to accomplish. |
| [53] | Managers place less weight on employee training initiatives and strategic planning. |
| [54] | The absence of formal processes and systems. |
| Availability = (Operation Time/Loading Time) × 100% | 287/350 = 0.82 |
| Performance = (Actual Product X Ideal Cycle Time)/Operation Time × 100% | 275.63/287 = 0.96 |
| Quality = (Good Products − Total Defect)/Gross Products × 100% | 257.11/275.63 = 0.93 |
| OEE | 0.82 × 0.96 × 0.93 = 0.73 |
| Case | Batch | Date | Time Wasted | Production | Main Cause |
|---|---|---|---|---|---|
| 5 | 1st | 03-01 | 2 h 20 m | 96 | Delay in setting machines |
| 13 | 1st | 09-01 | 3 h 42 m | 61 | Shortage of aluminum foil |
| 14 | 2nd | 09-01 | 1 h 50 m | 121 | Malfunction in the packaging machine |
| 19 | 1st | 12-01 | 2 h | 87 | The slow pace of work |
| 21 | 1st | 15-01 | 1 h 45 m | 128 | Delay in setting machines |
| 31 | 1st | 23-01 | 4 h 30 m | 171 | Late-coming workers and slow performance |
| 34 | 2nd | 24-01 | 2 h 13 m | 64 | Late-coming workers |
| Sr. No. | Causes | Stop Time (m) | Percentage | % Cumulative |
|---|---|---|---|---|
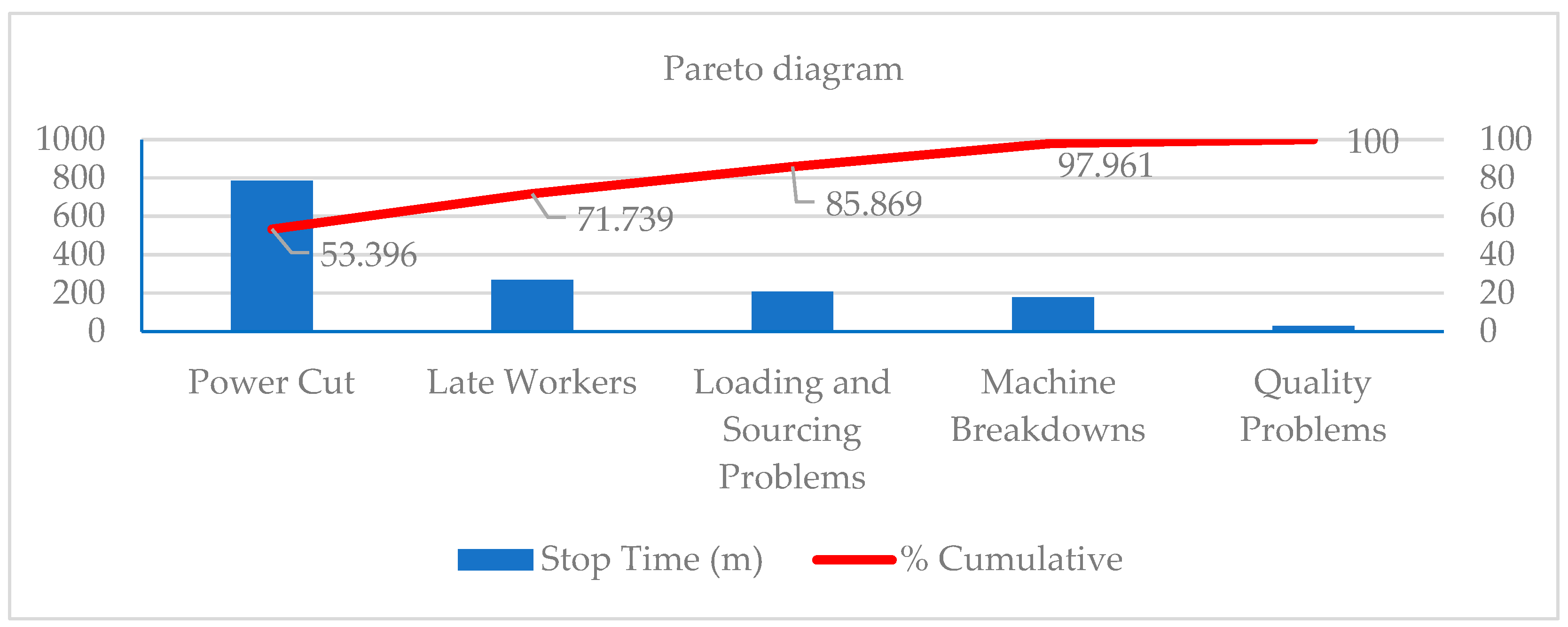
| 1 | Power Cut | 786 | 53.396 | 53.396 |
| 2 | Late Workers | 270 | 18.342 | 71.739 |
| 3 | Loading and Sourcing Problems | 208 | 14.1304 | 85.869 |
| 4 | Machine Breakdowns | 178 | 12.092 | 97.961 |
| 5 | Quality Problems | 30 | 2.038 | 100 |
| Total | 1472 | 100 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laghouag, A.; Zafrah, F.b.; Qureshi, M.R.N.M.; Sahli, A.A. Eliminating Non-Value-Added Activities and Optimizing Manufacturing Processes Using Process Mining: A Stock of Challenges for Family SMEs. Sustainability 2024, 16, 1694. https://doi.org/10.3390/su16041694
Laghouag A, Zafrah Fb, Qureshi MRNM, Sahli AA. Eliminating Non-Value-Added Activities and Optimizing Manufacturing Processes Using Process Mining: A Stock of Challenges for Family SMEs. Sustainability. 2024; 16(4):1694. https://doi.org/10.3390/su16041694
Chicago/Turabian StyleLaghouag, Abderrazak, Faiz bin Zafrah, Mohamed Rafik Noor Mohamed Qureshi, and Alhussain Ali Sahli. 2024. "Eliminating Non-Value-Added Activities and Optimizing Manufacturing Processes Using Process Mining: A Stock of Challenges for Family SMEs" Sustainability 16, no. 4: 1694. https://doi.org/10.3390/su16041694
APA StyleLaghouag, A., Zafrah, F. b., Qureshi, M. R. N. M., & Sahli, A. A. (2024). Eliminating Non-Value-Added Activities and Optimizing Manufacturing Processes Using Process Mining: A Stock of Challenges for Family SMEs. Sustainability, 16(4), 1694. https://doi.org/10.3390/su16041694