

Environmentally Sustainable Offset Prints Exposed to Thermal Aging and NO2


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
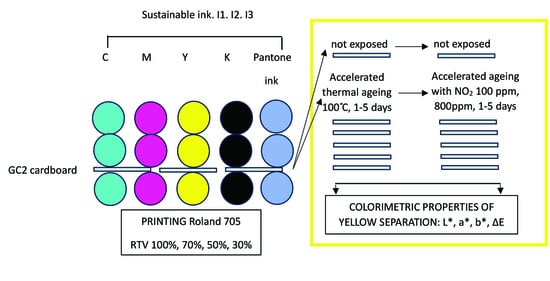
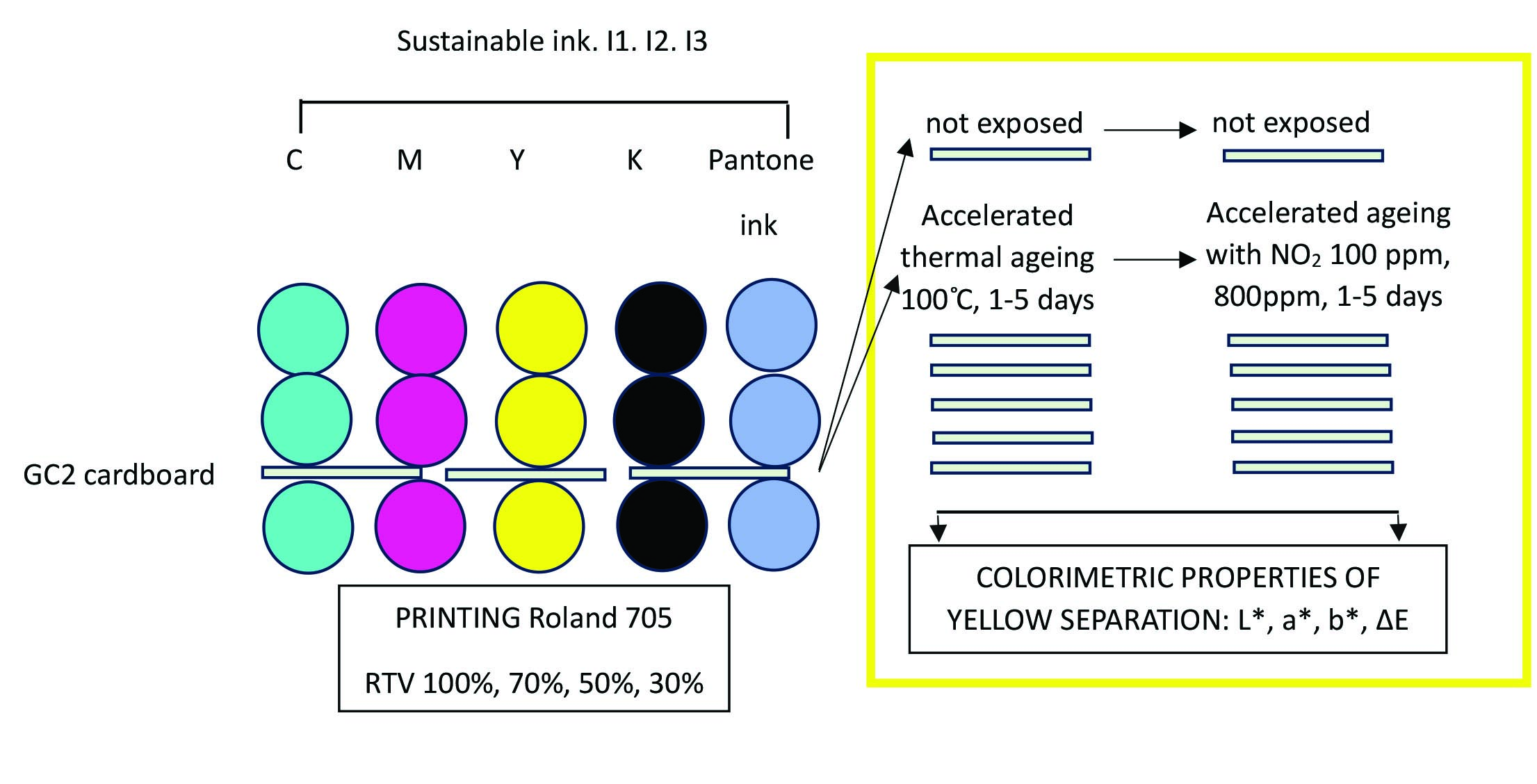
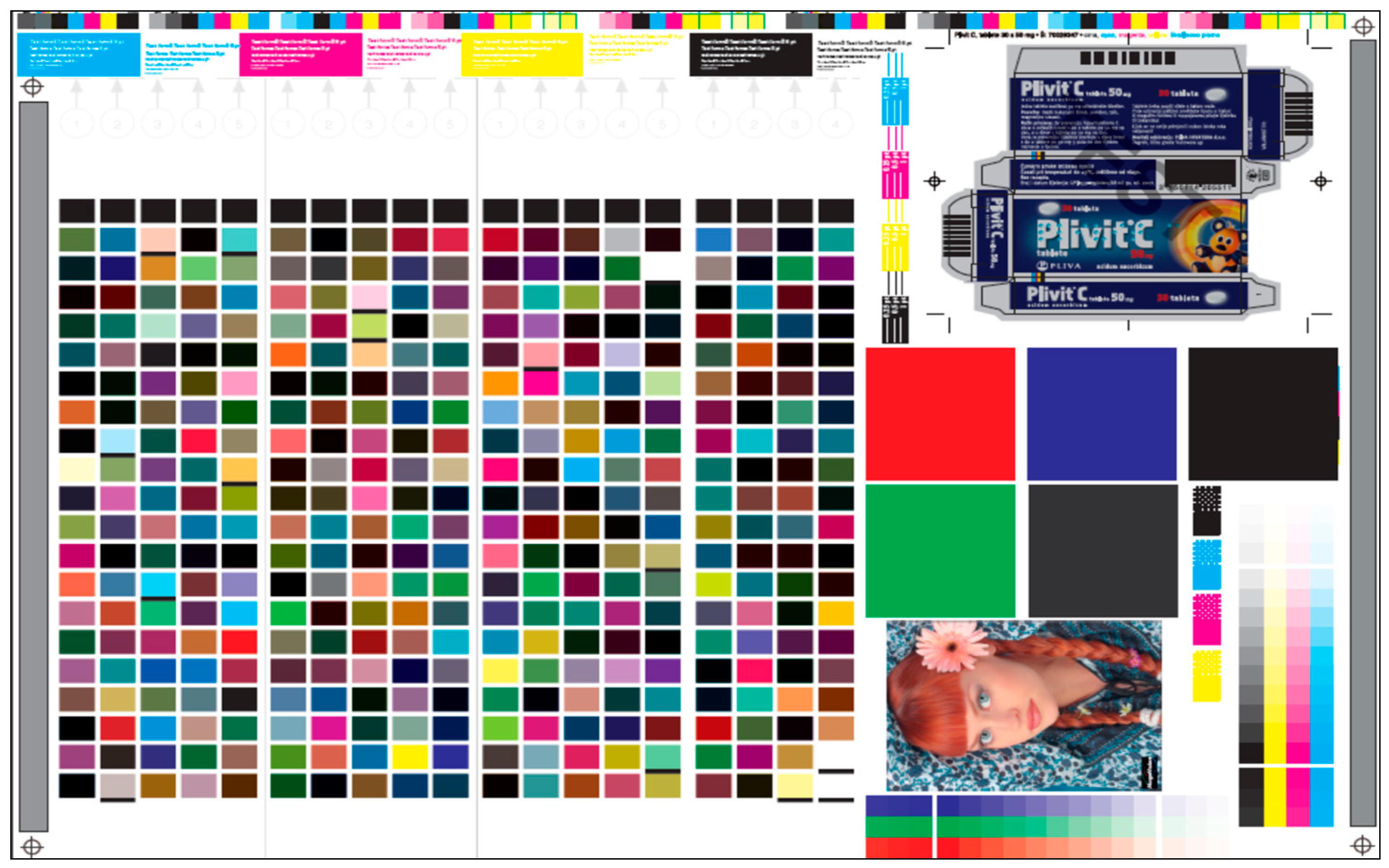
2.2.1. Design a Test Form
2.2.2. Offset Printing
2.2.3. The Method of Accelerated Thermal Aging without and with NO2 Exposure
2.2.4. Determination of Optical Properties
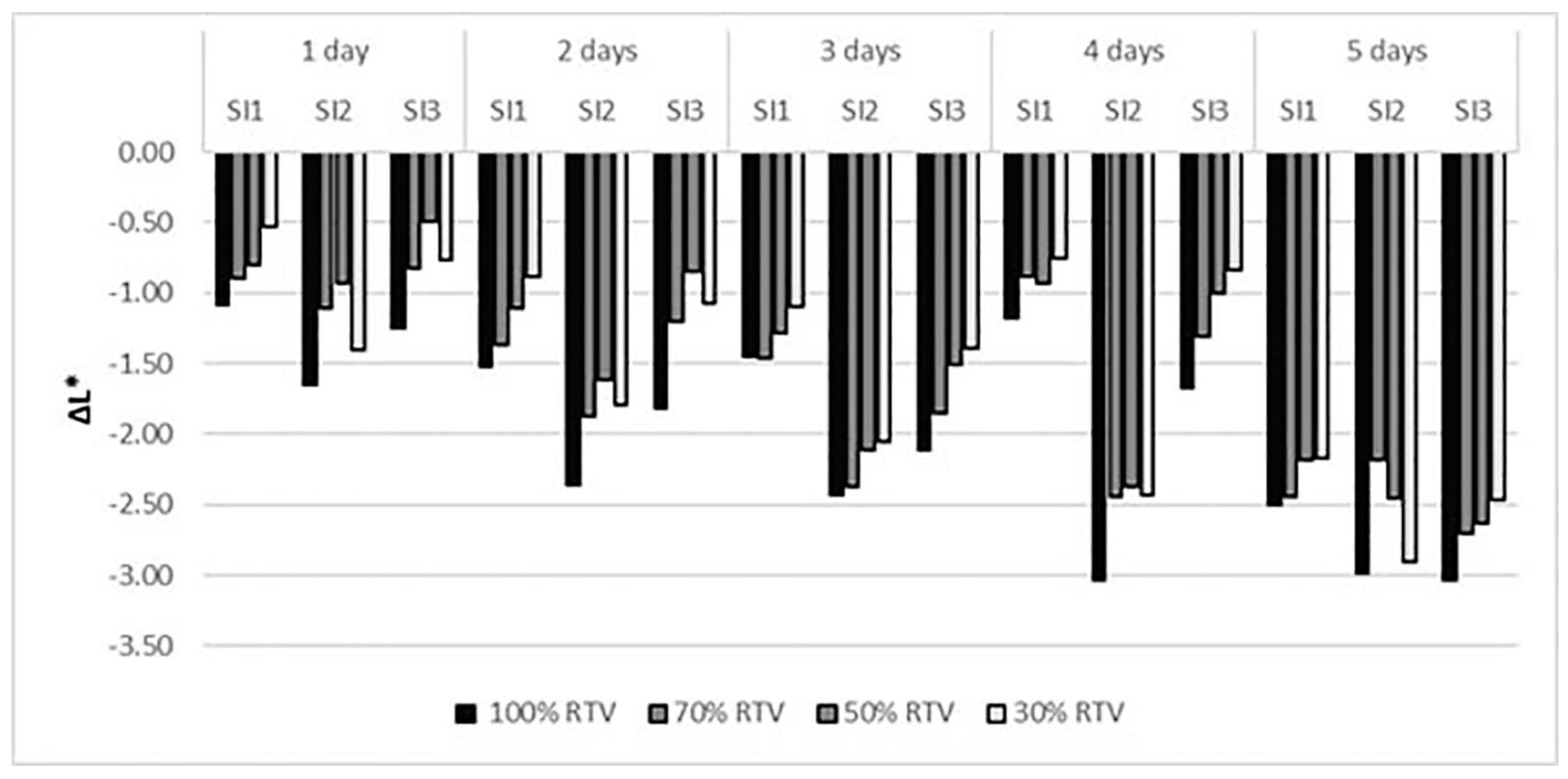
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy—A new sustainability paradigm? J. Clean Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the circular economy: An analysis of 114 definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Kalmykova, Y.; Sadagopan, M.; Rosado, L. Circular economy—From review of theories and practices to development of implementation tools. Resour. Conserv. Recycl. 2018, 135, 190–201. [Google Scholar] [CrossRef]
- Park, J.S. Cyclical environments drive variation in life-history strategies: A general theory of cyclical phenology. Proc. R Soc. B Biol. Sci. 2019, 286, 20190214. [Google Scholar] [CrossRef] [PubMed]
- Stefanakis, A.; Nikolaou, I. (Eds.) Circular economy and sustainability. In Volume 1: Management and Policy; Elsevier: Amsterdam, The Netherlands, 2022; 674p. [Google Scholar]
- Sariatli, F. Linear Economy Versus Circular Economy: A Comparative and Analyzer Study for Optimization of Economy for Sustainability. Visegr. J. Bioecon. Sustain. Dev. 2017, 6, 31–34. [Google Scholar] [CrossRef]
- Neves, S.A.; Marques, A.C. Drivers and barriers in the transition from a linear economy to a circular economy. J. Clean Prod. 2022, 341, 130865. [Google Scholar] [CrossRef]
- Henderson, J.V.; Squires, T.; Storeygard, A.; Weil, D. The Global Distribution of Economic Activity: Nature, History, and the Role of Trade1. Q. J. Econ. 2018, 133, 357–406. [Google Scholar] [CrossRef] [PubMed]
- Murray, A.; Skene, K.; Haynes, K. The Circular Economy: An Interdisciplinary Exploration of the Concept and Application in a Global Context. J. Bus. Ethics 2017, 140, 369–380. [Google Scholar] [CrossRef]
- Loiseau, E.; Saikku, L.; Antikainen, R.; Droste, N.; Hansjürgens, B.; Pitkänen, K.; Leskinen, P.; Kuikman, P.; Thomsen, M. Green economy and related concepts: An overview. J. Clean Prod. 2016, 139, 361–371. [Google Scholar] [CrossRef]
- D’Amato, D.; Droste, N.; Allen, B.; Kettunen, M.; Lähtinen, K.; Korhonen, J.; Leskinen, P.; Matthies, B.D.; Toppinen, A. Green, circular, bio economy: A comparative analysis of sustainability avenues. J. Clean Prod. 2017, 168, 716–734. [Google Scholar] [CrossRef]
- Duchin, F.; Levine, S.H. The recovery of products and materials for reuse: The global context of resource management. Resour. Conserv. Recycl. 2019, 145, 422–447. [Google Scholar] [CrossRef]
- Vermeșan, H.; Tiuc, A.E.; Purcar, M. Advanced Recovery Techniques for Waste Materials from IT and Telecommunication Equipment Printed Circuit Boards. Sustainability 2019, 12, 74. [Google Scholar] [CrossRef]
- Hagelüken, C.; Goldmann, D. Recycling and circular economy—Towards a closed loop for metals in emerging clean technologies. Miner Econ. 2022, 35, 539–562. [Google Scholar] [CrossRef]
- Song, Q.; Li, J.; Zeng, X. Minimizing the increasing solid waste through zero waste strategy. J. Clean Prod. 2015, 104, 199–210. [Google Scholar] [CrossRef]
- Kirchherr, J.; Yang, N.H.N.; Schulze-Spüntrup, F.; Heerink, M.J.; Hartley, K. Conceptualizing the Circular Economy (Revisited): An Analysis of 221 Definitions. Resour. Conserv. Recycl. 2023, 194, 107001. [Google Scholar] [CrossRef]
- Cholewa, M.; Minh, L.H.B. PLM Solutions in the Process of Supporting the Implementation and Maintenance of the Circular Economy Concept in Manufacturing Companies. Sustainability 2021, 13, 10589. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Bocken, N.M.P.; Hultink, E.J. Design thinking to enhance the sustainable business modelling process—A workshop based on a value mapping process. J. Clean Prod. 2016, 135, 1218–1232. [Google Scholar] [CrossRef]
- Morales, M.E.; Batlles-delaFuente, A.; Cortés-García, F.J.; Belmonte-Ureña, L.J. Theoretical Research on Circular Economy and Sustainability Trade-Offs and Synergies. Sustainability 2021, 13, 11636. [Google Scholar] [CrossRef]
- Nikolaou, I.E.; Jones, N.; Stefanakis, A. Circular Economy and Sustainability: The Past, the Present and the Future Directions. Circ. Econ. Sustain. 2021, 1, 1–20. [Google Scholar] [CrossRef]
- Barros, M.V.; Salvador, R.; Do Prado, G.F.; De Francisco, A.C.; Piekarski, C.M. Circular economy as a driver to sustainable businesses. Clean Environ. Syst. 2021, 2, 100006. [Google Scholar] [CrossRef]
- Kuhlman, T.; Farrington, J. What is Sustainability? Sustainability 2010, 2, 3436–3448. [Google Scholar] [CrossRef]
- Dusastre, V.; Martiradonna, L. Materials for sustainable energy. Nat. Mater. 2017, 16, 15. [Google Scholar] [CrossRef] [PubMed]
- Bolanča, Z.; Bolanča Mirković, I. Development and ecological sustainability in the field of graphics technology. Annu. Croat. Acad. Eng. 2016, 1, 41–56. [Google Scholar]
- Mirković, I.B.; Medek, G.; Bolanča, Z. Ecologically Sustainable Printing: Aspects of Printing Materials. Teh Vjesn—Tech Gaz. 2019. Available online: https://api.semanticscholar.org/CorpusID:198484833 (accessed on 1 November 2023).
- Perks, H.; Cooper, R.; Jones, C. Characterizing the Role of Design in New Product Development: An Empirically Derived Taxonomy *. J. Prod. Innov. Manag. 2005, 22, 111–127. [Google Scholar] [CrossRef]
- Svanes, E.; Vold, M.; Møller, H.; Pettersen, M.K.; Larsen, H.; Hanssen, O.J. Sustainable packaging design: A holistic methodology for packaging design. Packag. Technol. Sci. 2010, 23, 161–175. [Google Scholar] [CrossRef]
- Sidelnikov, I.; Brom, A.; Omelchenko, I. The influence of the use of composite materials on the rationing of material resources in mechanical engineering. IOP Conf. Ser. Mater. Sci. Eng. 2020, 934, 012008. [Google Scholar] [CrossRef]
- Camocho, D.G.; Vicente, J.; Ferreira, A.M. Circular and Sustainable Design: A systemic design model for the transition to a circular and sustainable economy. DISCERN Int. J. Des. Soc. Change Sustain. Innov. Entrep. 2020, 1, 1–11. [Google Scholar]
- Mathew, A.P.; MacTavish, T.; Donovan, J.; Boer, L. Materialities influencing the design process. In Proceedings of the 8th ACM Conference on Designing Interactive Systems, Aarhus, Denmark, 16–20 August 2010; pp. 444–445. [Google Scholar]
- Ashby, M.; Johnson, K. The art of materials selection. Mater. Today 2003, 6, 24–35. [Google Scholar] [CrossRef]
- Černič, M.; Dolenc, J.; Scheicher, L. Permanence and durability of digital prints on paper. Appl. Phys. A 2006, 83, 589–595. [Google Scholar] [CrossRef]
- Kazlauciunas, A. Photorealistic ink-jet digital printing—factors influencing image quality, image stability and print durability. Color Technol. 2010, 126, 315–324. [Google Scholar] [CrossRef]
- Fricker, A.; Hodgson, A.; Townsend, J.; Woods, C. Humidity Sensitivity of Inkjet Prints. E-Preserv. Sci. 2013, 9, 2012. [Google Scholar]
- McCormick-Goodhart, M.H.; Wilhelm, H. New Test Methods for Evaluating the Humidity-Fastness of Inkjet Prints. 2005. Available online: https://api.semanticscholar.org/CorpusID:17823892 (accessed on 23 November 2023).
- Brown, K.C.; Jacobson, R.E. Archival Permanence of Holograms? J. Photogr. Sci. 1985, 33, 177–182. [Google Scholar] [CrossRef]
- Olsson, R.; Yang, L.; van Stam, J.; Lestelius, M. Effects of elevated temperature on flexographic printing. In Proceedings of the 34th Research Conference of IARIGAI, Grenoble, France, 9 September 2007. [Google Scholar]
- Hofmann, M.; Hofmann-Sievert, R. Spectral Light Fading of Inkjet Prints. Heritage 2022, 5, 4061–4073. [Google Scholar] [CrossRef]
- Farke, M.; Binetti, M.; Hahn, O. Light damage to selected organic materials in display cases: A study of different light sources. Stud. Conserv. 2016, 61 (Suppl. S1), 83–93. [Google Scholar] [CrossRef]
- Lerwill, A.; Brookes, A.; Townsend, J.H.; Hackney, S.; Liang, H. Micro-fading spectrometry: Investigating the wavelength specificity of fading. Appl. Phys. A 2015, 118, 457–463. [Google Scholar] [CrossRef]
- Ibrahim, I.D.; Hamam, Y.; Sadiku, E.R.; Ndambuki, J.M.; Kupolati, W.K.; Jamiru, T.; Eze, A.A.; Snyman, J. Need for Sustainable Packaging: An Overview. Polymers 2022, 14, 4430. [Google Scholar] [CrossRef] [PubMed]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-Based Packaging: Materials, Modifications, Industrial Applications and Sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef] [PubMed]
- Burge, D.; Gordeladze, N.; Bigourdan, J.L.; Nishimura, D. Effects of Nitrogen Dioxide on the Various Digital Print Technologies: Photographs and Documents. NIP Digit. Fabr. Conf. 2011, 27, 205–208. [Google Scholar] [CrossRef] [PubMed]
- Adelstein, P.; Zinn, E.; Reilly, J. Effect of Atmospheric Pollution on Paper Stability. J. Pulp. Pap. Sci. 2003, 29, 21–28. [Google Scholar]
- Davydov, E.; Gaponova, I.; Pariiskii, G.; Pokholok, T.; Zaikov, G. Reactivity of Polymers on Exposure to Nitrogen Dioxide. Chem. Chem. Technol. 2010, 4, 281–290. [Google Scholar] [CrossRef]
- Slugić, A.; Puhalo, M.; Majnarić, I.; Bolanča Mirković, I.; Rehakova, M. The Influence of NOx on the Stability of the White Colored Inkjet Prints. 2014, pp. 140–145. Available online: https://www.croris.hr/crosbi/publikacija/prilog-skup/609422 (accessed on 25 December 2023).
- DIN 19303:2011-03; Karton-Begriffe und Sorteneinteilungen. Beuth Verlag GmbH: Berlin, Germany, 2023. Available online: https://www.beuth.de/de/-/-/138114034 (accessed on 25 December 2023).
- Hao, X.X.; Wei, N.; Sun, C. Preparation of Paper-Based Printing Plate and its Ink-Water Balance Performance Analysis. Adv. Mater. Res. 2013, 765–767, 156–159. [Google Scholar] [CrossRef]
- Rossitza, S. Offset Printing without Isopropyl Alcohol in Damping Solution. Energy Procedia 2015, 74, 690–698. [Google Scholar] [CrossRef][Green Version]
- Tuan Phung, A.; Nguyen, Q.H.; Quyen Duong, H.; Cao, H.H. Study of wetting on the non-image area of offset printing plates by an alternative iso-propyl alcohol-free fountain solution. ASEAN Eng. J. 2021, 10, 50–57. Available online: https://journals.utm.my/aej/article/view/16596 (accessed on 25 December 2023). [CrossRef]
- Aydemir, C.; Yenidoğan, S. The influence of surface tension on wetting in dampening solution and sustainability of printing: A review. J. Graph. Eng. Des. JGED 2019, 10, 5–11. [Google Scholar] [CrossRef]
- ISO 5630-5:2008; Paper and Board. Accelerated Ageing: Part 5: EXPOSURE to Elevated Temperature at 100 Degrees C. International Organization for Standardization: Geneva, Switzerland, 2008. Available online: https://www.iso.org/standard/37577.html (accessed on 22 March 2023).
- ISO 5630-6:2009; Paper and Board. Accelerated Ageing: Part 6: Exposure to Atmospheric Pollution (Nitrogen Dioxide). International Organization for Standardization: Geneva, Switzerland, 2009. Available online: https://www.iso.org/standard/42051.html (accessed on 15. March 2023).
- ISO/CIE 11664-3:2019|EN ISO/CIE 11664-3:2019; Colorimetry: Part 3: CIE Tristimulus Values. Vernier, International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://https://www.iso.org/standard/74165.html (accessed on 13 March 2023).
- ISO/CIE 11664-6:2022|EN ISO/CIE 11664-6:2022; Colorimetry: Part 6: CIEDE2000 Colour-Difference Formula. Vernier, International Organization for Standardization: Geneva, Switzerland, 2022. Available online: https://www.iso.org/standard/82662.html (accessed on 11 March 2023).
- ISO 2470-1:2016; Paper, Board and Pulps: Measurement of Diffuse Blue Reflectance Factor: Part 1: Indoor Daylight Conditions (ISO Brightness). Vernier, International Organization for Standardization: Geneva, Switzerland, 2022. Available online: https://www.iso.org/standard/69090.html (accessed on 9 March 2023).
- ISO 2471:2008; Paper and Board; Determination of Opacity (Paper Backing): Diffuse Reflectance Method. Vernier, International Organization for Standardization: Geneva, Switzerland, 2008. Available online: https://www.iso.org/standard/39771.html (accessed on 7 March 2023).
- ISO 11475:2017; Standardization IO for Paper and Board. Determination of CIE Whiteness, D65/10 Degrees (Outdoor Daylight). Vernier, International Organization for Standardization: Geneva, Switzerland, 2017. Available online: https://www.iso.org/standard/63614.html (accessed on 5 March 2023).
- Area, M.C.; Cheradame, H. Paper aging and degradation: Recent findings and research methods. BioResources 2011, 6, 5307–5337. [Google Scholar] [CrossRef]
- Feller, R.L. Accelerated Aging: Photochemical and Thermal Aspects; Getty Publications: Los Angeles, CA, USA, 1995. [Google Scholar]
- Porck, H.J.; European Commission on Preservation and Access. Rate of Paper Degradation: The Predictive Value of Artificial Aging Tests. 2000. Available online: https://ica-new-validation.accelance.net/sites/default/files/WG_2000_PAAG-rate-of-paper-degradation_EN.pdf (accessed on 12 February 2024).
- Zervos, S.; Moropoulou, A. Cotton cellulose ageing in sealed vessels. Kinetic model of autocatalytic depolymerization. Cellulose 2005, 12, 485–496. [Google Scholar] [CrossRef]
- Calvini, P.; Gorassini, A.; Merlani, A.L. On the kinetics of cellulose degradation: Looking beyond the pseudo zero order rate equation. Cellulose 2008, 15, 193–203. [Google Scholar] [CrossRef]
- Erhardt, D.; Mecklenburg, M.F. Accelerated vs natural aging: Effect of aging conditions on the aging process of cellulose. MRS Online Proc. Libr. OPL 1995, 352, 247. [Google Scholar] [CrossRef]
- Łojewski, T.; Miśkowiec, P.; Molenda, M.; Lubańska, A.; Łojewska, J. Artificial versus natural ageing of paper. Water role in degradation mechanisms. Appl. Phys. A 2010, 100, 625–633. [Google Scholar] [CrossRef]
- Zervos, S. Natural and accelerated ageing of cellulose and paper: A literature review. Cellul. Struct. Prop. Deriv. Ind. Uses 2010, 155–203. [Google Scholar]
- Havermans, J. Effects of air pollutants on the accelerated ageing of cellulose-based materials. Int. J. Preserv. Libr. Arch. Mater. 1995, 16, 209–233. [Google Scholar] [CrossRef]
- Williams, E.L.; Grosjean, D. Exposure of deacidified and untreated paper to ambient levels of sulfur dioxide and nitrogen dioxide: Nature and yields of reaction products. J. Am. Inst. Conserv. 1992, 31, 199–212. [Google Scholar] [CrossRef]
- Gordeladze, N.; Burge, D.; Gamm, B.M. Further Observations of Ozone and Nitrogen Dioxide Pre-Dosed Digital Prints Over Time. J. Imaging Sci. Technol. 2012, 56, 060505-1–060505-10. [Google Scholar] [CrossRef]
- Havlínová, B.; Babiaková, D.; Brezová, V.; Ďurovič, M.; Novotná, M.; Belányi, F. The stability of offset inks on paper upon ageing. Dye. Pigment. 2002, 54, 173–188. [Google Scholar] [CrossRef]
- Debeljak, M.; Gregor-Svetec, D. Optical and color stability of aged specialty papers and ultraviolet cured ink jet prints. J. Imaging Sci. Technol. 2010, 54, 060402–060402-9. [Google Scholar] [CrossRef]
- Herbst, W.; Hunger, K. Industrial Organic Pigments: Production, Properties, Applications; John Wiley & Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- Groeneveld, I.; Kanelli, M.; Ariese, F.; van Bommel, M.R. Parameters that affect the photodegradation of dyes and pigments in solution and on substrate–An overview. Dye. Pigment. 2023, 210, 110999. [Google Scholar] [CrossRef]
- Aydemir, C.; Yenidoğan, S. Light fastness of printing inks: A review. J. Graph. Eng. Des. JGED 2018, 9, 209–233. [Google Scholar] [CrossRef]
- Roy, A.S.; Bhattacharjee, M.; Mondal, R.; Ghosh, S. Development of mineral oil free offset printing ink using vegetable oil esters. J. Oleo Sci. 2007, 56, 623–628. [Google Scholar] [CrossRef] [PubMed]
- Park, J.M.; Kim, Y.H.; Kim, S.B. Development of solvent-free offset ink using vegetable oil esters and high molecular-weight resin. J. Oleo Sci. 2013, 62, 345–352. [Google Scholar] [CrossRef] [PubMed]
- Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions Closing the Loop—An EU Action Plan for the Circular Economy. 2015. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:52015DC0614 (accessed on 14 October 2023).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Sample | Ink | Label |
|---|---|---|
| Prints | I1 | SI1 |
| I2 | SI2 | |
| I3 | SI3 |
| L* | a* | b* | ||
|---|---|---|---|---|
| Prints Accelerated thermal aging | Standard deviation | 0.025 | 0.025 | 0.025 |
| Variance | 0.015 | 0.001 | 0.001 | |
| Accelerated thermal aging + 100 ppm NO2 | Standard deviation | 0.020 | 0.006 | 0.032 |
| Variance | 0.001 | 0.001 | 0.001 | |
| Accelerated thermal aging + 800 ppm NO2 | Standard deviation | 0.025 | 0.015 | 0.045 |
| Variance | 0.001 | 0.001 | 0.001 |
| L* | a* | b* | ||
|---|---|---|---|---|
| Prints Accelerated thermal aging | Standard deviation | 0.020 | 0.006 | 0.026 |
| Variance | 0.001 | 0.001 | 0.001 | |
| Accelerated thermal aging + 100 ppm NO2 | Standard deviation | 0.025 | 0.010 | 0.040 |
| Variance | 0.001 | 0.001 | 0.001 | |
| Accelerated thermal aging + 800 ppm NO2 | Standard deviation | 0.025 | 0.006 | 0.036 |
| Variance | 0.001 | 0.001 | 0.001 |
| L* | a* | b* | ||
|---|---|---|---|---|
| Prints Accelerated thermal aging | Standard deviation | 0.025 | 0.006 | 0.020 |
| Variance | 0.001 | 0.001 | 0.001 | |
| Accelerated thermal aging + 100 ppm NO2 | Standard deviation | 0.015 | 0.010 | 0.049 |
| Variance | 0.001 | 0.001 | 0.001 | |
| Accelerated thermal aging + 800 ppm NO2 | Standard deviation | 0.053 | 0.006 | 0.031 |
| Variance | 0.001 | 0.001 | 0.001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirković, I.B.; Medek, G.; Bolanča, Z.; Reháková, M. Environmentally Sustainable Offset Prints Exposed to Thermal Aging and NO2. Sustainability 2024, 16, 1681. https://doi.org/10.3390/su16041681
Mirković IB, Medek G, Bolanča Z, Reháková M. Environmentally Sustainable Offset Prints Exposed to Thermal Aging and NO2. Sustainability. 2024; 16(4):1681. https://doi.org/10.3390/su16041681
Chicago/Turabian StyleMirković, Ivana Bolanča, Goran Medek, Zdenka Bolanča, and Milena Reháková. 2024. "Environmentally Sustainable Offset Prints Exposed to Thermal Aging and NO2" Sustainability 16, no. 4: 1681. https://doi.org/10.3390/su16041681
APA StyleMirković, I. B., Medek, G., Bolanča, Z., & Reháková, M. (2024). Environmentally Sustainable Offset Prints Exposed to Thermal Aging and NO2. Sustainability, 16(4), 1681. https://doi.org/10.3390/su16041681