Abstract
With the burgeoning landscape of new enterprises and business paradigms, industrial and trade enterprises are facing escalating pressure to ensure operational safety. Conventional safety management mechanisms have proven to be inadequate for adapting to the dynamic market demands and intricacies of modern production environments. To improve safety management practices, this study integrates complex network theory to dissect the causal chains underlying accidents in industry and trade enterprises. A network model is established to elucidate the factors contributing to accidents and leverage datasets from safety inspections to construct a repository of latent safety risks. To address deficiencies in extant safety frameworks, a comprehensive safety management evaluation system is formulated, comprising ten primary evaluation indices and 30 secondary metrics. Based on the established frameworks, such as ISO 45001 for occupational health and safety management systems (OHSMS), standardized safety production protocols, and risk hierarchical management and control systems and hidden hazard identification and treatment systems (dual prevention systems), a holistic safety management system (SMS) is synthesized on the basis of system-theoretic accident model and process (STAMP) theory. This systematic approach culminates in a robust framework tailored to modern industrial and trade enterprises, fostering flexibility and efficacy in safety management capabilities. This case analysis underscores the model’s ability to enhance its safety management proficiency, thereby amplifying its relevance in fortifying enterprise operations and fostering sustainable growth. This study represents a pivotal step toward augmenting safety management capacities within the industrial and trade enterprises to safeguard enterprise vitality and advance sustainable business practices.
1. Introduction
The industrial and trade enterprises constitute a vital segment of China’s national economy and are characterized by unique production environments and processes, where safety has always been paramount [1,2]. However, the breadth and diversity within these enterprises, which span broad fields and encompass numerous enterprises with significant differences, have led to a pervasive weakness in foundational safety management among Chinese industry and trade enterprises [3,4]. This weakness manifests in the form of suboptimal safety standards for employees and persistent issues stemming from extensive modes of production and operational management, which frequently culminate in severe accidents [5,6]. Given the increasingly intricate and competitive landscape faced by industrial and trading enterprises, the establishment and enhancement of a robust safety management system (SMS) has emerged as imperative. Such initiatives are not merely reactive measures but are also fundamental to fostering sustainable enterprise development [7,8,9].
The security and operational stability of large-scale infrastructure and modern enterprises hinge significantly on the establishment and implementation of robust SMSs. Nevertheless, traditional SMS frameworks encounter numerous challenges, including issues related to asymmetric information, inflexible management systems, and incomplete risk control [10,11,12]. As a prevalent method for assessing safety performance, SMSs guide enterprises in aligning their production operations with regulatory standards [13,14]. Although specific SMS requirements vary across industries and regulatory environments, they generally adhere to a fundamental framework. Key components essential to any SMS include the identification of safety hazards, implementation of corrective measures to uphold safety standards, continual monitoring and periodic evaluation of safety performance, and ongoing enhancement of overall SMS effectiveness [15]. The pivotal dimensions of an SMS encompass critical elements, such as formulating safety policy, fostering employee engagement through incentives, enhancing employee competencies through training and development, facilitating the effective communication and dissemination of risk information and control measures, developing proactive measures for prevention and emergency response, and adopting rigorous control and review mechanisms [16,17]. Hence, the cornerstone of establishing an effective SMS lies in meticulously determining the appropriate hazard identification and control measures.
To date, numerous hazard and risk analysis theories have been developed by scholars, predominantly focusing on methodologies aimed at identifying the underlying causes of accidents [18]. However, merely identifying root causes without carrying out effective safety control procedures may still lead to new accidents stemming from other causes, potentially resulting in severe casualties [19,20]. In contrast to conventional hazard and risk control or accident analysis theories, the system-theoretic accident model and process (STAMP) theory introduced by Leveson represents a transformative approach to system safety. STAMP theory shifts the focus from mere failure prevention to the implementation of behavioral safety constraints [21,22,23]. STAMP theory introduces a novel perspective on safety management by attributing accidents to unsafe interactions among system components and emphasizing the robustness and sufficiency of safety constraints. Given its merits, STAMP theory has been widely adopted in security analysis and management across diverse domains, underscoring its critical role and advantages in system security practices [24,25,26].
Accordingly, by leveraging the insights of STAMP theory, this study develops a comprehensive safety management evaluation index system and safety management framework tailored to industrial and trade enterprises. These frameworks, which encompass facets such as safety standardization, dual prevention systems, and fundamental safety management, are designed to systematically address the key factors impacting safety management at a systemic level. By applying the STAMP theory, this research delves into understanding and analyzing the critical elements of safety management within industrial and trade enterprises. This systematic approach enables the formulation of appropriate safety management strategies, ensuring the methodical enhancement of safety protocols. The results of this study are expected to provide indispensable guidance to industrial and trade enterprises, aiding the establishment of robust and dependable modern SMSs. Ultimately, these efforts aim to bolster production efficiency, mitigate accident risks, and foster sustainable development.
2. System Analysis Based on the STAMP Model
2.1. Security Constraints
In contrast to traditional accident causation theories, which typically conceptualize accidents as linear event chains or breakdowns of structural components, STAMP theory transcends this reductionist view, which mitigates the inherent subjectivity in the arbitrary selection of events or event sequences, offering a more holistic analysis of risks and accident-related phenomena. STAMP theory underscores the paramount importance of imposing safety constraints throughout the entirety of system operations, encompassing safety policies, goals, and culture. This approach supersedes the conventional focus on controlling discrete failure events and advocates instead for a comprehensive framework of systemic safety management.
(1) Safety Policy
Safety First: Prioritize safety in production and operations, ensuring that employees’ lives and health are safeguarded.
Proactive Prevention: Implementation of preventive measures, such as regular safety training, rigorous equipment maintenance, and adherence to safe operating procedures to avoid accidents.
Comprehensive Management: Employ multitiered safety management strategies, including technical and managerial measures and personnel training, to create an integrated SMS.
Employee Involvement: Emphasizes that every employee is both a participant and a supervisor of safety efforts, encouraging active engagement in safety management activities to collectively uphold the enterprise’s safety and stability.
(2) Safety Objective
Accident Prevention: Minimize the number of personal injuries and amount of equipment damage by enhancing safety training and education, thereby strengthening safety awareness.
Risk Avoidance: Establish a robust safety risk assessment and control mechanism to promptly identify and eliminate hazards, ensuring a safe and manageable production process.
Continuous Improvement: Increasing the SMS, promoting the implementation and awareness of safety policies, and increasing the degree of safety consciousness and competency of employees to foster ongoing improvements in enterprise safety management.
(3) SafetyCulture
Responsibility Awareness: Emphasize that safety culture extends beyond individual accountability to encompass team collaboration and organizational systems. Employees should be mindful of their own actions while recognizing how organizational policies, leadership, and systemic factors influence overall safety performance.
Safety Education: Conduct systematic safety training and education to increase employees’ understanding of safety practices and their ability to respond to emergencies.
Safety Communication: Encourage the establishment of effective safety communication channels, prompt feedback on safety issues, and encourage the sharing of suggestions for improvement, thereby cultivating a collaborative and proactive safety culture.
2.2. Layered Safety Management Structure
Given that STAMP theory utilizes a control hierarchy rooted in adaptive feedback mechanisms to elucidate systems and accidents, it is imperative to construct an SMS based on system theory. This necessitates the adoption of a top-down systems engineering approach that fully integrates safety into the design process to impose constraints and control behaviors across various hierarchical layers effectively. The configuration of management and control structures should be tailored to the specific characteristics of the system in question. By analyzing the existing management hierarchy, functional distribution, and typical accident cases of enterprises, the multilayered control requirements for safety management were summarized [27,28]. Based on the core concepts of STAMP theory (system safety constraints and hierarchical management and control structures) and combined with the safety management practices of industrial and trade enterprises, a multi-level safety management and control structure model was developed, as shown in Figure 1. This structure ensures that safety measures are systematically embedded and enforced at every operational level, thereby facilitating a comprehensive and coherent safety management strategy throughout the organization.
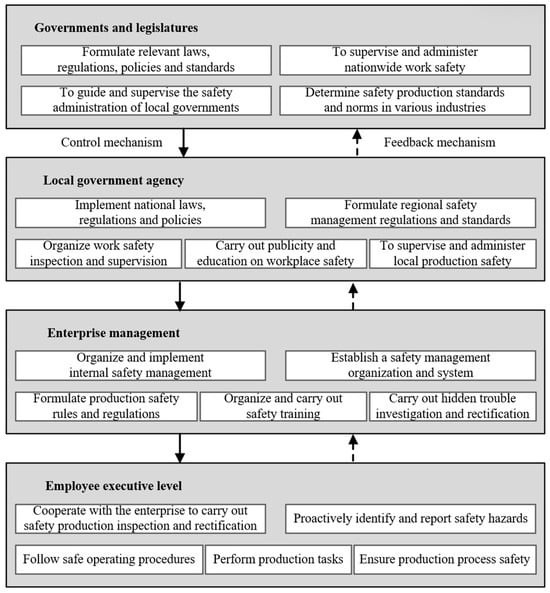
Figure 1.
Hierarchical safety management and control structure model.
2.3. Process Model
According to the STAMP theory, accidents typically result from “insufficient control”, and its theoretical framework is adept at uncovering potential accident risks in the production processes of industrial and trade enterprises through a thorough analysis of the complex interactions within the system. Given that factors such as equipment component failure, external interference, raw material quality issues, and human error can breach safety constraints and lead to accidents, these potential breaches are mapped onto layered safety management and control structures to identify accident causes, including equipment failure or aging, human operational errors, raw material quality problems, and environmental influences.
To ensure comprehensive safety constraints throughout the production process, a STAMP-based process model was employed across the following four key phases: prevention, in-process control, posttreatment, and rectification and improvement. This approach includes risk identification, emergency preparedness, response, accident investigation, and continuous monitoring. By integrating these technical measures, the model ensures that the entire production process in industrial and trade enterprises remains effectively controlled, thereby mitigating the risk of accidents and enhancing overall safety.
3. Construction of the SMS Based on the STAMP Theory
3.1. Development of the Safety Risk and Hazard Database
Through the analysis of typical accident cases in industrial and trade enterprises, examination of accident investigation reports, and review of national laws and regulations, comprehensive data collection was undertaken to identify the factors influencing production safety within these enterprises. From this analysis, 36 causative factors and six types of accidents were identified. These factors are categorized into four primary areas: human, machine, environment, and management, as detailed in Table 1. This systematic approach allows the construction of a robust safety risk and hazard database tailored to the unique needs and characteristics of industrial and trade enterprises. By cataloging and understanding these factors, enterprises can better anticipate potential risks and implement effective safety measures. The database serves as a foundational tool for enhancing safety management practices and mitigating accidents in the industry.

Table 1.
Sets of factors causing accidents in industrial and trade enterprises.
In previous accident investigation reports, summaries typically focused on identifying the causes of accidents without analyzing the interrelationships between these factors. To delve deeper into the root causes of accidents, complex network theory was introduced to examine the correlations between causative factors and their chain formation from a causal chain perspective. Complex network theory is a powerful analytical framework that is used to study interconnected systems by examining the relationships between individual components. It utilizes graph theory to represent these systems, where nodes signify elements (e.g., causative factors) and edges indicate their interactions or dependencies. The relationships between the identified causative factors in Table 1 were analyzed using complex network theory, and the results are shown in Figure 2. In this diagram, nodes represent elements (accident causes and accident types), and arrows indicate their interactions or dependencies (for example, an arrow from V1 to V40 and V27 represents that an incorrect judgment of V1 may directly lead to a V40 mechanical injury accident, or cause V27 equipment damage).
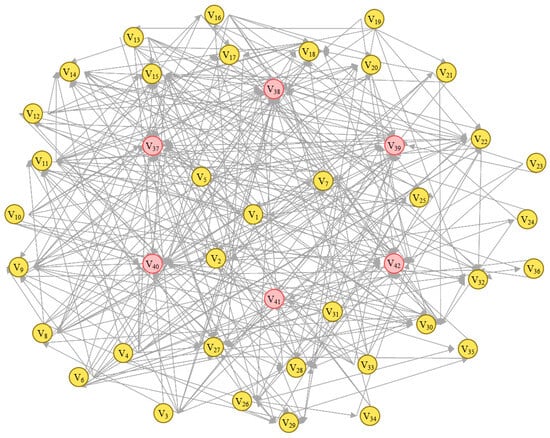
Figure 2.
Network diagram of accident causes in industrial and trade enterprises (Red: accident; Yellow: Possible cause of the accident).
In this model, certain nodes, such as V2 (no effective measures having been taken), V3 (weak safety awareness), V7 (improper operation), V11 (unidentified hazards), V12 (environmental information not being available), and V22 (improper emergency response), have emerged as being increasingly significant. These nodes indicate that humans and other influencing factors are closely intertwined and have a substantial impact on the causative network.
Based on a comprehensive analysis of the importance of various indicators within the accident causation network of industrial and trade enterprises, combined with the results of safety inspections and audits, a detailed database of hidden security risks was established, as shown in Table 2. This database meticulously records relevant information on various risk factors and security hazards along with corresponding control and mitigation measures. This resource provides robust support to enhance enterprises’ safety management practices, facilitate proactive risk identification, and implement effective safety interventions.
Table 2.
Security risk database of industrial and trade enterprises.
3.2. Construction of the Safety Management Index System
A comprehensive safety management evaluation index system is developed to construct an SMS for industrial and trade enterprises. This system is based on an analysis and synthesis of previous accident cases and existing safety management practices, and is aligned with the principles of comprehensiveness, scientific rigor, systematization, and operability (Figure 3). The index system encompasses 10 primary evaluation indicators and 30 secondary indicators, covering various aspects such as the construction of the SMS, safety standardization, dual system construction, occupational health management integration, the safety responsibility system, and foundational safety management practices. Utilizing this index system, it is possible to conduct a thorough evaluation of the safety management and governance capabilities of industrial and trade enterprises. This comprehensive assessment provides scientific and effective guidance for enhancing safety management within enterprises, facilitating the implementation of best practices and ensuring a robust safety culture.
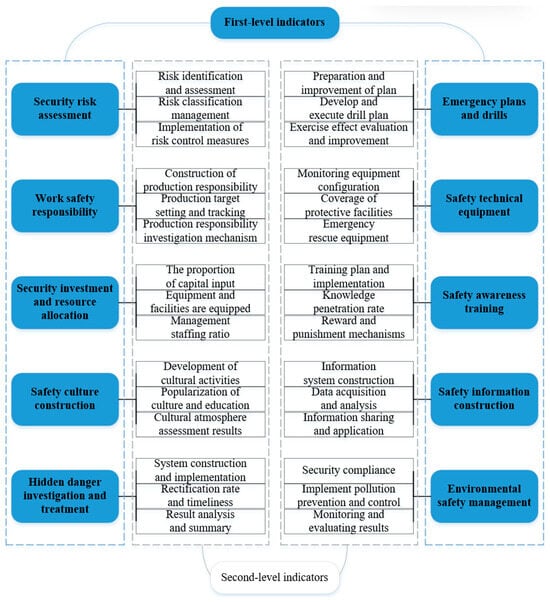
Figure 3.
Safety management evaluation index system.
3.3. Integrated Management System Construction
In the realm of industrial and trade enterprises, various systems such as occupational health and safety management, safety production standardization systems, and dual prevention systems have been implemented to ensure safe operations. However, the independent implementation of these systems often leads to management conflicts, inefficiencies, resource waste, cost overruns, and poor integration, posing significant risks and constraints to safe production efforts. These challenges profoundly affect safety management within enterprises, thereby hindering effective safety practices.
Therefore, in the process of constructing an SMS, industrial and trade enterprises must not only comply with regulatory requirements and standards but also emphasize the system’s adaptability to the dynamic operational environments of these enterprises. This approach is crucial for overcoming management conflicts and achieving seamless integration among different safety systems. Figure 4 illustrates a systematic construction process aimed at enhancing the adaptability and efficacy of SMSs in industrial and trade enterprises.
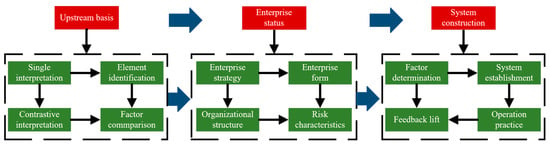
Figure 4.
System construction process.
Considering the current landscape of domestic industrial and trade enterprises, a strategic approach is proposed to enhance production safety through the comprehensive integration of enterprise safety production standardization, dual prevention systems, and the OHSMS. This method employs the plan, do, check, act (PDCA) operational mode for systematic implementation. The occupational health and safety management system (OHSMS) serves as the foundational framework, emphasizing risk management as the central focus. The elements of safe production standardization are seamlessly integrated into this framework, establishing a cohesive system geared toward continuous improvement. Figure 5 illustrates the compositions of the primary and secondary elements in the integrated system.

Figure 5.
Integration system element diagram.
3.4. Construction of an SMS Based on the STAMP Theory
Upon analyzing safety science theory and SMSs, it becomes evident that an SMS based on STAMP theory is intricately linked with the process of risk identification. This system offers advantages such as self-optimization and adaptability during operation. The modern SMS for industrial and trade enterprises, which is based on the STAMP theory, incorporates three fundamental structures proposed by the STAMP theory: security constraints, hierarchical safety management and control structures, and process models. Through a systematic assessment of the current management practices in modern industrial and trade enterprises and integrating insights from the systems with data from security risk databases, a framework for an SMS for modern industrial and trade enterprises based on the STAMP model was formulated. This framework is depicted in Figure 6, encompassing “four guidelines” and “three systems”.
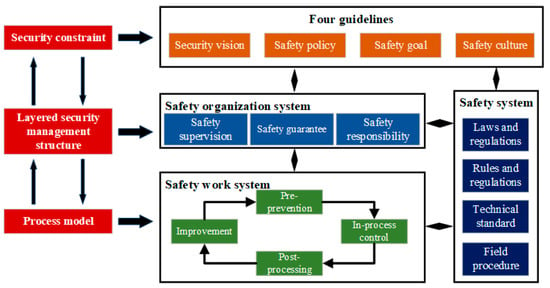
Figure 6.
SMS framework based on the STAMP model.
As illustrated in Figure 6, the “four guidelines” align with the safety constraints outlined in STAMP theory, delineating the essential self-imposed safety measures that industrial and trade enterprises adopt to safeguard the reliability and security of their production operations. Within the framework of the “three systems”, the safety organizational structure serves as the cornerstone of layered safety control, anchored by the safety responsibility system and employing a dual prevention mechanism. It orchestrates the comprehensive coordination, full participation, and end-to-end management of safety practices, leveraging the synergistic impact of safety oversight, assurance, and support systems. Functioning as a pivotal element within the process model, the safety operations system oversees and processes all incoming information and directives within the “three systems”, ensuring meticulous control over every facet of the operational framework.
4. Case Study and Result Analysis
X Mechanical Co., Ltd. is a privately owned enterprise of Ningbo, Zhejiang Province, China. This company is specializing in automotive component production, occupies an expansive area exceeding 20,000 square meters. The facility features unified entry and exit points for both personnel and logistics. Structurally, it includes a metalworking workshop and a fully stocked warehouse, with a fireproof partition separating these areas from the foundry located north of the workshop. The company operates through five distinct production workshops—die casting, raw material processing, cold stamping, welding, and metalworking—complemented by various functional departments. Its core business focuses on the manufacturing and precision machining of mechanical components. The key production equipment includes die-casting machines, CNC lathes, machining centers, 5-ton overhead cranes, and shot-blasting machines.
Employing a workforce of 230 employees, X Mechanical Co., Ltd. instituted a safety production leadership team comprising department heads who collectively oversee safety production management. The company has implemented robust safety production responsibility systems, stringent safety management regulations, and job-specific operational safety procedures. These measures are designed to ensure thorough and effective safety management across all facets of an organization.
4.1. Index Scoring Standard
Scoring criteria for SMS indicators represent a crucial benchmark for assessing the efficacy of safety management within an enterprise. These criteria typically include assessments of compliance, risk management, employee training and awareness, safety culture and communication, accident reporting, performance enhancement, and continuous improvement. By evaluating these indicators, companies can gain holistic insight into the operational effectiveness of their SMSs. This enables them to promptly identify issues and implement effective measures for improvement, thereby enhancing safety standards and ensuring employee well-being. Through a comprehensive analysis of the safety management indicators of industrial and trade enterprises, combined with existing safety management practices and relevant regulatory requirements, the evaluation standards were developed, as shown in Table 3.
Table 3.
Evaluation index scoring standards.
4.2. Results Analysis of the Implementation of the Fusion System
Relevant experts in the field were invited to assess the safety management of industrial and trade enterprises based on predetermined evaluation criteria and various safety management indicators. The experts scored the enterprises based on their safety management practices before and after implementation. The expert scores were then aggregated, and the average score for each indicator was calculated. The results are shown in Table 4. Before the implementation of the SMS, enterprises encountered several challenges in safety management, including insufficient employee safety awareness and potential workplace hazards. Initially, a comprehensive score of 62.67 points was achieved. After implementing the integrated SMS for a period of time, notable improvements in safety management were observed. These improvements included a reduction in accident rates, increased employee safety awareness, the gradual establishment of a safety-oriented culture, and effective control of workplace hazards. The comprehensive score increased to 84 points, indicating significant improvement over the pre-implementation phase of the integrated system. These results demonstrate that the integrated system has contributed to reducing safety risks, increasing employee safety awareness, improving the workplace environment, and effectively preventing and mitigating safety incidents in enterprises.
Table 4.
Comprehensive score table of each evaluation index.
5. Discussion
(1) Theoretical contributions and innovations
The STAMP framework introduces a paradigm shift in safety management by focusing on control constraints and system dynamics, moving beyond traditional event-based accident analysis methods. Unlike conventional techniques, such as fault tree analysis (FTA) or event tree analysis (ETA), which rely on linear cause-and-effect relationships, STAMP adopts a systemic perspective that accounts for nonlinear interactions and emergent behaviors in complex systems. These characteristics align with a growing body of research advocating for systemic safety approaches in complex socio-technical systems. Moreover, the incorporation of hierarchical control structures in the framework provides a new lens for analyzing safety as an emergent property of the entire system, rather than isolated failures. By incorporating this systematic approach, our model culminates in a robust framework tailored to modern industrial and trade enterprises, fostering flexibility and efficacy in safety management capabilities.
(2) Practical effectiveness and insights
The application of the STAMP framework in this case study demonstrates its practical utility in identifying systemic risks and proposing targeted control strategies. This is consistent with the findings of Mogles et al. [29], which suggest that systemic approaches can identify latent hazards and uncover control deficiencies that traditional methods might overlook. By systematically analyzing control constraints, feedback loops, and interactions, the framework uncovers latent hazards that are often overlooked by traditional methods. Furthermore, the insights gained from the case study underscore the potential to improve decision-making efficiency in safety management practices. For instance, the framework facilitates the development of proactive safety measures and the optimization of resource allocation, ultimately reducing the likelihood of accidents and enhancing system reliability.
(3) Limitations and challenges
Despite these advantages, the STAMP framework has certain limitations. Its effectiveness is most pronounced when analyzing complex socio-technical systems, where interactions between technical components and organizational factors play a critical role. However, its application to simpler linear systems may not yield comparable benefits. Additionally, the framework’s reliance on high-quality data poses challenges because incomplete or inaccurate data can undermine the validity of the analysis. Addressing these challenges without compromising the comprehensiveness of the framework requires further attention.
(4) Possible future research directions
Several avenues for future research have been proposed to enhance the applicability and utility of these findings. First, integrating advanced technologies, such as digitization and informatization, could enable real-time risk assessment and predictive modeling, thereby enhancing the analytical capabilities of the framework. Second, developing standardized constraint control models and software tools could streamline its application, making it more accessible to organizations with limited expertise. Third, expanding its application to other high-risk industries such as aviation, nuclear power, and urban infrastructure would validate its generalizability and uncover new insights for safety management. Further research should focus on leveraging advanced technologies to enhance the capabilities of the system and explore its scalability in diverse industrial contexts.
(5) Interdisciplinary perspectives
Decision-making is a pivotal factor in determining risk levels within complex systems, as it directly influences the identification, evaluation, and mitigation of hazards. However, decision-making is frequently subject to cognitive and motivational biases, such as overconfidence, availability heuristics, and anchoring effects, which can lead to suboptimal risk assessments and flawed interventions. For example, overconfidence may cause decision-makers to underestimate the likelihood of high-risk events, whereas anchoring effects can bias risk evaluations based on initial and potentially unreliable information. Addressing these biases requires the implementation of structured decision-making frameworks, enhanced training programs, and an increased awareness of cognitive biases among stakeholders. Further research should extend the STAMP framework by integrating insights from behavioral sciences, psychology, and economics. This interdisciplinary collaboration can provide a more holistic understanding of systemic risks and foster the development of comprehensive safety management strategies that account for the complex interplay between human behavior, organizational dynamics, and technical factors.
6. Conclusions
(1) The set of causative factors for accidents in industrial and trade enterprises is compiled from the accident case data. By applying the complex network theory, an accident cause–network model for industrial and trade enterprises was established, facilitating the creation of a security risk database that strengthens enterprise safety management.
(2) A comprehensive safety management evaluation index system featuring 10 primary and 30 secondary evaluation indicators was implemented. To aid enterprises in applying this system, we recommend the following steps: (1) conduct initial assessments using the provided indicators; (2) analyze key safety gaps identified in the evaluation; (3) prioritize improvement actions based on indicator weights; and (4) monitor progress regularly through iterative evaluations. By following this approach, enterprises can systematically enhance their safety management standards and achieve sustainable improvement.
(3) By integrating ISO 45001, safe production standardization, and a dual prevention system within the framework of the STAMP model, a tailored SMS suitable for modern industrial and trade enterprises is developed. Following the implementation of this system, the enterprise management score increased significantly from 62.67 to 84 points. This improvement underscores the system’s substantial impact on increasing safety management standards and ensuring secure production practices within an enterprise.
(4) To enhance safety management practices, enterprises should integrate the proposed evaluation index system into regular safety audits, focusing on key indicators to identify critical risk areas and prioritize improvements. Future research could explore the integration of emerging technologies such as digitization and informatization into the evaluation process to enable real-time safety monitoring and contribute to sustainable development.
Author Contributions
Conceptualization, X.X. and D.L.; methodology, X.X.; software, G.H., Z.W., L.Z.; validation, L.Z. and X.N.; formal analysis, L.Z. and X.N.; resources, X.X.; data curation, X.X. and G.H.; Writing—original draft preparation, Z.W.; Writing—review & editing, X.X.; supervision, D.L. and X.X.; project administration, D.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Conflicts of Interest
Author Guojun Huang is employed by the company Ningbo Jinyu Industrial Technology Co., Ltd. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Deng, W.; Fan, W.; Li, Z.; Cui, C.; Ji, X.; He, G. Security of Cyber-Physical Systems of Chemical Manufacturing Industries Based on Blockchain. Processes 2023, 11, 2707. [Google Scholar] [CrossRef]
- Li, X.; Cheng, T.; Zhang, Z.; Zhao, L.; Cai, N. Analysis of the Mechanism of Political Cost in the Complex Environmental Governance System. Complexity 2022, 2022, 6878504. [Google Scholar] [CrossRef]
- Sun, H.; Wang, H.; Yang, M.; Reniers, G. A STAMP-based Approach to Quantitative Resilience Assessment of Chemical Process Systems. Reliab. Eng. Syst. Saf. 2022, 222, 108397. [Google Scholar] [CrossRef]
- Dong, C.; Zhang, Y.; Wang, Z.; Liu, J.; Zhang, J. The Hybrid Systems Method Integrating STAMP and HFACS for the Causal Analysis of the Road Traffic Accident. Ergonomics 2023, 67, 971–994. [Google Scholar] [CrossRef]
- He, Z.; Chen, C.; Weng, W. Multi-hazard Risk Assessment in Process Industries: State-of-the-Art. J. Loss Prev. Process Ind. 2022, 76, 104672. [Google Scholar] [CrossRef]
- Hosseini, N.; Givehchi, S.; Maknoon, R. Cost-based Fire Risk Assessment in Natural Gas Industry by Means of Fuzzy FTA and ETA. J. Loss Prev. Process Ind. 2020, 63, 104025. [Google Scholar] [CrossRef]
- Enache, G.I. Security Management in the Context of Supply Chains Technological Upgrades. Proc. Int. Conf. Bus. Excell. 2023, 17, 200–212. [Google Scholar] [CrossRef]
- Yoo, B.-T.; Shim, W.S. Evaluating the Efficiency of the Process Safety Management System through Analysis of Major Industrial Accidents in South Korea. Processes 2023, 11, 2022. [Google Scholar] [CrossRef]
- Li, J.; Xu, S. The Safety Evaluation Method of Steel Enterprises Based on Deep Learning. J. Intell. Fuzzy Syst. 2023, 44, 1337–1348. [Google Scholar] [CrossRef]
- Nakhal, A.A.J.; Patriarca, R.; De Carlo, F.; Leoni, L. A System-Theoretic Fuzzy Analysis (STheFA) for systemic safety assessment. Process Saf. Environ. Prot. 2023, 177, 1181–1196. [Google Scholar] [CrossRef]
- Sun, H.; Wang, H.; Yang, M.; Reniers, G. Dynamic Risk Assessment of Chemical Process Systems Using the System-Theoretic Accident Model and Process Approach (STAMP) in Combination with Cascading Failure Propagation Model (CFPM). Saf. Sci. 2024, 171, 106375. [Google Scholar] [CrossRef]
- Zhou, L.; Dai, G.; Qin, R.; Tang, M.; Qiu, J. Comprehensive Risk Evaluation of Coal Spontaneous Combustion in Goafs Based on Systems-theoretic Accident Model and Processes. Geomat. Nat. Hazards Risk 2020, 11, 1565–1580. [Google Scholar] [CrossRef]
- Valdez Banda, O.A.; Goerlandt, F.; Salokannel, J.; van Gelder, P.H. An Initial Evaluation Framework for the Design and Operational Use of Maritime STAMP-based Safety Management Systems. WMU J. Marit. Aff. 2019, 18, 451–476. [Google Scholar] [CrossRef]
- Valdez Banda, O.A.; Goerlandt, F. A STAMP-based Approach for Designing Maritime Safety Management Systems. Saf. Sci. 2018, 109, 109–129. [Google Scholar] [CrossRef]
- Thomas, J.; Suo, D. STPA-based Method to Identify and Control Feature Interactions in Large Complex Systems. Procedia Eng. 2015, 128, 12–14. [Google Scholar] [CrossRef][Green Version]
- Mosquera, R.; Pérez Vergara, I.G.; Contreras-Pacheco, O.E. A Model Based on PDCA and Data Mining Approach for the Prevention of Occupational Accidents in the Plumbing Activity in the Construction Sector. Work 2024, 78, 399–410. [Google Scholar] [CrossRef]
- Chen, F.; Wei, Y.; Ji, H.; Xu, G. A Multiplex Network Based Analytical Framework for Safety Management Standardization in Construction Engineering. Adv. Eng. Inform. 2024, 59, 102278. [Google Scholar] [CrossRef]
- Sutton, I.S. Use Root Cause Analysis to Understand and Improve Process Safety Culture. Process Saf. Prog. 2008, 27, 274–279. [Google Scholar] [CrossRef]
- Qureshi, M.M.R. Building Proactive Organizational Resilience Against the Risk of Major Process Safety Incidents. Process Saf. Prog. 2022, 42, 48–55. [Google Scholar] [CrossRef]
- Song, M.; Wang, J.; Zhao, J.; Baležentis, T.; Shen, Z. Production and Safety Efficiency Evaluation in Chinese Coal Mines: Accident Deaths as Undesirable Output. Ann. Oper. Res. 2018, 291, 827–845. [Google Scholar] [CrossRef]
- Leveson, N. A new accident model for engineering safer systems. Saf. Sci. 2004, 42, 237–270. [Google Scholar] [CrossRef]
- Stuart, W. Use of STAMP/STPA to Model Organizational Risk and Safety Management at Cruise and Ferry Companies. EDP Sci. 2019, 273, 02004. [Google Scholar]
- De Sousa, M.S.; Torres, F.M.; Jorge, A.B. Application of STAMP Methodology in One Complex Manufacturing System. Int. J. Ind. Syst. Eng. 2017, 27, 311–339. [Google Scholar] [CrossRef]
- Chowdhury, A.K.; Huq, A.S.; Haque, S.A. Investigation of a Recurring Type Collision on the Padma Multipurpose Bridge Pillar Using Systems Theoretic Accident Model and Processes (STAMP) Approach. SSRN Electron. J. 2023. [Google Scholar] [CrossRef]
- Eijssen, D.; Schouenberg, S.; Silvis, N. PO-2307 Applying a System-Theoretic Accident Modeling Process (STAMP) to an Incident in Proton RT. Radiother. Oncol. 2023, 182, S2075. [Google Scholar] [CrossRef]
- Kim, S.; Wamugi, W.J.; Camliyurt, G.; Kim, D.W.; Park, Y.S. Analysis of Pier Contact Accident in Busan New Port of South Korea by System-Theoretic Accident Model and Processes (STAMP). TransNav Int. J. Mar. Navig. Saf. Sea Transp. 2023, 17, 299–304. [Google Scholar] [CrossRef]
- Chen, Q.; Wood, M.; Zhao, J. Case study of the Tianjin accident: Application of barrier and systems analysis to understand challenges to industry loss prevention in emerging economies. Process Saf. Environ. Prot. 2019, 131, 178–188. [Google Scholar] [CrossRef]
- Pillay, M. Accident Causation, Prevention and Safety Management: A Review of the State-of-the-art. Procedia Manuf. 2015, 3, 1838–1845. [Google Scholar] [CrossRef]
- Mogles, N.; Padget, J.; Bosse, T. Systemic approaches to incident analysis in aviation: Comparison of STAMP, agent-based modelling and institutions. Saf. Sci. 2018, 108, 59–71. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).