

Management of Tanning Waste from Leather Processing by Anaerobic Digestion Using a Dynamic Method on a Semi-Technical Scale

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Goal and Scope
2.2. Substrate Processing Levels
2.3. Leather Wastes (White and Blue)
2.4. Inoculum
2.5. Mixture of Leather Shavings and Inoculum
2.6. Static Anaerobic Digestion Process According to DIN 38314
2.7. Research Facility for Biogas Production
2.8. Dynamic AD Process
2.9. Biogas Measurements
2.10. Digestate Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, D.; Guo, X.; Xiao, B. What causes growth of global green housegas emissions? Evidence from 40 countries. Sci. Total Environ. 2019, 661, 750–766. [Google Scholar] [CrossRef] [PubMed]
- Lamb, W.F.; Wiedmann, T.; Pongratz, J.; Andrew, R.; Crippa, M.; Olivier, J.G.J.; Wiedenhofer, D.; Mattioli, G.; Khourdajie, A.A.; House, J.; et al. A review of trends and drivers of greenhouse gas emissions by sector from 1990 to 2018. Environ. Res. Lett. 2021, 16, 073005. [Google Scholar] [CrossRef]
- Balogh, J.M. The impacts of agricultural development and trade on CO2 emissions? Evidence from the Non-European Unioncountries. Environ. Sci. Policy 2022, 137, 99–108. [Google Scholar] [CrossRef]
- Friedlingstein, P.; O’Sullivan, M.; Jones, M.W.; Andrew, R.M.; Hauck, J.; Olsen, A.; Peters, G.P.; Peters, W.; Pongratz, J.; Sitch, S.; et al. Global Carbon Budget 2020. Earth Syst. Sci. Data 2020, 12, 3269–3340. [Google Scholar] [CrossRef]
- Calvin, K.; Dasgupta, D.; Krinner, G.; Mukherji, A.; Thorne, P.W.; Trisos, C.; Romero, J.; Aldunce, P.; Barrett, K.; Blanco, G.; et al. 2023: Climate Change 2023: Synthesis Report. Contribution of Working Groups I, II and III to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Core Writing Team, Lee, H., Romero, J., Eds.; IPCC: Geneva, Switzerland, 2023. [Google Scholar] [CrossRef]
- Schloemer, S.; Bruckner, T.; Fulton, L.; Hertwich, E.; McKinnon, A.; Perczyk, D.; Roy, J.; Schaeffer, R.; Sims, R.; Smith, P.; et al. Annex III: Technology-specific cost and performance parameters. In Climate Change 2014: Mitigation of Climate Change: Contribution of Working Group III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK, 2014; pp. 1329–1356. Available online: https://abdn.pure.elsevier.com/en/publications/annex-iii-technology-specific-cost-and-performance-parameters (accessed on 28 August 2023).
- Bruckner, T.; Bashmakov, I.A.; Mulugetta, Y.; Chum, H.; De la Vega Navarro, A.; Edmonds, J.; Faaij, A.; Fungtammasan, B.; Garg, A.; Hertwich, E.; et al. Chapter 7—Energy Systems; Cambridge University Press: Cambridge, UK, 2014; Available online: http://www.ipcc.ch/pdf/assessment-report/ar5/wg3/ipcc_wg3_ar5_chapter7.pdf (accessed on 28 August 2023).
- Al-Wahaibi, A.; Osman, A.I.; Al-Muhtaseb, A.H.; Alqaisi, O.; Baawain, M.; Fawzy, S.; Rooney, D.W. Techno-economic evaluation of biogas production from food waste via anaerobic digestion. Sci. Rep. 2020, 10, 15719. [Google Scholar] [CrossRef]
- Eggemann, L.; Rau, F.; Stolten, D. The ecological potential of manure utilisation in small-scale biogas plants. Appl. Energy 2023, 331, 120445. [Google Scholar] [CrossRef]
- Bacenetti, J.; Sala, C.; Fusi, A.; Fiala, M. Agricultural anaerobic digestion plants: What LCA studies pointed out and what can be done to make them more environmentally sustainable. Appl. Energy 2016, 179, 669–686. [Google Scholar] [CrossRef]
- Bojarski, W.; Pulka, J.; Szewczyk, P.; Jasiński, T.; Jasiński, J.; Czekała, W. Waste as substrates for agricultural biogas plants: A case study from Poland. J. Water Land Dev. 2023, 45–50. [Google Scholar] [CrossRef]
- Zawartka, P.; Burchart-Korol, D.; Blaut, A. Model of Carbon Footprint Assessment for the Life Cycle of the System of Wastewater Collection, Transport and Treatment. Sci. Rep. 2020, 10, 5799. [Google Scholar] [CrossRef]
- Schnürer, A. Biogas Production: Microbiology and Technology. Adv. Biochem. Eng. Biotechnol. 2016, 156, 195–234. [Google Scholar] [CrossRef] [PubMed]
- Ahlberg-Eliasson, K.; Nadeau, E.; Levén, L.; Schnürer, A. Production efficiency of Swedish farm-scale biogas plants. Biomass Bioenergy 2017, 97, 27–37. [Google Scholar] [CrossRef]
- Neumann, P.; Pesante, S.; Venegas, M.; Vidal, G. Developments in pre-treatment methods to improve anaerobic digestion of sewage sludge. Rev. Environ. Sci. Biotechnol. 2016, 15, 173–211. [Google Scholar] [CrossRef]
- Nordell, E.; Björn, A.; Waern, S.; Yekta, S.S.; Sundgren, I.; Moestedt, J. Thermal post-treatment of digestate in order to increase biogas production with simultaneous pasteurization. J. Biotechnol. 2022, 344, 32–39. [Google Scholar] [CrossRef] [PubMed]
- Villarroel-Schneider, J.; Höglund-Isaksson, L.; Mainali, B.; Martí-Herrero, J.; Cardozo, E.; Malmquist, A.; Martin, A. Energyself-sufficiency and greenhousegas emission reductions in Latin American dairy farms through massive implementation of biogas – based solutions. Energy Convers. Manag. 2022, 261, 115670. [Google Scholar] [CrossRef]
- Tavera, C.G.; Raab, T.; Holguin Trujillo, L. Valorization o fbiogas digestate as organic fertilizer for closing the loop on the economic viability to develop biogas projects in Colombia. Clean. Circ. Bioecon. 2023, 4, 100035. [Google Scholar] [CrossRef]
- Andersen, L.; Lamp, A.; Dieckmann, C.; Baetge, S.; Schmidt, L.-M.; Kaltschmitt, M. Biogas plants as key units of biorefinery concepts: Options and their assessment. J. Biotechnol. 2018, 283, 130–139. [Google Scholar] [CrossRef]
- Manogaran, M.D.; Shamsuddin, R.; Yusoff, M.H.M.; Lay, M.; Siyal, A.A. A review on treatment processes of chicken manure. Clean. Circ. Bioecon. 2022, 2, 100013. [Google Scholar] [CrossRef]
- Ustawa z Dnia 20 Lutego 2015r. o Odnawialnych Źródłach Energii, n.d. Available online: https://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=wdu20150000478 (accessed on 28 August 2023).
- ZALECENIE KOMISJI z Dnia 14 Marca 2023r.—Magazynowanie Energii—Podstawa Zdekarbonizowanego I Bezpiecznego Systemu Energetycznego UE (2023/C103/01). 2023. Available online: https://sip.lex.pl (accessed on 2 September 2023).
- Twitchell, J.; DeSomber, K.; Bhatnagar, D. Defining long duration energy storage. J. Energy Storage 2023, 60, 105787. [Google Scholar] [CrossRef]
- Nozari, M.H.; Yaghoubi, M.; Jafarpur, K.; Mansoori, G.A. Development of dynamic energy storage hub concept: A comprehensive literature review of multi storage systems. J. Energy Storage 2022, 48, 103972. [Google Scholar] [CrossRef]
- Zhang, D.; Shafiullah, G.M.; Das, C.K.; Wong, K.W. A systematic review of optimal planning and deployment of distributed generation and energy storage systems in power networks. J. Energy Storage 2022, 56, 105937. [Google Scholar] [CrossRef]
- Singh, R.; Singh, R.P.; Singh, R. Biogas driven multi generation integrated with simultaneous charging-discharging type thermal energy storage system. Energy Convers. Manag. 2022, 270, 116234. [Google Scholar] [CrossRef]
- Klimek, K.E.; Wrzesińska-Jedrusiak, E.; Kapłan, M.; Łaska-Zieja, B. Management of biomass of selected grape leaves varieties in the process of methane fermentation. J. Water Land Dev. 2022, 17–27. [Google Scholar] [CrossRef]
- Su, X.; Shao, X.; Geng, Y.; Tian, S.; Huang, Y. Optimization of feedstock and insulating strategies to enhance biogas production of solar-assisted biodigester system. Renew. Energy 2022, 197, 59–68. [Google Scholar] [CrossRef]
- Rehman, A.; Zhang, B.; Qyyum, M.A.; Zhuqiang, Y.; Haider, J. Improvement potential detection of integrated biomethane liquefaction and liquidair energy storage system. J. Energy Storage 2023, 66, 107455. [Google Scholar] [CrossRef]
- Mendecka, B.; Chiappini, D.; Tribioli, L.; Cozzolino, R. A biogas –solar based hybrid off-grid power plant with multiple storages for United States commercial buildings. Renew. Energy 2021, 179, 705–722. [Google Scholar] [CrossRef]
- Su, B.; Wang, H.; Zhang, X.; He, H.; Zheng, J. Using photovoltaic thermal technology to enhance biomethane generation via biogas up grading in anaerobic digestion. Energy Convers. Manag. 2021, 235, 113965. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, M.; Liu, Y.; Wang, D.; Zhuang, Z.; Quan, M. Energy, exergy, and economic analysis of a centralized solar and biogas hybrid heating system for rural areas. Energy Convers. Manag. 2023, 276, 116591. [Google Scholar] [CrossRef]
- Ceran, B. The concept of use of PV/WT/FC hybrid power generation system for smoothing the energy profile of the consumer. Energy 2019, 167, 853–865. [Google Scholar] [CrossRef]
- Gazda, W.; Stanek, W. Energy and environmental assessment of integrated biogas trigeneration and photovoltaic plant as more sustainable industrial system. Appl. Energy 2016, 169, 138–149. [Google Scholar] [CrossRef]
- Baccioli, A.; Ferrari, L.; Vizza, F.; Desideri, U. Potential energy recovery by integrating an ORC in a biogas plant. Appl. Energy 2019, 256, 113960. [Google Scholar] [CrossRef]
- Dutta, N.; Giduthuri, A.T.; Khan, M.U.; Garrison, R.; Ahring, B.K. Improved valorization of sewage sludge in the circular economy by anaerobic digestion: Impact of an innovative pretreatment technology. Waste Manag. 2022, 154, 105–112. [Google Scholar] [CrossRef] [PubMed]
- Risberg, K.; Cederlund, H.; Pell, M.; Arthurson, V.; Schnürer, A. Comparative characterization of digestate versus pig slurry and cow manure—Chemical composition and effects on soil microbial activity. Waste Manag. 2017, 61, 529–538. [Google Scholar] [CrossRef]
- Li, Y.; Jia, X.; Li, X.; Liu, P.; Zhang, X.; Guo, M. Study on the potential of sludge-derived humic acid as energy storage material. Waste Manag. 2023, 162, 55–62. [Google Scholar] [CrossRef]
- de la Casa, J.A.; Bueno, J.S.; Castro, E. Recycling of residues from the olive cultivation and olive oil production process for manufacturing of ceramic materials. A comprehensive review. J. Clean. Prod. 2021, 296, 126436. [Google Scholar] [CrossRef]
- Buller, L.S.; Sganzerla, W.G.; Lima, M.N.; Muenchow, K.E.; Timko, M.T.; Forster-Carneiro, T. Ultrasonicpretreatmentofbrewers’spentgrainsforanaerobicdigestion:Biogasproductionforasustainableindustrialdevelopment. J. Clean. Prod. 2022, 355, 131802. [Google Scholar] [CrossRef]
- Kuligowski, K.; Cenian, A.; Konkol, I.; Świerczek, L.; Chojnacka, K.; Izydorczyk, G.; Skrzypczak, D.; Bandrów, P. Application of Leather Waste Fractions and Their Biochars as Organic Fertilisers for Ryegrass Growth: Agri-Environmental Aspects and Plants Response Modelling. Energies 2023, 16, 3883. [Google Scholar] [CrossRef]
- Mikula, K.; Konieczka, M.; Taf, R.; Skrzypczak, D.; Izydorczyk, G.; Moustakas, K.; Kułażyński, M.; Chojnacka, K.; Witek-Krowiak, A. Tannery waste as are new able source of nitrogen for production of multi component fertilizers with biostimulating properties. Environ. Sci. Pollut. Res. 2023, 30, 8759–8777. [Google Scholar] [CrossRef]
- Turzyński, T.; Januszewicz, K.; Kazimierski, P.; Kardaś, D.; Hercel, P.; Szymborski, J.; Niewiadomski, J. The role of additives in improving the flammability and calorific value of leather shavings and the binding of chromium compounds in ash. Waste Manag. 2023, 163, 52–60. [Google Scholar] [CrossRef]
- Wrzesińska-Jędrusiak, E.; Czarnecki, M.; Kazimierski, P.; Bandrów, P.; Szufa, S. The Circular Economy in the Management of Waste from Leather Processing. Energies 2023, 16, 564. [Google Scholar] [CrossRef]
- PN-ISO 6496:2002; Determination of Moisture and Content of Other Volatile Substances. Polish Accreditation Center: Warsaw, Polish, 2022.
- Rozporządzenie Ministra Ochrony Środowiska, Zasobów Naturalnych I Leśnictwa z Dnia 24 Grudnia 1997r. w Sprawie Klasyfikacji Odpadów., n.d. Available online: https://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=WDU19971621135 (accessed on 28 August 2023).
- Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), Establishing a European Chemicals Agency, Amending Directive 1999/45/E Cand Repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as Well as Council Directive 76/769/EE Cand Commission Directives 91/155/EEC, 93/67/EEC, 93/105/E Cand2000/21/EC, 2006. Available online: http://data.europa.eu/eli/reg/2006/1907/oj/eng (accessed on 2 September 2023).
- Directive (EU) 2018/851 of the European Parliament and of the Council of 30 May 2018 Amending Directive 2008/98/EC on Waste—Official Journal of the EU L 150, 14.06.2018, p. 109. Available online: https://eur-lex.europa.eu/eli/dir/2018/851/oj (accessed on 2 September 2023).
- German Standard Methods for the Examination of Water, Waste Waterand Sludge—Sludge and Sediments (GroupS)—Part 17: Determination of the Organically Bound Halogens Amen able to Extraction (EOX) (S17). 2017. Available online: https://www.scribd.com/document/155645690/E-DIN-38414-17-E-EOX (accessed on 28 August 2024).
- PN-EN ISO 10390:2022-09; Soil, Treated Biowaste and Sludge—Determination of pH. Polish Accreditation Center: Warsaw, Polish, 2020.
- Bi, S.; Qiao, W.; Xiong, L.; Ricci, M.; Adani, F.; Dong, R. Effects of organic loading rate on anaerobic digestion of chicken manure under mesophilic and thermophilic conditions. Renew. Energy 2019, 139, 242–250. [Google Scholar] [CrossRef]
- PN-EN 25663:2001; Water Quality—Determination of Kjeldahl Nitrogen—Method after Mineralization with Selenium. Polish Accreditation Center: Warsaw, Poland, 2020.
- Huertas, J.K.; Quipuzco, L.; Hassanein, A.; Lansing, S. Comparing Hydrogen Sulfide Removal Efficiency in a Field–Scale Digester Using Micro aeration and Iron Filters. Energies 2020, 13, 4793. [Google Scholar] [CrossRef]
- Fu, S.; Lian, S.; Angelidaki, I.; Guo, R. Micro-aeration: An attractive strategy to facilitate anaerobic digestion. Trends Biotechnol. 2023, 41, 714–726. [Google Scholar] [CrossRef]
- PN-C-04576-15:1975; Waterand Wastewater—Tests for Nitrogen Compounds—Determination of Ammoniacal Nitrogen in Sewage Sludge. Polish Accreditation Center: Warsaw, Poland, 1975.
- PN-75/C-04616/04; Water and Sewage—Special Tests of Sludge—Determination of Volatile Organic Acids in Sewage Sludgeand Filtrate Waters by Steam Distillation Method. Polish Accreditation Center: Warsaw, Poland, 1991.
- Duan, N.; Zhang, D.; Lin, C.; Zhang, Y.; Zhao, L.; Liu, H.; Liu, Z. Effect of organic loading rate on anaerobic digestion of pig manure: Methane production, mass flow, reactors cale and heating scenarios. J. Environ. Manag. 2019, 231, 646–652. [Google Scholar] [CrossRef] [PubMed]
- Nagao, N.; Tajima, N.; Kawai, M.; Niwa, C.; Kurosawa, N.; Matsuyama, T.; Yusoff, F.M.; Toda, T. Maximum organic loading rate for the single-stage wet anaerobic digestion of food waste. Bioresour. Technol. 2012, 118, 210–218. [Google Scholar] [CrossRef]
- Kogut, P.; Piekarski, J.; Ignatowicz, K. Politechnika Koszalińska, Rozruch instalacji biogazowej z wykorzystaniem osaduzaszczepowego. In Annual Set The Environment Protection; 2014; Volume 16, pp. 534–545. Available online: https://www.ros.edu.pl/images/roczniki/2014/pp_2014_01_34.pdf (accessed on 28 August 2024).
- Magrel, L. Metodyka Oceny Efektywności Procesu Fermentacji Metanowej Wybranych Osadów Ściekowych. Politechnika Białostocka, Białystok, Poland, 2002. Available online: https://pbc.biaman.pl/dlibra/publication/374/edition/548 (accessed on 26 September 2023).
- Holliger, C.; Fruteaude Laclos, H.; Hack, G. Methane Production of Full-Scale Anaerobic Digestion Plants Calculated from Substrate’s Biomethane Potentials Compares Well with the One Measured On-Site. Front. Energy Res. 2017, 5, 12. [Google Scholar] [CrossRef]
- Chojnacka, K.; Skrzypczak, D.; Mikula, K.; Witek-Krowiak, A.; Izydorczyk, G.; Kuligowski, K.; Bandrów, P.; Kułażyński, M. Progress in sustainable technologies of leather wastes valorization a ssolutions for the circular economy. J. Clean. Prod. 2021, 313, 127902. [Google Scholar] [CrossRef]
- Altaş, L. Inhibitory effect of heavy metals on methane-producing anaerobic granular sludge. J. Hazard. Mater. 2009, 162, 1551–1556. [Google Scholar] [CrossRef]
- Romero-Güiza, M.; Vila, J.; Mata-Alvarez, J.; Chimenos, J.; Astals, S. The role of additives on anaerobic digestion: A review. Renew. Sustain. Energy Rev. 2016, 58, 1486–1499. [Google Scholar] [CrossRef]
- Zhang, H.; Tian, Y.; Wang, L.; Zhang, L.; Dai, L. Ecophysiological characteristics and biogas production of cadmium-contaminated crops. Bioresour. Technol. 2013, 146, 628–636. [Google Scholar] [CrossRef]
- Kadam, R.; Khanthong, K.; Jang, H.; Lee, J.; Park, J. Occurrence, Fate, and Implications of Heavy Metals during Anaerobic Digestion: A Review. Energies 2022, 15, 8618. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dry Mass [%] | Organic Dry Matter [% of DM] | pH | Biogas Yield [m3·Mg−1] | |
|---|---|---|---|---|
| Sludge (for various trials) | 2.07 | 51.5 | 7.8 | 2.7 |
| Wet white leathershavings | 49.32 | 81.1 | 5.7 | 10 |
| Wet blue leathershavings | 52.67 | 73.3 | 3.7 | 6.8 |
| Pump Operation | Ball Solenoid Valve Settings | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Mixing | C | O | C |
| Adding | O | C | C |
| Pouring | C | O | O |
| Technical Parameter | Value |
|---|---|
| Total volume of digester | 140 L |
| Active volume of digester | 60–120 L |
| Mixing speed | 0–1500 rpm |
| Maximum pump power | 1.5 kW |
| Operating system | semi-automatic |
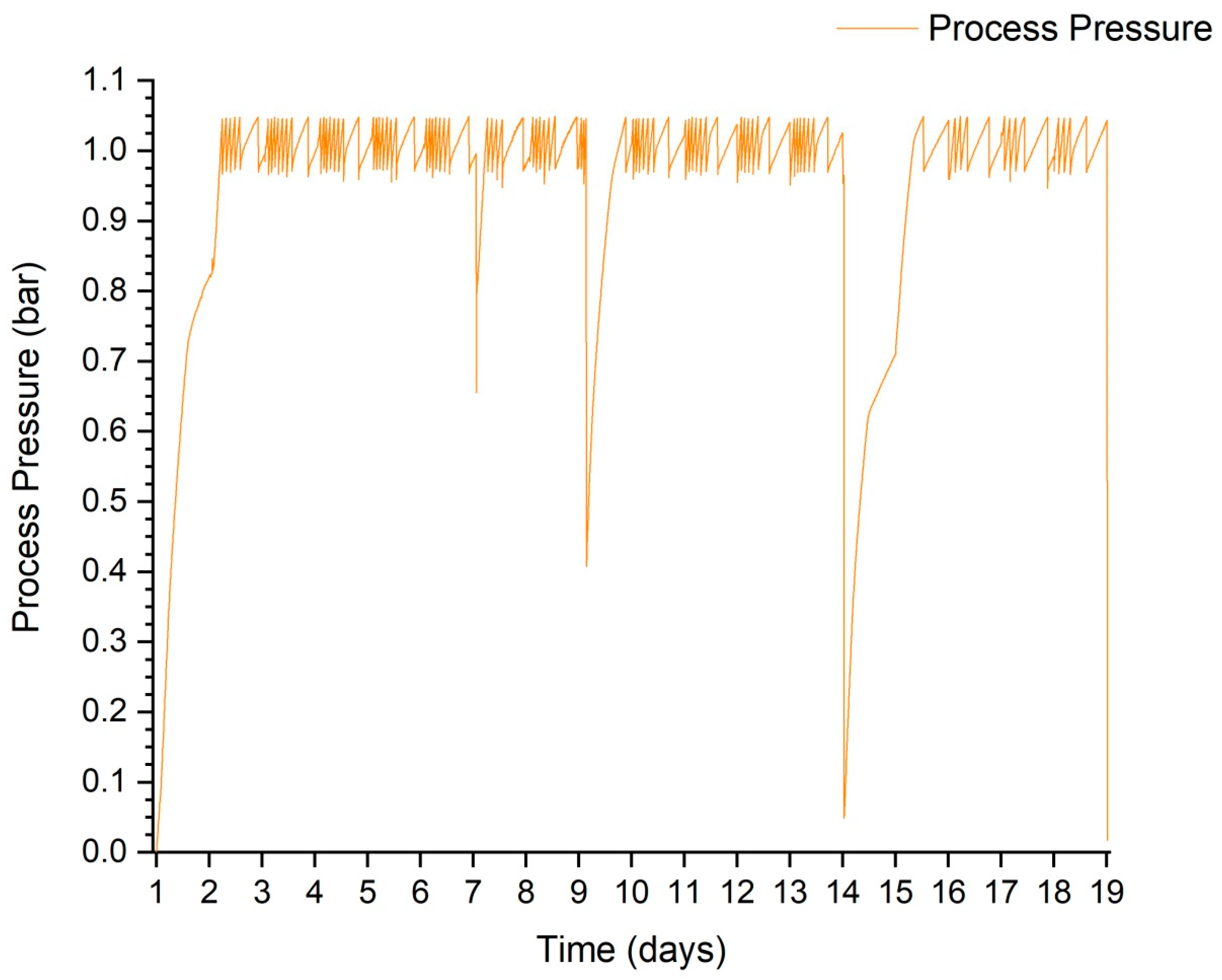
| Maximum pressure | 3 bars |
| Process temperature (setpoint) | 18–48 °C |
| Heating power | 2 kW |
| Volume of buffer tank | 30 L |
| Plant capacity | depending on the substrate used |
| Energy consumption of the plant | ok. 6–9 kWh/daily |
| Solenoid valve drive | pneumatic |
| Process Parameter | Value |
|---|---|
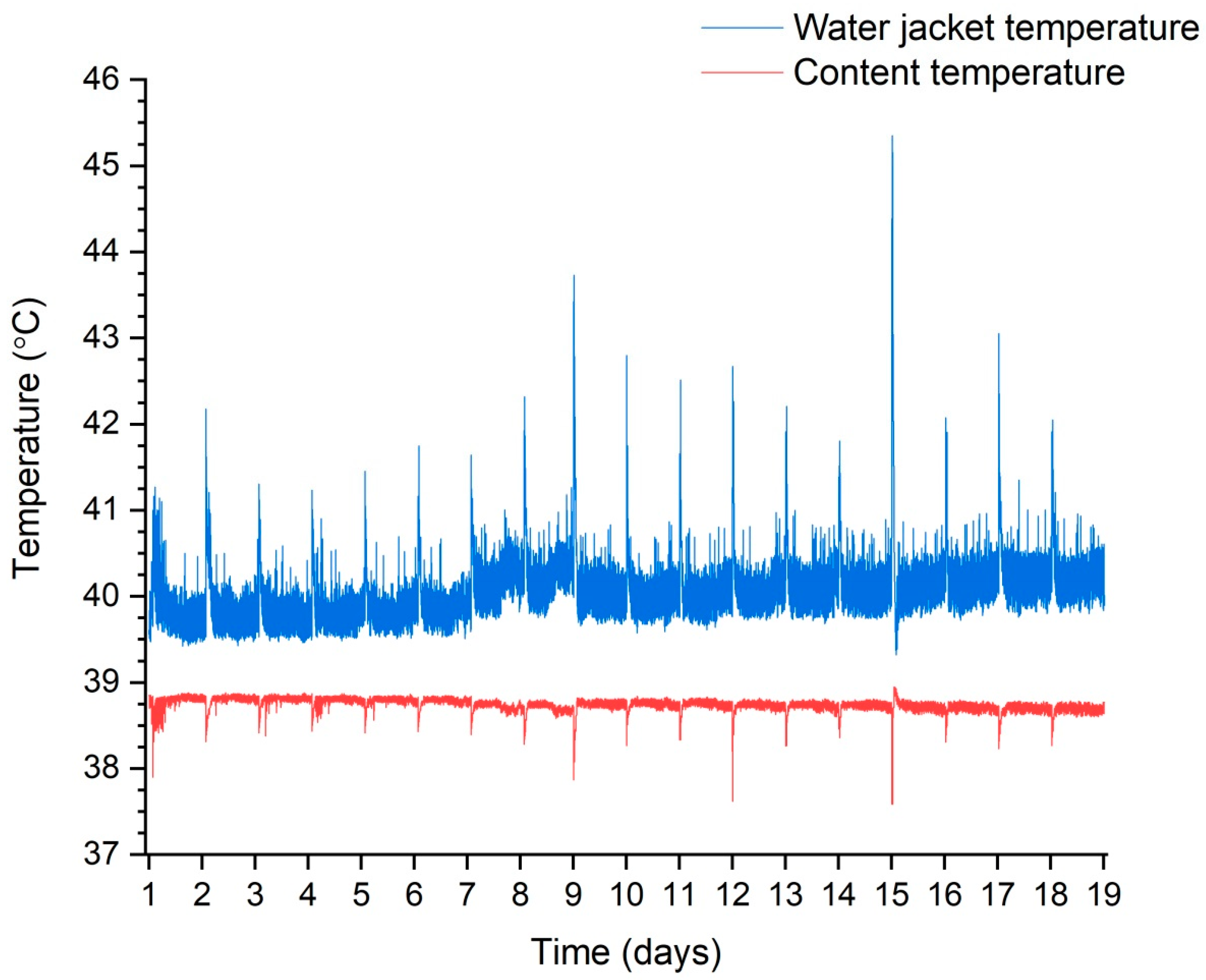
| Set temperature | 39 °C |
| Real temperature | 38.4 ± 0.7 °C |
| Mixing mode | 8 min. mixing/22 min. standstill |
| Mixing speed | 1200 rpm |
| Substrate volume | ≈95 dm3 |
| HRT | 30–31 days |
| Test Number | Daily Dose | Digester Organic Load Mg−1∙d−1) | Process Overpressure (MPa) |
|---|---|---|---|
| 1 | 3.000 kg of inoculum + 0.080 kg of white leather shavings (mixed) | 1 | 0.01 |
| 2 | 3.000 kg of inoculum + 0.080 kg of white leather shavings | 1 | 0.1 |
| 3 | 3.000 kg of inoculum + 0.080 kg of white leather shavings + 0.035 kg of glycerine | 1.5 | 0.1 |
| 4 | 3.000 kg of inoculum + 0.160 kg of white leather shavings | 1.5 | 0.1 |
| 5 | 3.000 kg of inoculum + 0.160 kg of blue leather shavings | 1.5 | 0.1 |
| Parameter | Test 1 | Test 2 | Test 3 | Test 4 | Test 5 | p-Value |
|---|---|---|---|---|---|---|
| pH | 7.80 B * | 7.58 C * | 7.35 E * | 7.47 D * | 7.84 A * | <0.0001 |
| Dry Matter [%] | 2.3 C * | 2.0 D * | 2.3 C * | 2.8 B * | 3.0 A * | <0.0001 |
| Organic Dry Matter [% of DM] | 72.9 A * | 72.5 B * | 72.4 C * | 71.4 E * | 72.0 D * | <0.0001 |
| Ammonium Nitrogen [mg/dm3] | 1076 E * | 1151 D * | 1178 C * | 1249 B * | 2409 A * | <0.0001 |
| Volatile Fatty Acid (FOS) | 1238 E * | 1292 D * | 1450 C * | 1343 B * | 2350 A * | <0.0001 |
| Total Alkalinity (TAC) | 5061 C * | 4851 E * | 4918 D * | 5495 B * | 8957 A * | <0.0001 |
| FOS/TAC ratio | 0.245 D * | 0.266 B * | 0.295 A * | 0.244 E * | 0.260 C * | <0.0001 |
| Parameter | Test 1 | Test 2 | Test 3 | Test 4 | Test 5 |
|---|---|---|---|---|---|
| Test time [days] | 14.3 | 15.1 | 18.0 | 16.0 | 13.9 |
| Biogas obtained (gas meter reading) [dm3] | 36.0 | 47.0 | 435.2 | 147.1 | 214.3 |
| Biogas obtained (based on pressure differentials) [dm3] | 36.63 | 47.97 | 420.10 | 157.70 | 201.10 |
| Biogas obtained (based on pressure) [dm3]. | 35.19 | 46.89 | 438.85 | 157.49 | 201.32 |
| Average total biogas yield of mixture [m3·Mg−1]. | 0.85 ± 0.062 | 1.598 ± 0.075 | 7.36 ± 0.57 | 3.03 ± 0.15 | 4.56 ± 0.26 |
| Average biogas yield of leather shavings [m3·Mg−1] | - | - | 10.53 ± 6.89 | 9.58 ± 2.36 | 39.6 ± 5.2 |
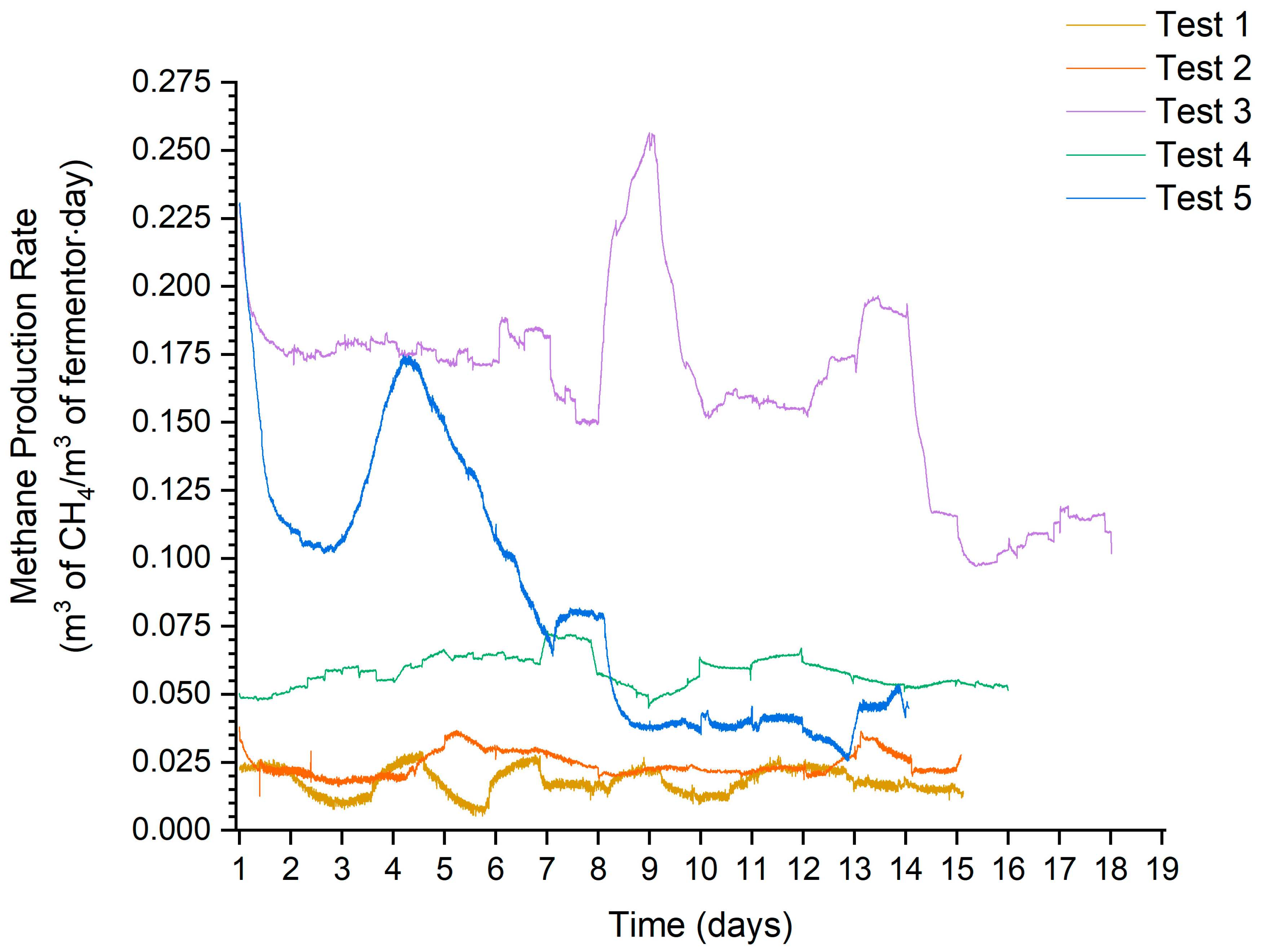
| Methane production rate [m3 of CH4/ m3 of substrate/day] | 0.018 ± 0.005 | 0.024 ± 0.004 | 0.165 ± 0.036 | 0.059 ± 0.006 | 0.088 ± 0.05 |
| Biogas Composition | Test 1 | Test 2 | Test 3 | Test 4 | Test 5 | p-Value |
|---|---|---|---|---|---|---|
| [%] | 75.1 B * | 77.5 A * | 65.0 C * | 55.9 D * | 53.8 E * | <0.0001 |
| [%] | 23.0 C * | 19.8 D * | 29.2 B * | 29.7 A * | 29.7 A * | <0.0001 |
| [%] | 1.6 C * | 2.0 B * | 1.2 D * | 3.0 A * | 3.0 A * | <0.0001 |
| [ppm] | 7 D * | 104 A * | 5 E * | 9 C * | 19 B * | <0.0001 |
| Parameter | Test 4 | Test 5 |
|---|---|---|
| pH | 7.69 B * | 8.15 A * |
| DryMatter [%] | 2.8 B * | 3.2 A * |
| Organic Dry Matter [% of DM] | 71.4 A * | 71.0 B * |
| Chemical Oxygen Demand (COD) [mg/dm3] | 19,000 B * | 32,000 A * |
| Biological Oxygen Demand (BOD) [mg/dm3] | 4200 A * | 1700 B * |
| Total Kjeldahl Nitrogen [mg/dm3] | 3500 | 4091 |
| AmmoniumNitrogen [mg/dm3] | 1095 | 2120 |
| Hg [mg/kg] | 0.0440 | 0.0024 |
| Cr [mg/kg] | 2.4 | 390.0 |
| Zn [mg/kg] | 16 | 130 |
| Cd [mg/kg] | 0.0067 | 0.0130 |
| Ni [mg/kg] | 0.92 | 1.80 |
| Pb [mg/kg] | 0.7 | 2.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czarnecki, M.; Wrzesińska-Jędrusiak, E.; Konkol, I.; Świerczek, L.; Postawa, K.; Kułażyński, M.; Myczko, A. Management of Tanning Waste from Leather Processing by Anaerobic Digestion Using a Dynamic Method on a Semi-Technical Scale. Sustainability 2024, 16, 9501. https://doi.org/10.3390/su16219501
Czarnecki M, Wrzesińska-Jędrusiak E, Konkol I, Świerczek L, Postawa K, Kułażyński M, Myczko A. Management of Tanning Waste from Leather Processing by Anaerobic Digestion Using a Dynamic Method on a Semi-Technical Scale. Sustainability. 2024; 16(21):9501. https://doi.org/10.3390/su16219501
Chicago/Turabian StyleCzarnecki, Michał, Edyta Wrzesińska-Jędrusiak, Izabela Konkol, Lesław Świerczek, Karol Postawa, Marek Kułażyński, and Andrzej Myczko. 2024. "Management of Tanning Waste from Leather Processing by Anaerobic Digestion Using a Dynamic Method on a Semi-Technical Scale" Sustainability 16, no. 21: 9501. https://doi.org/10.3390/su16219501
APA StyleCzarnecki, M., Wrzesińska-Jędrusiak, E., Konkol, I., Świerczek, L., Postawa, K., Kułażyński, M., & Myczko, A. (2024). Management of Tanning Waste from Leather Processing by Anaerobic Digestion Using a Dynamic Method on a Semi-Technical Scale. Sustainability, 16(21), 9501. https://doi.org/10.3390/su16219501