1. Introduction
Many elements and raw materials that are used as primary resources on Earth and are available in limited quantities make recycling activities one of the input supply methods that should be used both on a global and micro scale. One of these raw materials is steel and steel scrap, and the reproduction of steel is possible by recycling and melting [
1,
2,
3]. At the same level of importance as the raw material constraint and, simultaneously, keeping the process-related carbon emissions at the lowest levels, especially as it causes global warming, becomes another constraint that concerns all manufacturing processes. Statistical data reveal that carbon emission and greenhouse gas emission levels are increasing on an annual basis due to increasing manufacturing and energy sector developments in Türkiye and the world [
4,
5].
The commitments made by countries on carbon emissions and carbon footprint reduction within the framework of the European Green Deal, an important regulatory agreement, make sustainable and environmentally friendly production mandatory in today’s production systems. The energy and manufacturing sectors are important sectors that cause carbon emissions, and it is observed from statistical data that steel production in the manufacturing sector occurs in very high amounts. For this reason, improvements that can be made in the steel production process in terms of raw materials, energy and emissions provide high levels of benefit when considered on a global scale. In addition to these restrictions, the steel production sector is expected to be subject to significant restrictions, especially with the entry into force of the European Union Border Carbon Tax regulations, and carbon taxation and emission penalties are expected to increase significantly in the coming years [
6].
Based on the current raw material and carbon emission constraints on the blending problem that forms the basis of this study, it is aimed to obtain an optimized scrap blend in terms of low energy consumption, cost and emission minimization with maximum scrap usage in steel production. In this context, studies were carried out on creating a mathematical model in which the optimum blend would be obtained by using a certain number of steel scrap pile sets and pure elements in the production of GS52 steel in a foundry company where the data for the problem were provided and solving it with the help of the GAMS program that offers the possible optimal results. The obtained results were additionally verified with the Microsoft Excel program. Thanks to the optimization studies carried out, an exemplary study in terms of sustainable and environmentally friendly production has been brought to the literature by reducing energy consumption in steel casting and reducing CO2 emissions resulting from raw material and energy consumption.
2. Literature Review
2.1. Literature Review on Steel and Metal Blending Problems
In the literature, the blending problem for different substances and materials has been studied and many solution methods have been used. In one study, a fuzzy chance-constrained linear programming model for scrap charge optimization in steel production is studied [
7]. In another study, robust optimization for integrated scrap steel charge with regard to uncertain metal element concentrations is examined [
8]. A study examined the optimization of steelmaking with scrap mixing [
9]. A solution to the optimization problem under uncertainties was sought for the blending problem in the brass casting industry [
10,
11]. An MILP-MINLP decomposition model was used to optimize the multi-period blending base source model [
12]. A stochastic model was studied for brass metal, aiming to both minimize the batch cost and maximize the process capability index [
13].
2.2. Literature Review on Steel Production
When recent studies in the literature on steel production are examined, it is possible to group them under the following headings. Some example studies are mentioned below in the related subject.
In recent years, studies on steel production, energy savings, scrap use and CO
2 emissions, etc., in production have been discussed. There are studies to manage emission gases. Wu et al. (2016) studied the monitoring of carbon metabolism with the development of industrial symbiosis applications in the iron and steel production network [
14]. A long-term simulation study was conducted by Ruijven et al. (2016) on the energy consumption and carbon emissions of the steel and cement sectors globally [
15]. Zhang et al. (2019) carried out a study on energy optimization to reduce carbon dioxide emissions in an integrated iron and steel production facility [
16]. Liang et al. (2020) studied the environmental impact assessment carried out in an iron and steel facility in China [
17].
In current studies, it is seen that studies on the use of steel slags and similar steel wastes as secondary products or as secondary product raw materials are carried out separately. Guo et al. (2018) carried out a study within the scope of the improvement, recycling and management of slags released as a result of steel production in China [
18]. Rashada (2019) prepared a study as a guide on the recycling and use of steel slag as a cementitious material [
19]. Roslan et al. (2020) presented an experimental study concerning the properties of concrete prepared with waste products generated from the steel industry, namely electric arc furnace steel slag (EAFS) and steel sludge [
20].
It is considered that studies on this issue have been carried out, but the implementation studies are not sufficient. Rong and Lahdelma (2008) studied a fuzzy chance-constrained linear programming model for scrap charge optimization in steel production [
7]. Yang et al. (2018) studied robust optimization for integrated scrap steel charge with regard to uncertain metal element concentrations [
8]. Maiji and Kesavaro (2019) examined a study for the optimization of steelmaking with scrap mixing [
9]. Seidu and Onigbajuma (2015) made applications on the development of a charge calculation program for target steel in an induction furnace [
21]. Adetunji and Seidu (2020) conducted a simulation of a new charge calculation model for steel production [
22].
It has been observed that studies have been carried out within the scope of case studies for steel industries on a country basis. Wang et al. (2016) conducted a study to reveal typical air pollutant gas emissions emitted from iron and steel facilities operating in China [
23]. An analysis of CO
2 emission change was carried out by Kuramachi (2017) for the Japanese iron and steel industry, taking into account the development of possible process capacities that can flexibly adapt to various projected future crude steel production levels (“optimal capacities”) while maintaining minimum capacity utilization [
24]. Xuan and Yue (2016) used a subsystem input–output model to investigate the impact of imported steel scrap on the future energy and resource consumption and waste gas emissions (CO2, SO2 and PM) of the Chinese steel industry [
25]. Griffin and Hammond (2019) conducted studies to reduce industrial energy demand and carbon dioxide (CO2) emissions in the iron and steel sector with a focus on the situation in the United Kingdom of Great Britain and Northern Ireland (UK) [
26].
Ambade et al. (2015) studied an investigation on energy conservation conducted in an induction furnace. According to the data obtained, the induction furnace consumes 87% of the total energy consumption required for melting. It is predicted that significant power savings can be achieved if the raw material is heated up to 500–600 °C by any method more effective than induction heating [
27].
Accounting studies were carried out on determining carbon costs in an iron and steel enterprise, and an analysis including indirect and direct costs was presented. According to the results obtained, the carbon emission cost was found to be approximately 8% among the steel production costs of the observed enterprise [
28]. In another study, energy balance analyses between induction and electric arc furnaces in steel production were carried out. As a result of the analysis, it was revealed that an average of 530 kWh of electrical energy was consumed when an induction furnace was used to obtain 1 ton of steel, and 704 kWh of electrical energy was consumed when an electric arc furnace was used. This result shows that induction furnaces are more efficient in terms of energy consumption and energy-related emissions [
29].
Steel production occurs in very high quantities on a global scale as it provides input materials/raw materials to many manufacturing areas. According to 2023 data, 1 billion 888.2 million tons of crude steel were produced worldwide. China, 1019.1 million tons in 2023; India, 140.2 million tons; Japan, 87 million tons; United States, 80.7 million tons; Russia, 75.8 million tons; South Korea, 66.7 million tons; Germany, 35.4 million tons; Turkey, 33.7 million tons; and Brazil, 31.9 million tons of crude steel. A high level of benefit can be achieved by disseminating improvements in energy, raw material, and emission costs among the costs involved in steel production in these high quantities [
30].
2.3. Green and Sustainable Production, Carbon Taxes in Customs
Green production has become widespread in developed countries in recent years and aims to minimize environmental impacts in the production process and increase input efficiency. It refers to a sustainable production method that covers all business processes in a way that keeps resource consumption, such as raw materials and energy, to a minimum [
31]. While green production is mostly linked to processes that respect the environment, sustainability covers all processes, including production and supply chain management, with the holistic approach of businesses [
32]. It is seen that businesses consider green production as a legal force in the early periods and as a factor that provides a competitive advantage in the recent period. Factors that direct businesses to green production can be stated as legal regulations, company policies, technological orientation, obtaining incentives and exception opportunities and providing a competitive advantage [
33].
Green production practices can be stated as minimizing energy consumption, input use, and solid waste; reusing outputs; and using renewable outputs. A business that states that it implements green production has to keep variables such as resource efficiency level, green energy scope, and recycling feature under control [
34].
The primary tool used by the European Union (EU) for emission reduction with the European Green Deal is the Borderline Carbon Regulation Mechanism (SKDM). This tool aims to preserve EU competitiveness against the costs of green transformation and to increase the fight against global climate change. One of the measures taken at the EU level is to tighten the application of the emission trading system, which is a carbon pricing tool within the scope of reducing greenhouse gas emissions. Reducing the carbon allocation amount will increase the carbon fee, thus directing businesses to increase emission reduction efforts such as improving their processes and harmonizing clean production technologies in order to reduce carbon costs [
35]. Case studies have also been conducted in the field of carbon accounting in the production sector [
36,
37].
3. Experimental Method and Theoretical Method
In this study, experimental studies were carried out within the scope of the melting process using an induction furnace in steel production, and a theoretical mathematical model was created within the scope of the scrap blending problem. In summary, this study has a widespread impact as it includes both theoretical and experimental methods and applications and can be used in similar businesses and applications.
The following experimental methodology was taken into account in the steel scrap blending problem:
In order to obtain the GS52 steel content, experimental studies were carried out by melting in induction furnaces with 5 scrap types and 3 elements of certain purity available in the company. In these experimental studies, casting studies were carried out using the company’s existing blending method. Within the scope of the studies, 15 melting processes were observed;
For the content analysis of the scraps to be used in the scrap set, 3 measurements were taken from each scrap with a spectral analyzer—OBLF—17 Element Spectrometer by optical emission method, and the average value and standard deviation values of the scrap element contents were calculated;
Studies were carried out using chemical content analysis and the Mass Balance Method for carbon emission calculations and element losses of the scrap set;
The following theoretical method steps were taken into account in the steel scrap blending problem;
The melting energy and enthalpy calculations consumed for each type of scrap were calculated by taking into account the enthalpy charts in reference sources and the induction furnace efficiency stated by the company;
Carbon emission costs were added to the model by taking into account the data obtained from reference sources in the literature and current EU border carbon tax values;
A carbon emission penalty cost was added to the model by applying it to scraps with high carbon content, taking into account the amounts determined under the relevant Environmental Law;
The created mathematical model was coded in the GAMS Rev 148 ×86/MS Windows program to obtain solutions for different scenarios.
3.1. Materials and Preparation Techniques
Three samples were taken from the scrap materials and grinding was performed for surface cleaning. For content analysis, tests were performed on a spectral analyzer and the elemental content of the scraps was recorded. In addition to the element content information, kg-based price information obtained from the steel market for the relevant scrap steel is also presented in
Table 1. Additionally, a visual of scrap samples is shown in
Figure 1.
Characterization of Materials
In the steel castings made by the company, GS-52 quality steel, equivalent to 1.0552 quality, is mostly cast. GS-52 steel, which is a widely preferred type of steel in steel manufacturing, is a carbon steel obtained as a result of casting and is widely used as structural steel, especially in the manufacturing of construction machinery spare parts. The standard material characterization of GS-52 steel is presented in
Table 2.
An example spectral analysis made on an OBLF—17 Element Spectrometer by optical emission method report obtained as a result of a GS-52 blending is presented in
Table 3, and a visual of the relevant sample is presented in
Figure 2.
3.2. Emission Analysis Resulting from Element Loss in Smelting
Since the reduction of carbon emissions resulting from blending is examined within the scope of the study, gas emissions different from CO2 are excluded from the scope of the study.
Carbon dioxide reaction equation
| C | + | O2 | → | CO2 | (R1) |
| 12 gr/mol | | 32 gr/mol | | 44 gr/mol | |
CO
2 emission calculations in this section were carried out using the Mass Balance Method, which is frequently preferred in the literature and relevant greenhouse gas measurement regulations (
Table 4).
The samples taken after melting using 1000 kg of Scrap 5 were examined on an OBLF—17 Element Spectrometer by optical emission method, and the following content was obtained (
Table 5). The resulting mass was measured at 994 kg.
1.96–1.76 = 0.2 kg C was lost as a result of the melting process.
During the induction furnace melting process, 0.2 kg C was lost, and it is understood that this loss turned into CO
2 emissions.
As can be seen from the sample melting result, 10.2% of the C amount in the raw material was released. Accordingly, the CO
2 emission costs table shown in
Table 6 was created for other scrap raw materials.
There is also a significant loss in the amount of silicon during the blending process. The following calculations were made regarding this loss, taking into account the scrap entering the blend and the resulting melting data:
The samples taken after melting using 1000 kg of Scrap 5 were examined with a spectrometer, and the following content was obtained. The resulting mass was measured at 994 kg. Information on the content of the molten steel material is presented in
Table 7.
The amount of silicon left out of the blend, especially by mixing with the slag during the blend melting process:
The rate of silicon loss is 69%.
3.3. Raw Material-Based Melting Energy (Enthalpy) Calculations
According to studies held in an induction furnace steel-making company, reliable and validated smelting parameters and graphics are identified and presented in Inductive Melting and Holding by Dötch [
39]. The book presents the current state-of-the-art of inductive melting technology as it is deployed in manufacturing and processing metal. Nowadays, the energy efficiency of process heating plants is the new challenge for industrial furnaces. The work focuses mainly on the metallurgical processes involved in melting, holding and pouring using induction systems. This reference is used as the basis for the identification of enthalpy/melting energy values of related steel scrap materials. From the graph in
Figure 3, the specific enthalpies of steel at 1500 °C were obtained by interpolation calculations, and the relevant enthalpy values are presented below (ΔH);
348 kWh/t for Scrap 1
346.5 kWh/t for Scrap 2
341.5 kWh/t for Scrap 3
344.3 kW/t for Scrap 4
For Scrap 5, it was determined to be 346.5 kW/t.
Assumption: The energy efficiency level of the melting furnace used in the foundry where the work was carried out was obtained as 70% as a result of discussions with authorized personnel.
In this context, the scrap-based melting energy consumption during casting is stated below:
495 kWh/t for Scrap 2
487.8 kWh/t for Scrap 3
491.8 kWh/t for Scrap 4
It was determined to be 495 kWh/t for Scrap 5.
According to the current data of the Ministry of Energy of the Republic of Türkiye, taking into account the emission factor values, it is seen that 0.481 kg of CO
2 is emitted per kWh from electrical energy [
40].
Melting energy consumed for Scrap 1: 497 kWh/t
Energy-related emission cost:
(**) Taken as Euro = 30 TL. The EU is putting the “Carbon Tax at the Border” into operation and foresees that greenhouse gas emissions will be priced at €50 per ton in the tax calculation. The tax amount will be calculated by multiplying the CO2 emissions per ton by the emission ton price and the exported product tonnage.
3.4. Data on the Scrap Steel Blending Problem
Steel is an alloy of iron (Fe) and carbon (C). It may also contain alloying elements in different proportions than carbon. The chemical composition and internal structure of steel give it its characteristic properties. Different amounts of alloying elements can be added to the steel, and the internal structure can be arranged through various additional processes (reclamation, normalization, etc.) to obtain steel with different mechanical properties depending on the intended use.
4. Multi-Factor Steel Scrap Blending Optimization Model
Within the scope of the single blending problem, a mathematical model has been created to minimize the total blend cost (including energy, emissions and scrap costs) that will provide the desired product specifications from additional suitable raw materials with the maximum use of scrap material for steel production.
It has been seen in the analyses that all raw material and element amounts are suitable for modeling with mean values and standard deviation values. Raw material element concentrations and final product concentrations were evaluated within the average value. The mathematical model created for total blending cost minimization within the scope of the study is presented below:
I—the set of elements found in the final product
J—set of all materials
J0—set of scrap materials
Parameters
J—raw material, j = 1, …, 8
i—element (e.g., C, Si), I = 1, …, 6
aj—yield coefficient of raw material j j ϵ J
bi—coefficient of efficiency of element i i ϵ I
cj—cost of raw material j j ϵ J (TL/kg)
ck,j—emission cost of raw material j j ϵ J (TL/kg)
ce,j—cost of melting energy consumed for raw material j (TL/kg)
cem,j—emission cost of melting energy consumed for raw material j (TL/kg)
cyap,j—carbon emission penalty cost for raw material j (TL/kg)
ej—electrical energy required for melting raw material j (kWh/kg)
µind—energy efficiency coefficient of the induction furnace
cp—electricity unit price = 3.0859 TL/kWh
mco2—amount of CO2 released due to unit electricity used = 0.481 kg CO2/kWh
—cost of carbon tax at the EU border = 1.5 TL/kg CO2
M—total blend mass (kg)
, —lower and upper limit for the use of raw material j (kg)
—concentration of element i in raw material j
—concentration of element i in raw material j (probabilistic)
Ui—upper specification limit of the element i ratio in the blend
Li—lower specification limit of the element i ratio in the blend
Kα—cumulative distribution function of the standard normal distribution
* The developed model was transformed into a non-linear deterministic equivalent using chance-constrained programming as found in studies in the literature. The transformation functions for Equation (12) are taken into account and transformed into Equations (13) and (14). The model created in this framework is transformed into a non-linear mathematical model [
15].
Total blend mass constraint
Raw material usage restriction (when required)
(Note: The melting efficiency of the carbon element found in all raw materials has been obtained through applied study.)
Assumption: Element losses other than silicon and C losses are not taken into account.
Assumption: According to the calculations made in Section 2.2, assuming that the amount of carbon lost during melting turns into CO2, 1 unit of carbon causes 3.65 units of CO2.
The emission cost for each raw material is obtained by multiplying the amount of carbon element lost during smelting by the conversion amount to CO2 and the EU border tax amount.
The melting energy cost for each raw material is obtained by dividing the efficiency of the melting furnace by the product of the electrical energy used to melt the relevant raw material and the electricity unit price.
The energy-related emission cost for each raw material is obtained by dividing the product of the electrical energy used to melt the relevant raw material, the emission per unit of electricity and the carbon tax at the EU border, by the efficiency of the melting furnace.
Penalty cost for scrap with high carbon content
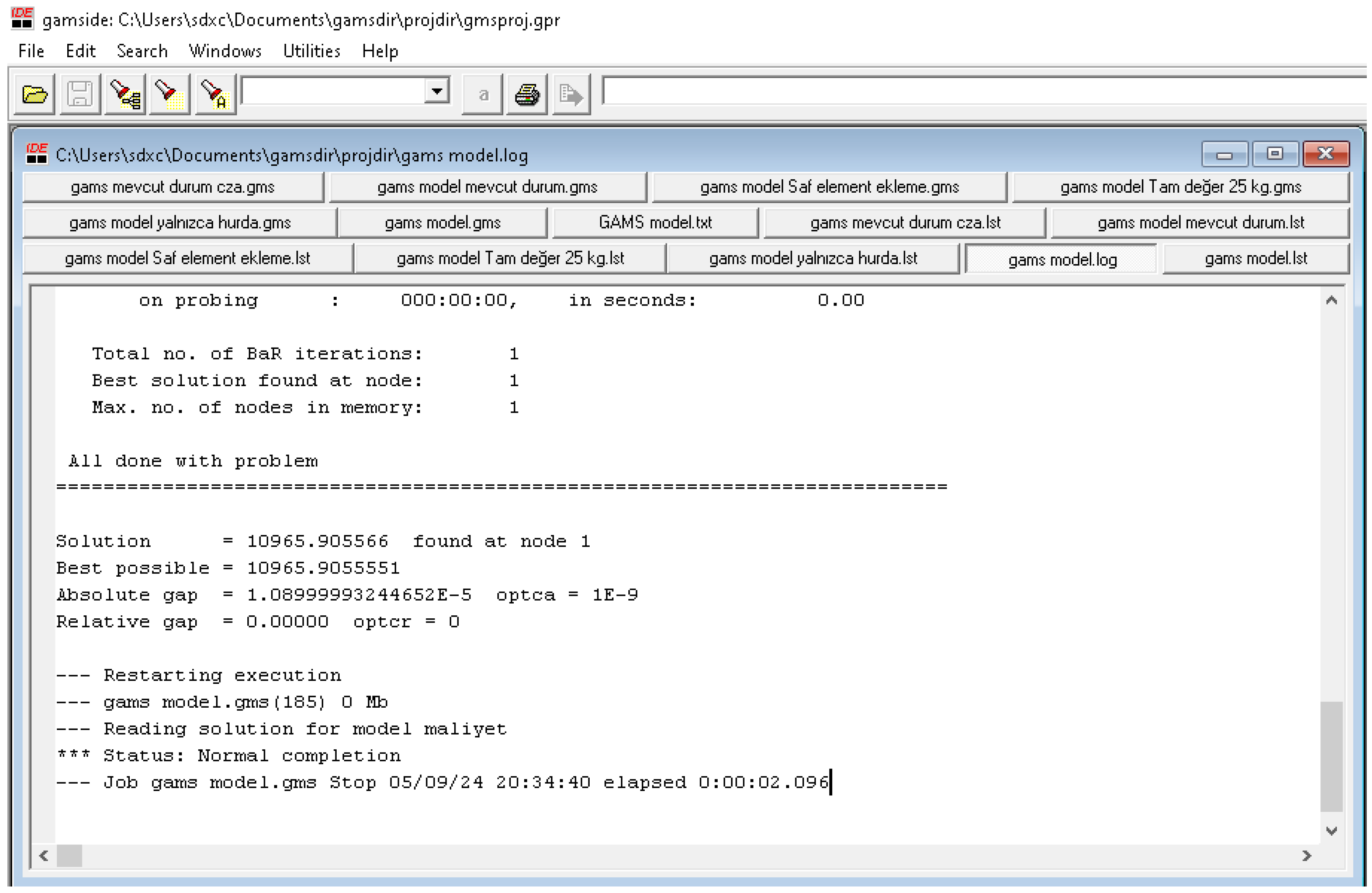
In our paper, GAMS Rev 148 ×86/MS Windows is used for modeling and solving our mathematical model for the multi-factor scrap blending problem. GAMS is a high-level modeling system for mathematical programming and optimization. It consists of a language compiler and a range of associated solvers. The GAMS modeling language allows modelers to quickly translate real-world optimization problems into computer code. The GAMS language compiler then translates this code into a format the solvers can understand and solve.
Our model is solved by the GAMS Baron v.7.8.1 Solver in just 2.1 s with a computing system that has the specifications below:
The results obtained from the GAMS solution are validated in MS Excel by preparing formulations and entering scrap quantities. As a result, we have proved our model result values. The GAMS result screen is shown in
Figure 4.
5. Results and Discussions
5.1. Blending Method Used by the Company before the Optimization Studies
Before the optimization study carried out within the scope of this study, the company used the ingredients specified in
Table 7 in the GS52 steel blend. As a method, the company blended using 600 kg of DKP (Scrap 1) and 400 kg of other scrap (Scrap 5), and finally added other missing pure elements by taking samples from the melting.
The company’s pre-optimization method was modeled and run on GAMS, and the results were also verified in the Excel environment. The objective function value of the blend made by the company before the study was determined to be11,593 TL.
Table 8 shows the costs of the blend applied by the company before optimization.
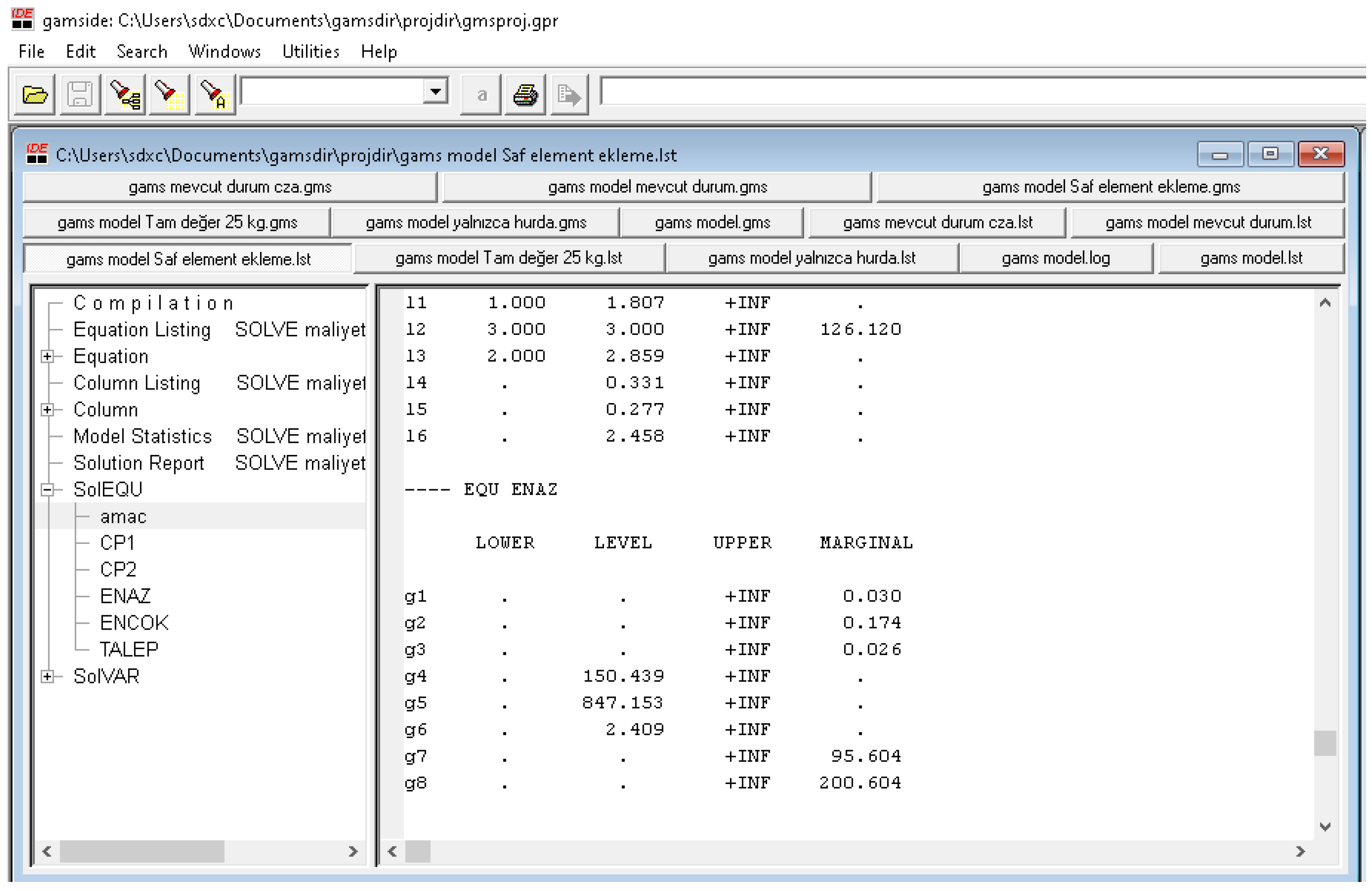
5.2. Scenario 1: Optimization with the Combined Usage of Scrap Materials and Elements
As a result of the solution made in GAMS, the best suitable solution was reached by using scrap materials and pure elements together as input in the model. The visual of the GAMS result obtained is presented in
Figure 5.
Minimum total cost blend content within the scope of the model:
Scrap 4 = 150.439 kg;
Scrap 5 = 847.153 kg;
Silicon = 2.409 kg.
The best possible solution was reached for the combined use of scrap materials and pure elements, and the objective function value was obtained as 10,834 TL. The blending cost of the company’s current blending method is 11,593 TL, and a cost advantage of 759 TL was achieved with the blend obtained as a result of optimization. Validation calculations of the model are also shown in
Table 9.
5.3. Scenario 2: Adding a Carbon Emission Penalty to the Model in Addition to Scenario 1
If the CO
2 emissions generated by manufacturing companies in their processes exceed certain values, significant emission sanctions are imposed in accordance with Environmental Law No. 5909. The relevant law states: “An administrative fine of 24,000 Turkish Liras (293,188 TL in 2024) will be imposed on those who operate facilities subject to permit without taking the precautions stipulated in the permit they received or in the regulations, or in violation of the emission standards and limitations determined in the regulations”. This article defines that a penalty of 293,188 TL will be imposed on companies that exceed the emission value in 2023 [
41]. As a result of adding these sanction amounts to the mathematical model, taking into account the annual production capacity of the relevant company, the following results were obtained:
The relevant amount is indirectly taken into account as a cost originating from raw materials in the model. The relevant cost was reflected as the additional emission cost of scrap with relatively high carbon content (Scrap 3 and Scrap 4), and the solution was achieved by adding the data to the relevant model. Verification calculations are presented in
Table 10.
The total cost obtained in the optimization study by including the penalty criterion in the model was 10,965 TL. A cost advantage of 628 TL was achieved compared to 11,593 TL, which was the total cost of the blend used by the company before the optimization study.
5.4. Scenario 3: Applying a Carbon Penalty to the Blending Method Used by the Company before Optimization Studies
The data in
Table 11 were obtained by adding the penalty cost arising from carbon emissions to the blending method currently applied by the company.
According to the data obtained, when blending optimization is not performed for the steel melting process, the blend cost is 12,383 TL/Tons. With this result, when compared to the optimum blend cost of 10,965 TL/tons obtained after optimization, a cost advantage of 1418 TL per ton is provided. As a result, sustainable, environmentally friendly and cost-effective blending was achieved by attaining both the lowest carbon emission level and a cost improvement of approximately 11.5% in melting optimization.
As a result of the optimization study, environmentally friendly steel production with sustainability and minimum carbon emissions can be achieved from a predictive perspective by addressing the emission penalty and additional costs awaiting the sector in the future.
5.5. Casting Application
The identified optimum steel blend was applied in the related steelmaking company, and the results mentioned below were measured:
6. Conclusions
This study investigates the potential for blending scrap steel with GS52 steel within a foundry setting. Utilizing scrap steel offers both economic advantages due to reduced material costs and ecological benefits through recycling and resource conservation.
The research distinguishes itself by presenting a comprehensive optimization model for scrap steel blending at the foundry level. This model uniquely incorporates factors such as material cost, raw material emission cost, energy cost, and energy-related emission cost, thus contributing a novel perspective to the existing literature. Additionally, the model accounts for element losses during the melting process, enhancing its accuracy and practical applicability.
Through implementation in GAMS Rev 148 x86/MS Windows, the model identified a minimum-cost blend for producing GS52 steel, demonstrating the feasibility of utilizing high levels of scrap (approximately 99.7%) with minimal reliance on pure elements (2.5 kg Si). This approach yields several significant benefits:
Raw Material Cost Reduction: Minimizing the use of pure elements directly translates to lower raw material costs within the overall blend.
Reduced Energy Consumption: The optimized blend results in decreased total energy consumption associated with raw material processing.
Sustainable and Environmentally Friendly Production: By applying carbon penalties, the model significantly reduces carbon emissions and associated costs arising from both energy use and raw materials. This promotes sustainable and environmentally conscious steel production practices.
The model’s versatility extends beyond GS52 steel and can be adapted for various metal types, including alloy steel and aluminum, by adjusting element content parameters. This broad applicability underscores the widespread impact and potential utilization of the research findings.
A key distinguishing feature of this model is the incorporation of carbon penalties for high-carbon content scrap, leading to a minimization of raw material-related carbon emissions and associated costs. This approach aligns with the growing emphasis on carbon footprint reduction and harmonization with global emission reduction protocols.
Considering the increasing regulatory focus on carbon emissions and the potential for future sanctions, this study offers a valuable solution for mitigating emission-related costs and penalties. By promoting environmentally friendly and sustainable production practices, the research contributes significantly to the advancement of responsible steel manufacturing.
In conclusion, this optimization study demonstrates the feasibility of achieving sustainable and environmentally conscious steel production with minimal carbon emissions. By adopting a predictive approach and addressing future emission-related challenges, the research paves the way for a more responsible and cost-effective steel industry.
Our GAMS model has medium difficulty to implement by any steel producer. Producers need to implement GAMS with basic and short user education by specialists like us. We also made validation tables in MS Excel to control and visualize the exact GAMS results. Steel producers can use these sheets with manual changes and obtain new blend data for their castings.
Additionally, our mathematical model can be more suitable for medium-sized steel makers because traditional small-sized steel melting facilities may have adaptation problems with such optimization software. For this reason, the MS Excel validation sheets provided exclusively in our study can be more usable for small job shop steel makers. In addition, determined scrap quantities can sometimes take decimal values, and it may not be possible for the steel manufacturer to plan this. In this context, it is also possible to obtain integer value scrap amounts by changing parameters in our GAMS model.
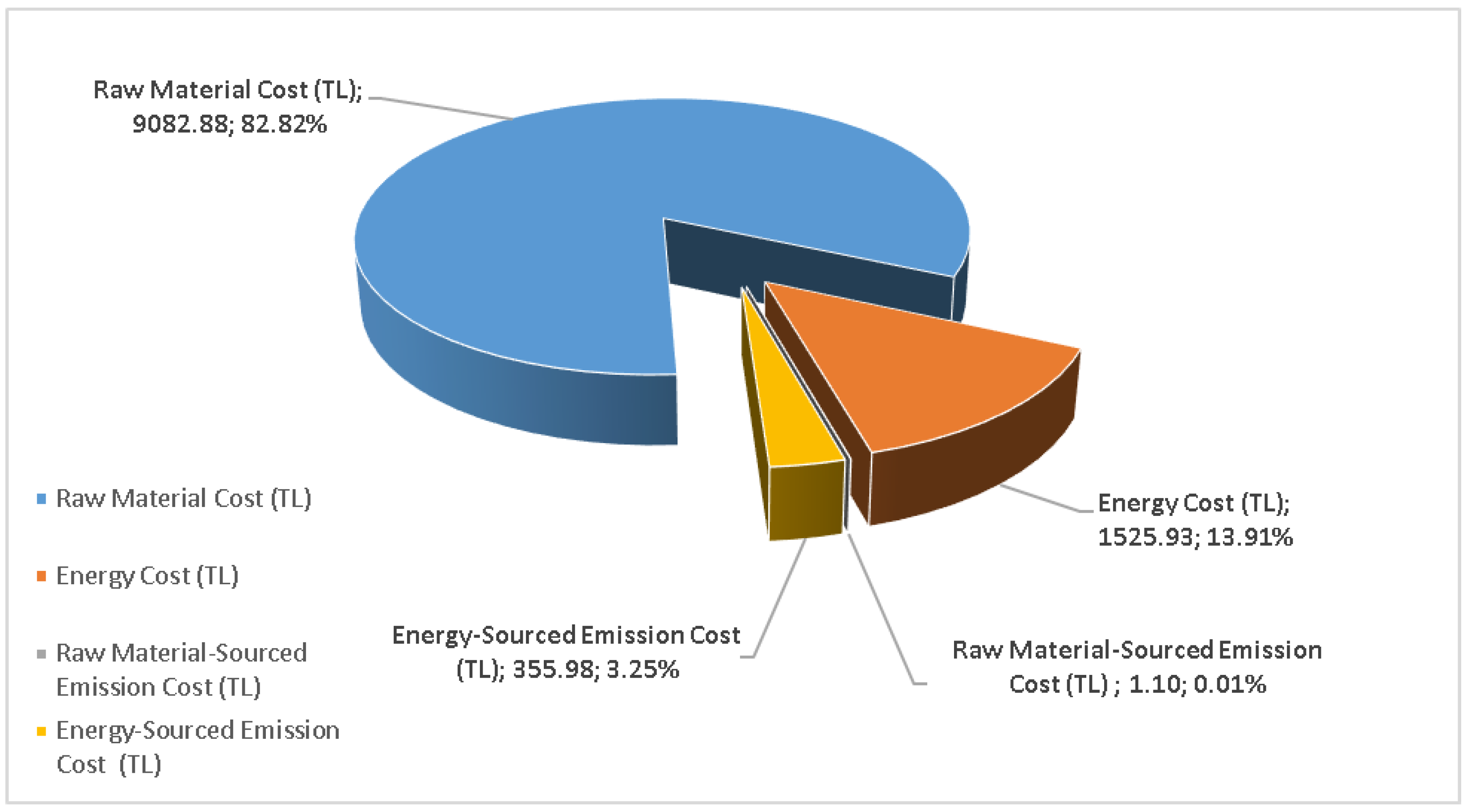
6.1. Proportion of Energy Costs in the Total Blending Cost
As a result of the optimization studies, the contribution of energy costs to the total blend costs is 13.92% (1525.93 TL). The graph regarding the distribution of the relevant blending cost is presented in
Figure 6. Raw material/scrap cost has the highest share in the total blend cost at 82.82% (9082.88).
6.2. Proportion of Emission Costs in the Total Blending Cost
The share of energy-related emission costs in the total cost is 3.25% (355.98 TL), and the share of raw material-related emission costs in the total cost is 0.01%. These two emission costs together constitute 3.26% of the total emission cost.
Although the level of emission costs calculated as a result of optimization is relatively low compared to raw material and energy costs, it is evaluated that sanctions will increase day by day to ensure carbon emission reduction at the international level, and therefore, the rate of emission costs reflected in steel production will increase significantly. The optimization processes carried out within the scope of this study will minimize exposure to these emission sanctions.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}