
Review on Dust Control Technologies in Coal Mines of China



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Dust Suppression Technologies
2.1. Coal-Seam Water Injection Technology
2.2. Wet Rock Drilling Technology
2.3. Water-Seal Blasting Technology
3. Open-Space Dust Reduction Technologies
3.1. Spray Dust Reduction Technology
3.2. Foam Dust Removal Technology
4. Mine Dust Collector Technology
4.1. Dry Dust Collectors for Mines
4.2. Wet Dust Collectors for Mines
5. Limitations and Prospects
5.1. Limitations and Solutions
5.2. Prospects of Dust Prevention and Control Technology
6. Conclusions
- (1)
- Coal-seam water injection can generally reduce the production of about 60% of total dust during mining. However, the effect is unstable and significantly affected by the properties of the coal body and environmental conditions. The dust removal efficiency is influenced by the ability of water to wet coal and the effect of water injection. The ability to wet coal with water can be improved mainly by adding surfactants to water or using magnetized water. In addition, optimizing water injection parameters, adding surfactants to the fracturing fluid, and using carbon dioxide cold immersion can improve the effectiveness of coal-seam water injection.
- (2)
- Wet rock drilling can effectively reduce dust generation during drilling but requires stable water sources and high-pressure equipment. The dust suppression efficiency of wet drilling can be improved by using magnetized water or adding surfactants, using substances such as foam, or optimizing water supply strategies.
- (3)
- Water-seal blasting can generally achieve a total dust suppression efficiency of 50–70%, but explosives and detonators with good waterproof performance are required during use. Optimizing the water-seal blasting process in terms of charge quantity, charge structure, and water-seal height can give it a more stable dust suppression effect.
- (4)
- The dedusting rate of spray dust removal on the total dust can reach 50–95%, but the dedusting rate on the respirable dust is low. The current research shows that using magnetized water or adding a surfactant or other liquid modification methods, and optimizing spray parameters, can increase dust removal efficiency by 10–40% and 5–10%, respectively. In addition, spray dust reduction also faces problems that may pollute the underground environment and endanger the health of operators.
- (5)
- Under appropriate conditions, the dedusting efficiency of foam dedusting for total and respirable dust can reach 95% and 85%, respectively, and the water consumption is less than that of spray dedusting. However, it also easily pollutes the underground working environment and endangers workers’ health. In addition, the instability of the foaming process may affect its dust removal effect. Optimizing the composition of the foaming agent can effectively improve the dust collection performance of the foam.
- (6)
- Dry dust collectors for mining without filter materials can be divided into inertial and cyclone dust collectors, with a total dust removal efficiency generally of 80–95%. The dry dust collector with a filter material for mining is a filter dust collector, and its dust removal efficiency for both total dust and respirable dust can reach over 95%. Mining dry dust collectors have high dust removal efficiency but are not suitable for handling high-humidity air, and they have a large volume and high maintenance costs.
- (7)
- Wet dust collectors for mining can treat air with high moisture content, and the total dust removal efficiency can generally reach over 90%. However, they require a stable water source during operation. In addition, they must be equipped with a suitable wastewater treatment system; otherwise, this approach will lead to secondary pollution. The current research mainly focuses on improving dust removal efficiency and meeting environmental protection needs.
- (8)
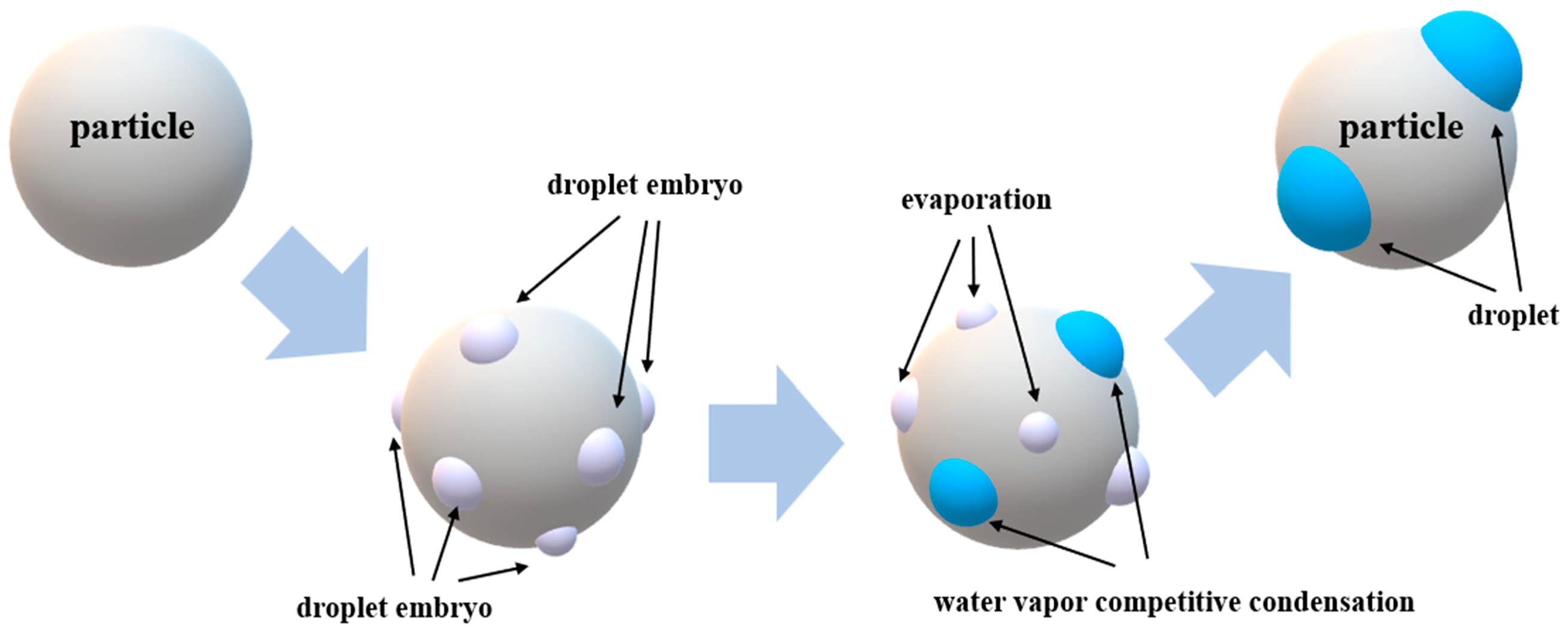
- Vapor heterogeneous condensation technology has demonstrated extensive utility in eliminating fine particles. Considering the elevated temperatures and humidity prevalent in underground environments, this technology is believed to be more than suitable for enhancing respirable dust growth and removal when coupled with some wet dust removal technologies.
Funding
Conflicts of Interest
References
- Perret, J.L.; Plush, B.; Lachapelle, P.; Hinks, T.S.; Walter, C.; Clarke, P.; Irving, L.; Brady, P.; Dharmage, S.C.; Stewart, A. Coal mine dust lung disease in the modern era. Respirology 2017, 22, 662–670. [Google Scholar] [CrossRef] [PubMed]
- National Academies of Sciences, Engineering, and Medicine. Monitoring and Sampling Approaches to Assess Underground Coal Mine Dust Exposures. Available online: https://www.ncbi.nlm.nih.gov/books/NBK531850/ (accessed on 15 March 2023).
- Yuan, L.; Xue, S.; Zheng, X.L.; Jiang, B.Y. Current situation and prospects of air quality revolution technology in coal mines. J. Min. Autom. 2023, 49, 32–40. [Google Scholar] [CrossRef]
- Xiu, Z.H.; Nie, W.; Yan, J.Y.; Chen, D.W.; Cai, P.; Liu, Q.; Tao, D.; Bo, Y. Numerical simulation study on dust pollution characteristics and optimal dust control air flow rates during coal mine production. J. Clean. Prod. 2020, 248, 119197. [Google Scholar] [CrossRef]
- Cheng, W.M.; Liu, X.S.; Ruan, G.Q.; Guo, Y.X.; Wang, G. The theory and technology of enclosure dust-laying model in speeded advance of coal road. J. China Coal Soc. 2009, 34, 203–207. [Google Scholar] [CrossRef]
- Liu, Q.; Hao, Y.J.; Zhao, Z.B. Study on dust distribution and dust prevention measures in fully mechanized coal face. Saf. Coal Mines 2023, 54, 47–53. [Google Scholar] [CrossRef]
- Zheng, Y.P.; Feng, C.G.; Jing, G.X.; Qian, X.M.; Li, X.J.; Liu, Z.L.; Huang, P. A statistical analysis of coal mine accidents caused by coal dust explosions in China. J. Loss Prev. Proc. 2009, 22, 528–532. [Google Scholar] [CrossRef]
- Li, M.; Li, M.N.; Bai, Q.Q. Influence of surface tension of humectant on moisture absorption effect of sulfide dust. J. Saf. Sci. Technol. 2017, 13, 132–136. [Google Scholar] [CrossRef]
- Nie, W.; Cheng, W.M.; Guo, Y.X.; Ruan, G.Q.; Zhou, G. Research and application of air curtain closed dust removal system in comprehensive mining face. Saf. Coal Mines 2009, 40, 19–22. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3Pgq1UPFMu1VAl9TN-WWAiU6BuhmYToXUZh0B4DrEw6-H8K6xM6F0bwDuJIkzMObeKn4WbNAn-aV9-cSumHIN86pe3o2ZthwYCPqb5lyDgPIDB2RvFmi9T5&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Wang, Y.J.; Chen, H.; Long, R.Y.; Yang, M.H. Health economic loss measurement and risk assessment of new cases of coal worker’s pneumoconiosis in China. Saf. Sci. 2020, 122, 104529. [Google Scholar] [CrossRef]
- Wang, H.Q.; Ye, Q.; Chen, Y.; Li, T. Epidemiology of coal miners’ pneumoconiosis and its social determinants: An ecological study from 1949 to 2021 in China. Chin. Med. J. Pulm. Crit. Care Med. 2023, 1, 46–55. [Google Scholar] [CrossRef]
- National Health Commission of the People’s Republic of China. Statistical Bulletin on the Development of Health Care in China in 2021. Available online: http://www.nhc.gov.cn/cms-search/xxgk/getManuscriptXxgk.htm?id=51b55216c2154332a660157abf28b09d (accessed on 28 March 2023).
- Chen, Z.; Dong, X.D.; Bian, T.; Liu, J.Y. Exploration of prevention and control of occupational diseases in coal mining faces. Coal Eng. 2022, 54, 230–234. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3N8KDTjhSAH4YzAcNCqoHCnJfoK4PAPj_0gs847wlo44IJg9QxwaqY2muXlou3Gk-xkXrczleGyaC4obPsSjWZBwLCjDrqbDl9xJDdMPIxqt87_q7L0xUIZPzY__Edw790=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Nie, W.; Jiang, C.; Sun, N.; Guo, L.D.; Xue, Q.Q.; Liu, Q.; Liu, C.Y.; Cha, X.P.; Yi, S.X. Analysis of multi-factor ventilation parameters for reducing energy air pollution in coal mines. Energy 2023, 278, 127732. [Google Scholar] [CrossRef]
- Zheng, H.T.; Jiang, B.Y.; Zheng, Y.N.; Zhao, Y.; Wang, H.Y. Experimental study on forced ventilation and dust -control in a heading face based on response surface method. Process Saf. Environ. Prot. 2023, 175, 753–763. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Y.; Zhao, L.Y.; Riskowski, G. Effect of ventilation rate on dust spatial distribution in a mechanically ventilated airspace. Trans. ASAE 2000, 43, 1877–1884. [Google Scholar] [CrossRef]
- Xie, H.; Wang, K. Research on status and development trend about technology of dust control by injecting water in coal seam. J. North Inst. Sci. Technol. 2015, 12, 10–13. Available online: https://kns.cnki.net/kcms2/article/abstract?v=1ya23wS0yuANLJwPFk0kFCKwnOPbzouLR_F5bdKCrP6gHBTwZ48lwYKJfwZZXacd8m1KXbdn6lRKnHWY6HW9dVqva7I8c3RdQrugTTnVSNNfc5rzMa_R8VG-Ha9fP9Ryj1VRGh04Z00=&uniplatform=NZKPT&language=CH (accessed on 8 April 2024).
- Ren, W.X.; Wang, D.M.; Wu, B.W.; Wang, B.B.; Liu, W. Dust control technology with mine foam. Coal Sci. Technol. 2009, 37, 30–32, 36. [Google Scholar] [CrossRef]
- Li, D.W.; Sui, J.J.; Liu, G.Q.; Zhao, Z. Technical status and development direction of coal mine dust hazard prevention and control technology in China. Min. Saf. Environ. Prot. 2019, 46, 1–7+13. Available online: https://kns.cnki.net/kcms2/article/abstract?v=1ya23wS0yuDxD_LRPyvDyzzFcQZJosQzxVcAnPc-01DY4PuTE10t2OJruurf1cww_tObdDe46-7kW7AKIrYNo-MemHXf0eU309GTUJQSRCr5K_VbpGs06y9pDIBicKItFRXdUSpFf8c=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Hu, G.; Xu, J.; Ren, T.; Dong, Y.W.; Qin, W.; Shan, Z.J. Field investigation of using water injection through inseam gas drainage boreholes to control coal dust from the longwall face during the influence of abutment pressure. Int. J. Min. Reclam. Environ. 2016, 30, 48–63. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, X.L.; Li, S.G.; Jiang, B.Y.; Zhai, C.; Zhu, C.J.; Ni, G.H. Development and application of a new compound wetting agent for coal seam water infusion. Fuel 2021, 314, 122767. [Google Scholar] [CrossRef]
- Ren, W.X. Research on Theory and Technology of Foam Dust Removal in Coal Mine. Ph.D. Dissertation, China University of Mining & Technolog, Beijing, China, 2009. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3NBtfedjsxuaNfbrlSnViRCya9DdHsKNQs_NF1h1irmzhCKc9z4RG2OPt2HJpTCpcoMrWKfvYVKuu7ki2aWsB1_jD9TNSo2we4bHIOhw3dLV72Q_kSmVkiq&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Yang, M.; Xu, J.; Gao, J.L.; Zhang, X.B.; Liu, J.J.; Zhang, T.; Ma, J. Study on water seepage law of confined coal body and optimization of water injection parameters. Fuel 2023, 352, 129152. [Google Scholar] [CrossRef]
- Guo, H.Y.; Su, X.B. Research on the mechanism of gas emission inhibition in water-flooding coal seam. J. China Coal Soc. 2010, 35, 928–931. [Google Scholar] [CrossRef]
- Qin, Y.P.; Fu, G. Study on fractal characteristic of pore in coal and moisture-absorbing property of coal. J. China Coal Soc. 2000, 25, 57–61. [Google Scholar] [CrossRef]
- Nie, B.S.; He, X.Q.; Wang, E.Y.; Zhang, L. Micro-mechanism of coal adsorbing water. J. China Univ. Min. Technol. 2004, 33, 17–21. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3PoSe6qh7iy-0j3eXzE_FcdZwDcJ5AcAG6_m8celcg8EeF2zFviX7zEjFg3BPcsqJzHJcK6MWDJg7pKbSN8lM3Z4TeGQNCVtIeGelubydKCdTrcbU8S5PTQ&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Li, X.C.; Nie, B.S. Study of characteristics of coal adsorbing water. J. Taiyuan Univ. Technol. 2006, 37, 417–419. [Google Scholar] [CrossRef]
- Nie, B.S.; He, X.Q.; Feng, Z.H.; Zhang, J.F. Application of magnetized water in coal seam water infusion. J. Liaoning Tech. Univ. 2007, 129, 1–3. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3P0k2kTbT-yG8R52bcUh5Nlz1pLn7-wNp8tVHZ2ym_CMPvT4emNPjqSfPXxrpXLK3BDlU45s0gfDLkY4Oq8IBQgNxnXEfHbNjQL73zzbLeDbAbNLe5Vzg_l&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Cheng, Y.; Jiang, Z.A.; Chen, Z.Q.; Zheng, Y.G.; Gong, Z.L. Study of adding surfactant to seam water Injection. Saf. Coal Mines 2006, 37, 9–12. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3OQkl7fcKr43QJ075vt2QUzdfEdU6bv-SXLstlLBej-F4zNJgSoJIrYb6NIAKk1rBwXiRUUMZwD4pVQYiPmKXqdC9tE0ZdlbpMldTfhZ2S_RXWY56s2bwGe&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Xu, L.M.; Li, Y.J.; Du, L.L.; Yang, F.S.; Zhang, R.J.; Wei, H.; Wang, G.; Hao, Z. Study on the effect of SDBS and SDS on deep coal seam water injection. Sci. Total Environ. 2023, 856, 158930. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Zhou, G.; Wang, C.M.; Liu, R.L.; Miao, Y.N. Experimental synthesis and performance comparison analysis of high-efficiency wetting enhancers for coal seam water injection. Process Saf. Environ. 2021, 147, 320–333. [Google Scholar] [CrossRef]
- Wang, G.; Huang, T.Y.; Yan, S.; Liu, X.L. Experimental study of the fracturing-wetting effect of VES fracturing fluid for the coal seam water injection. J. Mol. Liq. 2019, 295, 111715. [Google Scholar] [CrossRef]
- Wang, C.M.; Zhou, G.; Jiang, W.J.; Niu, C.X.; Xue, Y.F. Preparation and performance analysis of bisamido-based cationic surfactant fracturing fluid for coal seam water injection. J. Mol. Liq. 2021, 332, 115806. [Google Scholar] [CrossRef]
- Wang, Z.S. The Research on Seepage Characteristic of Water Infusion for Coal Seam and Numerical Simulation Analysis. Ph.D. Dissertation, Anhui University of Science and Technology, Huainan, China, 2012. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3PcHR7sQepABIf5j0JKd2S_eH9Qt48LdltXfdBiwDYxDWZflufchDUfW24GE9P8o_082Rbro3Kj16rhAkjQAk-6aoxas_xh2NETbonrViKu691dU97cfm0c&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Bai, Y.S.; Hu, Y.Q.; Li, J. Study on the influence law of fracturing fluid viscosity and liquid injection rate on propagation behavior of hydraulic fractures in laminated shale. Saf. Coal Mines 2023, 54, 18–24. [Google Scholar] [CrossRef]
- Cheng, W.M.; Nie, W.; Zhou, G.; Yu, Y.B.; Ma, Y.Y.; Xue, J. Research and practice on fluctuation water injection technology at low permeability coal seam. Saf. Sci. 2012, 50, 851–856. [Google Scholar] [CrossRef]
- Wei, J.P.; Jiang, W.; Si, L.L.; Xu, X.Y.; Wen, Z.H. Experimental research of the surfactant effect on seepage law in coal seam water injection. J. Nat. Gas. Sci. Eng. 2022, 103, 104612. [Google Scholar] [CrossRef]
- Wang, G.; Wang, E.M.; Huang, Q.M.; Li, S.P. Effects of cationic and anionic surfactants on long flame coal seam water injection. Fuel 2022, 309, 122233. [Google Scholar] [CrossRef]
- Wang, H.T.; He, J.; Yang, J.H.; Wang, H.; Zhang, Y.; Cheng, S.S.; Nie, Z.Q. Cracking and improved wettability of coal through liquid CO2 cyclic cold soaking for dust prevention. Process Saf. Environ. 2023, 171, 751–762. [Google Scholar] [CrossRef]
- Feng, Y.C.; Gray, K.E. Discussion on field injectivity tests during drilling. Rock. Mech. Rock. Eng. 2017, 50, 493–498. [Google Scholar] [CrossRef]
- Lin, J.B. The mechanism of water wetting dust. Coal Sci. Technol. 1983, 3, 45–47+62. [Google Scholar] [CrossRef]
- Zhou, C.G. Rock drilling foam dedusting. Ind. Saf. Environ. 1988, 11, 15–19. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3OUpjUQXjpc8Y5El0HzQ2P0Bt64B7nvestUhHH-iPHPPEs19nEVrXm8W7YhS42L1zUBs79R33hzyZmRsB_pNA7KMCRp-h9ETZPTFIEZYM7c9XcaZM04DO_M&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Anderson, W.G. Wettability literature survey-part 1: Rock/oil/brine interactions and the effects of core handling on wettability. J. Pet. Technol. 1986, 38, 1125–1144. [Google Scholar] [CrossRef]
- Sharma, M.M.; Wunderlich, R.W. The alteration of rock properties due to interactions with drilling-fluid components. J. Pet. Sci. Eng. 1987, 1, 127–143. [Google Scholar] [CrossRef]
- Cuiec, L. Effect of drilling fluids on rock surface properties. SPE Form. Eva 1989, 4, 38–44. [Google Scholar] [CrossRef]
- Pedrosa, C.; Saasen, A.; Ytrehus, J.D. Hole cleaning and wet-granular rheology of rock cutting beds: Impact of drilling fluid composition. J. Pet. Sci. Eng. 2023, 220, 111267. [Google Scholar] [CrossRef]
- Cheng, W.M.; Liu, X.S.; Guo, Y.X.; Zhou, G.; Wang, G. Dust-proof technology with combined seam water injection for fully mechanized top coal caving mining face. Coal Sci. Technol. 2008, 406, 38–42. [Google Scholar] [CrossRef]
- Jiang, H.X.; Du, C.; Dong, J. Investigation of rock cutting dust formation and suppression using water jets during mining. Powder Technol. 2017, 307, 99–108. [Google Scholar] [CrossRef]
- Liu, Q.Y. Improving the hydraulic rock cleaning ability of wet rock drilling. Coal Sci. Technol. 1998, 26, 6–9. [Google Scholar] [CrossRef]
- Hou, S.S. Experiment and practice of wet rock drilling technology in open pit mining. Min. Technol. 2012, 12, 60–62. [Google Scholar] [CrossRef]
- Yang, Z.X. Discussion on dust control technology in coal working face. Coal Eng. 2016, 48, 72–74. [Google Scholar]
- Guo, C.; Song, J.X.; Wang, X.; Cheng, J.H. Research status and development of dust control technology in tunnel constructed by mining method. Tunn. Constr. 2020, 40, 68–74. [Google Scholar]
- Cui, M.H.; Mining Blasting Dust Efficient Coagulation and Technology Research. Shandong University. 2018. Available online: https://kns.cnki.net/kcms2/article/abstract?v=p7sfyaWOx3MU8gWhyyYyNp9vcDTX3F8tB6lSF1WpAPAKlql-0_QqlcuphLy1u-5vJTu4NP4cBfKy1Oe0UVrMdVFpp207D2WfqkDJMgdJrbY7Lv_iuLF3dg7fKbMeMMCerxFKrPWBZf8=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Sun, H.; Liu, Y.H.; Jiang, T.F.; Liu, T.; Liu, D.D. Application of dust control method based on water medium humidification in tunnel drilling and blasting construction environment. Build. Environ. 2023, 234, 110111. [Google Scholar] [CrossRef]
- Zou, C.F.; Deng, Y.F. Study on production law and dust reduction technology in blasting stope. Min. Res. Dev. 2019, 39, 34–37. [Google Scholar] [CrossRef]
- Liu, J.; Li, Z.H.; Bai, H.Q.; Zhang, Z.; Cao, T.X.; Chen, Z. Research on influence factors of blasting dust emission of open-pit mine. Blasting 2017, 34, 169–174. [Google Scholar]
- Liu, J.C.; Gao, W.X.; Wang, L.T.; Cao, X.L.; Zhang, S.H.; Wei, X. Numerical analysis on the charge structure optimization under hydraulic blasting and its application. J. Vib. Shock. 2020, 39, 57–62,96. [Google Scholar]
- Huang, K.X. Study on Blasting Mechanism and Optimization of Charge Structure of Water-Bearing Medium in open-Pit Coal Mine. Ph.D. Dissertation, China University of Mining & Technolog, Beijing, China, 2023. [Google Scholar] [CrossRef]
- Zhao, L.A. Dust prevention in blasting mining face. Min. Saf. Environ. 2008, 179, 54–56. [Google Scholar] [CrossRef]
- Zan, J.; Zhang, H.; Shen, R.Y.; Xu, Y.P. Study on dust reduction of roadway dust and water blasting excavation comprehensive management measures. Ind. Saf. Environ. 2017, 43, 84–86. [Google Scholar] [CrossRef]
- Cao, Y.; Zhou, Y.L.; Liu, Z.C.; Ge, R.H.; Zhang, X.N. Dust reduction effect of water infusion blasting in Haerwusu open-pit coal mine. Coal Eng. 2020, 52, 33–37. [Google Scholar]
- Xu, G.; Chen, Y.P.; Eksteen, J.; Xu, J.L. Surfactant-aided coal dust suppression: A review of evaluation methods and influencing factors. Sci. Total Environ. 2018, 639, 1060–1076. [Google Scholar] [CrossRef] [PubMed]
- Cheng, W.M.; Zhou, G.; Chen, L.J.; Wang, G.; Nie, W.; Zhang, Q.T. Research progress and prospect of dust control theory and technology in China’s coal mines in the past 20 years. Coal Sci. Technol. 2020, 48, 1–20. [Google Scholar] [CrossRef]
- Ma, S.P.; Kou, Z.M. Study on mechanism of reducing dust by spray. J. China Coal Soc. 2005, 30, 297–300. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOUFpXoxS1x02ZTmReTIWyJahzFwDSoYuliDa3nKgmCJC0On1TfmuagJ-8odo0mbiPTjAxMGKI6ben9wqDUDWTMBg1e8q3Eugr3-oInGmssYk0CDx5qxrr1d&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Cheng, W.M.; Zhou, G.; Zuo, Q.M.; Nie, W.; Wang, G. Experimental research on the relationship between nozzle spray pressure and atomization particle size. J. China Coal Soc. 2010, 35, 1308–1313. [Google Scholar] [CrossRef]
- Cheng, W.M.; Nie, W.; Zhou, G.; Zuo, Q.M. Study of dust suppression by atomized water from high-pressure sprays in mines. J. China Univ. Min. Technol. 2011, 40, 185–189, 206. Available online: https://kns.cnki.net/kcms2/article/abstract?v=HiJCKhV2ch66mFN1CMpEzU0H5XaTY8nLJH6l2tLjpzPUrBWDpFjO4z6IZ7em0Kdt90ht8bAErM1nSweimQEnytHsatlvcTW5p-E9yvAhH2_CHIntmnEesf6Rwz6N4PGngW9I0aIgN1k=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Jing, D.J.; Ma, J.C.; Zhang, T. Study of the effect of water mist particle characteristics on the dust reduction efficiency of respirable dust. J. Saf. Environ. 2024, 24, 169–175. [Google Scholar] [CrossRef]
- Wang, P.F.; Tan, X.H.; Liu, R.H.; Wang, H.Q.; Li, Y.J.; Tian, C. Influence of outlet diameter on atomization characteristics and dust removal properties of internal-mixing air atomizing nozzle. J. China Coal Soc. 2018, 43, 2823–2831. [Google Scholar] [CrossRef]
- Xu, C.W.; Nie, W.; Liu, Z.Q.; Peng, H.T.; Yang, S.B.; Liu, Q. Multi-factor numerical simulation study on spray dust suppression device in coal mining process. Energy 2019, 182, 544–558. [Google Scholar] [CrossRef]
- Zeng, K.S.; Hu, N.L.; Cheng, W.M.; Zhou, G.; Yang, P. Dedusting mechanism by water-cloud of wetting agents and the relevant tests for fully-mechanized and roof caving coal face. J. China Coal Soc. 2009, 34, 1675–1680. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOV7AnYrhE86FRXmnohQ75zFxGfVOXutKgPvzVYc9PA6thSpQ2tIqOGC4cOGBqZmtYOis_V_qg57WC_qHYlST4A_NcmPeGDdicsAJR1OVg3PdArMjRpf9teP&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Zhang, Q.; Fan, L.; Wang, H.T.; Han, H.; Zhu, Z.Q.; Zhao, X.; Wang, Y. A review of physical and chemical methods to improve the performance of water for dust reduction. Process Saf. Environ. Prot. 2022, 166, 86–98. [Google Scholar] [CrossRef]
- Zhou, Q.; Qin, B.T.; Wang, F.; Wang, H.T. Experimental investigation on the performance of a novel magnetized apparatus used to improve the dust suppression ability of surfactant-magnetized water. Powder Technol. 2019, 354, 149–157. [Google Scholar] [CrossRef]
- Cheng, W.M.; Zhang, L.J.; Zhou, G.; Nie, W.; Li, J.H. Experiment of dust-settling with spraying surfactants and its application in fully mechanized caving face. J. Shandong Univ. Sci. Technol. 2009, 28, 77–81. [Google Scholar] [CrossRef]
- Li, S.G.; Zhao, B.; Lin, H.F.; Shuang, H.Q.; Kong, X.G.; Yang, E.H. Review and prospects of surfactant-enhanced spray dust suppression: Mechanisms and effectiveness. Process Saf. Environ. 2021, 154, 410–424. [Google Scholar] [CrossRef]
- Chen, M.L.; Song, W.C.; Jiang, Z.A.; Wang, M.; Tan, C. Study on dust fall mechanism and experiment with magnetized water spraying in coal mine. Coal Sci. Technol. 2014, 42, 65–68, 87. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Wu, Q. Efficiency of dust reduction by spraying using surfactants. J. Heilongjiang Inst. Sci. Technol. 2008, 18, 269–271. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOVhCmEhnzoEfyn1HbYISjqVTAAkF6tgLSX2NW9wCtlMygNH9kH7_gzn2Ey_E7dS7uWQzG7V5TS8dLfEDiYjS6bO1k20qAw9JJBCAzHbwXZOPvFSXpeeMQHd&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Ge, S.C.; Kang, Z.W.; Jing, D.J.; Chen, X.; Chen, J.X. Experimental study on performance of a new type macromolecule dust suppressant. J. Saf. Sci. Technol. 2016, 12, 56–61. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOU6_9hW2UAweHo4xod8ddJbSnROnfB3NEH1LOrug2pF-9D2uzcSOlE1aDi2XOBX5ikRXNO0gHEe7IW9flt30p4ZJE4S5YyilL5hkl7hCExX3uPI-peKLYedkCTpCY17dEA=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Zhang, J.S.; Liu, S.C.; Fan, Z.Y. Formulation optimization experiment of new chemical dust suppressant for coal dust. Saf. Coal Mines 2020, 51, 31–36. [Google Scholar] [CrossRef]
- Kalam, S.; Abu-khamsin, S.A.; Patil, S. Static adsorption of a novel cationic gemini surfactant: A mineralogical study. Geoenergy Sci. Eng. 2023, 225, 211661. [Google Scholar] [CrossRef]
- Tang, M.Y.; Wang, L.L.; Zhou, L.; Lin, H.Y.; Wang, H.L.; Jin, J.Y. Research and application of high-pressure atomization closed dust control and reducing system for cutting dust source of continuous mining machine. Met. Mine 2023, 58, 74–81. [Google Scholar] [CrossRef]
- Guo, F.C.; Li, T.L.; Ma, W.; Yang, J.L. Research and application of high pressure spray dust removal technology for fully mechanized mining face with large mining height. Min. Saf. Environ. 2021, 48, 92–95. [Google Scholar] [CrossRef]
- Wang, Y.P.; Jiang, Z.A.; Zhang, F.; Lu, Y.; Bao, Y.W. Study on dust diffusion characteristics of continuous dust sources and spray dust control technology in fully mechanized working face. Powder Technol. 2022, 396, 718–730. [Google Scholar] [CrossRef]
- Hou, J.; Li, S.H.; Hu, S.D.; Cheng, H.; Han, M.Z.; Gui, C.G.; Guo, Q.S.; Yuan, L.; Zhou, F.B. Research and application of self-powered induction spray dust removal system for long-distance belt conveying in underground coal mines. Process Saf. Environ. 2023, 176, 131–139. [Google Scholar] [CrossRef]
- Chen, X.; Hu, H.; Xu, Y.; Zhang, Y.; Yang, G. Experimental investigation of foam dedusting agent in underground coal mine. Mater. Res. Innov. 2015, 19, 508–511. [Google Scholar] [CrossRef]
- Xi, Z.L.; Wang, D.M.; Lu, W.; Ma, H.P. Study of mechanism aspirating with Foam. Saf. Coal Mines 2006, 37, 1–4. [Google Scholar] [CrossRef]
- Jiang, Z.A.; Li, H.Y.; Du, C.F. Experiment and Analysis on Performance and Dedusting Efficiency of Frothing Generator. Met. Mine 1996, 41–43, 54. Available online: https://kns.cnki.net/kcms2/article/abstract?v=HiJCKhV2ch4vvOPK0r58bK5n89_GiL3B1Bpubiucxj4nqTT8fzhdus3T0wvPFjlHJQQVCK8pZNVHAW7Z_FGQhlIwRH5d3N-AVqU-nwQ9bR6M1dNpDOs3XG6KstpW-PSmHsJFxZByYm8=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Jiang, Z.A.; Li, H.Y. Study on froth dedusting technology and its application. China Saf. Sci. J. 1997, 7, 56–60. [Google Scholar] [CrossRef]
- Huang, B.B.; Wang, D.M.; Shi, G.Q.; Li, D.W. Study on Mechanism of Froth Dedusting. Ind. Saf. Environ. 2008, 13–15. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOVH3vKSqMzhYQLCcFONzAvbPOXJTT_tFDoqNC_M_hLlPIsaZbB9pJSm1dWqiDtvxdeyS-FbUUBbZr2k3bRBaYzTT_0BT5jpDrwLQreMitndOR3DN0iDc8AT&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Jiang, Z.A.; Li, H.Y.; Du, C.F. Mechanism of Froth Dedusting and Prescription of Froth Agents. China Min. Mag. 1995, 61–64. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOXzwyMOMZju9I6I--DEy-j2V3rzmiviMgKu1DO4skfa2ypyniwRq_wYHd9kxGMnILI7DzTYetRV3d0BZLcR72lIxUsj7q96gNF4GtkyBK-fp6FyzXToiO02&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Duan, J.; Tan, Y.Z.; Liu, C.; Xu, C.R. Study on the choice of foamers for decreasing dust. Ind. Saf. Environ. 2008, 6–7. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOXOc8C9BnvAM8y_uPTrZkB2uMOVEUrkuDVgi25vqurQ2c8JyPe18ukUH8f2omNRLpkZqoHm7ZbukvOYP06x3GaEyMOpccTasjQCHQj8lKlOPi1atDhObxck&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Xu, C.H. Study on Economical and Efficient Foaming Agent for Mine Dust Suppression Based on Synergistic Effect of Surfactant and Macromolecule Stabilizer. Ph.D. Thesis, China University of Mining & Technolog, Beijing, China, 2020. [Google Scholar] [CrossRef]
- Wang, H.; Wei, X.B.; Du, Y.H.; Wang, D.M. Effect of water-soluble polymers on the performance of dust-suppression foams: Wettability, surface viscosity and stability. Colloid. Surf. A 2019, 568, 92–98. [Google Scholar] [CrossRef]
- Huang, Z.A.; Zhang, Y.H.; Yan, L.N.; Gao, Y.K.; Pi, X.Y. Research of Compressed Air Foam Jet Dedusting Technology Used on the Roadheader. In Proceedings of the 2010 4th International Conference on Bioinformatics and Biomedical Engineering, Chengdu, China, 18–20 June 2010; pp. 1–5. [Google Scholar] [CrossRef]
- Han, F.W. Research on Efficient Dust Control Technology with Arc Foam Jet. Ph.D. Thesis, China University of Mining & Technolog, Beijing, China, 2014. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOUbALXRGQ39Iu2gRwOGWPTWkyZ9kfztr4AsAMkzOlJxAg8Jluv-YWRV3AgKM2TM8A_U-wWfgstOozbqrZfD3eZTso_MmUhIoPGj2RM4mKozXuWjkuxbINSf&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Jiang, Z.A.; Jiang, L.; Chen, J.S. Experimental study on foam dust suppression during down-the-hole drilling in open-pit mine. J. China Coal Soc. 2014, 39, 903–907. [Google Scholar] [CrossRef]
- Wang, G.Q.; Wang, D.M.; Han, F.W.; Yang, F.; Sheng, Y.X. Study and application on foam-water mist integrated dust control technology in fully mechanized excavation face. Process Saf. Environ. 2020, 133, 41–50. [Google Scholar] [CrossRef]
- Lei, L.W. Mechanism and Experiment Studies on Wet HONEYCOMB Lamilloy Dust Collector. Ph.D. Thesis, China University of Mining & Technolog, Beijing, China, 2014. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOWkizj-YB5qjHTX4EKltgOvUUrmP35sUM65jtrHD9Ht_VDApYHZN2xhiqID5mUw0c5mkyTAJ6l7_ClKxEk1V8lCO1fLf0Uj6KigfLjslKbu6cKrk9gNnN2z&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Wang, B.C. The formation Process and Its Dynamic CHARACTERISTICS of the Self-Excited Dust Collection. Ph.D. Thesis, China University of Mining & Technolog, Beijing, China, 2016. Available online: https://kns.cnki.net/kcms2/article/abstract?v=HiJCKhV2ch6OJjAm8IlGopdi7_2h9GJdqdUGaeeHNF9vGDcvpqXl1uNiln7PKJfXfd8q_LvPxOV28Kq-cNvsMTbzO22bm2xa5LE1A59ycN5JMdzHZkZYP4O-K-H_SBtlbQYLuEMMuExYbv4hKYUmnQ==&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Nie, W.; Dou, Y.X.; Peng, H.T.; Xu, C.W.; Liu, F.; Li, H.M. Analysis of influencing factors on dust separation efficiency of new virtual impact separator based on CFD technology. Fuel 2024, 357, 129722. [Google Scholar] [CrossRef]
- Yang, Y.B.; Kang, Y. Analysis and research on negative pressure dust removal system of half coal and rock roadway with low mining height in Bulianta Coal Mine. Coal Sci. Technol. 2021, 49, 110–114. Available online: https://kns.cnki.net/kcms/detail/11.2402.TD.20220120.1722.008.html (accessed on 8 April 2024).
- Abrahamson, J.; Jones, R.; Lau, A.; Reveley, S. Influence of entry duct bends on the performance of return-flow cyclone dust collectors. Powder Technol. 2002, 123, 126–137. [Google Scholar] [CrossRef]
- Kanojiya, M.T.; Mandavgade, N.; Kalbande, V.; Padole, C. Design and fabrication of cyclone dust collector for industrial Application. Mater. Today Proc. 2022, 49, 378–382. [Google Scholar] [CrossRef]
- Xing, P.C.; Lu, K.; Yang, Y.B.; Zhang, B.; Yi, J. Numerical simulation of cyclone separation technology for dry drilling dust removal. Min. Saf. Environ. 2023, 50, 59–63. [Google Scholar] [CrossRef]
- Wang, M.; Li, C.T.; Wang, D.; Liu, C. Research on new type of dry microporous filtration dust catcher. Chin. J. Environ. Eng. 2008, 2, 799–801. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOWI5QfdiM1f2nF1XwlIezEA3qaAaccaUMk-UYXVck_a9r6P1Ue-yOPV2Y-lWKOq1XJp_l-b1YjgTY3KQXXwk2ufD4lEL1XFvLBthfnIfrAw-x5tP_PpL2sN&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Zheng, C.H.; Kanaoka, C. Recent advances in dust collection technology and ISO standardization in bag filtration. J. Zhejiang Univ.-Sci. A 2018, 19, 21–33. [Google Scholar] [CrossRef]
- Zhou, F.B.; Li, J.L.; Li, S.H.; Wang, F. Experimental investigation and application of dry-type filtering dust collection technology in fully mechanized excavation face. J. China Coal Soc. 2017, 42, 639–645. [Google Scholar] [CrossRef]
- Li, S.H.; Zhou, F.B.; Wang, F.; Xie, B. Application and research of dry-type filtration dust collection technology in large tunnel construction. Adv. Powder Technol. 2017, 28, 3213–3221. [Google Scholar] [CrossRef]
- Li, S.H.; Wen, G.X.; Lv, W.P.; Liu, H.; Lin, Y.H.; Yuan, L.; Zhou, F.B. Effects of various humid environments on the filtration and dust cleaning performance of filter media. Sep. Purif. Technol. 2023, 309, 122940. [Google Scholar] [CrossRef]
- Xu, J. Development and Test of Mine Dry Dust Collector. Coal Mine Mach. 2021, 42, 49–51. [Google Scholar] [CrossRef]
- Chen, X.; Mao, Y.J.; Fan, C.N.; Wu, Y.C.; Ge, S.C.; Ren, Y. Experimental investigation on filtration characteristic with different filter material of bag dust collector for dust removal. Int. J. Coal Prep. Util. 2022, 42, 3554–3569. [Google Scholar] [CrossRef]
- Zhou, F.B.; Li, S.H.; Yang, Y.L. Construction of experimental teaching system for dry filtration and dust removal in underground working face of coal mine. Res. Explor. Lab. 2021, 40, 69–71+91. [Google Scholar] [CrossRef]
- Jin, Z.J.; Hu, S.Y.; Zhu, X.T.; Feng, G.R.; Sun, J. Research on wet-type swirl dust collection technology and its application in underground excavation tunnels. Adv. Powder Technol. 2022, 33, 103851. [Google Scholar] [CrossRef]
- Zhou, Q.; Qin, B.T. Coal dust suppression based on water mediums: A review of technologies and influencing factors. Fuel 2021, 302, 121196. [Google Scholar] [CrossRef]
- Liu, J.; Yao, H.F.; Wei, C.G.; Jing, L.Z.; Li, J.N. The Structural optimization and numerical simulation of wet centrifugal precipitator at working face of diving airway. J. China Coal Soc. 2010, 35, 424–428. [Google Scholar] [CrossRef]
- Hu, S.D.; Li, S.H.; Cheng, H.; Jin, H.; Hou, J.; Gui, C.G.; Chen, X.Y.; Yuan, L.; Zhou, F.B. Study on the wet dust collection mechanism of metal-based filter screens and the effect of its inclination angle on dust removal performance. Process Saf. Environ. 2023, 176, 430–437. [Google Scholar] [CrossRef]
- Li, X.C.; Hu, Y.F.; Jiang, Y.Y.; Xiong, J.J. Study of gas-liquid coupling in dust separator based on time-averaged value of pulsatile pressure. J. China Coal Soc. 2011, 36, 1412–1416. [Google Scholar] [CrossRef]
- Guan, W.L.; Luo, W.; Wang, Y.; Wu, Y.H.; Guan, P.P. Integrated high-efficiency dust removal technology and equipment for modern tunneling face in Shendong Mining Area. Coal Sci. Technol. 2022, 50, 147–151. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ipUboLYjcOUwRbKDqj6z4uGFbtk4wY7xrKdIUV9Mhoiemzg1oLYr_hTiwXviKVbMwo7Vzu85DQ-WQ8dkw_1mZO5cFl3jgaV9vQu7p6JtkyIY_etbE0p-A-U3bcxUh594puqmelozSNQ=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Zhu, Z.H.; Jiang, B.Y.; Ji, B.; Li, X.; Wu, S.J.; Zheng, Y.N.; Ren, B.; Ren, B.; Chang, B.F. Experimental study on dust removal effect of double Y-type filter plate of wet dust collector. Coal Technol. 2023, 42, 161–165. [Google Scholar] [CrossRef]
- Wang, S.J.; Liu, F. Study on the mechanism of dynamic spiral screen liquid film precipitator. Shandong Coal Sci. Technol. 2022, 40, 95–98. Available online: https://kns.cnki.net/kcms2/article/abstract?v=tc18asgQl7Sqe4zsEDVZxm9MDmLDiRrGC-XqSx2pAQYItrVRKGNJS7pDDl7i5u2JLaXsCqLj0W69Oni2MTtnaIW7xcxSIFrKKcRUnnUFyqO7JBTxs5qTVFc_an0DQISi4XWkqD-ETQo=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Hu, F. Study on Dust Removal Characteristics of Centrifugal Impeller Casing Concentric Cyclone Dust Collector. Bachelor’s Thesis, Taiyuan University of Technology, Taiyuan, China, 2022. [Google Scholar] [CrossRef]
- Wu, Z.R. Research and Application of Wet-Type Resonant Chord Filter Dust Collector in Mine. Ph.D. Dissertation, Hunan University of Science and Technology, Xiangtan, China, 2019. [Google Scholar] [CrossRef]
- Jiang, Z.A.; Zhao, N.D. Research on the development and performance of a new type of mine self excited dust collector. Build. Energy Environ. 1997, 16, 4. Available online: https://kns.cnki.net/kcms2/article/abstract?v=tc18asgQl7RZ0HFYNvDJl27dx_zf_Ybt2OiLuhcymJyOPLOjMImtaYdExmqzbOB1cEK81cLsoWvkcMjkQsoz7iTFOCzp95OFSk7S_53fmJo1bdgBXkEnfphG33eW8pHy&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Hu, S.Y.; Sun, J.; Guo, S.Y.; Li, G.; Wang, X.G.; Hu, B.; Wang, X.B. Purification characteristics of mine wet vortex integrated dust collector. Met. Mine 2023, 23, 99–105. [Google Scholar] [CrossRef]
- Hu, F.; Hu, S.Y.; Gao, Y.; Wang, H.T.; Feng, G.R.; Liu, C.H.; Li, J.H. Study on dust removal mechanism of wet cyclone scrubber. Coal Sci. Technol. 2022, 50, 118–124. [Google Scholar] [CrossRef]
- Li, J.S.; Chen, Q.H.; Li, S.B.; Wang, F.; Jiang, B.Y.; Lin, H.Y.; Xue, B.P. Study on noise reduction method of wind water linkage dust collector. Coal Mine Mach. 2021, 42, 44–47. [Google Scholar] [CrossRef]
- Deng, Y.F. Study on spray optimization and noise reduction of mine wet dust collector. Min. Saf. Environ. 2022, 49, 205–210. [Google Scholar] [CrossRef]
- Lu, J.; Chen, P. A Wet Dust Collector with Noise Reduction Function. Hubei CN213253583U, 25 May 2021. Available online: https://kns.cnki.net/kcms2/article/abstract?v=tc18asgQl7TyE9Zpk9VpT24pQ7eBAbLJ0mcpeoDMs_itgoU-RUPcBJ-AZ_qjESD0BX0QBYhVynU2xPJtaXxI97LPKVWr7Zm7pUqlsZadj-7CNIRZ508GUtq7OTTUDeBhSwRYxHQxwAM=&uniplatform=NZKPT&language=CHS (accessed on 8 April 2024).
- Yang, L.J.; Yan, J.P.; Shen, X.L. Prospect and advances in growth of PM2.5 from combustion by vapor condensation. Mod. Chem. Ind. 2005, 25, 27–29, 31. [Google Scholar] [CrossRef]
- Bologa, A.; Paur, H.R.; Seifert, H.; Wäscher, T.; Woletz, K. Novel wet electrostatic precipitator for collection of fine aerosol. J. Electrostat. 2009, 67, 150–153. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, R.; Tao, Y.; Chen, J.; Li, S.; Wang, S. Review on Dust Control Technologies in Coal Mines of China. Sustainability 2024, 16, 4038. https://doi.org/10.3390/su16104038
Huang R, Tao Y, Chen J, Li S, Wang S. Review on Dust Control Technologies in Coal Mines of China. Sustainability. 2024; 16(10):4038. https://doi.org/10.3390/su16104038
Chicago/Turabian StyleHuang, Rongting, Yichun Tao, Jianglin Chen, Shihang Li, and Shiyuan Wang. 2024. "Review on Dust Control Technologies in Coal Mines of China" Sustainability 16, no. 10: 4038. https://doi.org/10.3390/su16104038
APA StyleHuang, R., Tao, Y., Chen, J., Li, S., & Wang, S. (2024). Review on Dust Control Technologies in Coal Mines of China. Sustainability, 16(10), 4038. https://doi.org/10.3390/su16104038