
On the Effectiveness of Rotary Degassing of Recycled Al-Si Alloy Melts: The Effect on Melt Quality and Energy Consumption for Melt Preparation

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
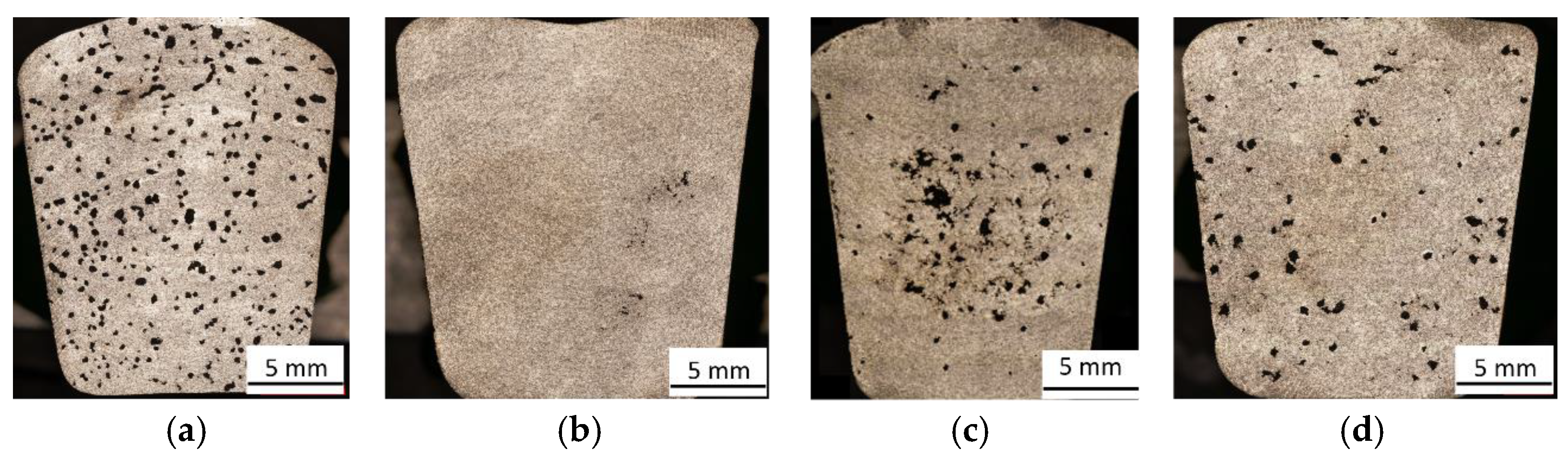
3.1. Reduced Pressure Test
3.2. Fluidity
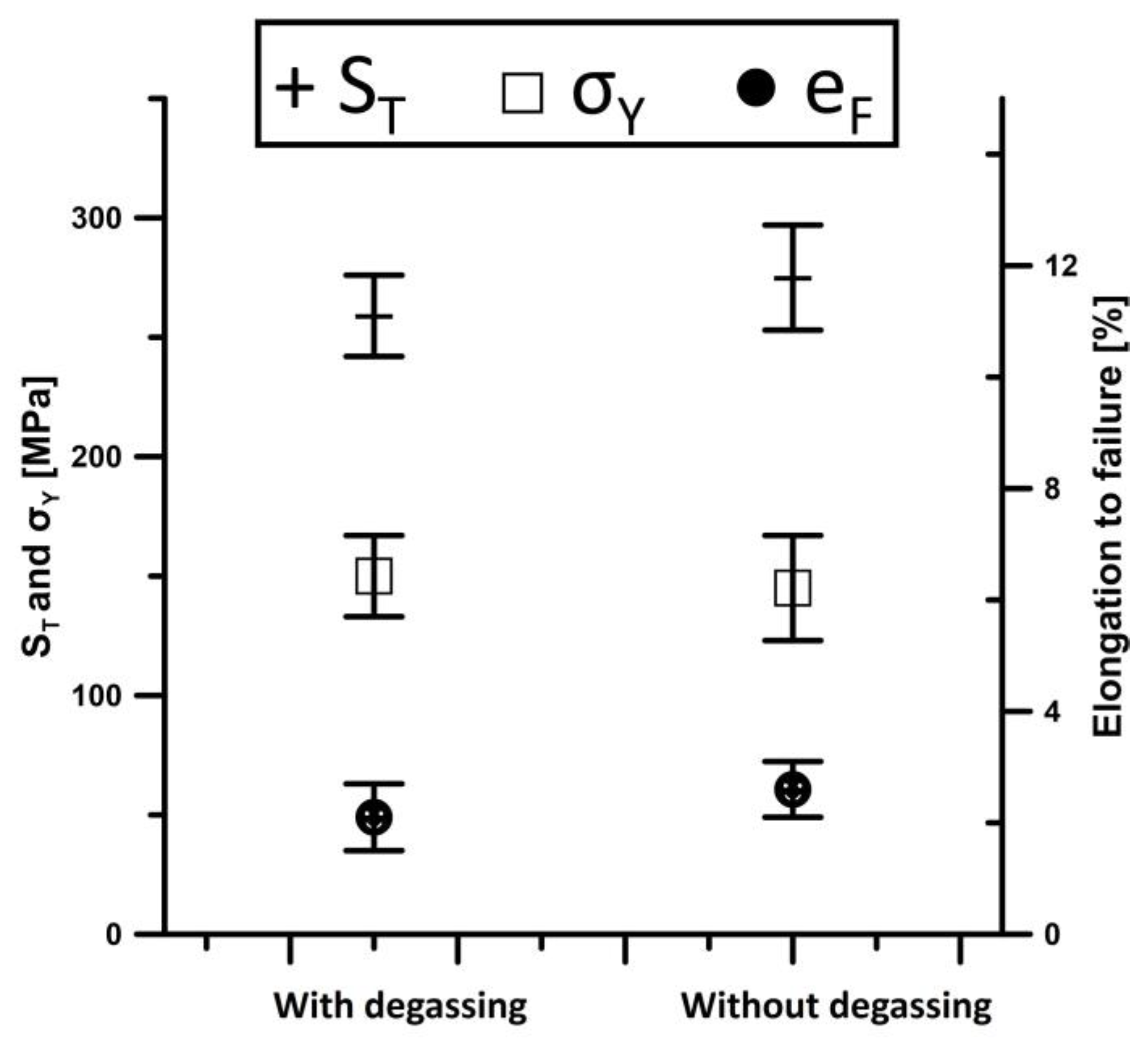
3.3. Mechanical Properties
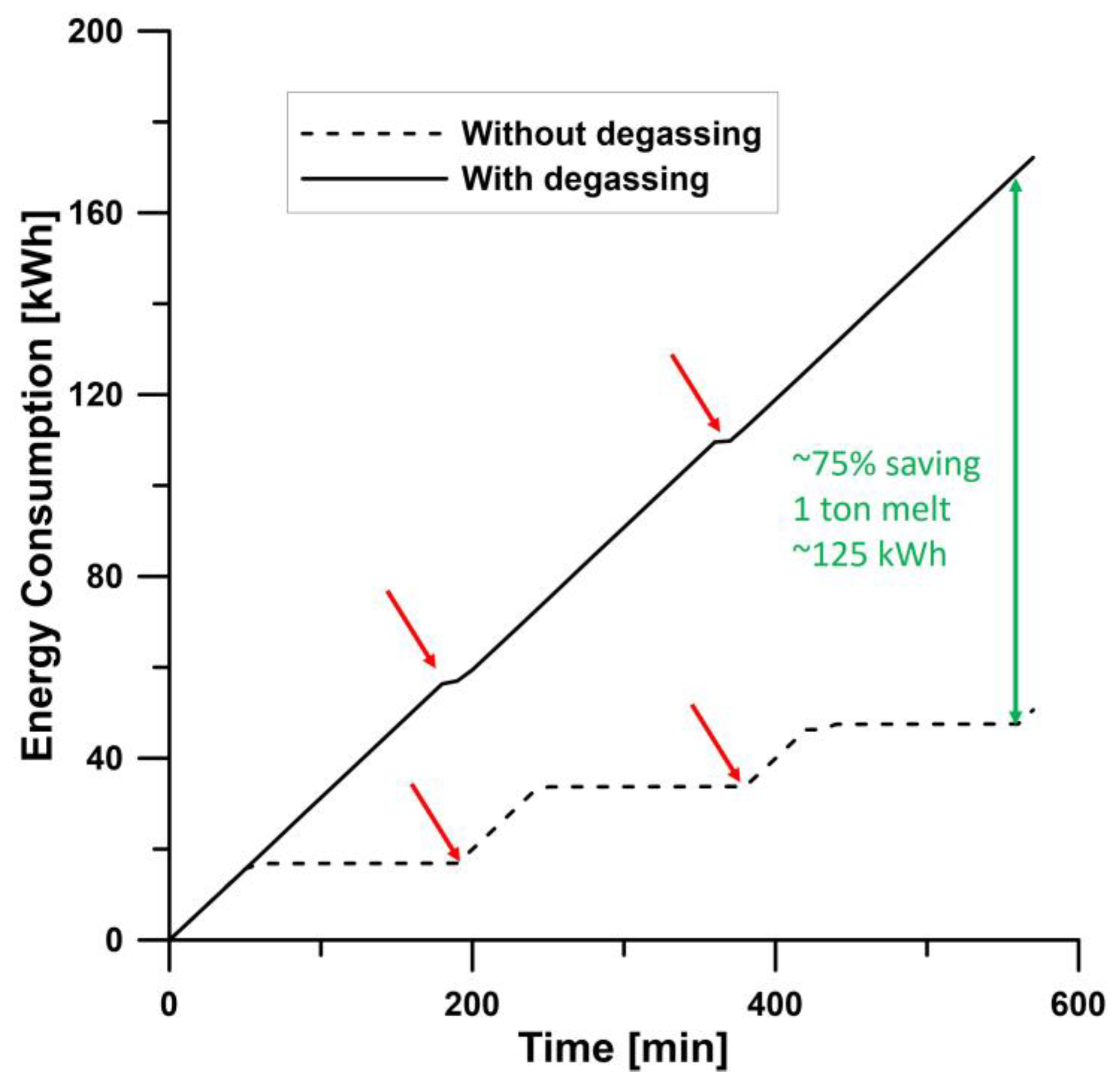
3.4. Energy Consumption
4. Conclusions
- The mechanical properties of the cast component show a slight trend of improvement rather than reduction.
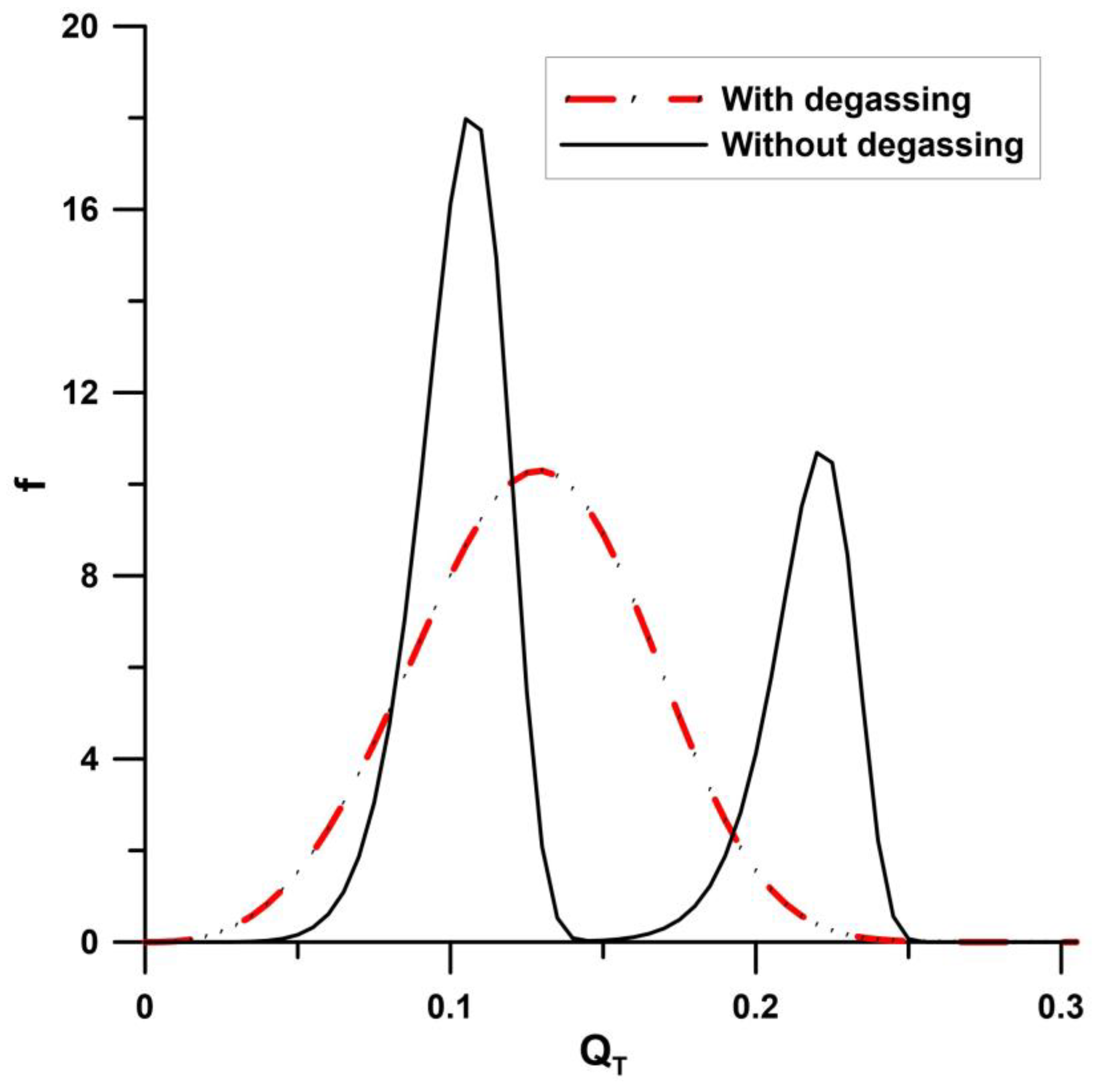
- The novel way to use Weibull distribution shows how the melt quality changes in the process, whereas the degassing route eliminates the Weibull distribution mixture and produces only one distribution. This shows that the rotary degassing under these circumstances damages the melt.
- The melting and casting process had a 75% reduction in energy consumption in the investigated set-up, saving around 124,000 kWh in the yearly production of a 1500 kg casting furnace.
- The removal of the rotary degassing reduces the CO2 emissions by 1500 kg from one casting furnace in Sweden per year, ~32,000 kg in Europe on average, and ~93,000 kg in Poland. Moreover, the settings and parameters in this study are equivalent to 1.7 g CO2 per kilogram cast AlSi9Cu3(Fe) in Sweden.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hooftman, N.; Messagie, M.; Van Mierlo, J.; Coosemans, T.A. review of the European passenger car regulations–Real driving emissions vs local air quality. Renew. Sustain. Energy Rev. 2018, 86, 1–21. [Google Scholar] [CrossRef]
- Mehrabi, H.; Jolly, M.; Salonitis, K. Road-Mapping towards a Sustainable Lower Energy Foundry, International Conference on Sustainable Design and Manufacturing; Springer: Berlin/Heidelberg, Germany, 2016; pp. 251–260. [Google Scholar]
- Serrenho, A.C.; Norman, J.B.; Allwood, J.M. The impact of reducing car weight on global emissions: The future fleet in Great Britain, Philosophical Transactions of the Royal Society A: Mathematical. Phys. Eng. Sci. 2017, 375, 20160364. [Google Scholar]
- Cole, G.; Sherman, A. Light weight materials for automotive applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Taub, A.I.; Luo, A.A. Advanced lightweight materials and manufacturing processes for automotive applications. Mrs Bull. 2015, 40, 1045–1054. [Google Scholar] [CrossRef]
- Das, S.K.; Green, J.A. Aluminum industry and climate change—Assessment and responses. JOM 2010, 62, 27–31. [Google Scholar] [CrossRef]
- Velasco, E.; Nino, J. Recycling of aluminium scrap for secondary Al-Si alloys. Waste Manag. Res. 2011, 29, 686–693. [Google Scholar] [CrossRef]
- Das, S.K. Designing Aluminium Alloys for a Recycling Friendly World, Materials Science Forum; Trans Tech Publications: Stafa, Switzerland, 2006; pp. 1239–1244. [Google Scholar]
- Raabe, D.; Ponge, D.; Uggowitzer, P.; Roscher, M.; Paolantonio, M.; Liu, C.; Antrekowitsch, H.; Kozeschnik, E.; Seidmann, D.; Gault, B. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Cecchel, S.; Cornacchia, G.; Panvini, A. Cradle-to-gate impact assessment of a high-pressure die-casting safety-relevant automotive component. JOM 2016, 68, 2443–2448. [Google Scholar] [CrossRef]
- Gómez, P.; Elduque, D.; Sarasa, J.; Pina, C.; Javierre, C. Javierre, Influence of composition on the environmental impact of a cast aluminum alloy. Materials 2016, 9, 412. [Google Scholar] [CrossRef]
- Luo, A. Recent advances in light metals and manufacturing for automotive applications. CIM J. 2021, 12, 79–87. [Google Scholar] [CrossRef]
- Caceres, C.H.; Djurdjevic, M.B.; Stockwell, T.J.; Sokolowski, J.H. The effect of Cu content on the level of microporosity in Al-Si-Cu-Mg casting alloys. Scr. Mater. 1999, 40, 631–637. [Google Scholar] [CrossRef]
- Shabestari, S.G. The effect of iron and manganese on the formation of intermetallic compounds in aluminum–silicon alloys. Mater. Sci. Eng. A 2004, 383, 289–298. [Google Scholar] [CrossRef]
- Caceres, C.H.; Svensson, I.L.; Taylor, J.A. Taylor, Strength-ductility behaviour of Al-Si-Cu-Mg casting alloys in T6 temper. Int. J. Cast Met. Res. 2003, 15, 531–543. [Google Scholar] [CrossRef]
- Uludağ, M.; Çetin, R.; Dispinar, D.; Tiryakioğlu, M. Characterization of the effect of melt treatments on melt quality in Al-7wt% Si-Mg alloys. Metals 2017, 7, 157. [Google Scholar] [CrossRef]
- Bakedano, A.; Niklas, A.; Fernández-Calvo, A.I.; Plata, G.; Lozares, J.; Berlanga-Labari, C. Comparative Study of the Metallurgical Quality of Primary and Secondary AlSi10MnMg Aluminium Alloys. Metals 2021, 11, 1147. [Google Scholar] [CrossRef]
- Hafenstein, S.; Brummer, M.; Ahlfors, M.; Werner, E. Combined hot isostatic pressing and heat treatment of aluminum A356 cast alloys. HTM J. Heat Treat. Mater. 2016, 71, 117–124. [Google Scholar] [CrossRef]
- Campbell, J. Entrainment defects. Mater. Sci. Technol. 2006, 22, 127–145. [Google Scholar] [CrossRef]
- Campbell, J.; Tiryakioğlu, M. Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms. Metals 2022, 12, 1320. [Google Scholar] [CrossRef]
- Mostafaei, M.; Ghobadi, M.; Eisaabadi, B.G.; Uludağ, M.; Tiryakioğlu, M. Evaluation of the effects of rotary degassing process variables on the quality of A357 aluminum alloy castings. Metall. Mater. Trans. B 2016, 47, 3469–3475. [Google Scholar] [CrossRef]
- Lordan, E.; Lazaro-Nebreda, J.; Zhang, Y.; Fan, Z. Effective Degassing for Reduced Variability in High-Pressure Die Casting Performance. JOM 2019, 71, 824–830. [Google Scholar] [CrossRef]
- Gyarmati, G.; Fegyverneki, G.; Tokár, M.; Mende, T. The effects of rotary degassing treatments on the melt quality of an Al–Si casting alloy. Int. J. Met. 2021, 15, 141–151. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Yousefian, P.; Eason, P.D. Quantification of entrainment damage in A356 aluminum alloy castings. Metall. Mater. Trans. A 2018, 49, 5815–5822. [Google Scholar] [CrossRef]
- Brůna, M.; Sládek, A. Hydrogen analysis and effect of filtration on final quality of castings from aluminium alloy AlSi7Mg0,3. Arch. Foundry Eng. 2011, 11, 5–10. [Google Scholar]
- Riestra, M.; Bjurenstedt, A.; Bogdanoff, T.; Ghassemali, E.; Seifeddine, S. Complexities in the Assessment of Melt Quality. Int. J. Met. 2018, 12, 441–448. [Google Scholar] [CrossRef]
- Favi, C.; Germani, M.; Mandolini, M. Analytical cost estimation model in high pressure die casting. Procedia Manuf. 2017, 11, 526–535. [Google Scholar] [CrossRef]
- Bonollo, F.; Gramegna, N.; Timelli, G. High-pressure die-casting: Contradictions and challenges. JOM 2015, 67, 901–908. [Google Scholar] [CrossRef]
- Salonitis, K.; Zeng, B.; Mehrabi, H.A.; Jolly, M. The challenges for energy efficient casting processes. Procedia Cirp 2016, 40, 24–29. [Google Scholar] [CrossRef]
- Scarlat, N.; Prussi, M.; Padella, M. Quantification of the carbon intensity of electricity produced and used in Europe. Appl. Energy 2022, 305, 117901. [Google Scholar] [CrossRef]
- Carbon Intensity of Electricity. 2022. Available online: https://ourworldindata.org/grapher/carbon-intensity-electricity (accessed on 2 February 2023).
- Kimura, R. Molten Metal Quality of Aluminium Alloy Die Castings. Int. J. Cast Met. Res. 2015, 87, 412–416. [Google Scholar]
- Kwon, Y.D.; Lee, Z.H. The effect of grain refining and oxide inclusion on the fluidity of Al–4.5 Cu–0.6 Mn and A356 alloys. Mater. Sci. Eng. A 2003, 360, 372–376. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. Metal quality studies in secondary remelting of aluminium. Foundry Trade J. 2004, 178, 78–81. [Google Scholar]
- Tiryakioğlu, M.; Campbell, J.; Alexopoulos, N.D. On the ductility of cast Al-7 pct Si-Mg alloys. Metall. Mater. Trans. A 2009, 40, 1000–1007. [Google Scholar] [CrossRef]
- Weibull, W. A Statistical Theory of Strength of Materials; IVB-Handl.: Stockholm, Sweden, 1939. [Google Scholar]
- Weibull, W. A statistical distribution function of wide applicability. J. Appl. Mech. 1951, 18, 293–297. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Hudak, D. On estimating Weibull modulus by the linear regression method. J. Mater. Sci. 2007, 42, 10173–10179. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Hudak, D. Guidelines for two-parameter Weibull analysis for flaw-containing materials. Metall. Mater. Trans. B 2011, 42, 1130–1135. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Hudak, D.; Ökten, G. On evaluating Weibull fits to mechanical testing data. Mater. Sci. Eng. A 2009, 527, 397–399. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Campbell, J. Weibull Analysis of Mechanical Data for Castings: A Guide to the Interpretation of Probability Plots. Metall. Mater. Trans. A 2010, 41, 3121–3129. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. Weibull Analysis of Mechanical Data for Castings II: Weibull Mixtures and Their Interpretation. Metall. Mater. Trans. A 2015, 46, 270–280. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Mg | Cu | Fe | Mn | Zn | Al |
|---|---|---|---|---|---|---|---|
| EN-AC-46000 | 9.3 | 0.18 | 2.80 | 0.73 | 0.28 | 0.55 | Balance |
| N | m | σ0 | R2 | Weibull | |
|---|---|---|---|---|---|
| With Degassing | 9 | 3.77 | 0.14 | 0.93 | Yes |
| Without Degassing (low) | 7 | 8.38 | 0.11 | 0.92 | Yes |
| Without Degassing (high) | 4 | 17.95 | 0.22 | 0.98 | Yes |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogdanoff, T.; Tiryakioğlu, M.; Liljenfors, T.; Jarfors, A.E.W.; Seifeddine, S.; Ghassemali, E. On the Effectiveness of Rotary Degassing of Recycled Al-Si Alloy Melts: The Effect on Melt Quality and Energy Consumption for Melt Preparation. Sustainability 2023, 15, 5189. https://doi.org/10.3390/su15065189
Bogdanoff T, Tiryakioğlu M, Liljenfors T, Jarfors AEW, Seifeddine S, Ghassemali E. On the Effectiveness of Rotary Degassing of Recycled Al-Si Alloy Melts: The Effect on Melt Quality and Energy Consumption for Melt Preparation. Sustainability. 2023; 15(6):5189. https://doi.org/10.3390/su15065189
Chicago/Turabian StyleBogdanoff, Toni, Murat Tiryakioğlu, Tomas Liljenfors, Anders E. W. Jarfors, Salem Seifeddine, and Ehsan Ghassemali. 2023. "On the Effectiveness of Rotary Degassing of Recycled Al-Si Alloy Melts: The Effect on Melt Quality and Energy Consumption for Melt Preparation" Sustainability 15, no. 6: 5189. https://doi.org/10.3390/su15065189
APA StyleBogdanoff, T., Tiryakioğlu, M., Liljenfors, T., Jarfors, A. E. W., Seifeddine, S., & Ghassemali, E. (2023). On the Effectiveness of Rotary Degassing of Recycled Al-Si Alloy Melts: The Effect on Melt Quality and Energy Consumption for Melt Preparation. Sustainability, 15(6), 5189. https://doi.org/10.3390/su15065189