
Additive Manufacture of Recycled Poly(Ethylene Terephthalate) Using Pyromellitic Dianhydride Targeted for FDM 3D-Printing Applications


 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Mixing and Drying
2.2. Extrusion
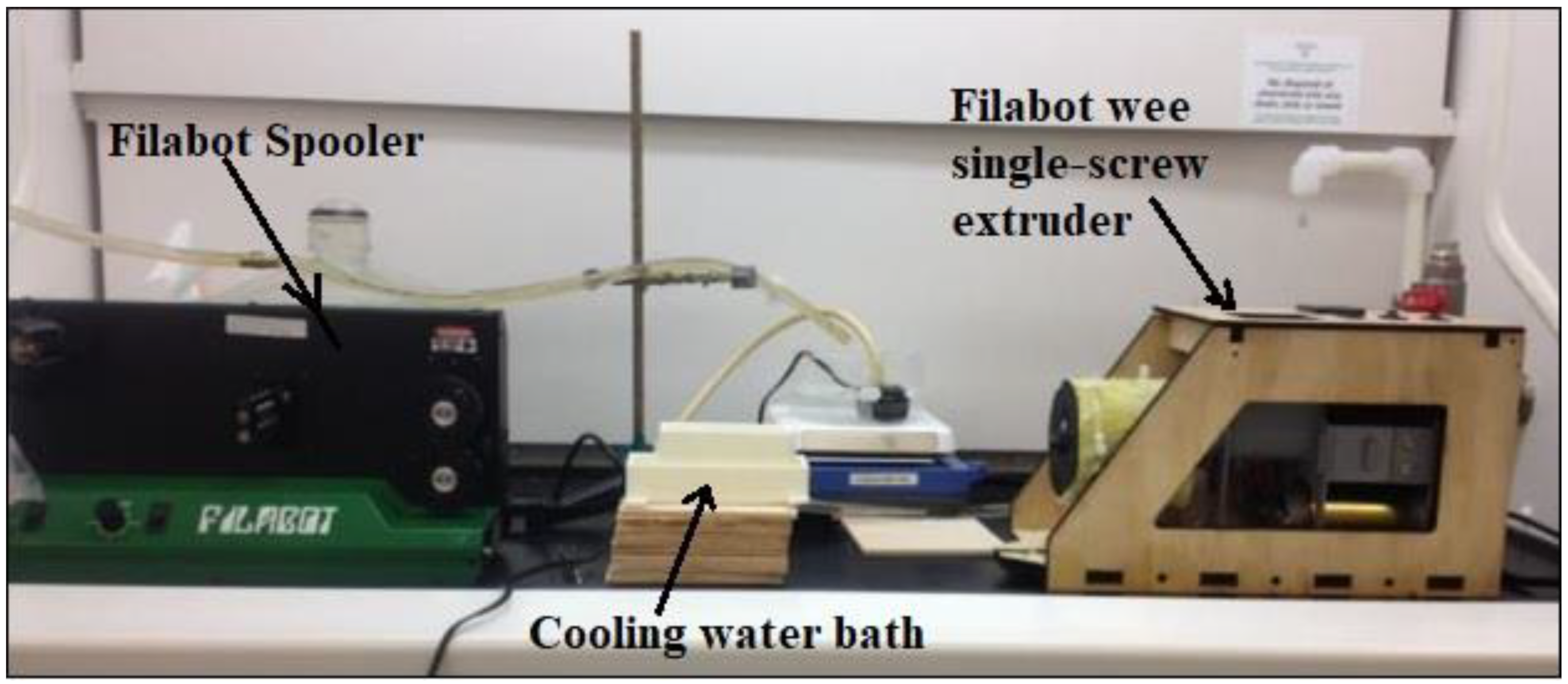
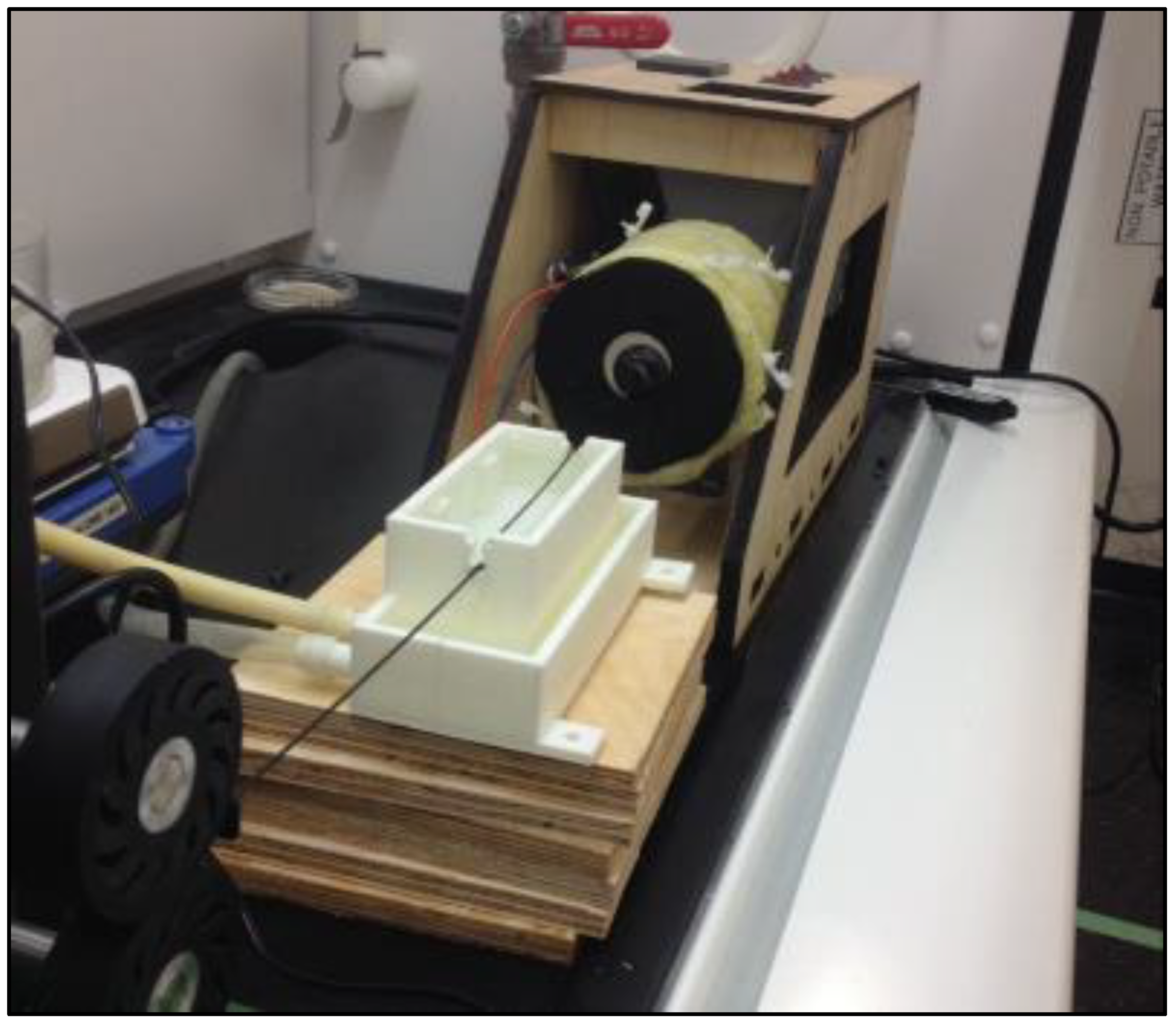
2.3. Lab-Scale Filament Production Process
3. Results and Discussion
3.1. Benchmarking MFI Values of Commercial Filaments and Unmodified R-PET
3.2. Effect of Chain Extender Concentration on Decreasing MFI of R-PET
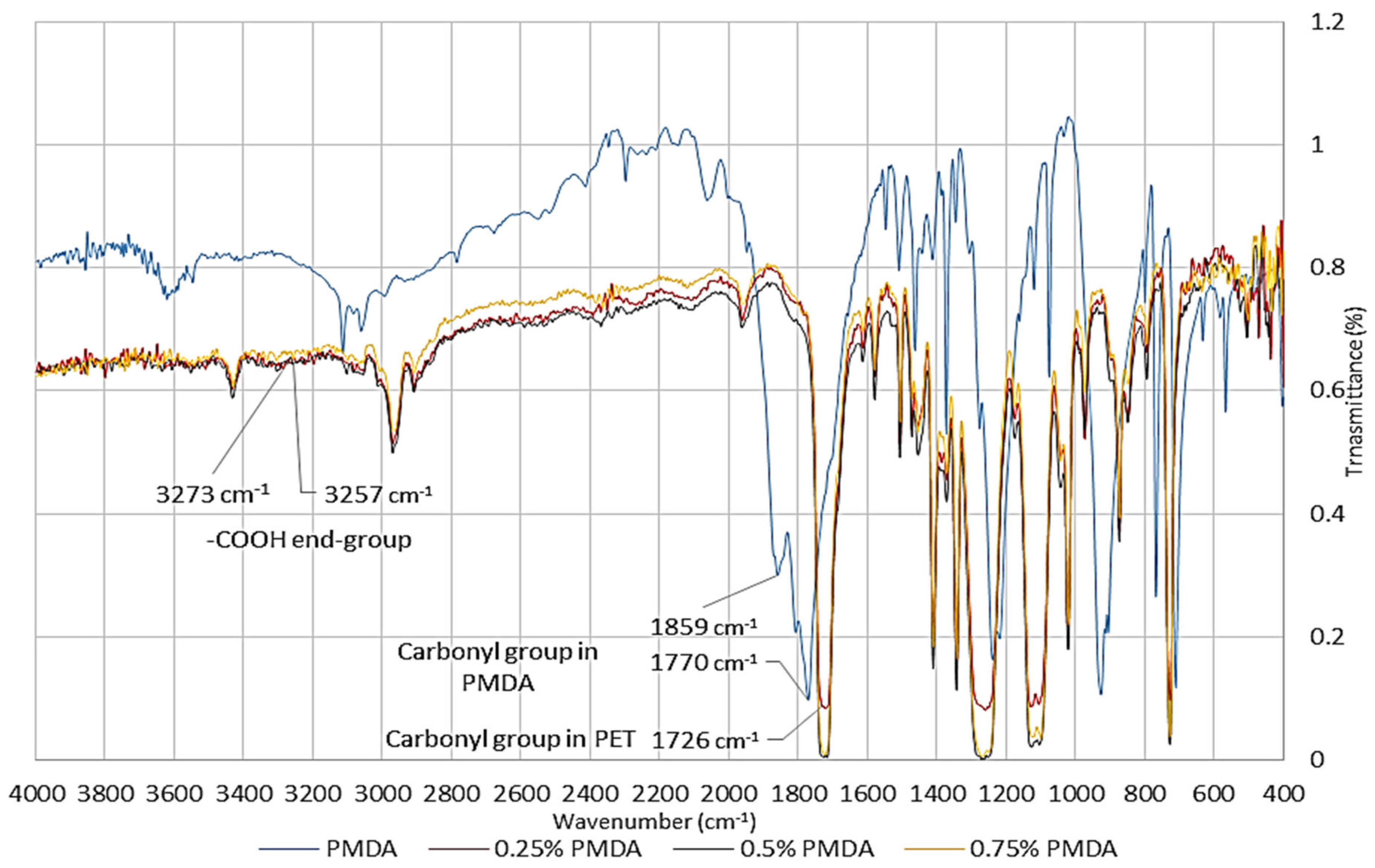
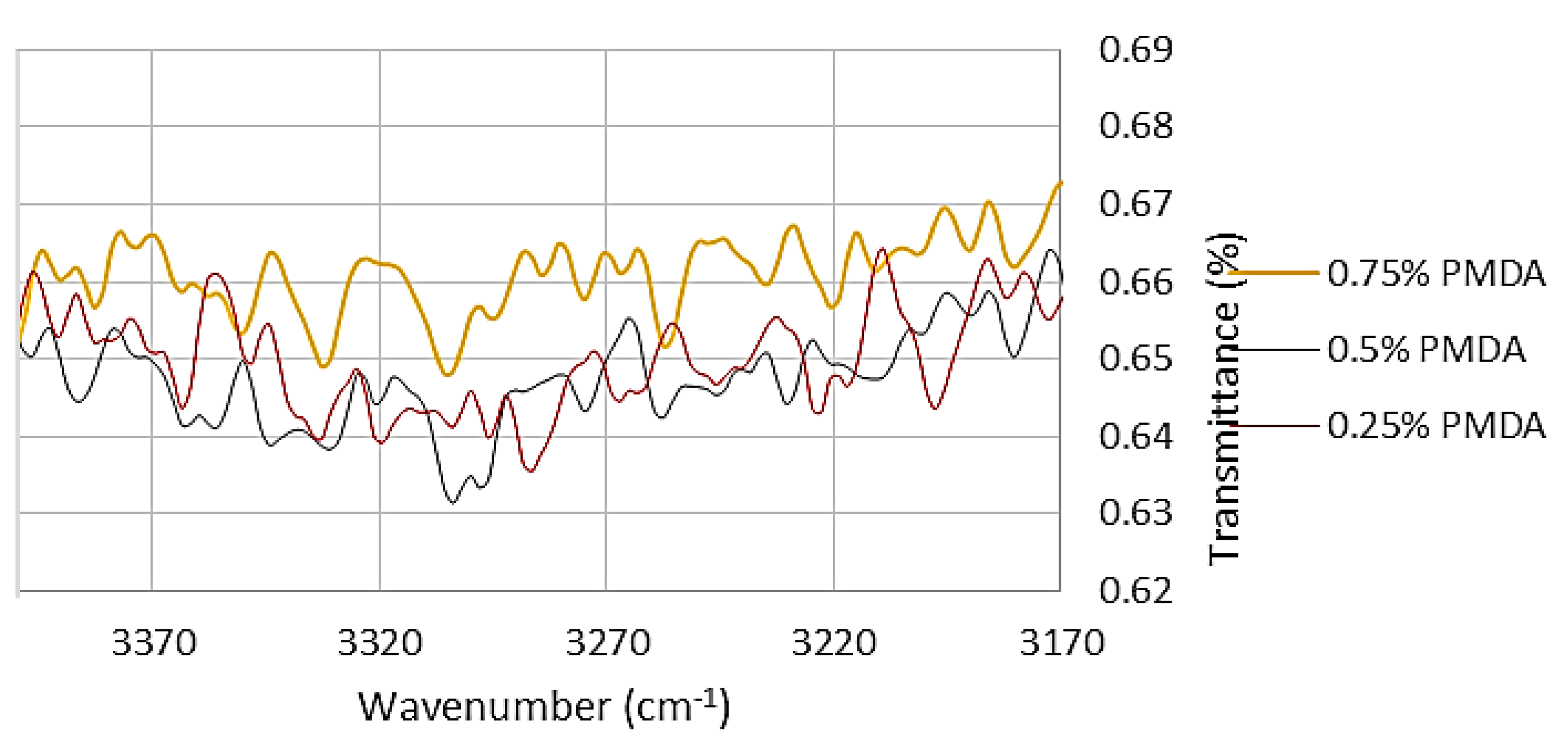
3.3. Fourier Transform Infrared (FT-IR) Spectroscopy
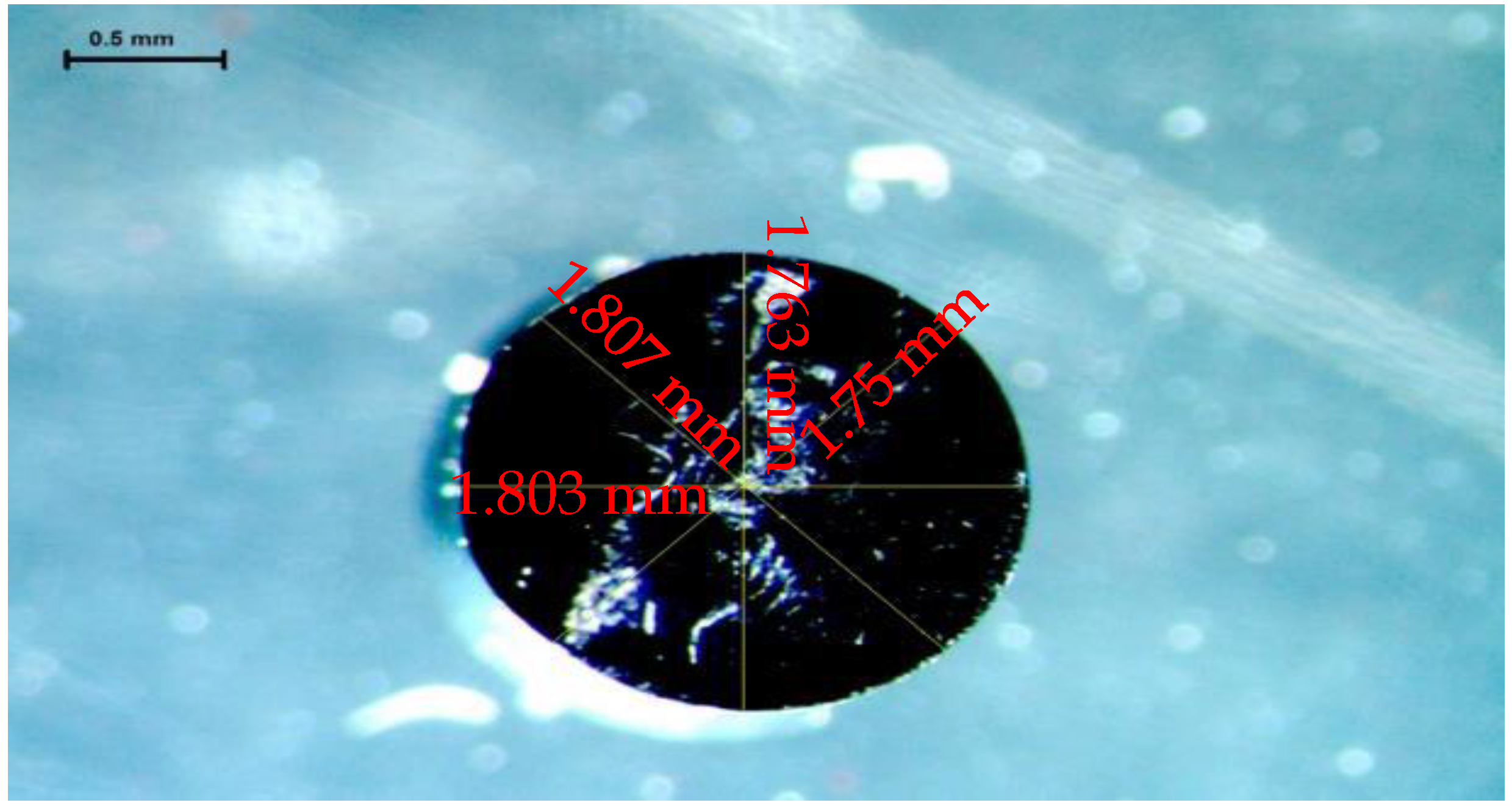
3.4. Manufacturing a Lab-Made 3D-Printing Filament
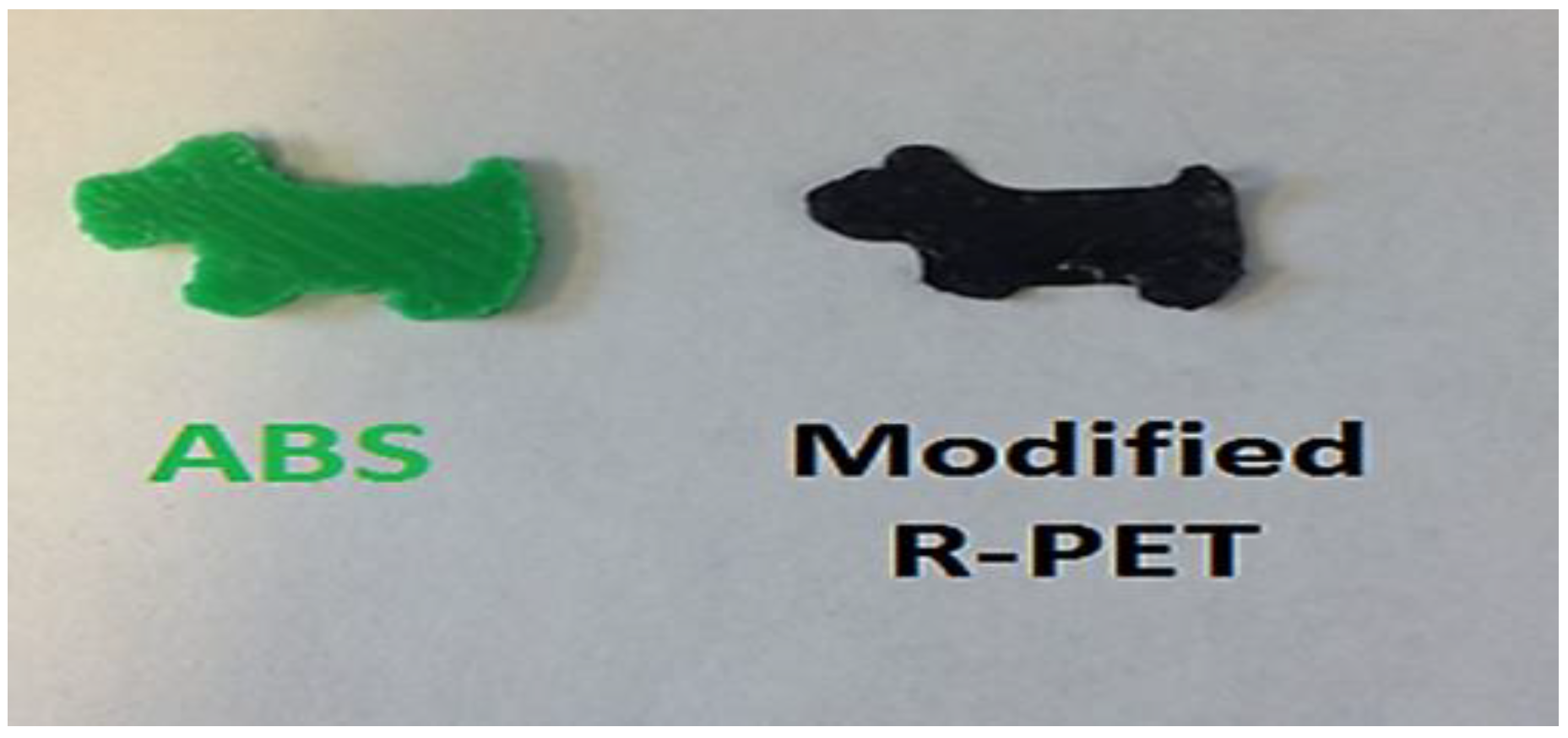
3.5. D-Printing with Lab-Made R-PET Filament
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Plastic Atlas Asia Edition. Facts and Figures About the World of Synthetic Polymers. 2021. Available online: https://hk.boell.org/en/2021/04/22/plastic-atlas-asia-edition (accessed on 18 December 2021).
- Bremer, M.; Janoschek, L.; Kaschta, D.; Schneider, N.; Wahl, M. Influence of plastic recycling—A feasibility study for additive manufacturing using glycol modified polyethylene terephthalate (PETG). SN Appl. Sci. 2022, 4, 156. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, Y.; Zhang, D.; Song, Y. 3D printing in construction: State of the art and applications. Int. J. Adv. Manuf. Technol. 2021, 115, 1329–1348. [Google Scholar] [CrossRef]
- Camacho, D.D.; Clayton, P.; O’Brien, W.J.; Seepersad, C.; Juenger, M.; Ferron, R.; Salamone, S. Applications of additive manufacturing in the construction industry—A forward-looking review. Autom. Constr. 2018, 89, 110–119. [Google Scholar] [CrossRef]
- Craveiro, F.; Duarte, J.P.; Bartolo, H.; Bartolo, P.J. Additive manufacturing as an enabling technology for digital construction: A perspective on Construction 4.0. Autom. Constr. 2019, 103, 251–267. [Google Scholar] [CrossRef]
- Lee, E. Additive Manufacturing Accelerating Change in Auto Industry. WardsAuto, 19 May 2022. Available online: https://www.wardsauto.com/industry-news/additive-manufacturing-accelerating-change-auto-industry (accessed on 28 July 2022).
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- BMW Group Press Club. Industrial-Scale 3D Printing Continues to Advance at BMW Group. 10 December 2020. Available online: https://www.press.bmwgroup.com/global/article/detail/T0322259EN/industrial-scale-3d-printing-continues-to-advance-at-bmw-group?language=en (accessed on 19 March 2021).
- Xometry. 3D Printing in the Food Industry: History, Benefits, Materials, and Examples. 8 August 2022. Available online: https://www.xometry.com/resources/3d-printing/3d-food-printing/#:~:text=3D%20printing%20in%20the%20food%20industry%20refers%20to%20the%20process,layer%20by%20layer%20until%20complete (accessed on 20 September 2022).
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Campbell, R.I.; Telma, F. Additive Manufacturing and Design Strategies for Customized Jewellery Production. In Proceedings of the International Conference on Competitive Manufacturing COMA’13, Stellenbosch, South Africa, 21 August 2013; Available online: https://www.academia.edu/26604201/Additive_Manufacturing_and_Design_Strategies_for_Customized_Jewellery_Production (accessed on 20 March 2021).
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef]
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461–473. [Google Scholar] [CrossRef]
- Patel, P.; Gohil, P. Role of additive manufacturing in medical application COVID-19 scenario: India case study. J. Manuf. Syst. 2020, 60, 811–822. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D printing of PET-G via FDM including tailormade excess third shape. Manuf. Lett. 2022, 33, 1–4. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Rahmatabadi, D.; Soltanmohammadi, K.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. Assessment of controllable shape transformation, potential applications, and tensile shape memory properties of 3D printed PETG. J. Mater. Res. Technol. 2022, 18, 4201–4215. [Google Scholar] [CrossRef]
- Palermo, E. Fused Deposition Modeling: Most Common 3D Printing Method. Available online: http://www.livescience.com/39810-fused-deposition-modeling.html (accessed on 3 December 2022).
- CPIA (Canadian Plastics Industry Association). 2014 Postconsumer Plastics Recycling in Canada (Rep.); CPIA: Mississauga, ON, Canada, 2016. [Google Scholar]
- Nisticò, R. Polyethylene terephthalate (PET) in the packaging industry. Polym. Test. 2020, 90, 106707. [Google Scholar] [CrossRef]
- Makkam, S.; Harnnarongchai, W. Rheological and Mechanical Properties of Recycled PET Modified by Reactive Extrusion. Energy Procedia 2014, 56, 547–553. [Google Scholar] [CrossRef]
- Venkatachalam, S.; Nayak, S.G.; Labde, J.V.; Gharal, P.R.; Rao, K.; Kelkar, A. Degradation and Recyclability of Poly (Ethylene Terephthalate). In Polyester; El-Din, M.S., Ed.; Intech: Rijeka, Croatia, 2012; pp. 75–98. [Google Scholar] [CrossRef]
- Assadi, R.; Colin, X.; Verdu, J. Irreversible structural changes during PET recycling by extrusion. Polymer 2004, 45, 4403–4412. [Google Scholar] [CrossRef]
- Incarnato, L.; Scarfato, P.; Di Maio, L.; Acierno, D. Structure and rheology of recycled PET modified by reactive extrusion. Polymer 2000, 41, 6825–6831. [Google Scholar] [CrossRef]
- Cardi, N.; Po, R.; Giannotta, G.; Occhiello, E.; Garbassi, F.; Messina, G. Chain extension of recycled poly(ethylene terephthalate) with 2,2′-Bis(2-oxazoline). J. Appl. Polym. Sci. 1993, 50, 1501–1509. [Google Scholar] [CrossRef]
- Japon, S.; Boogh, L.; Leterrier, Y.; Månson, J.-A. Reactive processing of poly(ethylene terephthalate) modified with multifunctional epoxy-based additives. Polymer 2000, 41, 5809–5818. [Google Scholar] [CrossRef]
- Karayannidis, G.P.; Psalida, E.A. Chain extension of recycled poly(ethylene terephthalate) with 2,2’-(1,4-phenylene)bis(2-oxazoline). J. Appl. Polym. Sci. 2000, 77, 2206–2211. [Google Scholar] [CrossRef]
- Tzoganakis, C. Reactive extrusion of polymers: A review. Adv. Polym. Technol. 1989, 9, 321–330. [Google Scholar] [CrossRef]
- Qin, D.; Wang, C.; Wang, H.; Jiang, X. Chain Extension and Thermal Behavior of Recycled Poly(Ethylene Terephthalate) Modified by Reactive Extrusion with Triphenyl Phosphite. In Proceedings of the MATEC Web of Conferences, Cape Town, South Africa, 1–3 February 2016; Volume 67, p. 06052. [Google Scholar]
- Yang, Z.; Xin, C.; Mughal, W.; Li, X.; He, Y. High-melt-elasticity poly(ethylene terephthalate) produced by reactive extrusion with a multi-functional epoxide for foaming. J. Appl. Polym. Sci. 2017, 135, 45805. [Google Scholar] [CrossRef]
- Xia, T.; Xi, Z.; Liu, T.; Pan, X.; Fan, C.; Zhao, L. Melt foamability of reactive extrusion-modified poly(ethylene terephthalate) with pyromellitic dianhydride using supercritical carbon dioxide as blowing agent. Polym. Eng. Sci. 2014, 55, 1528–1535. [Google Scholar] [CrossRef]
- Awaja, F.; Daver, F.; Kosior, E. Recycled poly(ethylene terephthalate) chain extension by a reactive extrusion process. Polym. Eng. Sci. 2004, 44, 1579–1587. [Google Scholar] [CrossRef]
- Giles, H.F., Jr.; Wagner, J.R., Jr.; Mount, E.M., III. Extrusion: The Definitive Processing Guide and Handbook; Andrew, Elsevier: Oxford, UK, 2005; pp. 83–89. [Google Scholar]
- Chalmers, J.M.; Meier, R.J. Molecular Characterization and Analysis of Polymers. Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Al-AbdulRazzak, S.; A Lofgren, E.; A Jabarin, S. End-group determination in poly(ethylene terephthalate) by infrared spectroscopy. Polym. Int. 2002, 51, 174–182. [Google Scholar] [CrossRef]
- Hase, Y.; Kawai, K.; Sala, O. The infrared and Raman spectra of pyromellitic dianhydride. J. Mol. Struct. 1975, 26, 297–302. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Material (Manufacturer) | MFI T (°C) | Test 1 (g/10 min) | Test 2 (g/10 min) | Mean | Standard Deviation |
|---|---|---|---|---|---|---|
| 1 | PLA (Dremel) | 215.0 | 24.64 | 21.11 | 22.87 | 2.50 |
| 2 | PLA (Wanhao) | 215.0 | 25.49 | 31.71 | 28.60 | 4.40 |
| 3 | R-PET (reprocessed) | 260.0 | 100.51 | 80.6 | 90.56 | 15.04 |
| 4 | ABS (HATCHBOX) | 245.0 | 5.18 | 5.60 | 5.39 | 0.29 |
| 5 | Nylon (Taulman) | 240.0 | 4.19 | 4.68 | 4.44 | 0.34 |
| 6 | TPE elastomer (Filaments.ca) | 240.0 | 17.31 | 19.10 | 18.21 | 1.26 |
| 7 | PETG (MG Chemicals) | 260.0 | 5.37 | 5.26 | 5.32 | 0.08 |
| Sample | MFI at 260 °C (g/10 min) | MFI at 275 °C (g/10 min) | MFI at 290 °C (g/10 min) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Test 1 | Test 2 | µ260 | SD260 | Test 1 | Test 2 | µ275 | SD275 | Test 1 | Test 2 | µ290 | σ290 | |
| 1 | 100.51 | 80.6 | 90.56 | 14.08 | >200 | >200 | >200 | >200 | ||||
| 2 | 4.33 | 4.12 | 4.22 | 0.15 | 5.46 | 5.10 | 5.28 | 0.26 | 15.55 | 16.27 | 15.91 | 0.51 |
| 3 | 1.43 | 1.51 | 1.47 | 0.06 | 3.13 | 3.38 | 3.25 | 0.18 | 9.79 | 9.14 | 9.47 | 0.46 |
| 4 | 1.26 | 1.17 | 1.21 | 0.06 | 2.80 | 2.83 | 2.81 | 0.02 | 6.33 | 6.49 | 6.41 | 0.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alzahrani, M.; Alhumade, H.; Simon, L.; Yetilmezsoy, K.; Madhuranthakam, C.M.R.; Elkamel, A. Additive Manufacture of Recycled Poly(Ethylene Terephthalate) Using Pyromellitic Dianhydride Targeted for FDM 3D-Printing Applications. Sustainability 2023, 15, 5004. https://doi.org/10.3390/su15065004
Alzahrani M, Alhumade H, Simon L, Yetilmezsoy K, Madhuranthakam CMR, Elkamel A. Additive Manufacture of Recycled Poly(Ethylene Terephthalate) Using Pyromellitic Dianhydride Targeted for FDM 3D-Printing Applications. Sustainability. 2023; 15(6):5004. https://doi.org/10.3390/su15065004
Chicago/Turabian StyleAlzahrani, Mohammed, Hesham Alhumade, Leonardo Simon, Kaan Yetilmezsoy, Chandra Mouli R. Madhuranthakam, and Ali Elkamel. 2023. "Additive Manufacture of Recycled Poly(Ethylene Terephthalate) Using Pyromellitic Dianhydride Targeted for FDM 3D-Printing Applications" Sustainability 15, no. 6: 5004. https://doi.org/10.3390/su15065004
APA StyleAlzahrani, M., Alhumade, H., Simon, L., Yetilmezsoy, K., Madhuranthakam, C. M. R., & Elkamel, A. (2023). Additive Manufacture of Recycled Poly(Ethylene Terephthalate) Using Pyromellitic Dianhydride Targeted for FDM 3D-Printing Applications. Sustainability, 15(6), 5004. https://doi.org/10.3390/su15065004