
Numerical Investigation of Recommended Operating Parameters Considering Movement of Polymetallic Nodule Particles during Hydraulic Lifting of Deep-Sea Mining Pipeline




Abstract
1. Introduction
2. Principles and Methods
2.1. Governing Equation
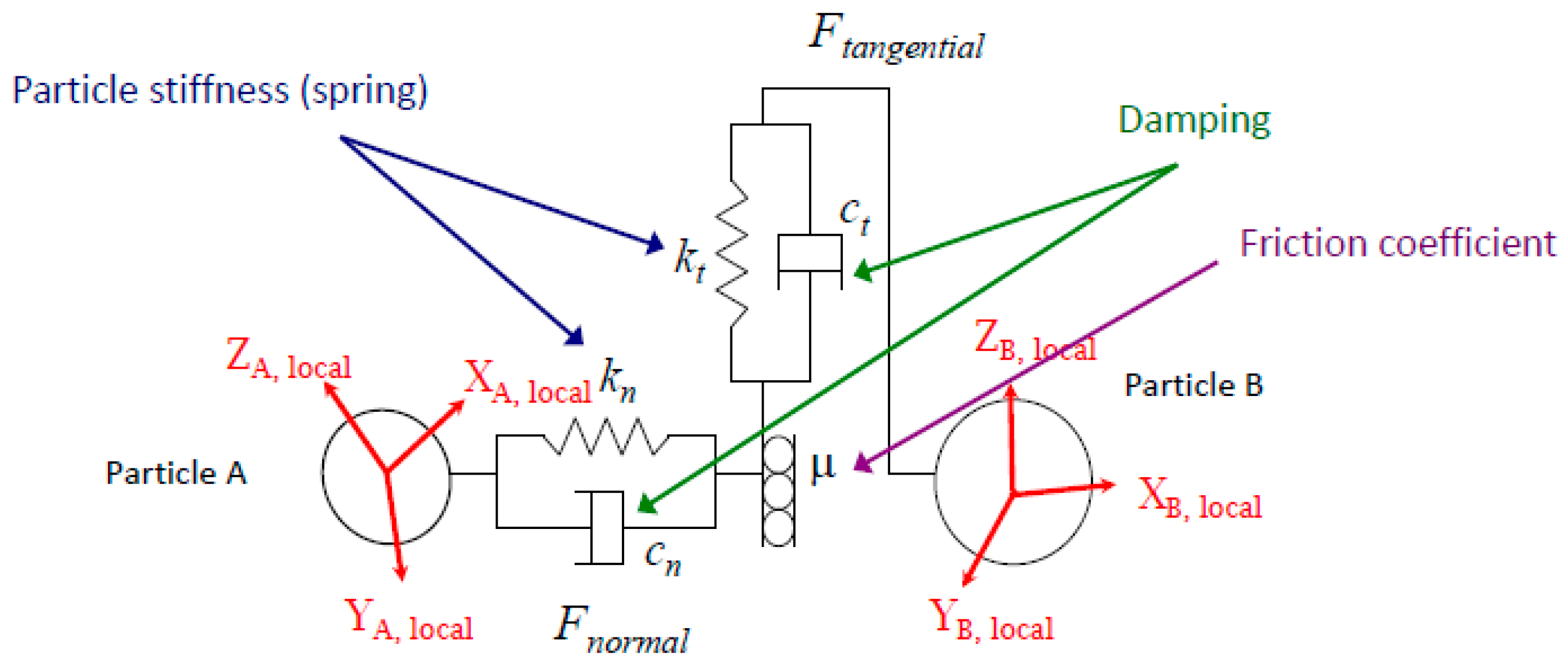
2.2. Particle Contact Model
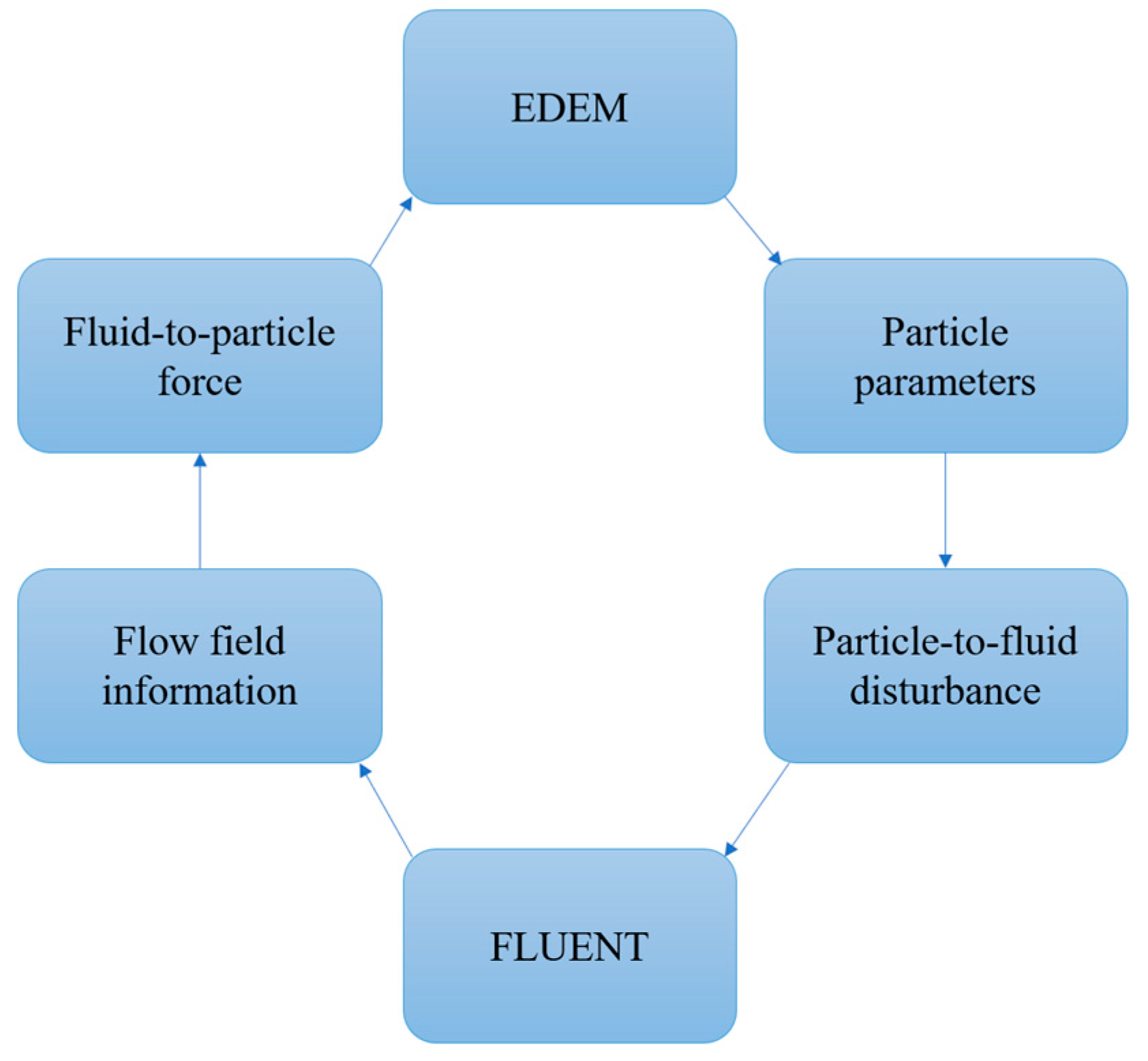
2.3. CFD–DEM Coupling Method
3. Materials and Models
3.1. Physical Model
3.2. Software Settings
3.3. Target Variables and Calculation Conditions
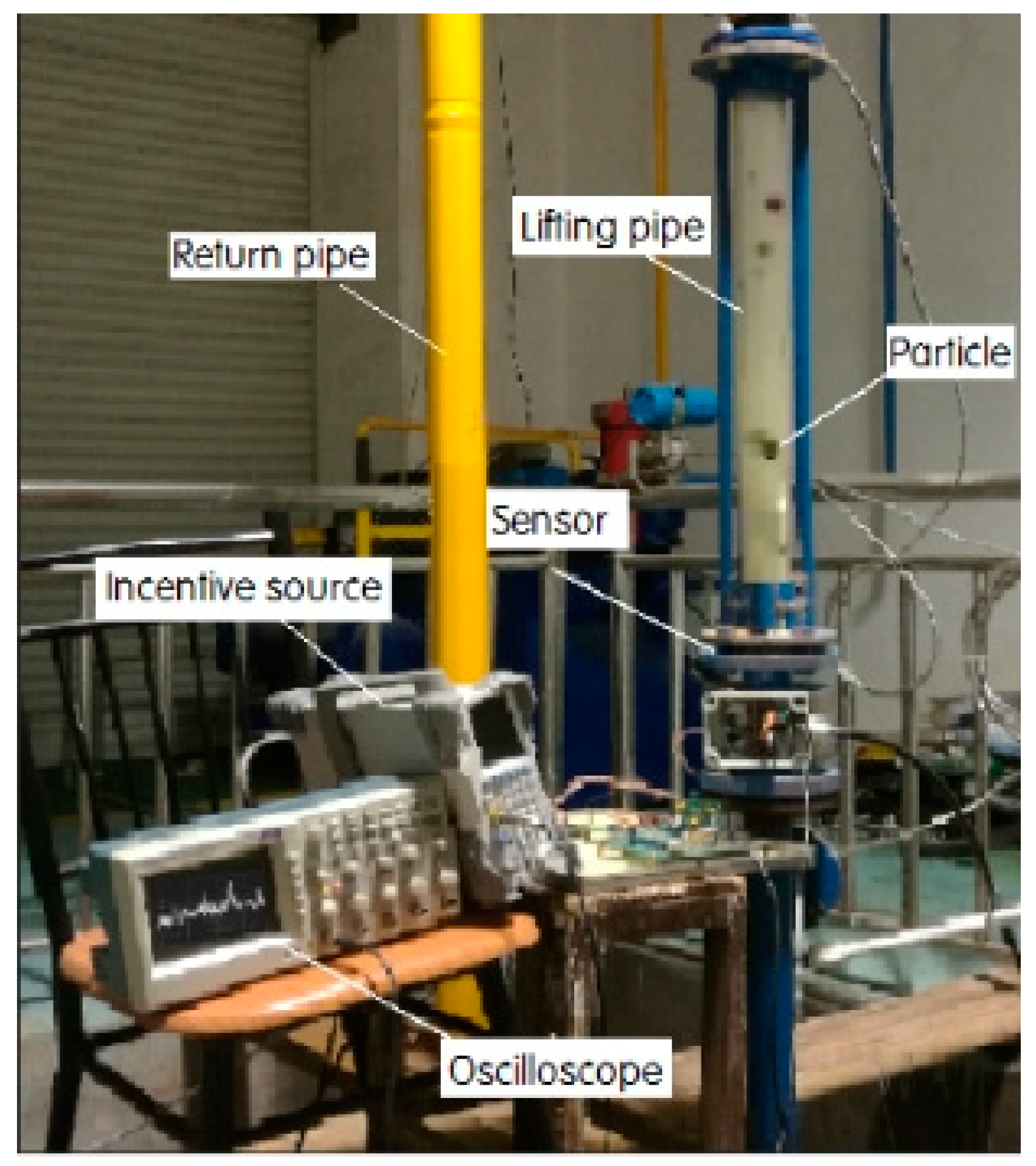
3.4. Validation
4. Analysis of Particle Distribution
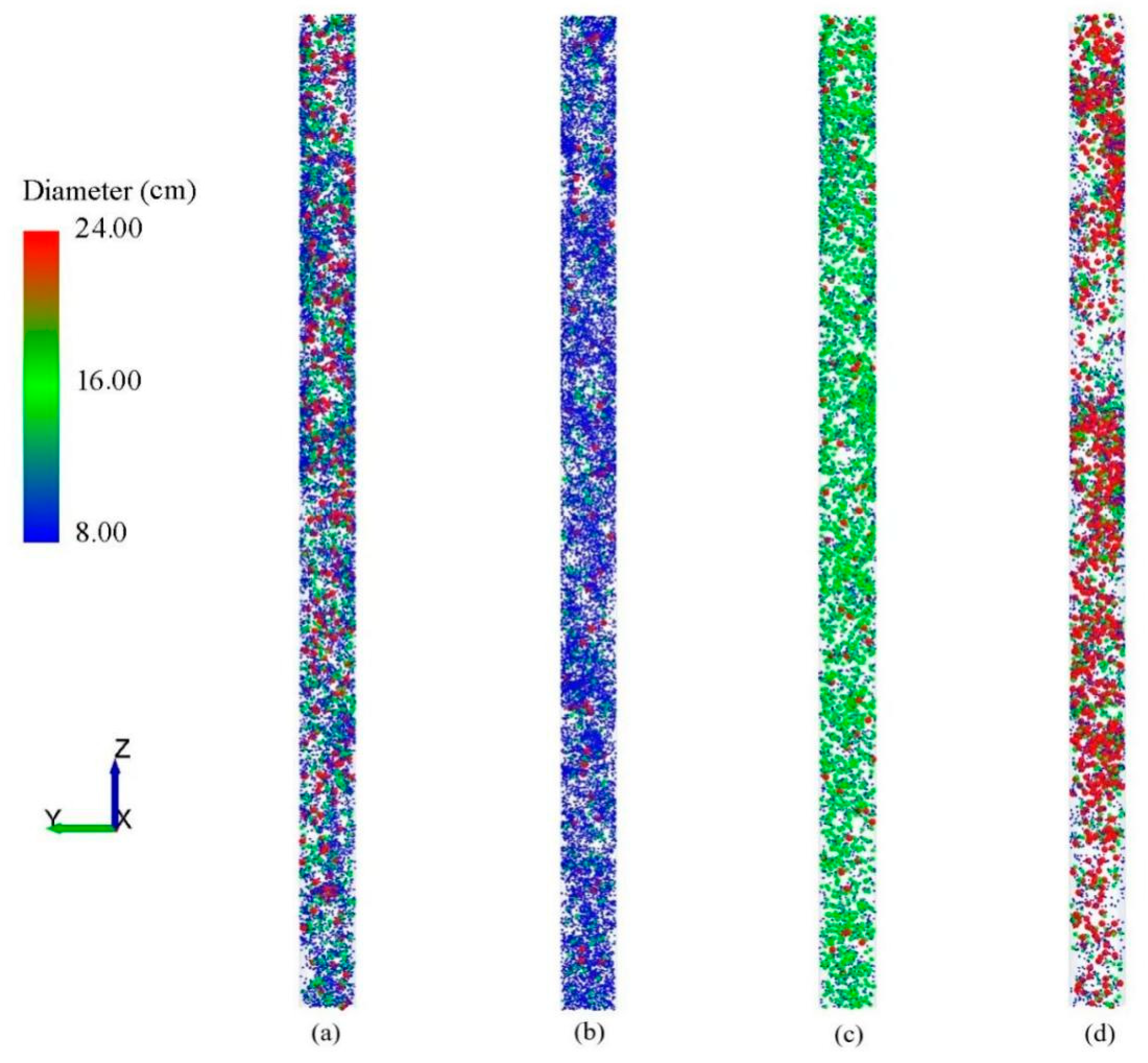
4.1. Overall Distribution
4.2. Local Concentration
4.3. Radial Distribution
5. Analysis of Particle Motion
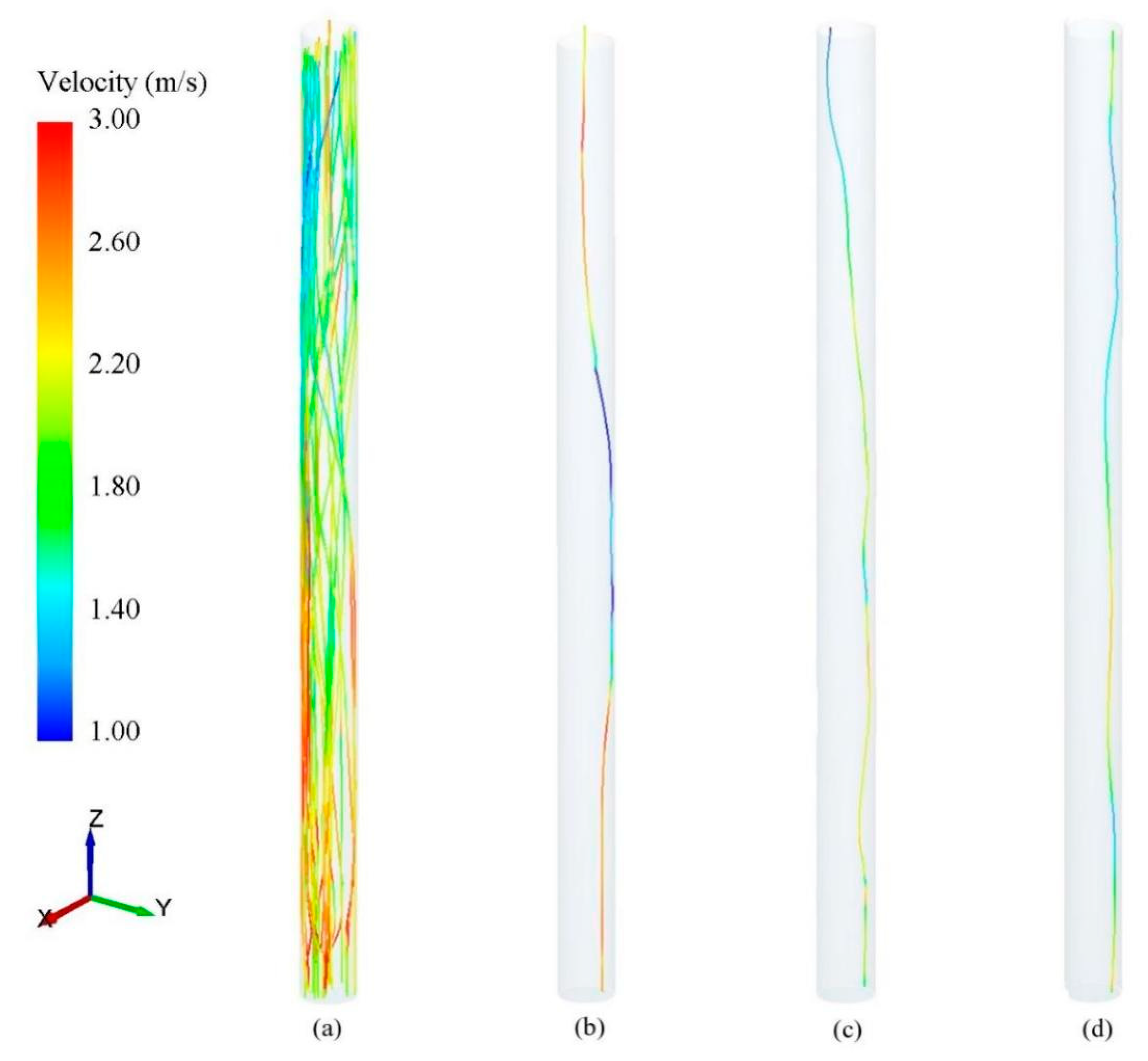
5.1. Movement Trajectory
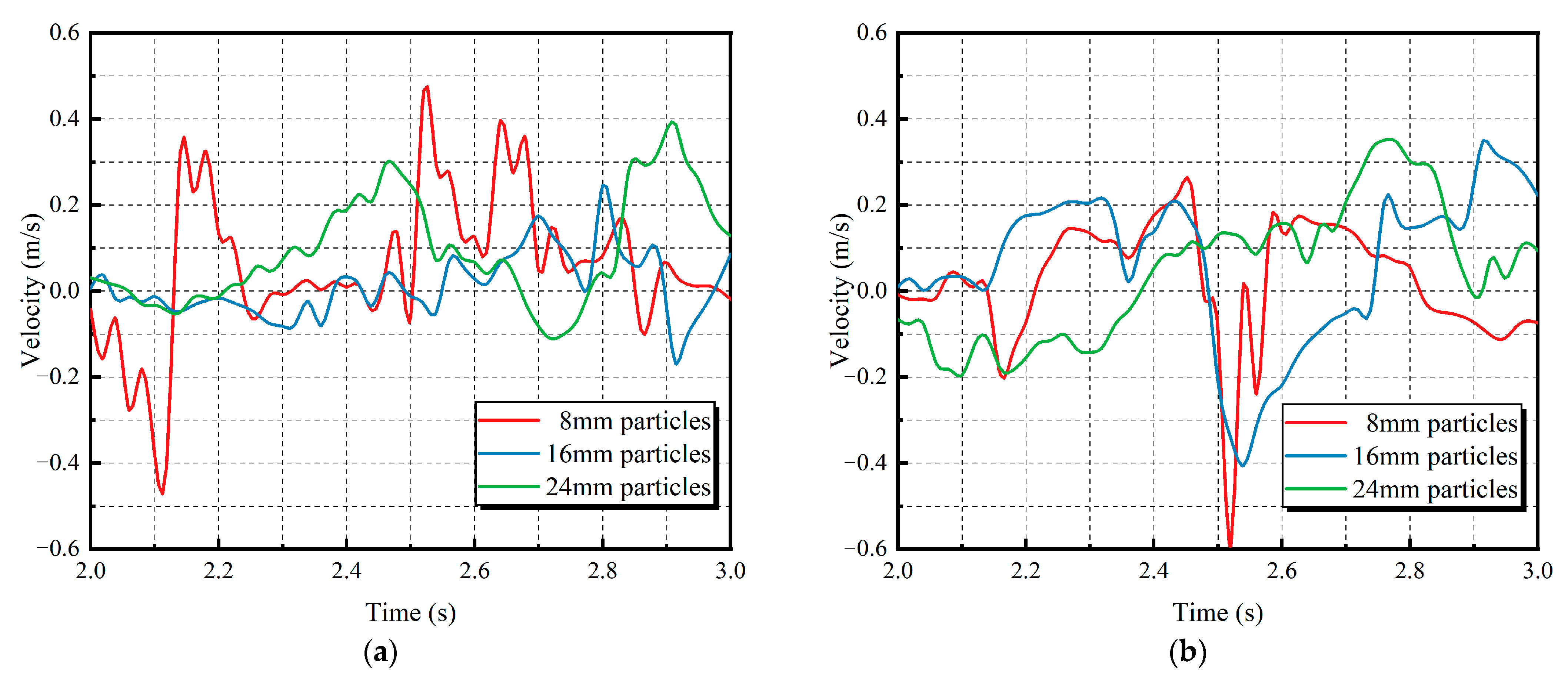
5.2. Slip Velocity
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Valsangkar, A.B. Deep-sea polymetallic nodule mining: Challenges ahead for technologists and environmentalists. Mar. Georesour. Geotechnol. 2003, 21, 81–91. [Google Scholar] [CrossRef]
- Cho, S.-G.; Park, S.; Oh, J.; Min, C.; Kim, H.; Hong, S.; Jang, J.; Lee, T.H. Design optimization of deep-seabed pilot miner system with coupled relations between constraints. J. Terramech. 2019, 83, 25–34. [Google Scholar] [CrossRef]
- Yang, H.; Liu, S. Measuring Method of Solid-Liquid Two-Phase Flow in Slurry Pipeline for Deep-Sea Mining. Thalassas 2018, 34, 459–469. [Google Scholar] [CrossRef]
- Dai, Y.; Li, X.; Yin, W.; Huang, Z.; Xie, Y. Dynamics analysis of deep-sea mining pipeline system considering both internal and external flow. Mar. Georesour. Geotechnol. 2021, 39, 408–418. [Google Scholar] [CrossRef]
- Durand, R. Basic relationships of the transportation of solids in pipes-experimental research. Proc. Int. Assoc. Hydraul. Res. 1953, 83–103. [Google Scholar]
- Wasp, E.J.; Kenny, J.P.; Gandhi, R.L. Solid-liquid flow: Slurry pipeline transportation. Ser. Bulk Mater. Handl. 1977, 1, 56–58. [Google Scholar]
- Chung, J.S.; Lee, K.; Tischler, A.; Int Soc, O.; Polar, E. Two-phase vertically upward transport of silica sands in dilute polymer solution: Drag reduction and effects of sand size and concentration. In Proceedings of the Seventh ISOPE Ocean Mining Symposium, Lisbon, Portugal, 1–6 July 2007; pp. 188–196. [Google Scholar]
- Yoon, C.H.; Lee, D.K.; Kwon, K.S.; Kwon, S.K.; Kim, I.K.; Park, Y.C.; Kwon, O.K. Experimental and numerical analysis on the flow characteristics of solid-liquid two-phase mixtures in a curvature pipe. In Proceedings of the Twelfth International Offshore and and Polar Engineering, Kitakyushu, Japan, 26–31 May 2002; pp. 475–479. [Google Scholar]
- Yoon, C.-H.; Park, Y.-C.; Park, J.; Kim, Y.-J.; Kang, J.-S.; Kwon, S.-K. Solid-Liquid Flow Experiment with Real and Artificial Manganese Nodules in Flexible Hoses. Int. J. Offshore Polar Eng. 2009, 19, 77–79. [Google Scholar]
- Vlasak, P.; Chara, Z.; Konfrst, J.; Krupicka, J. Concentration Distribution of Coarse-Grained Particle-Water Mixture in Horizontal Pipe. In Proceedings of the Engineering Mechanics 2014, Svratka, Czech Republic, 12–15 May 2014; pp. 684–687. [Google Scholar]
- Kongar-Syuryun, C.B.; Faradzhov, V.; Tyulyaeva, Y.S.; Khayrutdinov, A. Effect of activating treatment of halite flotation waste in backfill mixture preparation. Min. Inf. Anal. Bull. 2021, 1, 43–57. [Google Scholar] [CrossRef]
- Sobota, J.; Vlasak, P.; Petryka, L.; Zych, M. Slip velocities in mixture vertical pipe flow. In Proceedings of the Tenth ISOPE Ocean Mining and Gas Hydrates Symposium, Szczecin, Poland, 22–26 September 2013; pp. 221–224. [Google Scholar]
- Boetius, A.; Haeckel, M. Mind the seafloor. Science 2018, 359, 34–36. [Google Scholar] [CrossRef] [PubMed]
- Sobota, J.; Palarski, J.D.; Plewa, F.; Strozik, G. Analysis of Two-phase Mixture Flow In Vertical Pipeline. In Proceedings of the Seventh ISOPE Ocean Mining Symposium, Lisbon, Portugal, 1–6 July 2007. [Google Scholar]
- Adigamov, A.; Zotov, V.; Kovalev, R.; Kopylov, A. Calculation of transportation of the stowing composite based on the waste of water-soluble ores. Transp. Res. Procedia 2021, 57, 17–23. [Google Scholar] [CrossRef]
- Kongar-Syuryun, C.; Aleksakhin, A.; Khayrutdinov, A.; Tyulyaeva, Y. Research of rheological characteristics of the mixture as a way to create a new backfill material with specified characteristics. Mater. Today Proc. 2021, 38, 2052–2054. [Google Scholar] [CrossRef]
- Masanobu, S.; Takano, S.; Fujiwara, T.; Kanada, S.; Ono, M.; Sasagawa, H. Study on Hydraulic Transport of Large Solid Particles in Inclined Pipes for Subsea Mining. J. Offshore Mech. Arct. Eng.-Trans. ASME 2017, 139. [Google Scholar] [CrossRef]
- Van Wijk, J.M.; van Rhee, C.; Talmon, A.M. Wall friction of coarse grained sediment plugs transported in a water flow through a vertical pipe. Ocean Eng. 2014, 79, 50–57. [Google Scholar] [CrossRef]
- Van Wijk, J.M.; van Grunsven, F.; Talmon, A.M.; van Rhee, C. Simulation and experimental proof of plug formation and riser blockage during vertical hydraulic transport. Ocean Eng. 2015, 101, 58–66. [Google Scholar] [CrossRef]
- Van Wijk, J.M.; Talmon, A.M.; van Rhee, C. Stability of vertical hydraulic transport processes for deep ocean mining: An experimental study. Ocean Eng. 2016, 125, 203–213. [Google Scholar] [CrossRef]
- Beauchesne, C.; Parenteau, T.; Septseault, C.; Béal, P.-A. Development & Large scale validation of a transient flow assurance model for the design & Monitoring of large particles transportation in two phase (Liquid-Solid) riser systems. Flow Assurance 2015, 4, 2790–2810. [Google Scholar]
- Wang, L.; Liu, Z.Y.; Abdelkefi, A.; Wang, Y.K.; Dai, H.L. Nonlinear dynamics of cantilevered pipes conveying fluid: Towards a further understanding of the effect of loose constraints. Int. J. Non-Linear Mech. 2017, 95, 19–29. [Google Scholar] [CrossRef]
- Yoon, C.-H.; Kang, J.-S.; Park, J.-M.; Park, Y.-C.; Kim, Y.-J.; Kwon, S.-K. Flow analysis by CFD model of lifting system for shallow sea test. In Proceedings of the Eighth ISOPE Ocean Mining Symposium, Chennai, India, 20–24 September 2009. [Google Scholar]
- Xu, H.; Chen, W.; Hu, W. Hydraulic transport flow law of natural gas hydrate pipeline under marine dynamic environment. Eng. Appl. Comput. Fluid Mech. 2020, 14, 507–521. [Google Scholar] [CrossRef]
- Liu, L.; Yang, J.; Lu, H.; Tian, X.; Lu, W. Numerical simulations on the motion of a heavy sphere in upward Poiseuille flow. Ocean Eng. 2019, 172, 245–256. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O. A Discrete Numerical Model For Granular Assemblies. Geotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Akhshik, S.; Behzad, M.; Rajabi, M. CFD-DEM simulation of the hole cleaning process in a deviated well drilling: The effects of particle shape. Particuology 2016, 25, 72–82. [Google Scholar] [CrossRef]
- Yuan, J.; Li, H.; Qi, X.; Hu, T.; Bai, M.; Wang, Y. Optimization of airflow cylinder sieve for threshed rice separation using CFD-DEM. Eng. Appl. Comput. Fluid Mech. 2020, 14, 871–881. [Google Scholar] [CrossRef]
- Huang, S.; Su, X.; Qiu, G. Transient numerical simulation for solid-liquid flow in a centrifugal pump by DEM-CFD coupling. Eng. Appl. Comput. Fluid Mech. 2015, 9, 411–418. [Google Scholar] [CrossRef]
- Chen, Q.; Xiong, T.; Zhang, X.; Jiang, P. Study of the hydraulic transport of non-spherical particles in a pipeline based on the CFD-DEM. Eng. Appl. Comput. Fluid Mech. 2020, 14, 53–69. [Google Scholar] [CrossRef]
- Uzi, A.; Levy, A. Flow characteristics of coarse particles in horizontal hydraulic conveying. Powder Technol. 2018, 326, 302–321. [Google Scholar] [CrossRef]
- Kloss, C.; Goniva, C.; Hager, A.; Amberger, S.; Pirker, S. Models, algorithms and validation for opensource DEM and CFD-DEM. Prog. Comput. Fluid Dyn. 2012, 12, 140–152. [Google Scholar] [CrossRef]
- Hussainov, M.; Kartushinsky, A.; Mulgi, A.; Rudi, Ü. Gas-solid flow with the slip velocity of particles in a horizontal channel. J. Aerosol Sci. 1996, 27, 41–59. [Google Scholar] [CrossRef]
- Karimi, H.; Dehkordi, A.M. Prediction of equilibrium mixing state in binary particle spouted beds: Effects of solids density and diameter differences, gas velocity, and bed aspect ratio. Adv. Powder Technol. 2015, 26, 1371–1382. [Google Scholar] [CrossRef]
- Sakaguchi, H.; Ozaki, E.; Igarashi, T. Plugging of the Flow of Granular Materials during the Discharge from a Silo. Int. J. Mod. Phys. B 1993, 7, 1949–1963. [Google Scholar] [CrossRef]
- Emeriault, F.; Cambou, B. Micromechanical modelling of anisotropic non-linear elasticity of granular media. Int. J. Solids Struct. 1996, 33, 2591–2607. [Google Scholar] [CrossRef]
- Dai, Y.; Zhang, Y.; Li, X. Numerical and experimental investigations on pipeline internal solid-liquid mixed fluid for deep ocean mining. Ocean Eng. 2021, 220, 108411. [Google Scholar] [CrossRef]
- Norouzi, H.R.; Zarghami, R.; Sotudeh-Gharebagh, R.; Mostoufi, N. Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase Flows; John Wiley & Sons, Ltd.: Tehran, Iran, 2016. [Google Scholar]
- Akbarian, E.; Najafi, B.; Jafari, M.; Ardabili, S.F.; Shamshirband, S.; Chau, K.-W. Experimental and computational fluid dynamics-based numerical simulation of using natural gas in a dual-fueled diesel engine. Eng. Appl. Comput. Fluid Mech. 2018, 12, 517–534. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Coefficient of Restitution | Coefficient of Static Friction | Coefficient of Rolling Friction |
|---|---|---|---|
| Particle–Particle | 0.45 | 0.28 | 0.01 |
| Particle–Pipeline | 0.48 | 0.10 | 0.01 |
| Types of Distribution | Percentage of 8 mm Particles | Percentage of 16 mm Particles | Percentage of 24 mm Particles |
|---|---|---|---|
| Even | 33.33% | 33.33% | 33.33% |
| Small | 80% | 10% | 10% |
| Medium | 10% | 80% | 10% |
| Large | 10% | 10% | 80% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Dai, Y.; Zhu, X. Numerical Investigation of Recommended Operating Parameters Considering Movement of Polymetallic Nodule Particles during Hydraulic Lifting of Deep-Sea Mining Pipeline. Sustainability 2023, 15, 4248. https://doi.org/10.3390/su15054248
Zhang Y, Dai Y, Zhu X. Numerical Investigation of Recommended Operating Parameters Considering Movement of Polymetallic Nodule Particles during Hydraulic Lifting of Deep-Sea Mining Pipeline. Sustainability. 2023; 15(5):4248. https://doi.org/10.3390/su15054248
Chicago/Turabian StyleZhang, Yanyang, Yu Dai, and Xiang Zhu. 2023. "Numerical Investigation of Recommended Operating Parameters Considering Movement of Polymetallic Nodule Particles during Hydraulic Lifting of Deep-Sea Mining Pipeline" Sustainability 15, no. 5: 4248. https://doi.org/10.3390/su15054248
APA StyleZhang, Y., Dai, Y., & Zhu, X. (2023). Numerical Investigation of Recommended Operating Parameters Considering Movement of Polymetallic Nodule Particles during Hydraulic Lifting of Deep-Sea Mining Pipeline. Sustainability, 15(5), 4248. https://doi.org/10.3390/su15054248