
Syngas Quality in Fluidized Bed Gasification of Biomass: Comparison between Olivine and K-Feldspar as Bed Materials

 ,
,  ,
,  ,
,  , ,
, , 
 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Biomass and Bed Materials Characterization
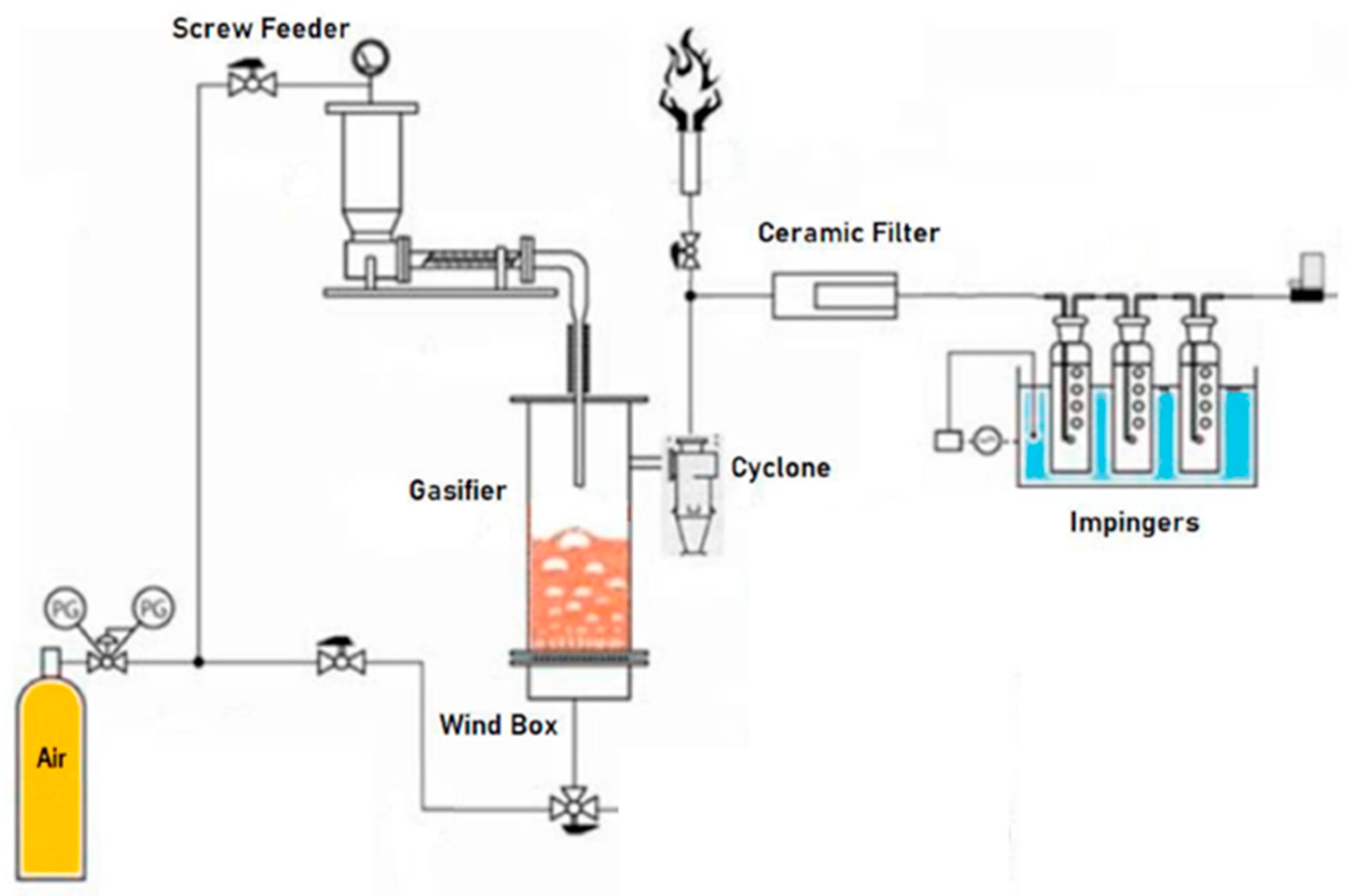
2.2. FBG Plant and Syngas Sampling
2.3. Metals and Tar Sampling and Analysis
2.4. VOCs Sampling and Analysis
3. Results and Discussion
3.1. Biomass Characterization
3.2. Metal Assessment in Biomass and in Bed Materials
3.3. Metals in Bottom and Fly Ashes
3.4. Metals in Fugitive Ashes
3.5. Syngas Characterization
3.6. Tar and VOCs Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Paltsev, S. The complicated geopolitics of renewable energy. Bull. At. Sci. 2016, 72, 390–395. [Google Scholar] [CrossRef]
- Franzitta, V.; Curto, D.; Rao, D.; Viola, A. Renewable energy sources to fulfill the global energy needs of a country: The case study of Malta in Mediterranean Sea. In Proceedings of the Ocean 2016, Shanghai, China, 10–13 April 2016; pp. 1–5. [Google Scholar] [CrossRef]
- Cerone, N.; Zimbardi, F.; Contuzzi, L.; Baleta, J.; Cerinski, D.; Skvorčinskienė, R. Experimental investigation of syngas composition variation along updraft fixed bed gasifier. Energy Convers. Manag. 2020, 221, 113116. [Google Scholar] [CrossRef]
- Anukam, A.; Goso, B.; Okoh, O.; Mamphweli, N. Studies on Characterization of Corn Cob for Application in a Gasification Process for Energy Production. J. Chem. 2017, 2017, 1–9. [Google Scholar] [CrossRef]
- Abdelhady, S.; Borello, D.; Shaban, A. Techno-economic assessment of biomass power plant fed with rice straw: Sensitivity and parametric analysis of the performance and the LCOE. Renew. Energy 2018, 115, 1026–1034. [Google Scholar] [CrossRef]
- Bridgwater, A.V. The technical and economic feasibility of biomass gasification for power generation. Fuel 1995, 74, 631–653. [Google Scholar] [CrossRef]
- Sriram, N.; Shahidehpour, M. Renewable biomass energy. IEEE Power Eng. Soc. Gen. Meet. 2005, 1, 612–617. [Google Scholar] [CrossRef]
- Di Gruttola, F.; Borello, D. Analysis of the EU Secondary Biomass Availability and Conversion Processes to Produce Advanced Biofuels: Use of Existing Databases for Assessing a Metric Evaluation for the 2025 Perspective. Sustainability 2021, 13, 7882. [Google Scholar] [CrossRef]
- Pereira, E.G.; Da Silva, J.N.; De Oliveira, J.L.; MacHado, C.S. Sustainable energy: A review of gasification technologies. Renew Sustain. Energy Rev. 2012, 16, 4753–4762. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Rosen, M.A.; Tyagi, S.K. Global challenges in the sustainable development of biomass gasification: An overview. Renew. Sustain. Energy Rev. 2017, 80, 23–43. [Google Scholar] [CrossRef]
- Miccio, F.; Picarelli, A.; Ruoppolo, G. Increasing tar and hydrocarbons conversion by catalysis in bubbling fluidized bed gasifiers. Fuel Process Technol. 2016, 141, 31–37. [Google Scholar] [CrossRef]
- Yang, S.; Wang, H.; Wei, Y.; Hu, J.; Chew, J.W. Numerical Investigation of Bubble Dynamics during Biomass Gasification in a Bubbling Fluidized Bed. ACS Sustain. Chem. Eng. 2019, 7, 12288–12303. [Google Scholar] [CrossRef]
- Vargas-Salgado, C.; Hurtado-Pérez, E.; Alfonso-Solar, D.; Malmquist, A. Empirical Design, Construction, and Experimental Test of a Small-Scale Bubbling Fluidized Bed Reactor. Sustainability 2021, 13, 1061. [Google Scholar] [CrossRef]
- Colantoni, A.; Longo, L.; Gallucci, F.; Monarca, D. Pyro-gasification of hazelnut pruning using a downdraft gasifier for concurrent production of syngas and biochar. Contemp. Eng. Sci. 2016, 9, 1339–1348. [Google Scholar] [CrossRef]
- Di Carlo, A.; Borello, D.; Bocci, E. Process simulation of a hybrid SOFC/mGT and enriched air/steam fluidized bed gasifier power plant. Int. J. Hydrog. Energy 2013, 38, 5857–5874. [Google Scholar] [CrossRef]
- Beheshti, S.M.; Ghassemi, H.; Shahsavan-Markadeh, R. An advanced biomass gasification–proton exchange membrane fuel cell system for power generation. J. Clean. Prod. 2016, 112, 995–1000. [Google Scholar] [CrossRef]
- Farzad, S.; Mandegari, M.A.; Görgens, J.F. A critical review on biomass gasification, co-gasification, and their environmental assessments. Biofuel Res. J. 2016, 3, 483–495. [Google Scholar] [CrossRef]
- Kuba, M.; Skoglund, N.; Öhman, M.; Hofbauer, H. A review on bed material particle layer formation and its positive influence on the performance of thermo-chemical biomass conversion in fluidized beds. Fuel 2021, 291, 120214. [Google Scholar] [CrossRef]
- Gómez-Barea, A.; Ollero, P.; Leckner, B. Optimization of char and tar conversion in fluidized bed biomass gasifiers. Fuel 2013, 103, 42–52. [Google Scholar] [CrossRef]
- Berdugo Vilches, T.; Marinkovic, J.; Seemann, M.; Thunman, H. Comparing Active Bed Materials in a Dual Fluidized Bed Biomass Gasifier: Olivine, Bauxite, Quartz-Sand, and Ilmenite. Energy Fuels 2016, 30, 4848–4857. [Google Scholar] [CrossRef]
- Marinkovic, J.; Thunman, H.; Knutsson, P.; Seemann, M. Characteristics of olivine as a bed material in an indirect biomass gasifier. Chem. Eng. J. 2015, 279, 555–566. [Google Scholar] [CrossRef]
- Soria-Verdugo, A.; Von Berg, L.; Serrano, D.; Hochenauer, C.; Scharler, R.; Anca-Couce, A. Effect of bed material density on the performance of steam gasification of biomass in bubbling fluidized beds. Fuel 2019, 257, 116118. [Google Scholar] [CrossRef]
- Nowak, B.; Aschenbrenner, P.; Winter, F. Heavy metal removal from sewage sludge ash and municipal solid waste fly ash—A comparison. Fuel Process Technol. 2013, 105, 195–201. [Google Scholar] [CrossRef]
- Lin, C.L.; Wu, M.H.; Weng, W.C. Effect of the type of bed material in two-stage fluidized bed gasification reactors on hydrogen gas synthesis and heavy metal distribution. Int. J. Hydrog. Energy 2019, 44, 5633–5639. [Google Scholar] [CrossRef]
- Dastyar, W.; Raheem, A.; He, J.; Zhao, M. Biofuel Production Using Thermochemical Conversion of Heavy Metal-Contaminated Biomass (HMCB) Harvested from Phytoextraction Process. Chem. Eng. J. 2019, 358, 759–785. [Google Scholar] [CrossRef]
- Gallucci, F.; Paris, E.; Palma, A.; Vincenti, B.; Carnevale, M.; Ancona, V.; Borello, D. Fluidized bed gasification of biomass from plant-assisted bioremediation: Fate of contaminants. Sustain. Energy Technol. Assess. 2022, 53, 102458. [Google Scholar] [CrossRef]
- Borello, D.; De Caprariis, B.; Ancona, V.; Paris, E.; Plescia, P.; Gallucci, F. Use of an innovative TGA apparatus for sampling the emissions generated by pyrolysis of plant assisted bio-remediation biomass. In Proceedings of the European biomass conference and exhibition, Bologna, Italy, 5–8 June 2020; pp. 302–305. [Google Scholar]
- Mauerhofer, A.M.; Benedikt, F.; Schmid, J.C.; Fuchs, J.; Müller, S.; Hofbauer, H. Influence of different bed material mixtures on dual fluidized bed steam gasification. Energy 2018, 157, 957–968. [Google Scholar] [CrossRef]
- Wagner, K.; Häggström, G.; Skoglund, N.; Priscak, J.; Kuba, M.; Öhman, M.; Hofbauer, H. Layer formation mechanism of K-feldspar in bubbling fluidized bed combustion of phosphorus-lean and phosphorus-rich residual biomass. Appl. Energy 2019, 248, 545–554. [Google Scholar] [CrossRef]
- Ancona, V.; Barra Caracciolo, A.; Campanale, C.; De Caprariis, B.; Grenni, P.; Uricchio, V.F.; Borello, D. Gasification treatment of poplar biomass produced in a contaminated area restored using plant assisted bioremediation. J. Environ. Manage. 2019, 239, 137–141. [Google Scholar] [CrossRef]
- Gallucci, F.; Palma, A.; Vincenti, B.; Carnevale, M.; Paris, E.; Ancona, V.; Caputi, M.V.M.; Borello, D. Fluidized bed gasification of biomass from plant assisted bioremediation (PABR): Lab-scale assessment of the effect of different catalytic bed material on emissions. Fuel 2022, 322, 124214. [Google Scholar] [CrossRef]
- Gallucci, F.; Liberatore, R.; Sapegno, L.; Volponi, E.; Venturini, P.; Rispoli, F.; Paris, E.; Carnevale, M.; Colantoni, A. Influence of Oxidant Agent on Syngas Composition: Gasification of Hazelnut Shells through an Updraft Reactor. Energies 2020, 13, 102. [Google Scholar] [CrossRef]
- Littlewood, K. Gasification: Theory and application. Prog. Energy Combust. Sci. 1977, 3, 35–71. [Google Scholar] [CrossRef]
- Aghaalikhani, A.; Savuto, E.; Di Carlo, A.; Borello, D. Poplar from phytoremediation as a renewable energy source: Gasification properties and pollution analysis. Energy Procedia 2017, 142, 924–931. [Google Scholar] [CrossRef]
- Paris, E.; Carnevale, M.; Vincenti, B.; Palma, A.; Guerriero, E.; Borello, D.; Gallucci, F. Evaluation of VOCs Emitted from Biomass Combustion in a Small CHP Plant: Difference between Dry and Wet Poplar Woodchips. Molecules 2022, 27, 995. [Google Scholar] [CrossRef]


{kind=link}
| Air [Nl/min] | 8 |
| Wind box [°C] | 450 |
| Reactor [°C] | 820 |
| Biomass [g/h] | 780 |
| Equivalent ratio | 0.3 |
| Minimal fluidization velocity: olivine tests [m/s] | 0.055 |
| Minimal fluidization velocity: K-feldspar tests | 0.044 |
| Rate [°C/min] | T [°C] | Hold Time [min] | |
|---|---|---|---|
| Initial | - | 35 | 3 |
| Ramp | 5 | 250 | 5 |
| Parameter | Amount | Units |
|---|---|---|
| moisture | 10.36 | % |
| C | 45.09 | % |
| H | 9.88 | % |
| N | 0.79 | % |
| ash | 4.61 | % |
| HHV | 20.37 | MJ/kg |
| LHV | 18.34 | MJ/kg |
| Metal | mg/kg |
|---|---|
| Li | 0.42 |
| B | 7.40 |
| Na | 91.72 |
| Mg | 19.79 |
| Al | 21.90 |
| K | 79.09 |
| Ca | 49.51 |
| Cr | 0.69 |
| Mn | 0.78 |
| Fe | 73.98 |
| Co | 0.62 |
| Ni | 2.14 |
| Cu | 2.05 |
| Zn | 4.06 |
| Ag | 0.13 |
| Cd | 0.12 |
| Sn | 8.09 |
| Ba | 1.15 |
| Pb | 0.47 |
| mg/kg | Olivine | K-Feldspar | mg/kg | Olivine | K-Feldspar |
|---|---|---|---|---|---|
| Li | 0.100 | 0.002 | Fe | 4508 | 15.82 |
| B | 0.01 | 0.01 | Co | 7.99 | 0.03 |
| Na | 12.72 | 2.97 | Ni | 149.9 | 0.37 |
| Mg | 17620. | 2.80 | Cu | 1.55 | 0.05 |
| Al | 144.4 | 22.87 | Zn | 0.86 | 1.59 |
| K | 1.82 | 23.82 | Ag | 0.001 | 0.031 |
| Ca | 32.44 | 67.49 | Cd | 0.002 | 0.003 |
| Cr | 14.38 | 0.05 | Ba | 0.032 | 0.16 |
| Mn | 69.74 | 1.87 | Pb | 0.003 | 0.88 |
| mg/kg | OA Bottom Ashes | OA Fly Ashes |
|---|---|---|
| Li | 0.48 | 12.01 |
| B | 1.07 | 63.47 |
| Na | 210.4 | 532.6 |
| Mg | 98.91 | 52,960 |
| Al | 63.42 | 6561 |
| K | 122.9 | 6703 |
| Ca | 50.61 | 11,050 |
| Cr | 11,040 | 4423 |
| Mn | 1.79 | 16,900 |
| Fe | 29.21 | 48,720 |
| Co | 0.42 | 1591 |
| Ni | 32,490 | 7208 |
| Cu | 0.77 | 959.5 |
| Zn | 2.56 | 228.9 |
| Ag | 0.16 | <LOQ |
| Cd | 0.26 | 1.27 |
| Sn | 1.67 | 12.04 |
| Ba | 1.05 | 88.08 |
| Pb | 0.36 | <LOQ |
| Mg/kg | KA Bottom Ashes | KA Fly Ashes |
|---|---|---|
| Li | 0.69 | <LOQ |
| B | 3.62 | 123.4 |
| Na | 228.6 | 1602 |
| Mg | 18,390 | 4025 |
| Al | 146 | <LOQ |
| K | 537.9 | 24,050 |
| Ca | 334.2 | 17,350 |
| Cr | 153.3 | 2099 |
| Mn | 162.4 | 499.0 |
| Fe | 4368 | 1637 |
| Co | 17.66 | <LOQ |
| Ni | 1924 | 4169 |
| Cu | 2.60 | 1.41 |
| Zn | 3.62 | <LOQ |
| Ag | 0.24 | <LOQ |
| Cd | 0.11 | 1.76 |
| Sn | <LOQ | <LOQ |
| Ba | 5.83 | 272.2 |
| Pb | <LOQ | <LOQ |
| mg/Nm3 | OA | KA |
|---|---|---|
| Li | <LOQ | <LOQ |
| B | <LOQ | <LOQ |
| Na | 138.0 | 491.9 |
| Mg | 758.8 | 92.57 |
| Al | <LOQ | <LOQ |
| K | 1457 | 178.0 |
| Ca | 163.5 | 117.5 |
| Cr | <LOQ | 2.08 |
| Mn | 77.78 | 1.11 |
| Fe | 542.7 | 100.1 |
| Co | <LOQ | <LOQ |
| Ni | 37.29 | 24.46 |
| Cu | 15.29 | 11.82 |
| Zn | 116.4 | 53.07 |
| Ag | <LOQ | <LOQ |
| Cd | 17.97 | 2.76 |
| Sn | 84.44 | 19.42 |
| Ba | 119.2 | 86.99 |
| Pb | 61.06 | 23.26 |
| % | OA | KA |
|---|---|---|
| CO2 | 6 | 8 |
| H2 | 39 | 46 |
| O2 | 2 | 1 |
| CH4 | 10 | 3 |
| CO | 42 | 43 |
| μg/Nm3 | OA | KA |
|---|---|---|
| Naphtalene | 0.14 | 0.14 |
| Acenaphthylene | <LOQ | <LOQ |
| Acenaphthene | 0.47 | 0.48 |
| Fluorene | <LOQ | <LOQ |
| Phenanthrene | <LOQ | <LOQ |
| Anthracene | <LOQ | <LOQ |
| Fluoranthene | <LOQ | <LOQ |
| Pyrene | <LOQ | <LOQ |
| Benzo[a]anthracene | 0.17 | 0.06 |
| Chrysene | <LOQ | <LOQ |
| Benzo[b]fluoranthene | 16.79 | 314.04 |
| Benzo[k]fluoranthene | 3.51 | <LOQ |
| Benzo[e]pyrene | 37.11 | 27.01 |
| Benzo[a]pyrene | 19.18 | 12.06 |
| Perylene | 185.3 | 139.2 |
| Benzo[ghi]perylene | <LOQ | <LOQ |
| mg/m3 | OA | KA |
|---|---|---|
| Propane | 0.43 | 1.51 |
| Butane | 0.46 | 0.81 |
| Pentane | 0.51 | 0.37 |
| Hexane | <LOQ | 0.33 |
| 1,5-Hexadiyne | 18.58 | 19.99 |
| Thiophene | 6.36 | <LOQ |
| Benzene | 17.19 | 17.0 |
| Toluene | 12.72 | 11.65 |
| m,p-Xylene | 0.40 | 0.31 |
| o-xylene | 0.11 | 0.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vincenti, B.; Gallucci, F.; Paris, E.; Carnevale, M.; Palma, A.; Salerno, M.; Cava, C.; Palone, O.; Agati, G.; Caputi, M.V.M.; et al. Syngas Quality in Fluidized Bed Gasification of Biomass: Comparison between Olivine and K-Feldspar as Bed Materials. Sustainability 2023, 15, 2600. https://doi.org/10.3390/su15032600
Vincenti B, Gallucci F, Paris E, Carnevale M, Palma A, Salerno M, Cava C, Palone O, Agati G, Caputi MVM, et al. Syngas Quality in Fluidized Bed Gasification of Biomass: Comparison between Olivine and K-Feldspar as Bed Materials. Sustainability. 2023; 15(3):2600. https://doi.org/10.3390/su15032600
Chicago/Turabian StyleVincenti, Beatrice, Francesco Gallucci, Enrico Paris, Monica Carnevale, Adriano Palma, Mariangela Salerno, Carmine Cava, Orlando Palone, Giuliano Agati, Michele Vincenzo Migliarese Caputi, and et al. 2023. "Syngas Quality in Fluidized Bed Gasification of Biomass: Comparison between Olivine and K-Feldspar as Bed Materials" Sustainability 15, no. 3: 2600. https://doi.org/10.3390/su15032600
APA StyleVincenti, B., Gallucci, F., Paris, E., Carnevale, M., Palma, A., Salerno, M., Cava, C., Palone, O., Agati, G., Caputi, M. V. M., & Borello, D. (2023). Syngas Quality in Fluidized Bed Gasification of Biomass: Comparison between Olivine and K-Feldspar as Bed Materials. Sustainability, 15(3), 2600. https://doi.org/10.3390/su15032600