
Environmental Sustainability of Solvent Extraction Method in Recycling Marine Plastic Waste


 ,
,  ,
,  , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Analytical Analysis
2.2.1. ATR-FT Instrument
2.2.2. Differential Scanning Calorimetry
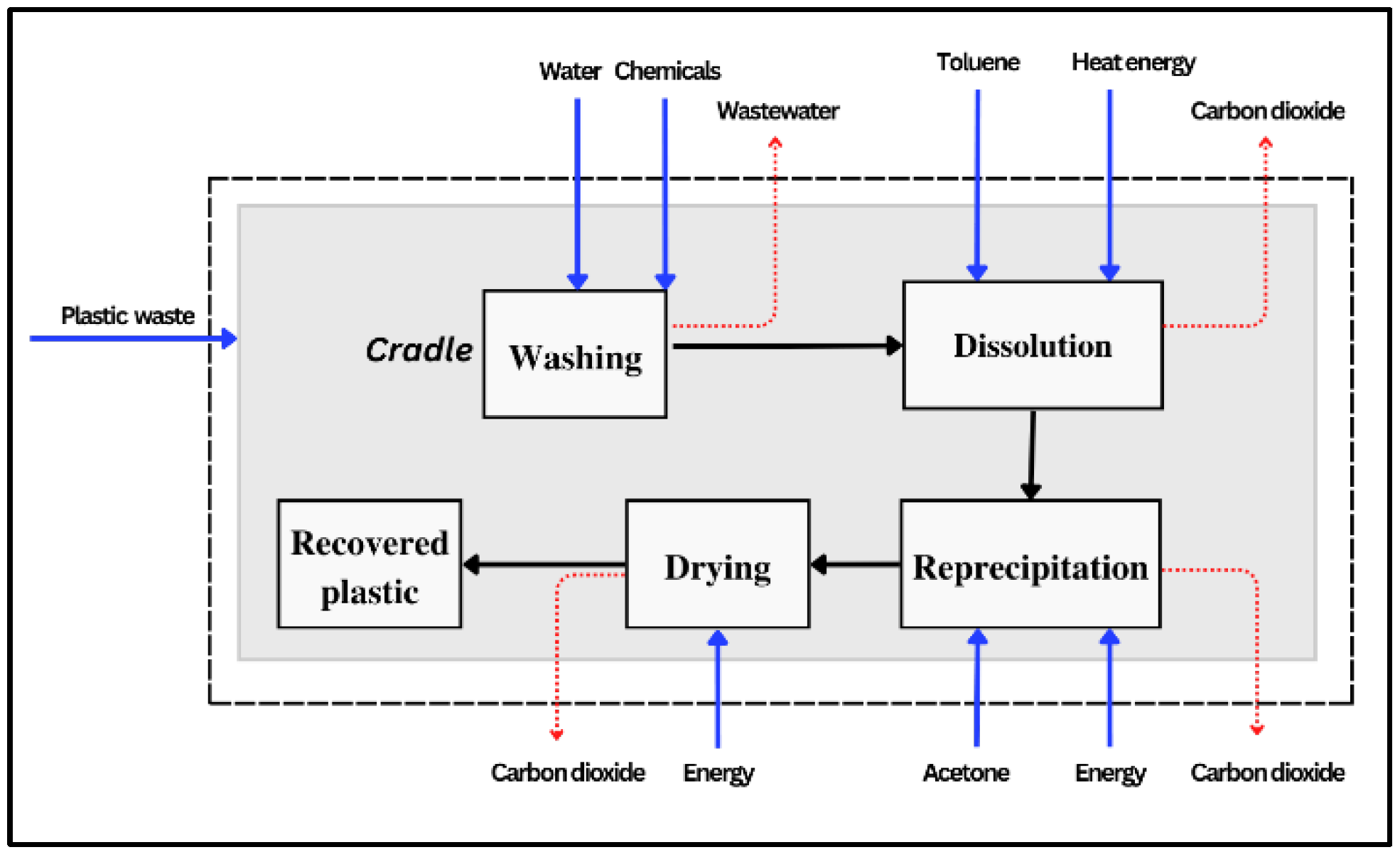
2.2.3. Dissolution–Reprecipitation Technique
2.2.4. Life Cycle Assessment (LCA)
- (1)
- Homogenous plastic composition: the assumption that marine plastic waste being recycled has a relatively homogenous composition, meaning it consists primarily of a single type of plastic, specifically HDPE (was chosen based on the superior performance).
- (2)
- Constant plastic properties: assuming that the properties of the marine plastic, such as density, molecular weight, and chemical composition, remain constant throughout the recycling process.
- (3)
- Ideal process efficiency: assuming ideal process efficiency, where all the marine plastic waste is effectively extracted and recovered without any losses or inefficiencies.
- (4)
- The impact associated with the transportation, collection, and sorting of the plastic wastes are not included.
Goal and Scope Definition
Life Cycle Inventory (LCI)
2.2.5. Life Cycle Impact Assessment (LCIA)
3. Results and Discussion
3.1. Effects of Temperatures and Time
3.2. Optimum Conditions on Marine Plastic Waste Samples
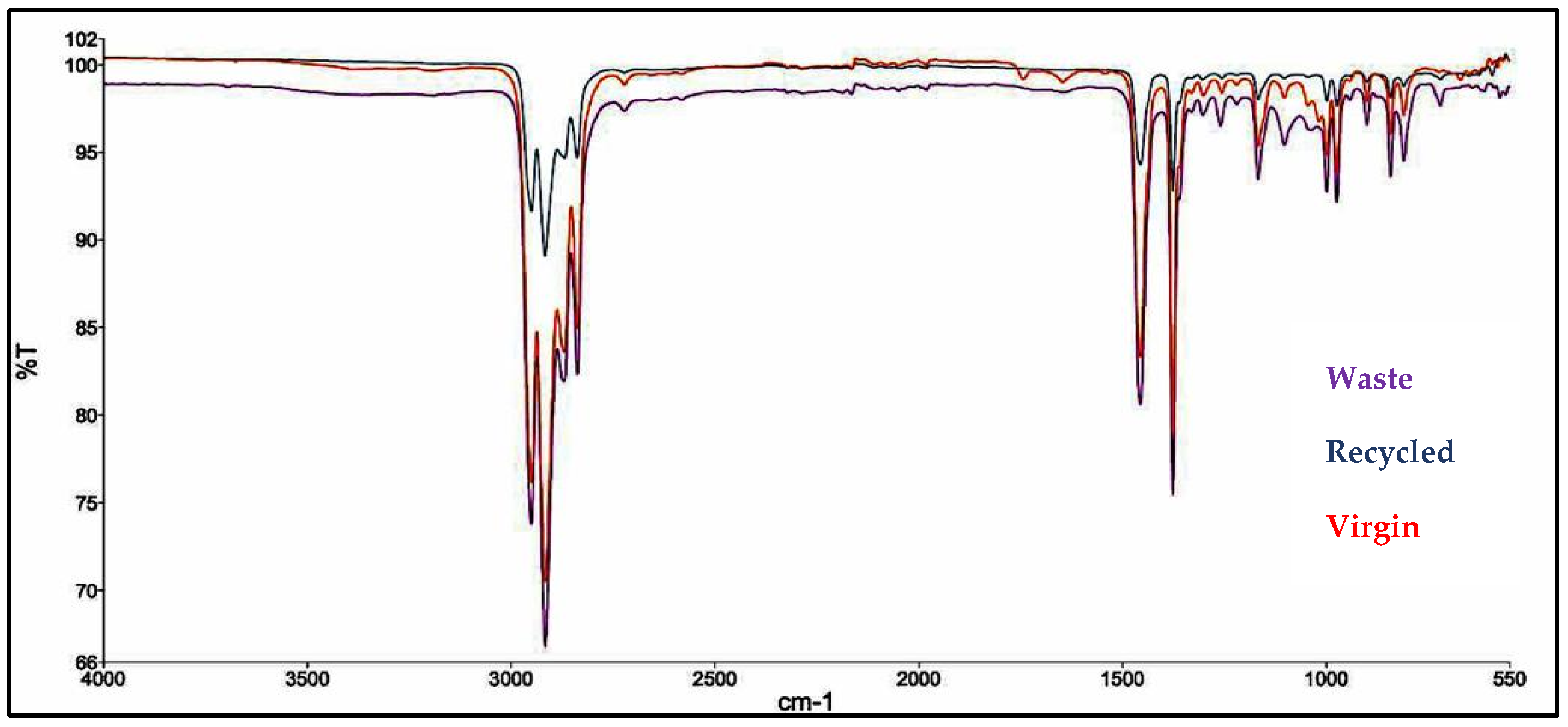
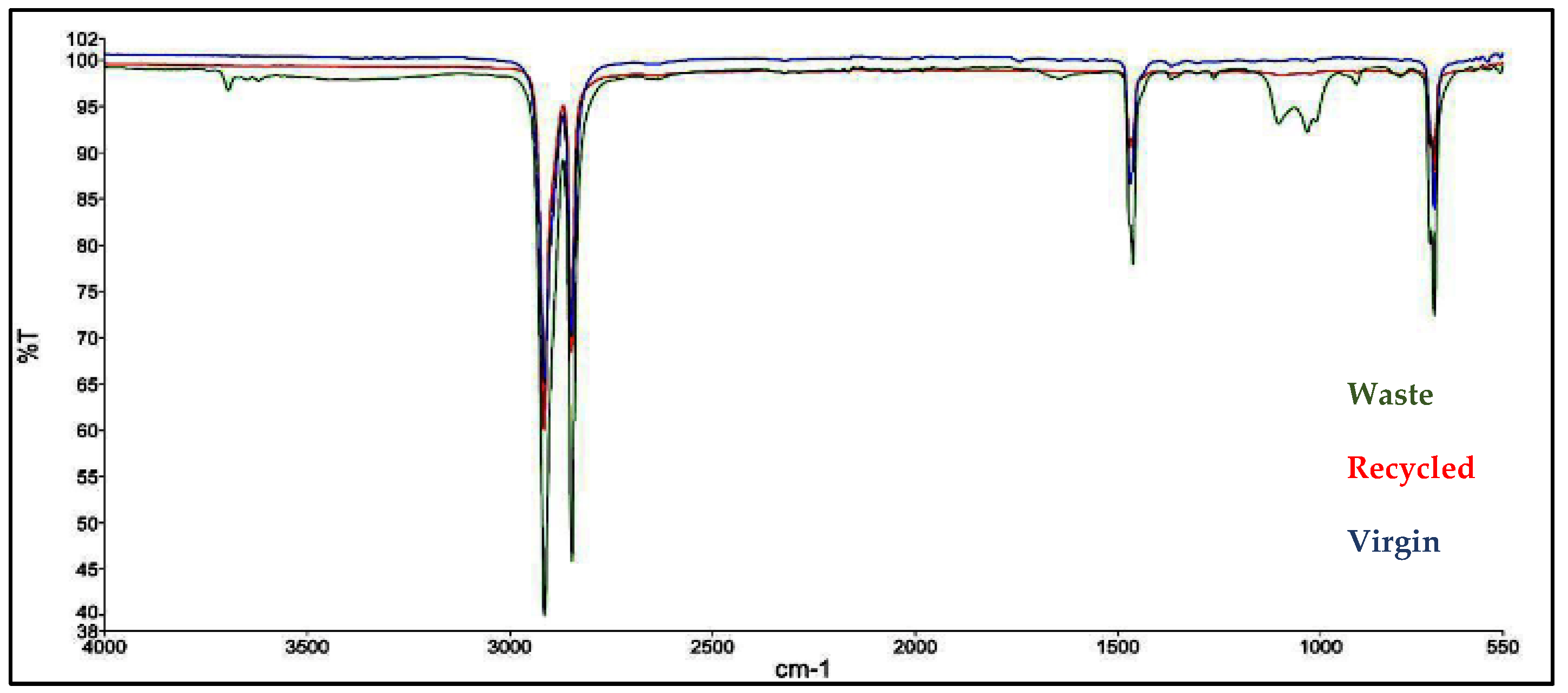
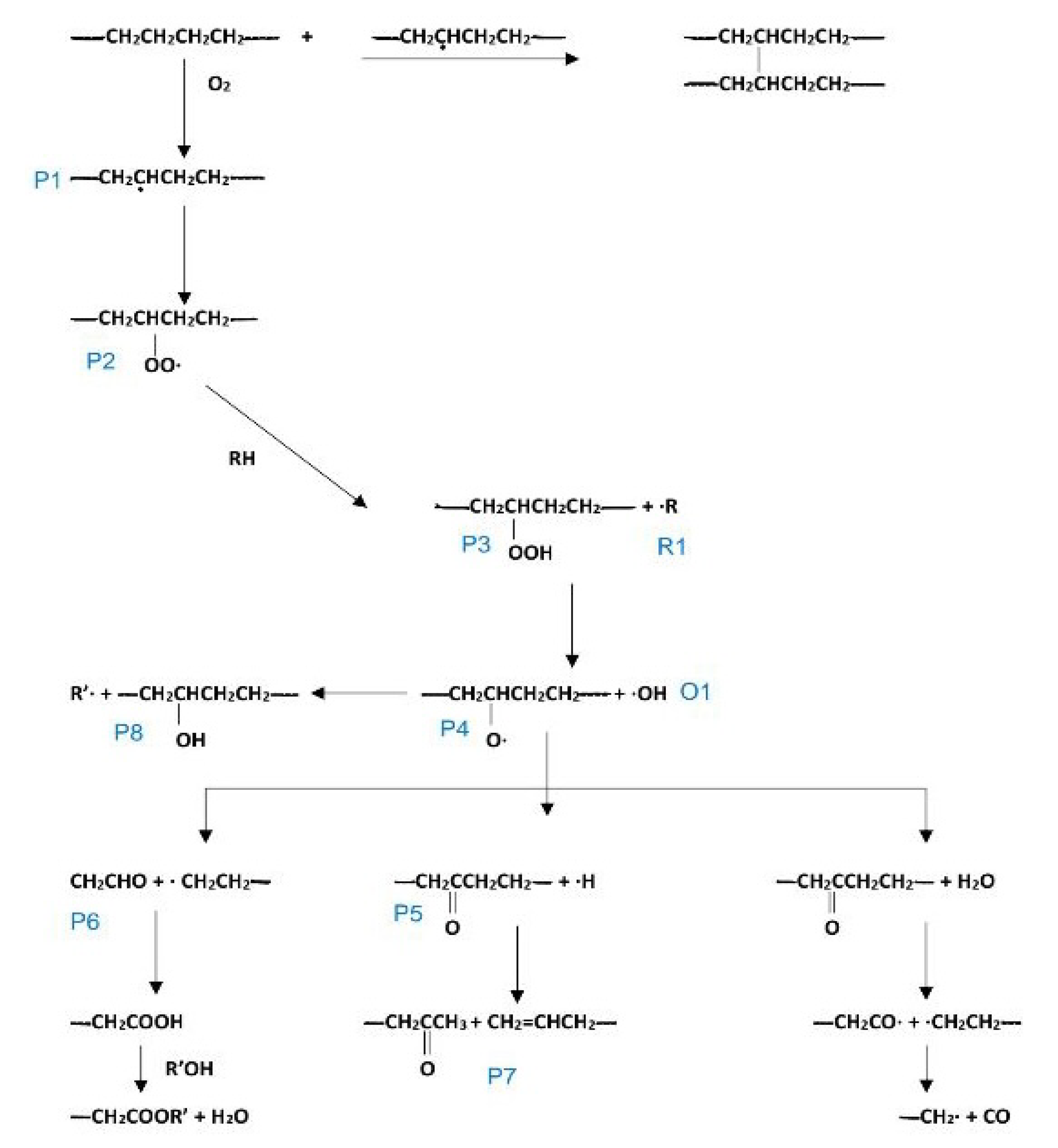
3.3. IR analysis of Marine Plastic Waste Samples

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Functional Group | Absorption (cm−1) | ||
|---|---|---|---|
| Before | After | Virgin | |
| C-H stretch | 2951.63 (C-CH3) 2917.50 (C-CH2) 2838.52 (C-CH2) 2871.28 (C-CH3) | 2951.27 2918.12 2839.29 2869.60 | 2951.45 2917.73 2871.19 2838.27 |
| CH2 bend | 1455.84 | 1455.58 | 1456.40 |
| CH3 (umbrella mode) | 1376.01 | 1376.07 | 1376.22 |
| CH bend, CH3 rock, C-C stretch | 1166.90 | 1166.88 | 1166.65 |
| CH3 rock, CH3 bend, CH bend | 998.03 | 997.75 | 998.04 |
| CH3 rock, C-C stretch | 973.23 | 972.96 | 973.47 |
| CH2 rock, C-CH3 stretch | 841.06 | 840.99 | 841.41 |
| CH2 rock, C-C stretch, C-CH stretch | 808.78 | 808.82 | 808.75 |
| Absorption (cm−1) | |||
|---|---|---|---|
| Functional Group | Before | After | Virgin |
| C-H stretch | 2915.54 | 2916.36 | 2914.48 |
| C-H stretch | 2847.69 | 2848.64 | 2847.70 |
| CH2 bend | 1462.66 | 1463.01 | 1462.41 |
| CH2 rock | 729.58 | 729.20 | 730.19 |
| CH2 rock | 718.83 | 718.33 | 718.86 |
| Degradation compound | |||
| Functional group | Absorption (cm−1) | General range | |
| OH | 3696.91 | 3400–3700 | |
| C-O-C | (1) 1103.13 (2) 1032.18 | 1030–1300 | |
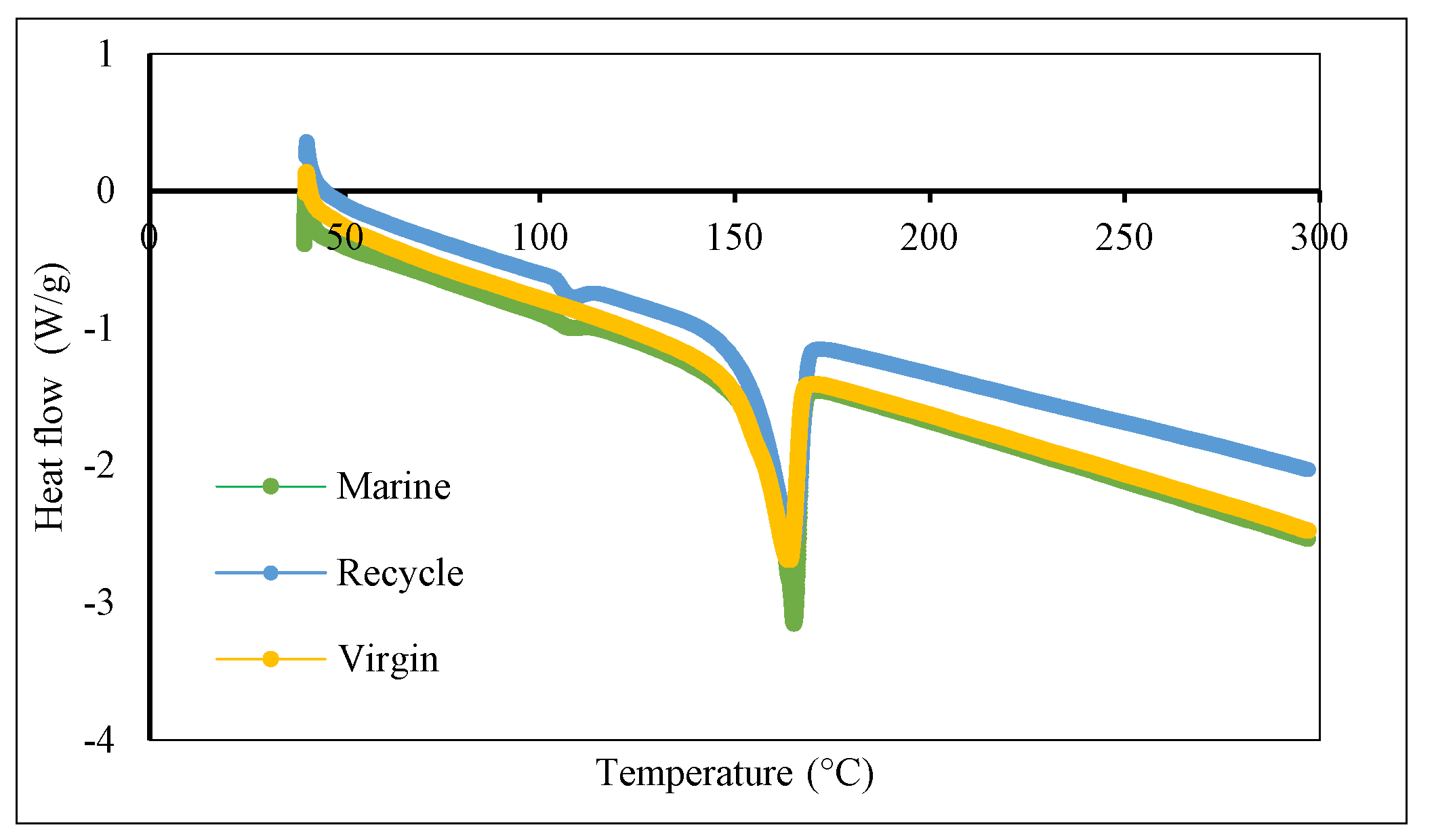
3.4. Melting Temperature
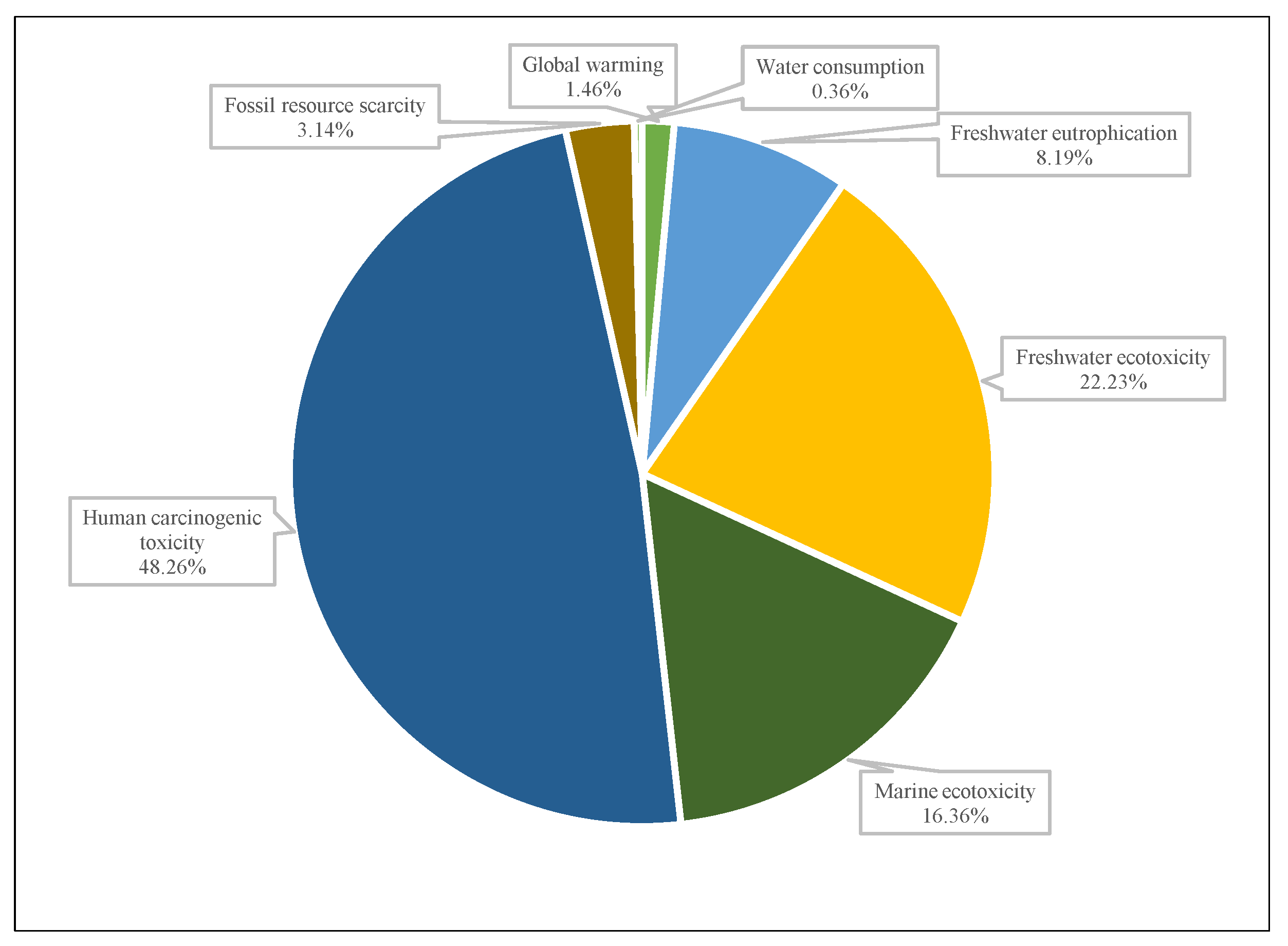
3.5. Life Cycle Assessment (LCA) Impact Analysis
3.6. Limitations of Current Study
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Parker, L. We made plastic. We depend on it. Now we’re drowning in it. National Geographic, 7 November 2018. [Google Scholar]
- Irr, C. Life in Plastic: Artistic Responses to Petromodernity; University of Minnesota Press: Minneapolis, MN, USA, 2021. [Google Scholar]
- Al-Salem, S.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef] [PubMed]
- Evode, N.; Qamar, S.A.; Bilal, M.; Barceló, D.; Iqbal, H.M. Plastic waste and its management strategies for environmental sustainability. Case Stud. Chem. Environ. Eng. 2021, 4, 100142. [Google Scholar] [CrossRef]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef] [PubMed]
- Vollmer, I.; Jenks, M.J.; Roelands, M.C.; White, R.J.; van Harmelen, T.; de Wild, P.; van Der Laan, G.P.; Meirer, F.; Keurentjes, J.T.; Weckhuysen, B.M. Beyond mechanical recycling: Giving new life to plastic waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [PubMed]
- Mehmood, T.; Mustafa, B.; Mackenzie, K.; Ali, W.; Sabir, R.I.; Anum, W.; Gaurav, G.K.; Riaz, U.; Xinghui, L.; Peng, L. Recent developments in microplastic contaminated water treatment: Progress and prospects of carbon-based two-dimensional materials for membranes separation. Chemosphere 2022, 316, 137704. [Google Scholar] [CrossRef] [PubMed]
- Lange, J.-P. Managing plastic waste—Sorting, recycling, disposal, and product redesign. ACS Sustain. Chem. Eng. 2021, 9, 15722–15738. [Google Scholar] [CrossRef]
- Klotz, M.; Haupt, M.; Hellweg, S. Potentials and limits of mechanical plastic recycling. J. Ind. Ecol. 2023, 27, 1043–1059. [Google Scholar] [CrossRef]
- Lase, I.S.; Bashirgonbadi, A.; van Rhijn, F.; Dewulf, J.; Ragaert, K.; Delva, L.; Roosen, M.; Brandsma, M.; Langen, M.; De Meester, S. Material flow analysis and recycling performance of an improved mechanical recycling process for post-consumer flexible plastics. Waste Manag. 2022, 153, 249–263. [Google Scholar] [CrossRef]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of post-consumer plastic packaging waste in the EU: Recovery rates, material flows, and barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Kellner, R. Integrated approach to e-waste recycling. In Electronic Waste Management; The Royal Society of Chemistry: London, UK, 2008; pp. 111–160. [Google Scholar]
- Reimonn, G.; Lu, T.; Gandhi, N.; Wan-Ting, C. Review of microplastic pollution in the environment and emerging recycling solutions. J. Renew. Mater. 2019, 7, 1251. [Google Scholar] [CrossRef]
- Zhao, X.; Boruah, B.; Chin, K.F.; Đokić, M.; Modak, J.M.; Soo, H.S. Upcycling to sustainably reuse plastics. Adv. Mater. 2022, 34, 2100843. [Google Scholar] [CrossRef] [PubMed]
- Ügdüler, S.; Van Geem, K.M.; Roosen, M.; Delbeke, E.I.; De Meester, S. Challenges and opportunities of solvent-based additive extraction methods for plastic recycling. Waste Manag. 2020, 104, 148–182. [Google Scholar] [CrossRef] [PubMed]
- Dogu, O.; Pelucchi, M.; Van de Vijver, R.; Van Steenberge, P.H.; D’hooge, D.R.; Cuoci, A.; Mehl, M.; Frassoldati, A.; Faravelli, T.; Van Geem, K.M. The chemistry of chemical recycling of solid plastic waste via pyrolysis and gasification: State-of-the-art, challenges, and future directions. Prog. Energy Combust. Sci. 2021, 84, 100901. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Mavinkere Rangappa, S.; Siengchin, S.; Puttegowda, M.; Thiagamani, S.M.K.; Hemath Kumar, M.; Oladijo, O.P.; Fiore, V.; Moure Cuadrado, M.M. Sustainable recycling technologies for thermoplastic polymers and their composites: A review of the state of the art. Polym. Compos. 2022, 43, 5831–5862. [Google Scholar] [CrossRef]
- Yaro, N.S.A.; Sutanto, M.H.; Baloo, L.; Habib, N.Z.; Usman, A.; Yousafzai, A.K.; Ahmad, A.; Birniwa, A.H.; Jagaba, A.H.; Noor, A. A comprehensive overview of the utilization of recycled waste materials and technologies in asphalt pavements: Towards environmental and sustainable low-carbon roads. Processes 2023, 11, 2095. [Google Scholar] [CrossRef]
- Hansen, E.F.; Derrick, M.R.; Schilling, M.R.; Garcia, R. The effects of solution application on some mechanical and physical properties of thermoplastic amorphous polymers used in conservation: Poly(vinyl acetate)s. J. Am. Inst. Conserv. 1991, 30, 203–213. [Google Scholar] [CrossRef]
- Mohd Ruah, M.E.N.; Rasaruddin, N.F.; Sim, S.F.; Jaafar, M.Z. Application of partial least squares discriminant analysis for discrimination of palm oil. Sci. Res. J. 2014, 11, 1–14. [Google Scholar] [CrossRef]
- Oliveira, M.M.; Proenca, A.M.; Moreira-Silva, E.; Dos Santos, F.M.; Marconatto, L.; de Castro, A.M.; Medina-Silva, R. Biochemical features and early adhesion of marine Candida parapsilosis strains on high-density polyethylene. J. Appl. Microbiol. 2022, 132, 1954–1966. [Google Scholar] [CrossRef]
- Msimanga, H.Z.; Dockery, C.R.; Vandenbos, D.D. Classification of local diesel fuels and simultaneous prediction of their physicochemical parameters using FTIR-ATR data and chemometrics. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2022, 279, 121451. [Google Scholar] [CrossRef]
- Jung, M.R.; Horgen, F.D.; Orski, S.V.; Rodriguez, V.; Beers, K.L.; Balazs, G.H.; Jones, T.T.; Work, T.M.; Brignac, K.C.; Royer, S.-J. Validation of ATR FT-IR to identify polymers of plastic marine debris, including those ingested by marine organisms. Mar. Pollut. Bull. 2018, 127, 704–716. [Google Scholar] [CrossRef]
- Drzeżdżon, J.; Jacewicz, D.; Sielicka, A.; Chmurzyński, L. Characterization of polymers based on differential scanning calorimetry based techniques. TrAC Trends Anal. Chem. 2019, 110, 51–56. [Google Scholar] [CrossRef]
- Hadi, J.A.; Najmuldeen, F.G.; Ahmed, I. Quality restoration of waste polyolefin plastic material through the dissolution-reprecipitation technique. Chem. Ind. Chem. Eng. Q. 2014, 20, 163–170. [Google Scholar] [CrossRef]
- Laye, P. Differential thermal analysis and differential scanning calorimetry. In Principles of Thermal Analysis and Calorimetry; The Royal Society of Chemistry: London, UK, 2002; pp. 55–93. [Google Scholar]
- Hadi, A.J.; Najmuldeen, G.F.; bin Kamal, Y. Recycling of polyolefins waste materials by dissolution/reprecipitation technique using an organic solvent. Energy Educ. Sci. Technol. Part A Energy Sci. Res. 2013, 30, 989–1004. [Google Scholar]
- Kricheldorf, H.R.; Damrau, D.-O. Polylactones, 42. Zn L-lactate-catalyzed polymerizations of 1,4-dioxan-2-one. Macromol. Chem. Phys. 1998, 199, 1089–1097. [Google Scholar] [CrossRef]
- Boaen, N.K. Chemical Modification of Polyolefins. Ph.D. Thesis, University of Minnesota, Minneapolis, MN, USA, 2004. [Google Scholar]
- Welt, B.; Tong, C.; Rossen, J.; Lund, D. Effect of microwave radiation on inactivation of Clostridium sporogenes (PA 3679) spores. Appl. Environ. Microbiol. 1994, 60, 482–488. [Google Scholar] [CrossRef] [PubMed]
- Thompson, C.J.; Hansford, D.; Higgins, S.; Hutcheon, G.A.; Rostron, C.; Munday, D.L. Enzymatic synthesis and evaluation of new novel ω-pentadecalactone polymers for the production of biodegradable microspheres. J. Microencapsul. 2006, 23, 213–226. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y. Enhancing Product Sustainability with Life Cycle Assessment and Relevant Technologies. Ph.D. Thesis, Nottingham Trent University, Nottingham, UK, 2017. [Google Scholar]
- Lutterbeck, C.A.; Kist, L.T.; Lopez, D.R.; Zerwes, F.V.; Machado, Ê.L. Life cycle assessment of integrated wastewater treatment systems with constructed wetlands in rural areas. J. Clean. Prod. 2017, 148, 527–536. [Google Scholar] [CrossRef]
- Zia, Q.; Mileva, D.; Androsch, R. Rigid amorphous fraction in isotactic polypropylene. Macromolecules 2008, 41, 8095–8102. [Google Scholar] [CrossRef]
- Shen, L.; Gorbea, G.D.; Danielson, E.; Cui, S.; Ellison, C.J.; Bates, F.S. Threading-the-Needle: Compatibilization of HDPE/iPP blends with butadiene-derived polyolefin block copolymers. Proc. Natl. Acad. Sci. USA 2023, 120, e2301352120. [Google Scholar] [CrossRef]
- Mei, J.; Hong, Y.; Lam, J.W.; Qin, A.; Tang, Y.; Tang, B.Z. Aggregation-induced emission: The whole is more brilliant than the parts. Adv. Mater. 2014, 26, 5429–5479. [Google Scholar] [CrossRef]
- Nalawade, S.P.; Picchioni, F.; Janssen, L. Supercritical carbon dioxide as a green solvent for processing polymer melts: Processing aspects and applications. Prog. Polym. Sci. 2006, 31, 19–43. [Google Scholar] [CrossRef]
- Mokwena, K.K.; Tang, J. Ethylene vinyl alcohol: A review of barrier properties for packaging shelf stable foods. Crit. Rev. Food Sci. Nutr. 2012, 52, 640–650. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Wu, J.; Sherrell, P.C.; Chen, J.; Wang, H.; Zhang, W.X.; Yang, J. How to build a microplastics-free environment: Strategies for microplastics degradation and plastics recycling. Adv. Sci. 2022, 9, 2103764. [Google Scholar] [CrossRef] [PubMed]
- Britt, P.F.; Coates, G.W.; Winey, K.I.; Byers, J.; Chen, E.; Coughlin, B.; Ellison, C.; Garcia, J.; Goldman, A.; Guzman, J. Report of the Basic Energy Sciences Roundtable on Chemical Upcycling of Polymers; USDOE Office of Science: Washington, DC, USA, 2019.
- Nishikida, K.; Coates, J. Infrared and Raman analysis of polymers. Plast. Eng.-N. Y. 2003, 68, 201–340. [Google Scholar]
- Tofa, T.S. Degradation of Microplastic Residuals in Water by Visible Light Photocatalysis. Bachelor’s Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2018. [Google Scholar]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef]
- Iñiguez, M.E.; Conesa, J.A.; Fullana, A. Recyclability of four types of plastics exposed to UV irradiation in a marine environment. Waste Manag. 2018, 79, 339–345. [Google Scholar] [CrossRef] [PubMed]
- Dimassi, S.N.; Hahladakis, J.N.; Yahia, M.N.D.; Ahmad, M.I.; Sayadi, S.; Al-Ghouti, M.A. Degradation-fragmentation of marine plastic waste and their environmental implications: A critical review. Arab. J. Chem. 2022, 15, 104262. [Google Scholar] [CrossRef]
- Tillier, D.L. About Morphology of Grafted ethylene-propylene(-diene) Copolymers-Based Latexes: Preparation, Structure and Properties. Ph.D. Thesis, Technische Universiteit Eindhoven, Eindhoven, The Netherlands, 2005. [Google Scholar]
- Dhaliwal, A.; Hay, J. The characterization of polyvinyl butyral by thermal analysis. Thermochim. Acta 2002, 391, 245–255. [Google Scholar] [CrossRef]
- Xia, Y.; He, Y.; Zhang, F.; Liu, Y.; Leng, J. A review of shape memory polymers and composites: Mechanisms, materials, and applications. Adv. Mater. 2021, 33, 2000713. [Google Scholar] [CrossRef]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of polymer-based multilayer packaging: A review. Recycling 2017, 3, 1. [Google Scholar] [CrossRef]
- Li, A.J.; Pal, V.K.; Kannan, K. A review of environmental occurrence, toxicity, biotransformation and biomonitoring of volatile organic compounds. Environ. Chem. Ecotoxicol. 2021, 3, 91–116. [Google Scholar] [CrossRef]
- David, E.; Niculescu, V.-C. Volatile organic compounds (VOCs) as environmental pollutants: Occurrence and mitigation using nanomaterials. Int. J. Environ. Res. Public Health 2021, 18, 13147. [Google Scholar] [CrossRef]
- Griffiths, C.; Klemick, H.; Massey, M.; Moore, C.; Newbold, S.; Simpson, D.; Walsh, P.; Wheeler, W.U.S. Environmental Protection Agency valuation of surface water quality improvements. Rev. Environ. Econ. Policy 2012, 6, 130–146. [Google Scholar] [CrossRef]
- Aydin, H.; Ilkiliç, C. Air pollution, pollutant emissions and harmfull effects. J. Eng. Technol. 2017, 1, 8–15. [Google Scholar]
- Canaj, K.; Mehmeti, A.; Morrone, D.; Toma, P.; Todorović, M. Life cycle-based evaluation of environmental impacts and external costs of treated wastewater reuse for irrigation: A case study in southern Italy. J. Clean. Prod. 2021, 293, 126142. [Google Scholar] [CrossRef]

| Stage | Phase | Utilities | Values | Unit |
|---|---|---|---|---|
| Washing | Input | Pipe water | 500 | mL |
| Detergent | 1000 | mL | ||
| HDPE | 1 | kg | ||
| Output | HDPE | 1 | kg | |
| Dissolution | Input | HDPE | 1 | kg |
| Electricity | 3.4 | kWh | ||
| Toluene | 2000 | mL | ||
| Output | Dissolved HDPE | 18.3 | kg | |
| Reprecipitation | Input | Dissolved HDPE | 18.3 | kg |
| Electricity | 0.3 | kWh | ||
| Acetone | 2000 | mL | ||
| Output | Recovered HDPE | 1.2 | kg | |
| Drying | Input | Recovered HDPE | 1.2 | kg |
| Electricity | 3.88 | kWh | ||
| Output | Recycled HDPE | 1 | kg |
| Recovery (%) | |||
|---|---|---|---|
| Time/T (°C) | 60 | 75 | 90 |
| 10 | 73.50 ± 1.96 | 82.55 ± 1.08 | 94.10 ± 2.16 |
| 20 | 82. 85 ± 1.96 | 95.65 ± 1.27 | 98.54 ± 1.10 |
| 30 | 86.15 ± 2.25 | 97.85 ± 1.70 | 100 ± 0 |
| Recovery (%) | |||
|---|---|---|---|
| Time/T (°C) | 60 | 75 | 90 |
| 10 | 18.77 ± 0.46 | 47.60 ± 1.18 | 84.80 ± 1.18 |
| 20 | 22.35 ± 0.69 | 50.92 ± 1.26 | 88.55 ± 1.47 |
| 30 | 23.25 ± 0.88 | 64.67 ± 0.14 | 95.10 ± 0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ibrahim, I.A.; Khoo, K.S.; Rawindran, H.; Lim, J.W.; Ng, H.-S.; Shahid, M.K.; Tong, W.-Y.; Hatshan, M.R.; Sun, Y.-M.; Lan, J.C.-W.; et al. Environmental Sustainability of Solvent Extraction Method in Recycling Marine Plastic Waste. Sustainability 2023, 15, 15742. https://doi.org/10.3390/su152215742
Ibrahim IA, Khoo KS, Rawindran H, Lim JW, Ng H-S, Shahid MK, Tong W-Y, Hatshan MR, Sun Y-M, Lan JC-W, et al. Environmental Sustainability of Solvent Extraction Method in Recycling Marine Plastic Waste. Sustainability. 2023; 15(22):15742. https://doi.org/10.3390/su152215742
Chicago/Turabian StyleIbrahim, Ily Asilah, Kuan Shiong Khoo, Hemamalini Rawindran, Jun Wei Lim, Hui-Suan Ng, Muhammad Kashif Shahid, Woei-Yenn Tong, Mohammad Rafe Hatshan, Yi-Ming Sun, John Chi-Wei Lan, and et al. 2023. "Environmental Sustainability of Solvent Extraction Method in Recycling Marine Plastic Waste" Sustainability 15, no. 22: 15742. https://doi.org/10.3390/su152215742
APA StyleIbrahim, I. A., Khoo, K. S., Rawindran, H., Lim, J. W., Ng, H.-S., Shahid, M. K., Tong, W.-Y., Hatshan, M. R., Sun, Y.-M., Lan, J. C.-W., Chan, Y. J., & Usman, A. (2023). Environmental Sustainability of Solvent Extraction Method in Recycling Marine Plastic Waste. Sustainability, 15(22), 15742. https://doi.org/10.3390/su152215742