
Cryogenic Comminution of Subsea Cables and Flowlines: A Pathway for Circular Recycling of End-of-Life Offshore Infrastructure



Abstract
:1. Introduction
- (i)
- a multiphysical modelling of heat transfer and structural transformation of flexible flowlines and umbilical cables under cryogenic environments of liquid nitrogen to determine the critical process parameters such as the transient ductile-to-brittle transition time and glass transition time at a constant cryogenic temperature.
- (ii)
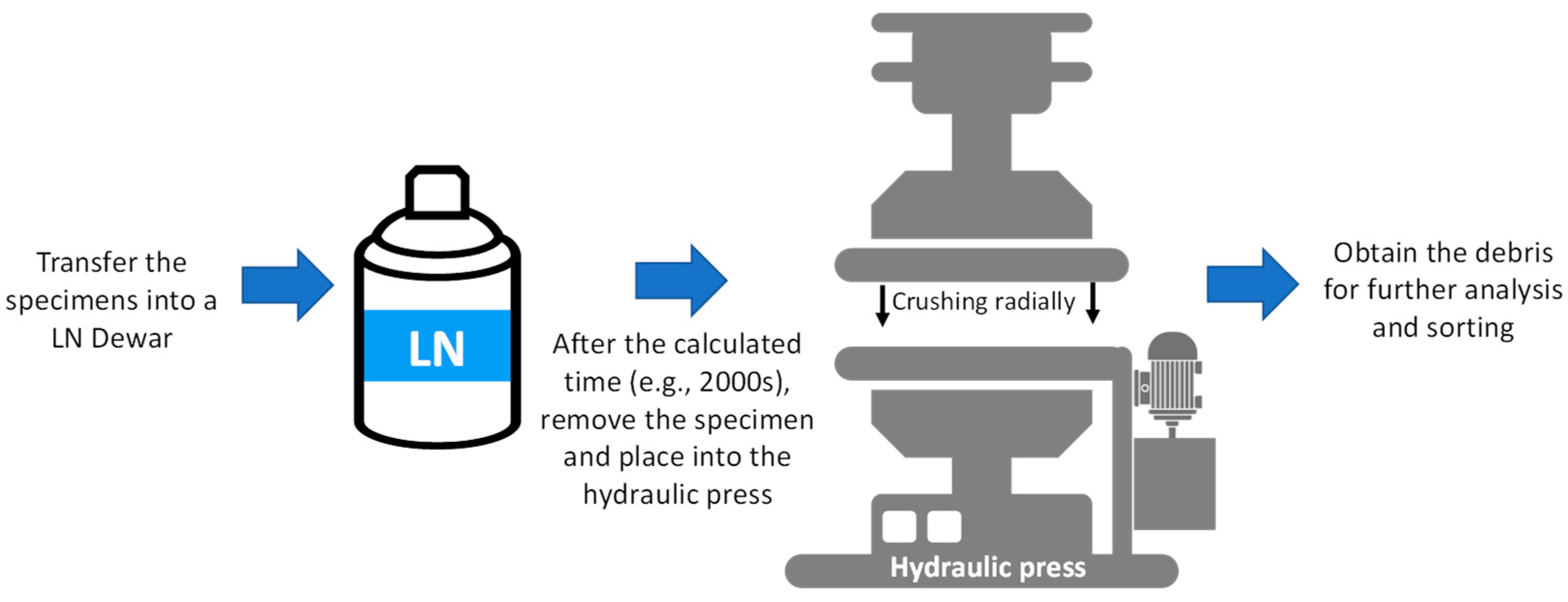
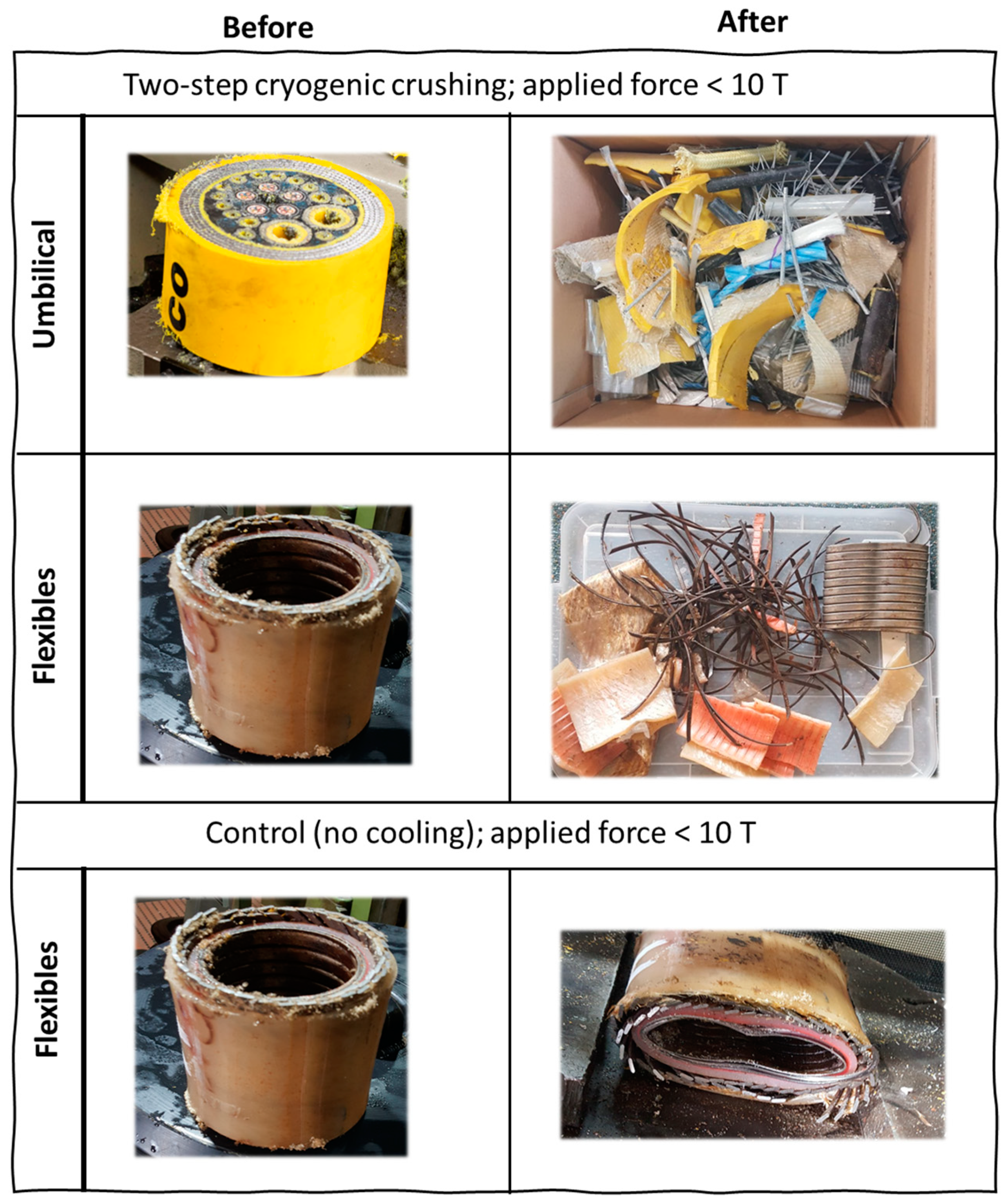
- a two-stage cryogenic crushing test, enabling us to demonstrate the crushing and separation efficiencies, as well as the cost benefits of the process.
2. Materials and Methods
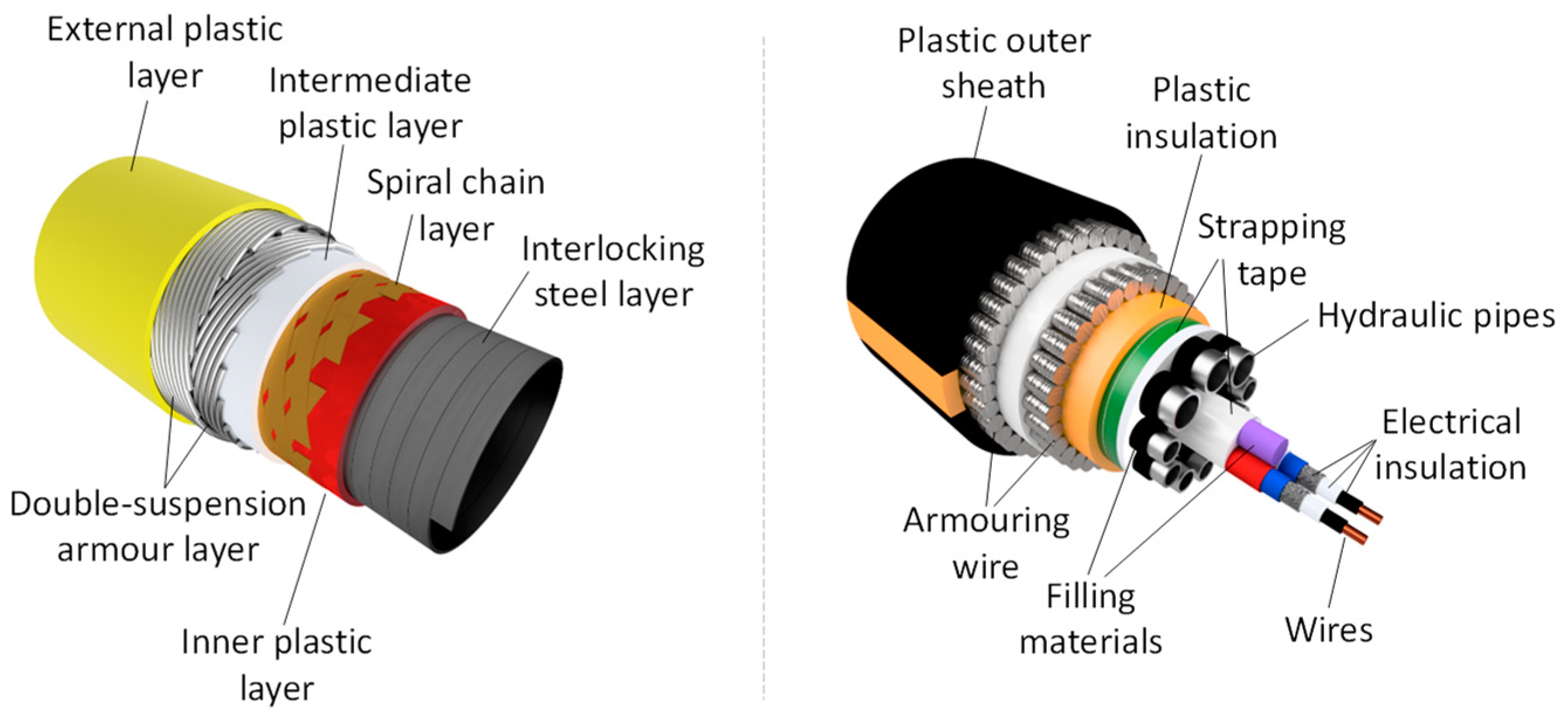
2.1. Sample Details
2.2. Theories
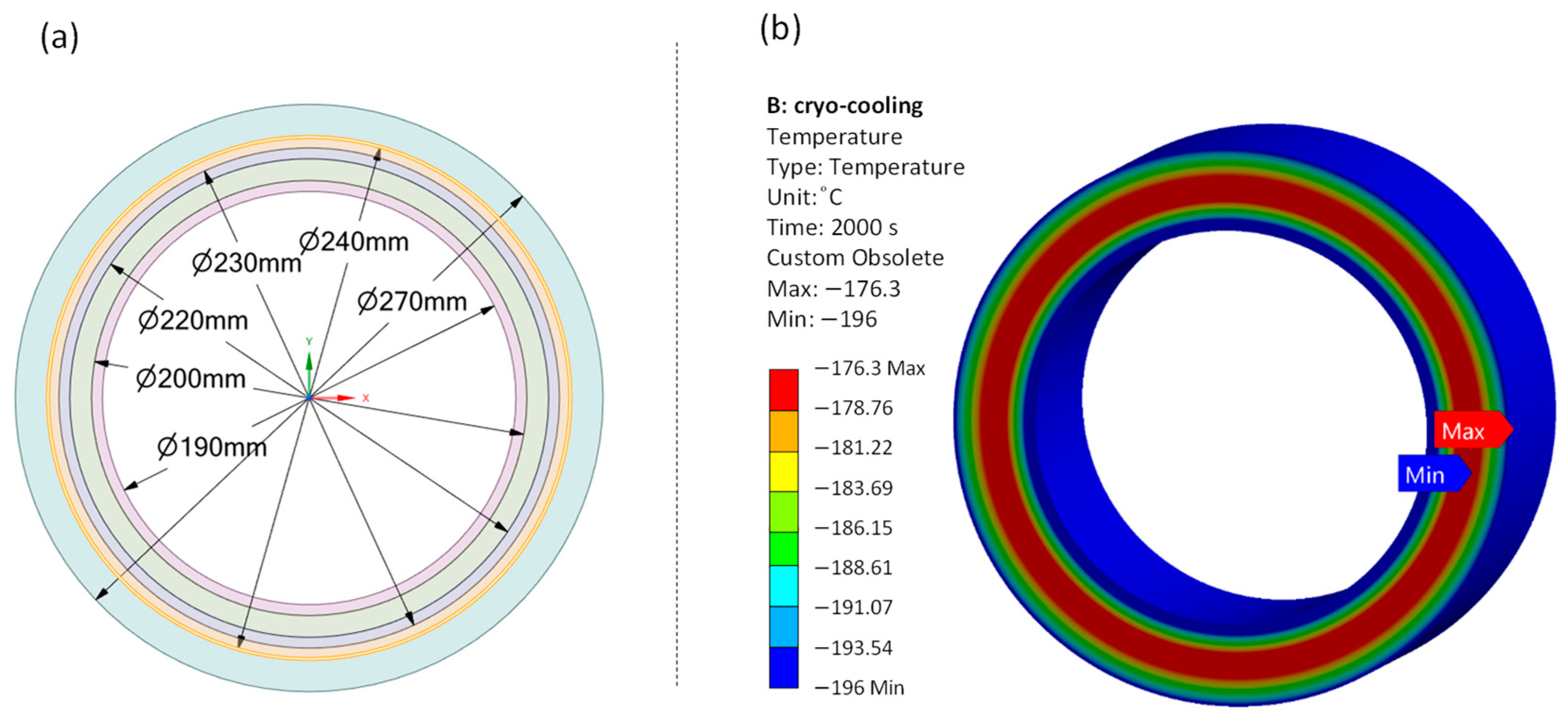
2.3. Numerical Simulation and Laboratory Testing Procedures
3. Results and Discussion
3.1. Thermal Analysis of Flexible Flowlines in Cryogenic Environments
3.2. Thermal Analysis of Subsea Cables in Cryogenic Environments
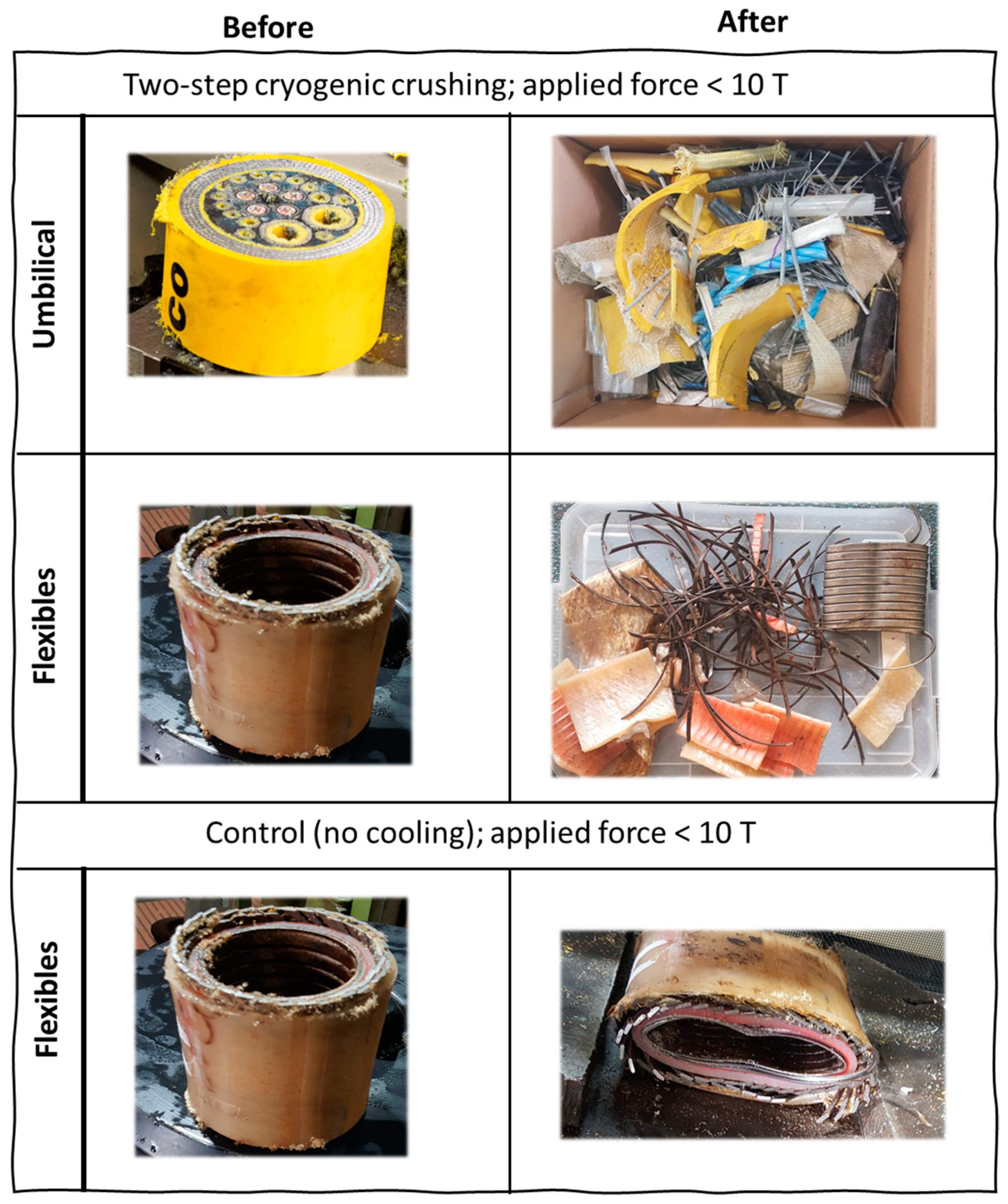
3.3. Two-Step Cryogenic Crushing Test
- Waste quality: The quality of the plastic components of the flowline and umbilical cables is still good except for some levels of surface oxidation. The nature and purpose of the various additives should be characterised to find the optimum supply chain for reuse.
- Waste sorting: Plastic wastes are usually sorted through a sequence of sorting steps [31]. Additives can be removed by using gravity in airflow (air classifier), and plastics and metals can be separated by a sink-float density separation system, the magnetic attraction of ferrous metal or by induced magnetic repulsion of nonferrous metals, and a standard IR detector complemented by hyperspectral imaging spectroscopy (HIS).
3.4. Basic Cost Assessment
- Availability: can be easily generated onsite via a cryogenic compressor.
- Handling low technical input: industrial application of LN is readily matured and can be easily controlled.
- Heat transition: conductive and convective mechanisms of LN can be easily managed compared to other cryogens.
- Inert atmosphere: the inertness of LN will preserve the quality of the processed material without any risk of fire. However, this also requires some risk management of the operator’s asphyxiation.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Note | Based on 0.16 $/Kg 1 | Cost of Cooling 1 km Length | Potentials of Materials in 1 km Length 2 | ||
|---|---|---|---|---|---|
| (a) | (b) = (a × 0.16) | (c) = (b × 1000/L) | |||
| Flexible flowline | Length = 0.15 m Diameter = 0.14 m | 2 kg | $0.32 | $2100 | HDPE: 7 tonnes Carbon steel: 15 tonnes Stainless steel: 10 tonnes Total value > $35,000 |
| Umbilical cable | Length = 0.15 m Diameter = 0.18 m | 2.5 kg | $0.4 | $2700 | HDPE: 6 tonnes Galvanized carbon steel: 22 tonnes Copper: 1 tonne Total value > $40,000 |
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaiser, M.J. The global offshore pipeline construction service market 2017—Part I. Ships Offshore Struct. 2018, 13, 65–95. [Google Scholar] [CrossRef]
- Kaiser, M.J. The Offshore Pipeline Construction Industry and Activity Modeling in the US Gulf of Mexico; OCS Study BOEM 2019-070. Agreement No.: M14AC00024; US Department of the Interior, Bureau of Ocean Energy Management, Gulf of Mexico OCS Region: New Orleans, LA, USA, 2019; 417p.
- Melbourne-Thomas, J.; Hayes, K.R.; Hobday, A.J.; Little, L.R.; Strzelecki, J.; Thomson, D.P.; van Putten, I.; Hook, S.E. Decommissioning Research Needs for Offshore Oil and Gas Infrastructure in Australia. Front. Mar. Sci. 2021, 8, 711151. [Google Scholar] [CrossRef]
- NERA. A Baseline Assessment of Australia’s Offshore Oil and Gas Decommissioning Liability; Centre of Decommissioning Australia: Perth, WA, Australia, 2020. [Google Scholar]
- Parente, V.; Ferreira, D.; dos Santos, E.M.; Luczynski, E. Offshore decommissioning issues: Deductibility and transferability. Energy Policy 2006, 34, 1992–2001. [Google Scholar] [CrossRef]
- Bull, A.S.; Love, M.S. Worldwide oil and gas platform decommissioning: A review of practices and reefing options. Ocean Coast. Manag. 2019, 168, 274–306. [Google Scholar] [CrossRef]
- Ars, F.; Rios, R. Decommissioning: A call for a new approach. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 1–4 May 2017; OnePetro: Richardson, TX, USA. [Google Scholar]
- TeleGeography. Available online: https://www.submarinecablemap.com/ (accessed on 13 September 2023).
- Cordes, E.E.; Jones, D.O.; Schlacher, T.A.; Amon, D.J.; Bernardino, A.F.; Brooke, S.; Carney, R.; DeLeo, D.M.; Dunlop, K.M.; Escobar-Briones, E.G. Environmental impacts of the deep-water oil and gas industry: A review to guide management strategies. Front. Environ. Sci. 2016, 4, 58. [Google Scholar] [CrossRef]
- Punzo, E.; Gomiero, A.; Tassetti, A.; Strafella, P.; Santelli, A.; Salvalaggio, V.; Spagnolo, A.; Scarcella, G.; De Biasi, A.; Kozinkova, L. Environmental impact of offshore gas activities on the benthic environment: A case study. Environ. Manag. 2017, 60, 340–356. [Google Scholar] [CrossRef] [PubMed]
- Oluwoye, I.; Machuca, L.L.; Higgins, S.; Suh, S.; Galloway, T.S.; Halley, P.; Tanaka, S.; Iannuzzi, M. Degradation and lifetime prediction of plastics in subsea and offshore infrastructures. Sci. Total Environ. 2023, 904, 166719. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.; Duan, M. Chapter 6—Submarine Pipelines and Pipeline Cable Engineering. In Offshore Operation Facilities; Fang, H., Duan, M., Eds.; Gulf Professional Publishing: Boston, MA, USA, 2014; pp. e1–e181. [Google Scholar] [CrossRef]
- François, D.; Pineau, A.; Zaoui, A. Ductile-Brittle Transition. In Mechanical Behaviour of Materials: Volume II: Fracture Mechanics and Damage; François, D., Pineau, A., Zaoui, A., Eds.; Springer: Dordrecht, The Netherlands, 2013; pp. 265–305. [Google Scholar] [CrossRef]
- Inoue, T.; Qiu, H.; Ueji, R.; Kimura, Y. Ductile-to-Brittle Transition and Brittle Fracture Stress of Ultrafine-Grained Low-Carbon Steel. Materials 2021, 14, 1634. [Google Scholar] [CrossRef]
- Sápi, Z.; Butler, R. Properties of cryogenic and low temperature composite materials—A review. Cryogenics 2020, 111, 103190. [Google Scholar] [CrossRef]
- Li, L.; Liu, G.; Pan, D.; Wang, W.; Wu, Y.; Zuo, T. Overview of the recycling technology for copper-containing cables. Resour. Conserv. Recycl. 2017, 126, 132–140. [Google Scholar] [CrossRef]
- Takahashi, O.; Shibui, Y.; Xu, P.; Harjo, S.; Suzuki, T.; Tomota, Y. Microstructural Features and Ductile-Brittle Transition Behavior in Hot-Rolled Lean Duplex Stainless Steels. Quantum Beam Sci. 2020, 4, 16. [Google Scholar] [CrossRef]
- Ajeesh, S.V. Analysis of Ductile-to-Brittle Transition Temperature of Stainless Steels (6 April 2018). In Proceedings of the International Conference on Energy Efficient Technologies for Sustainability (ICEETS) 2018, Tamil Nadu, India, 5–7 April 2018; Available online: https://ssrn.com/abstract=3165964 (accessed on 13 September 2023).
- Yoshino, M.; Tagawa, T.; Li, H.; Takata, N. Influence of Stabilizing Elements on Ductile-Brittle Transition Temperature (DBTT) of 18Cr Ferritic Stainless Steels. ISIJ Int. 2022, 62, 788–798. [Google Scholar] [CrossRef]
- Rinebolt, J. Effect of alloying elements on notch toughness of pearlitic steels. Trans. Am. Soc. Met. 1951, 43, 1175–1214. [Google Scholar]
- Callister, W.D., Jr.; Rethwisch, D.G. Materials Science and Engineering: An Introduction, 10th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Shenoy, A.; Saini, D. Rheological models for unified curves for simplified design calculations in polymer processing. Rheol. Acta 1984, 23, 368–377. [Google Scholar] [CrossRef]
- Ansys® Granta Selector. Help System, Material Database; ANSYS, Inc.: Canonsburg, PA, USA.
- Michael Bauccio, S.E. (Ed.) ASM Engineered Materials Reference Book; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Biddulph, M.W.; Burford, R.P. Thermal properties and heat transfer coefficients in cryogenic cooling. Cryogenics 1982, 22, 283–286. [Google Scholar] [CrossRef]
- Jin, T.; Hong, J.-P.; Zheng, H.; Tang, K.; Gan, Z.-H. Measurement of boiling heat transfer coefficient in liquid nitrogen bath by inverse heat conduction method. J. Zhejiang Univ.-Sci. A 2009, 10, 691–696. [Google Scholar] [CrossRef]
- Touloukian, Y.S.; Hawkins, G.A.; Jakob, M. Heat transfer by free convection from heated vertical surfaces to liquids. J. Fluids Eng. 1947, 70, 13–17. [Google Scholar] [CrossRef]
- Huminic, G.; Huminic, A. Heat transfer characteristics of a two-phase closed thermosyphons using nanofluids. Exp. Therm. Fluid Sci. 2011, 35, 550–557. [Google Scholar] [CrossRef]
- Prasad, B.N.; Saini, J.S. Effect of artificial roughness on heat transfer and friction factor in a solar air heater. Sol. Energy 1988, 41, 555–560. [Google Scholar] [CrossRef]
- Brusly Solomon, A.; Mathew, A.; Ramachandran, K.; Pillai, B.C.; Karthikeyan, V.K. Thermal performance of anodized two phase closed thermosyphon (TPCT). Exp. Therm. Fluid Sci. 2013, 48, 49–57. [Google Scholar] [CrossRef]
- Lange, J.-P. Managing plastic waste—Sorting, recycling, disposal, and product redesign. ACS Sustain. Chem. Eng. 2021, 9, 15722–15738. [Google Scholar] [CrossRef]
- Wilczek, M.; Bertling, J.; Hintemann, D. Optimised technologies for cryogenic grinding. Int. J. Miner. Process. 2004, 74, S425–S434. [Google Scholar] [CrossRef]
- Eriksson, O.; Finnveden, G. Plastic waste as a fuel—CO2-neutral or not? Energy Environ. Sci. 2009, 2, 907–914. [Google Scholar] [CrossRef]
- Rutherford & Titan. The Price of Liquid Nitrogen in the United States. Available online: https://www.rutherfordtitan.com/liquid-nitrogen-generators/liquid-nitrogen-price-usa/?v=7516fd43adaa (accessed on 13 September 2023).
- Market Index. Available online: https://www.marketindex.com.au (accessed on 13 September 2023).

| Material | Ductile-to-Brittle (or Glass) Transition Temperature | Ref. |
|---|---|---|
| Stainless steel | −30 °C to 40 °C | [17,18,19] |
| Carbon steel 1 | −75 °C to 10 °C | [20,21] |
| Copper | N/A | [21] |
| Polyamide | 35 °C to 50 °C | [22] |
| Polyethylene | −120 °C | [22] |
| Polypropylene | −10 °C | [22] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oluwoye, I.; Mathew, A. Cryogenic Comminution of Subsea Cables and Flowlines: A Pathway for Circular Recycling of End-of-Life Offshore Infrastructure. Sustainability 2023, 15, 15651. https://doi.org/10.3390/su152115651
Oluwoye I, Mathew A. Cryogenic Comminution of Subsea Cables and Flowlines: A Pathway for Circular Recycling of End-of-Life Offshore Infrastructure. Sustainability. 2023; 15(21):15651. https://doi.org/10.3390/su152115651
Chicago/Turabian StyleOluwoye, Ibukun, and Arun Mathew. 2023. "Cryogenic Comminution of Subsea Cables and Flowlines: A Pathway for Circular Recycling of End-of-Life Offshore Infrastructure" Sustainability 15, no. 21: 15651. https://doi.org/10.3390/su152115651
APA StyleOluwoye, I., & Mathew, A. (2023). Cryogenic Comminution of Subsea Cables and Flowlines: A Pathway for Circular Recycling of End-of-Life Offshore Infrastructure. Sustainability, 15(21), 15651. https://doi.org/10.3390/su152115651