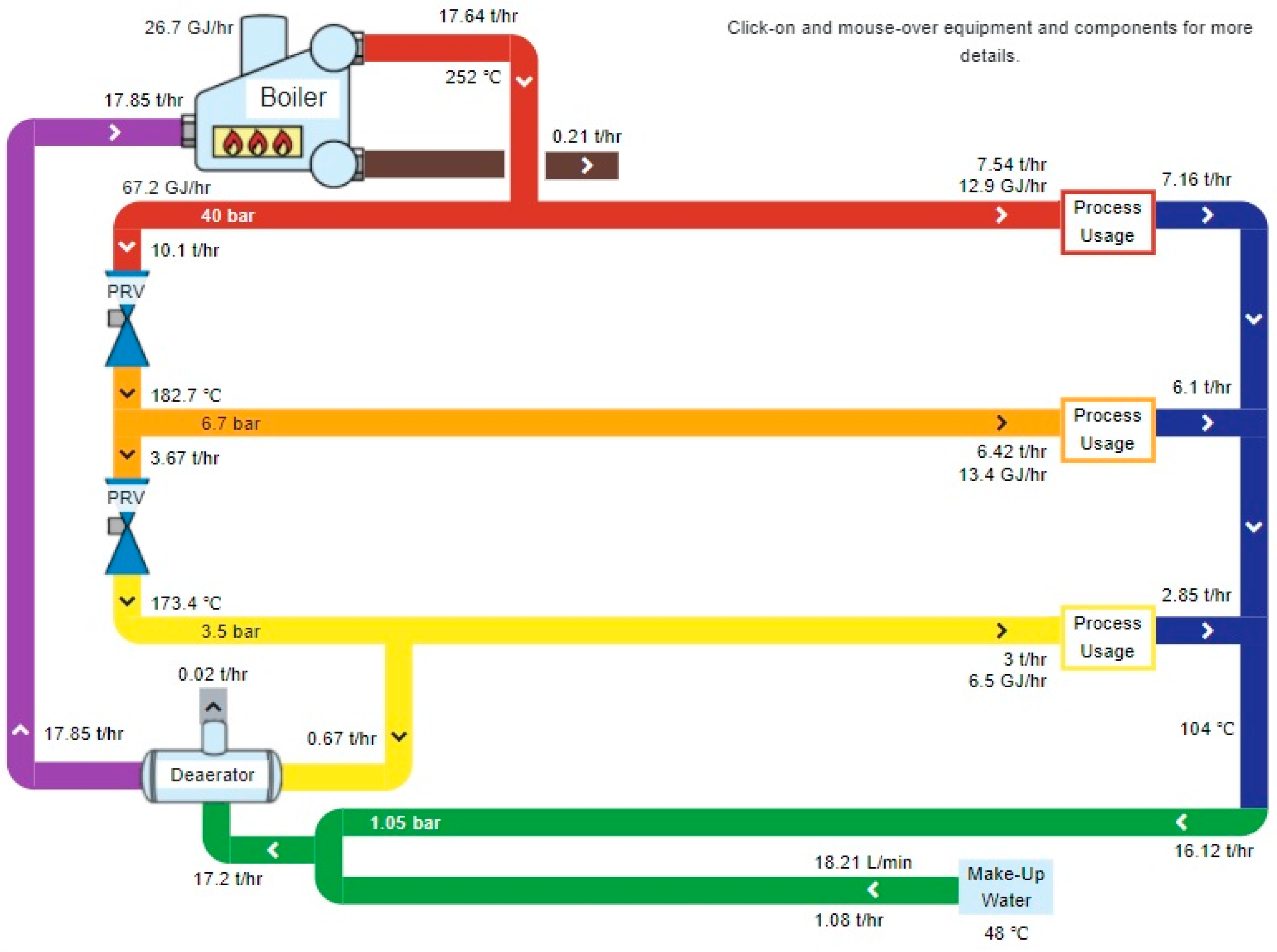
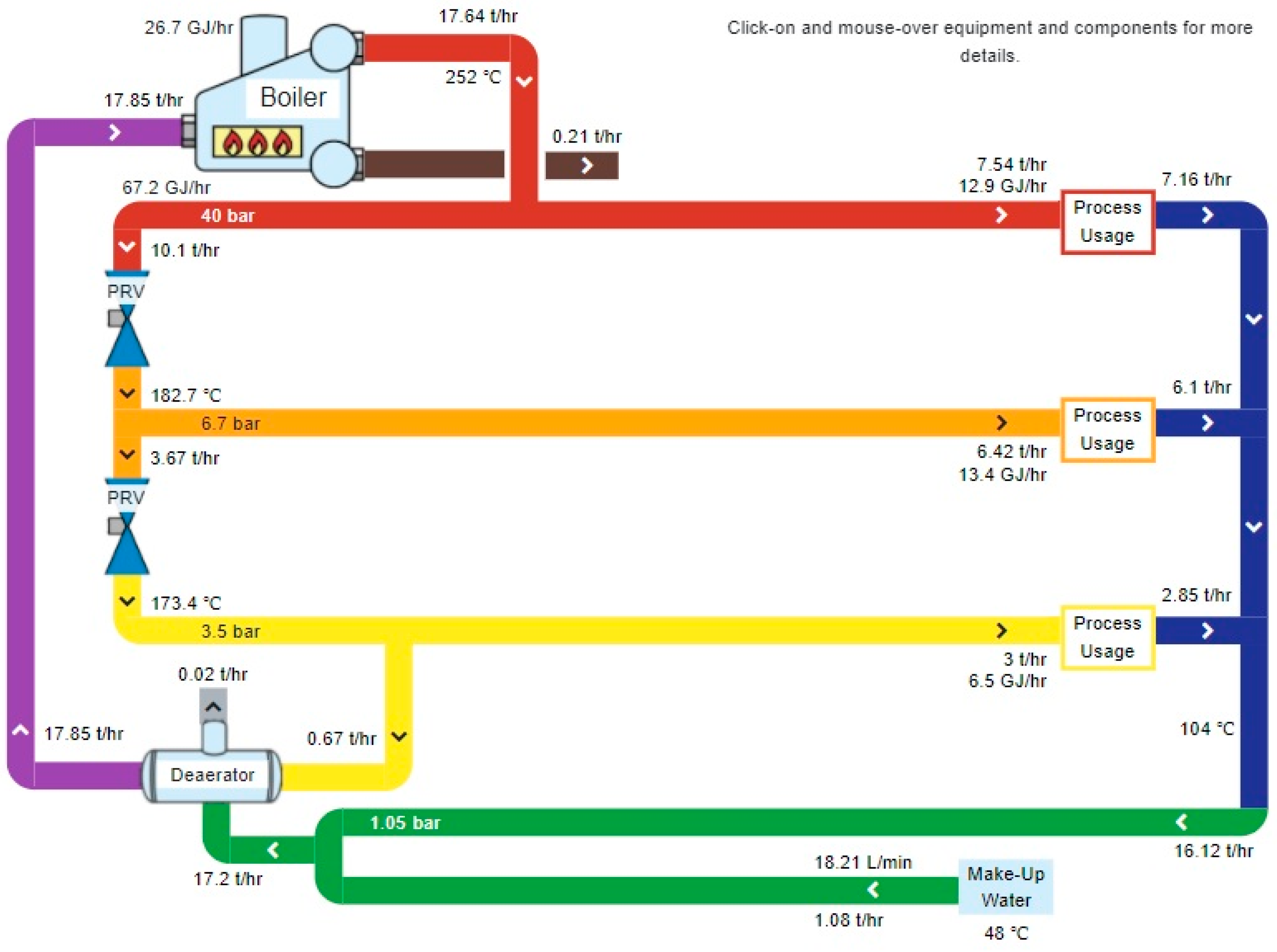
Energy modeling of the steam system in MEASUR requires various simplifications that do not affect the structure or results. The structure of the SRU steam system model is shown in
Figure 1, which includes the main steam headers, boilers, steam consumers, and steam condensate return lines, along with other features such as blowdown and deaerator.
3.1. Description of the SRU Unit
This unit is made up of two terrains, 6100 and 6200, and it is one of the destinations for BFW consumption. The monthly, daily, and hourly trend of BFW consumption is shown in
Figure 2. The monthly consumption of BFW in this unit is equal to 161,262 tons. Moreover, the average daily and hourly consumption rates are 440.6 tons and 18.4 tons, respectively. The share of terrain 6100 is equal to 56%, and the second terrain is equal to 44% of the total consumption of the feed water entering the SRU unit. The highest consumption of feed water occurred in June, and there is a smooth curve in the rest of the months. More details of the consumption trends in different periods are shown in
Figure 2.
Table 1 presents the BFW consumption in this unit under the design and operational conditions (within a certain period), revealing that the operational consumption is about 15% less than the design consumption.
A large amount of BFW is used to produce high-pressure steam (HP-40 bar). In the design mode, 23.1 tons per hour of BFW enter the SRU steam system. The flow first enters the fourth-stage condenser (1-E-61004, 1-E-62004) to increase its temperature, then 19.3 tons per hour enter the Reaction Furnace Boiler. From the rest, 60 kg per hour is injected into the low-pressure steam production (3.5 bar), and 1955 kg per hour is entered into the first stage condenser (1-E-61001, 1-E-62001), whose product is 5-bar steam (in practice between 5 and 6 bar). In addition, 556 kg/h enters the second stage condenser (1-E-61002, 1-E-62002), and 1216 kg/h enters the third stage condenser (1-E-61003, 1-E-62003). Finally, the outlet of all these condensers (except for the fourth stage condenser) is 6 bar steam, which enters the header of the 5 bar section at a temperature of 176 °C in the SRU unit. The BFW entering the reaction boiler is converted into 19,116 kg/h of steam at 40 bar with a temperature of 254 °C, and the rest of the flow is discharged as blowdown (192 kg/h). The high-pressure steam produced in this unit is measured by two steam flowmeters (FI-6100-30 and FI-6200-30), which represent the steam production in the first and second
terrains. The average hourly production of steam for the year 2019 in each of
terrains 1 and 2 was equal to 4.860 ton/h and 2.729 ton/h, respectively, and the total was 7.589 ton/h (or 7589 kg/h), which is less than half of the design capacity. According to the design, 13.406 tons/h of the total high-pressure steam produced by SRU should be sent to other units of the natural gas processing plant, but in practice, this amount is very small, and based on the measurements made on the 7th of January 2021 for each of the
terrains 1 and 2, they were equal to 50 kg/h and 250 kg/h, respectively. The rest of the steam is consumed by four heat exchangers whose specifications are listed in
Table 2.
The measurement data shows that the share of SRU units in the total steam production of the natural gas processing plant (regardless of its temperature and pressure) is equal to 6.5%.
Table 3 shows the distribution of steam production in the natural gas processing plant. Therefore, from the total water (BFW) incoming to the SRU unit, which is equal to 18.4 tons/h, about 7.6 tons/h of HP steam is produced, and 1216 kg/h enters the third condenser, 556 kg/h enters the second condenser, and 1955 kg/h enters the first stage condenser. Moreover, some of it is used for blowdown (1.2% of the total, equal to 221 kg/h), and the rest is probably wasted in various ways, and another amount leaves the unit in the form of condensate (only 6-bar steam condensate).
Based on the calculations of the MEASUR model, the amount of wasted condensate in the unit is 6.49 tons/h, and according to the calculations made in the energy audit report of the natural gas processing plant, it is equal to 6.0 tons/h. Therefore, one of the main bottlenecks is BFW and energy waste in the natural gas processing plant, and the economic value of its solution will be evaluated using MEASUR software.
- (I)
Current situation of damaged steam traps in Unit 9200
The total number of steam traps in Unit 9200 is 1224, of which, according to
Table 4, 1124 were disc-type thermodynamic steam traps, 4 were thermostatic, 22 were floating, and the rest were inverted buckets.
The most common failures of steam traps are related to the leakage of the traps, and the failure of low temperatures is in second place. It is possible to repair some of these failures, especially the low-temperature type, and of course, most of the damaged steam traps must be replaced. Of all the steam traps in Unit 9200, 21% are healthy, and 41% have leaks that need to be repaired or replaced. Investigations show that the amount of waste on steam caused by the failure of steam traps is about 2500 kg per hour. Therefore, in this solution, it is suggested that at least 60% of the steam traps of Unit 9200 be replaced, which can lead to the elimination of the waste of at least 2000 kg per hour of valuable vapors in the natural gas processing plant.
- (II)
Current situation of damaged steam traps in the SRU unit
The total number of steam traps in the SRU unit is 358, of which 16 belong to the 6000 unit, 177 are in the 6100 unit, and 165 are in the 6200 unit. Out of all the steam traps in the SRU unit, 43.6% are healthy and in good condition. More than 10% of steam traps are blocked. Approximately 28.7% of steam traps have experienced a temperature drop and are probably on the verge of failure, and the solution is to repair or replace these traps. Cleaning steam traps can restore some of these traps to normal operation. A total of 13.3% of steam traps are on the verge of failure and may be completely open, and 2.3% of steam traps have leaks. Therefore, 57% of SRU steam traps will need repair or replacement.
3.3. Design of Demineralized Water and Energy-Saving Solutions
In the following, solutions to reduce the loss of low-pressure condensate and energy will be examined. The energy audit and research report show that the main reason for the loss of resources in the SRU unit is the wastage of low-pressure and high-pressure condensates, which have been neglected due to technical problems. Accordingly, the main goal of this research is to find solutions to collect these condensates.
3.3.1. Solutions for Collecting Wasted Condensate in the SRU Unit
The amount of condensate loss in the SRU unit is very high, and in various reports it is estimated between 5 and 6.5 tons/h, becoming the source of waste on energy, demineralized water, and capital resources. Failure of steam traps (about 60% of the existing traps) and the discharge of low-pressure, high-pressure, and medium-pressure condensate to a main header, along with other factors, have caused these losses. In the following, each of the solutions to these problems will be analyzed briefly. Apart from the very high intrinsic value of demineralized water, it should be said that the energy content of condensate is about 25% of the energy content of steam at the same pressure; therefore, the loss of this amount of condensate can cause a severe loss of energy. Therefore, in general, the advantages of steam condensate collection in the SRU unit are:
Energy saving and fuel cost reduction: Although the energy produced in the SRU unit is inevitable (as a byproduct), it can be given the same intrinsic value as natural gas by exploiting this energy in other ways.
Reducing the need for make-up water in the unit: BFW is purified water that is very expensive to produce, and the chemical additives in it have a high economic value. Therefore, the collection of condensates from the SRU unit reduces the demand for demineralized water and, at the same time, the chemicals needed to adjust the chemical regime of the BFW.
Calculations show that the waste path of the steam system in the ideal state is only from the blowdowns, which is about 1.2% (221 kg/h) of the total water inlet to the boiler (BFW), which is assumed to be 95% by neglecting the post-improvement recycle factor.
Table 8 summarizes the technical and economic features of this solution.
Collecting the SRU condensate and returning it to the system cycle requires various measures, such as renovating steam traps, redesigning parts of the condensate collection system, and making changes to it.
3.3.2. Other Energy-Saving Solutions
There are other ways to save energy, including improving the energy efficiency of steam production to about 75%, optimizing consumption, and repairing insulation. In total, these solutions can reduce energy consumption by 2%, which is not very important compared to the other solutions. These solutions were simulated in the model, and then the results were analyzed.
3.4. Analyzing the Results of Evaluating the Solutions
The simulation and energy evaluation scenarios of the SRU steam system include the baseline scenario, the SRU Condensate Recovery scenario, and the scenario of other energy-saving solutions (other ECMs). In the continuation of the process of consumption of energy carriers, the amount of savings and financial metrics will be examined and analyzed in each of these scenarios. Considering that the main focus of this research is the SRU unit, the analysis in this part will be more extensive.
Moreover, the simulation results will be analyzed with the current price of energy carriers and regional prices. Accordingly, the scenario management structure will be the same as in
Figure 3. The results will be analyzed first under the baseline scenario, and then other scenarios will be discussed according to
Figure 3. The results show that the peak electricity consumption of the unit is 3047 kW and considering the electricity price of 1 ¢/kWh, its annual cost will be 253,571 USD. Moreover, the total steam production of the system in the baseline scenario will be 18.4 tons per hour, and its annual operating costs will be 2,035,165 USD. The total annual fuel consumption in the steam system is estimated to be 15.73 MCM of natural gas equivalent. The cost of this fuel will be about 157.5 thousand USD per year at a price of 1 ¢/kWh per cubic meter. The total amount of make-up water consumed by the unit during the year will be 54.24 million liters, with a cost (1 ¢/kg) of 542.4 thousand USD per year; therefore, the total operating costs of the system will be 953.4 thousand USD.
The total cost of producing HP steam is 4.69 USD per ton, MP steam is 2.24 USD per ton, and LP steam is 11.45 USD per ton.
3.4.1. Analyzing the Results of Evaluating Solutions in the Option of Current Prices
In the current situation, the prices of electricity, gas, and BFW are 1 ¢/kWh, 1 ¢/m
3, and 1 ¢/L, respectively. The results of the model implementation in this scenario show that the return on investment of the condensate recycling solution (as in
Table 9) will be 11.8 months, that is, less than one year. The implementation of this solution will save 48.0% on the fuel consumption of the SRU unit (
Figure 4). The second solution is not very serious, and its implementation can only lead to a 2.0% saving in the fuel consumption of the SRU unit. In addition, its implementation is not very easy and requires complex work to increase the efficiency of boilers and manage steam consumption in heat exchangers, which can probably cause malfunction of the SRU unit. Therefore, this solution was abandoned.
The implementation of the solution in this case will save 456.2 thousand USD annually, of which the share of energy savings is 4.8 thousand USD and the share of BFW is 497.2 thousand USD per year. Therefore, the most important effect of repairing the SRU steam system will be the reduction of BFW consumption and costs. Moreover, the compensatory consumption of BFW will decrease from 108.6 L/min to 18.2 L/min by implementing the solution, and its annual amount will also decrease from 54,238 ton/year to 9091 ton/year, which represents a saving of 123.7 ton/day or 5.15 ton/h. The total cost of HP, MP (5–7 bar), and LP (3.5 bar) steam production will be reduced to 1.73 USD per ton, respectively, which will be achieved by the maximum condensate recycling.
Table 10 presents more details of the implementation results of this solution (energy and material summary).
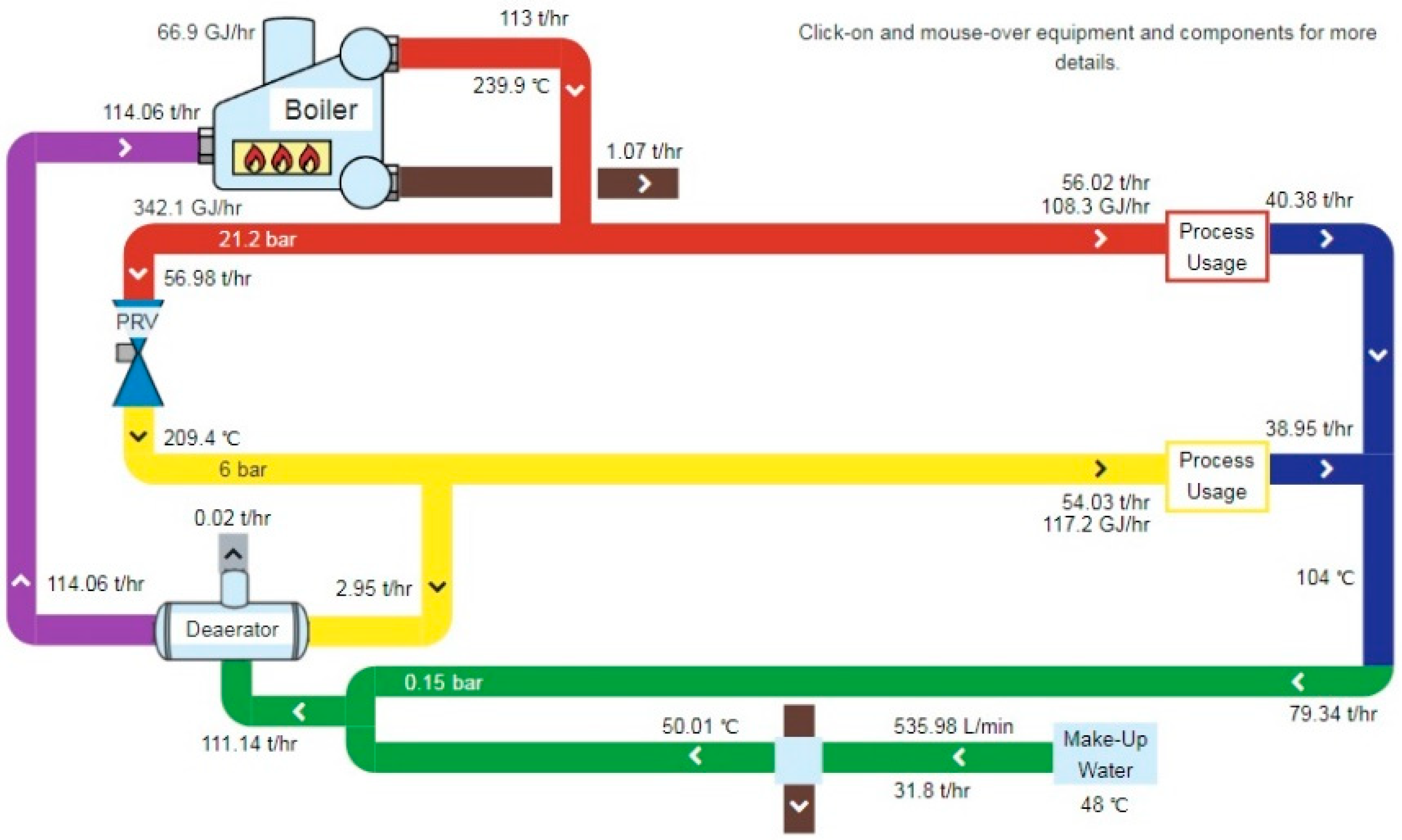
Moreover,
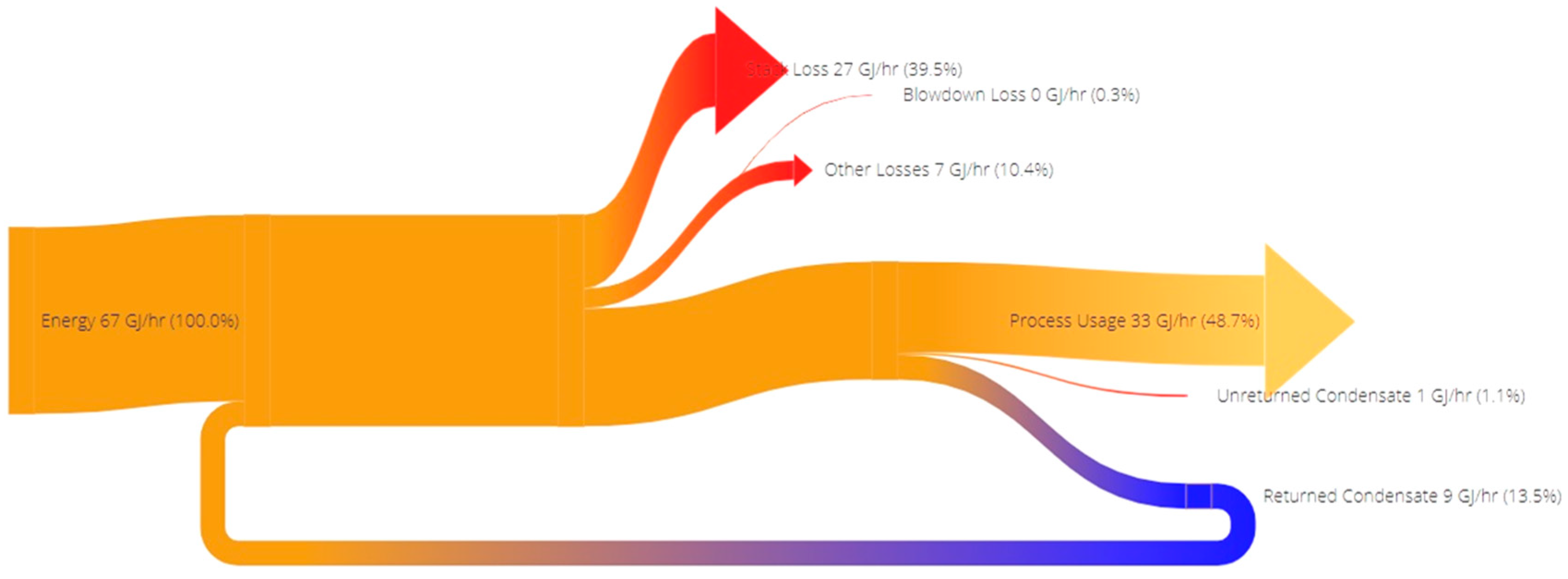
Figure 5 shows the energy flow diagram of the steam system in the SRU unit with the implementation of the solution. It shows energy losses at different places and also has useful uses in the steam system.
According to the Sankey diagram, after the implementation of the solution, the amount of steam loss, especially through condensate, will significantly be reduced, so that the amount of energy loss from chimneys will be 39.5%, the steam distribution system will be 10.4%, and the waste condensate will be 1.1%.
This is while the amount of energy loss through released condensate before implementing the solution was equal to 7.5%. About 13.3% of the total energy is returned to the system, and 46.5% is usefully consumed by heat exchangers and other consumers.
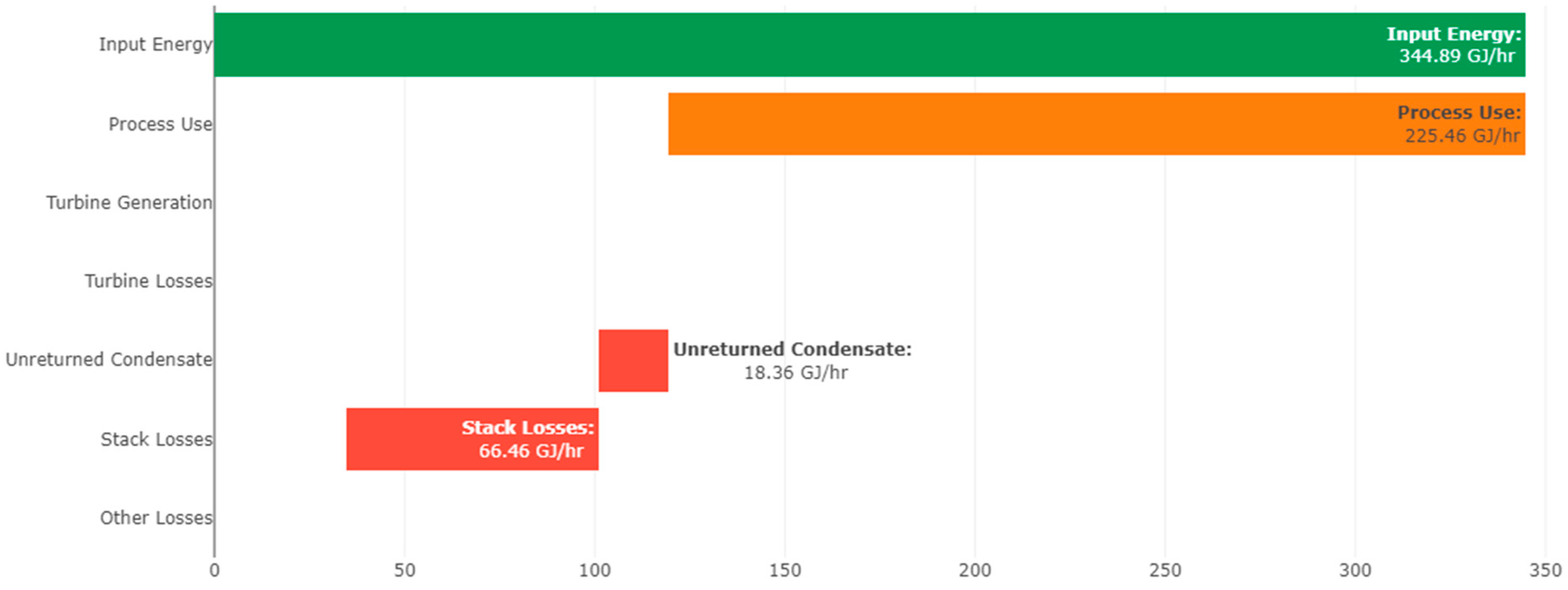
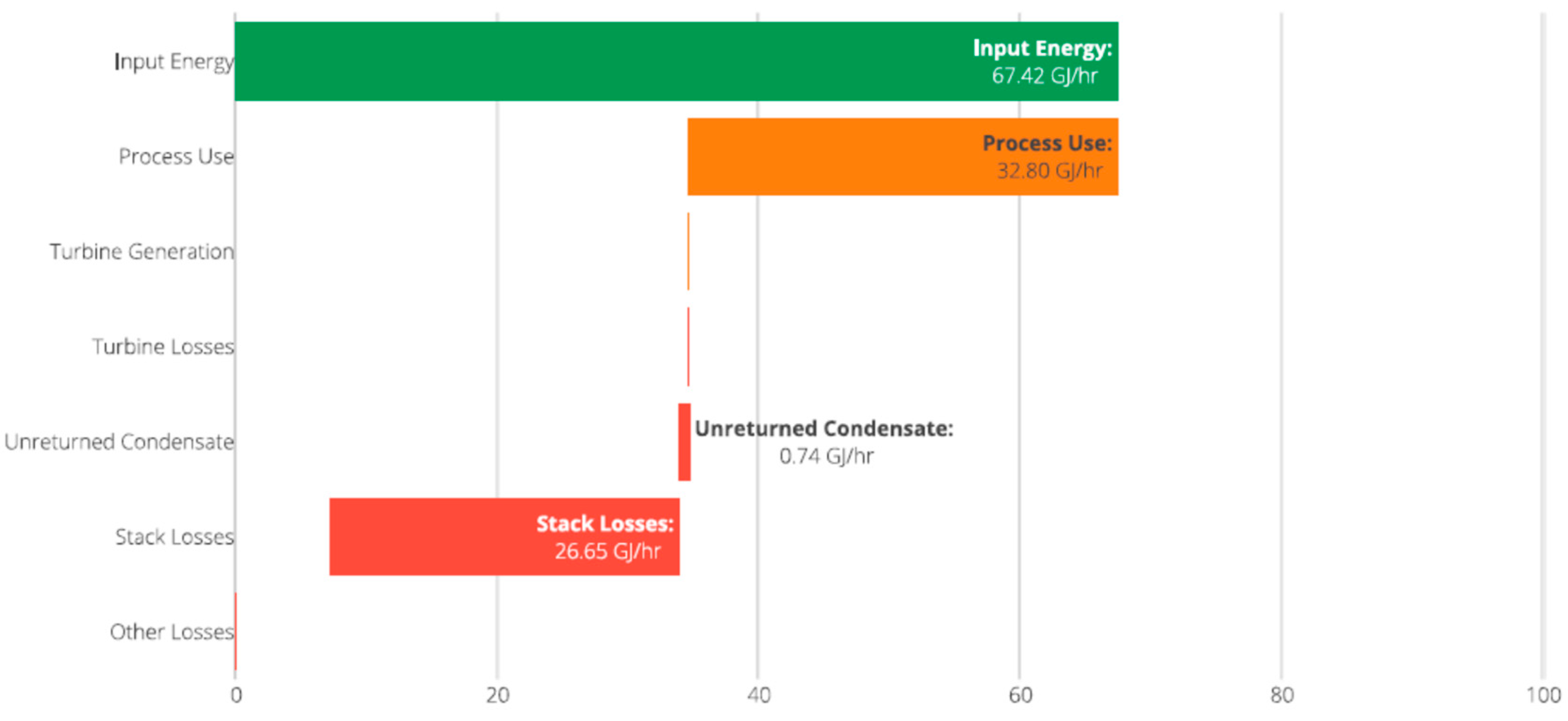
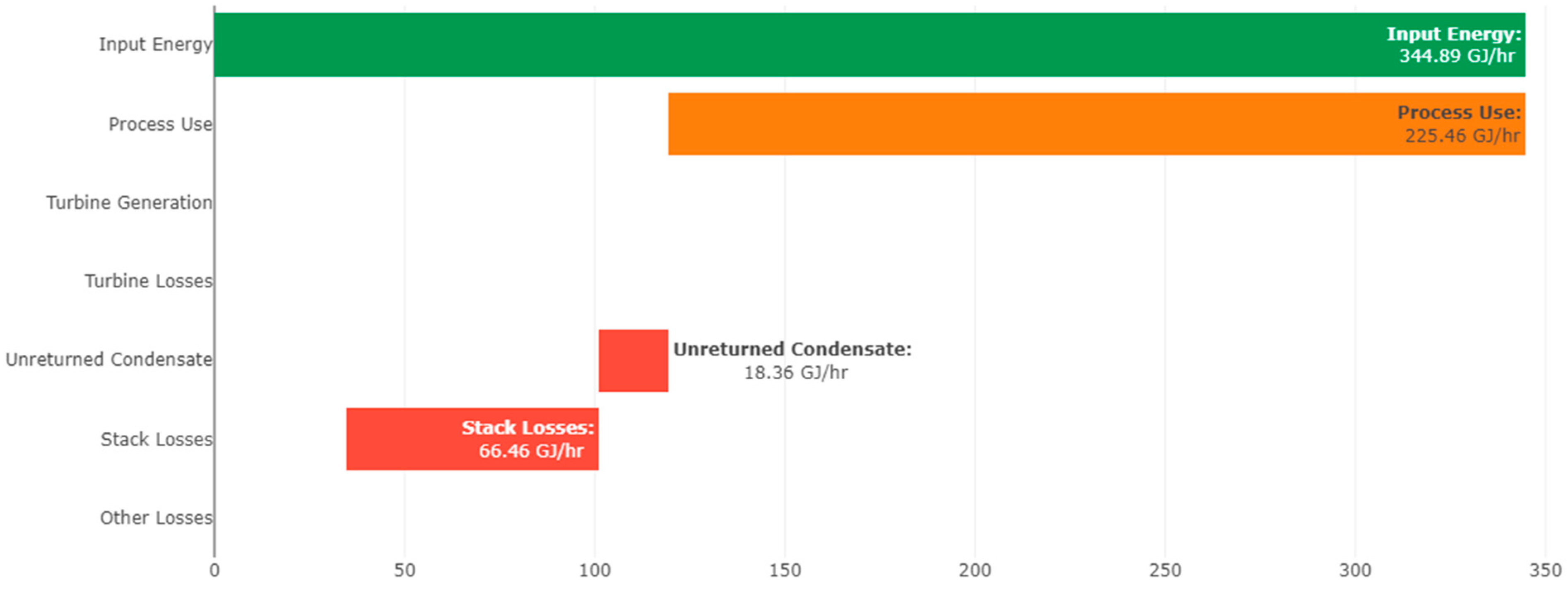
Figure 6 shows the energy balance of the SRU unit after implementing the given solution and the amount of final consumption and energy waste. In this case, the most energy loss will occur from the chimney, part of which can be recycled, and the rest is normal.
3.4.2. Analyzing the Results of the Evaluation of the Solutions in the Option of Real Prices
In this case, the prices of energy carriers and BFW are closer to the real prices. Therefore, the energy flow will be the same as before, and only the system costs and the investment return periods will change. In the following, the evaluation results of this solution are presented. In this case, the total operating cost of the system is expected to be 4.94 million USD annually. The amount of compensatory water has not changed significantly (54,238 tons per year), and the cost of demineralized water supply will increase to 1.630 million USD. With the implementation of the maximum recycling of steam condensate, the investment return period will be reduced to less than 4 months, as it is expected to save more than 1.4 million USD in energy and demineralized water consumption over the year. More details of the evaluation of this solution are provided in
Table 11.
Table 12 also shows the evaluation results of this solution. It shows that the total cost of steam production in this case will be different in different scenarios. While the total cost of HP, MP, and LP steam in the baseline scenario is 25.2, 17.58, and 46.17 USD per ton, respectively, it is expected that with the implementation of the solution, the total cost of steam in different lines will decrease to about 15.99 USD per ton.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}