
Development and Characterization of Coal-Based Thermoplastic Composite Material for Sustainable Construction





Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Composite Manufacturing Process and Principle
2.3. Experimental Methodologies
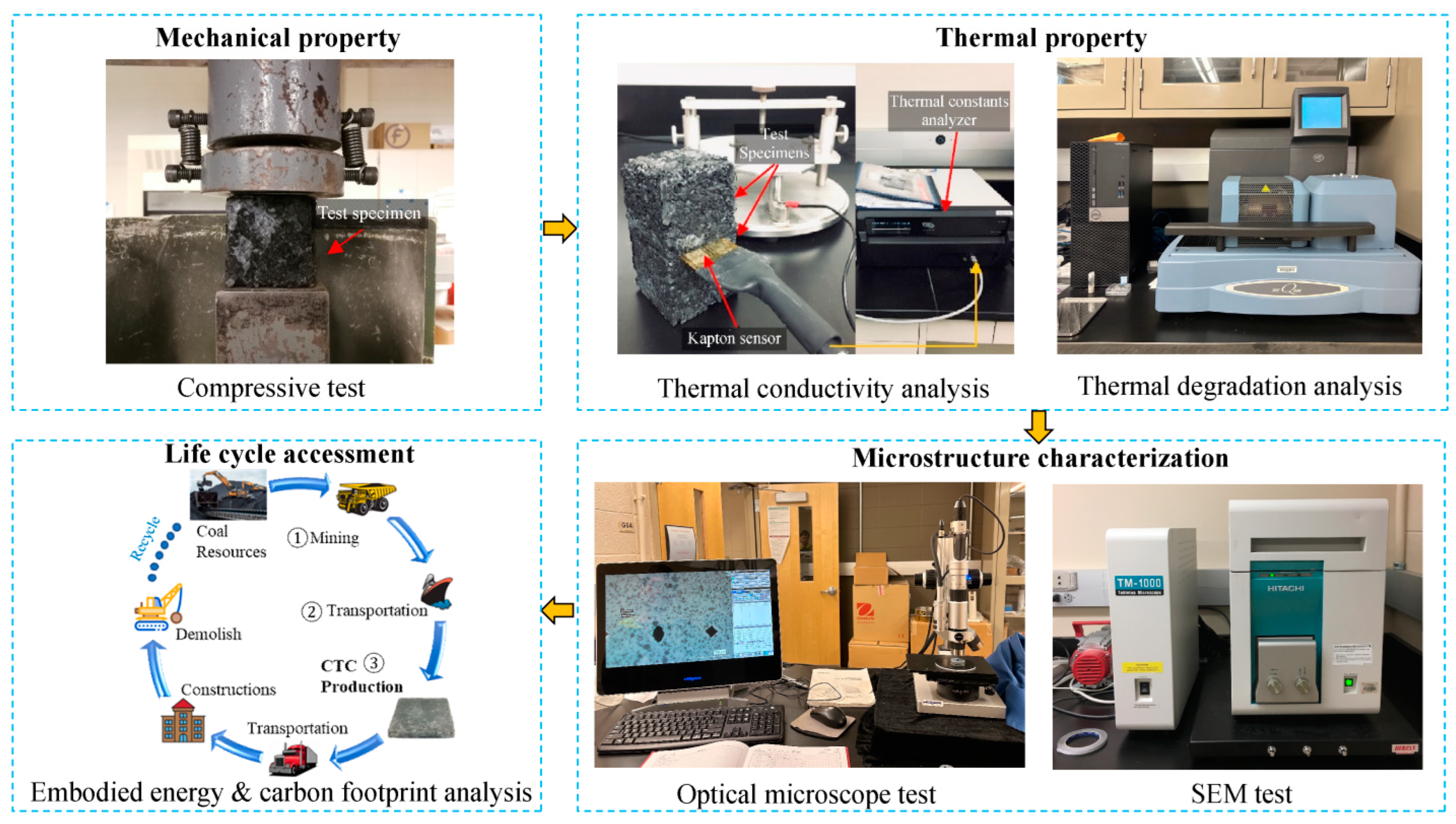
2.3.1. Testing Methods of Mechanical Properties
2.3.2. Testing Methods of Thermal Properties
2.3.3. Microstructural Characterization Techniques
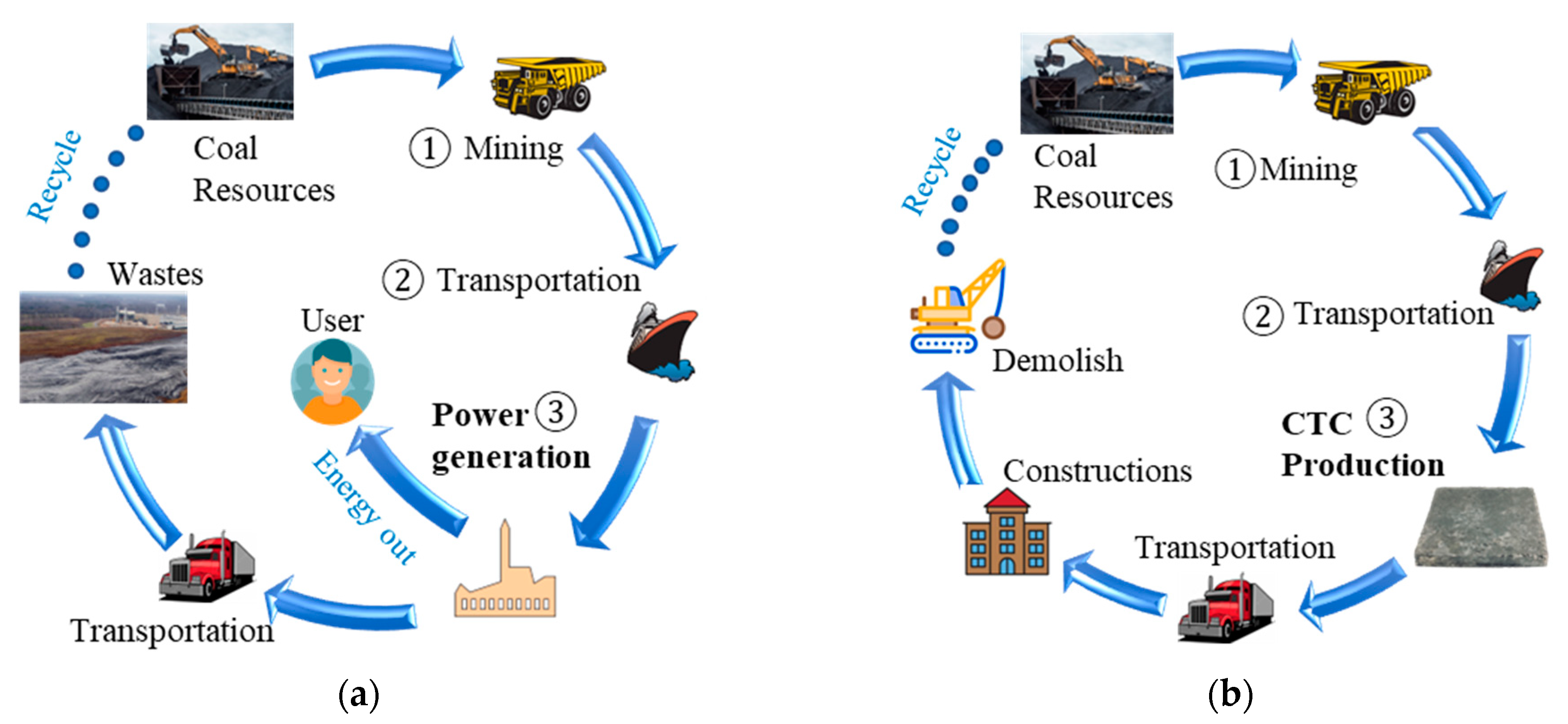
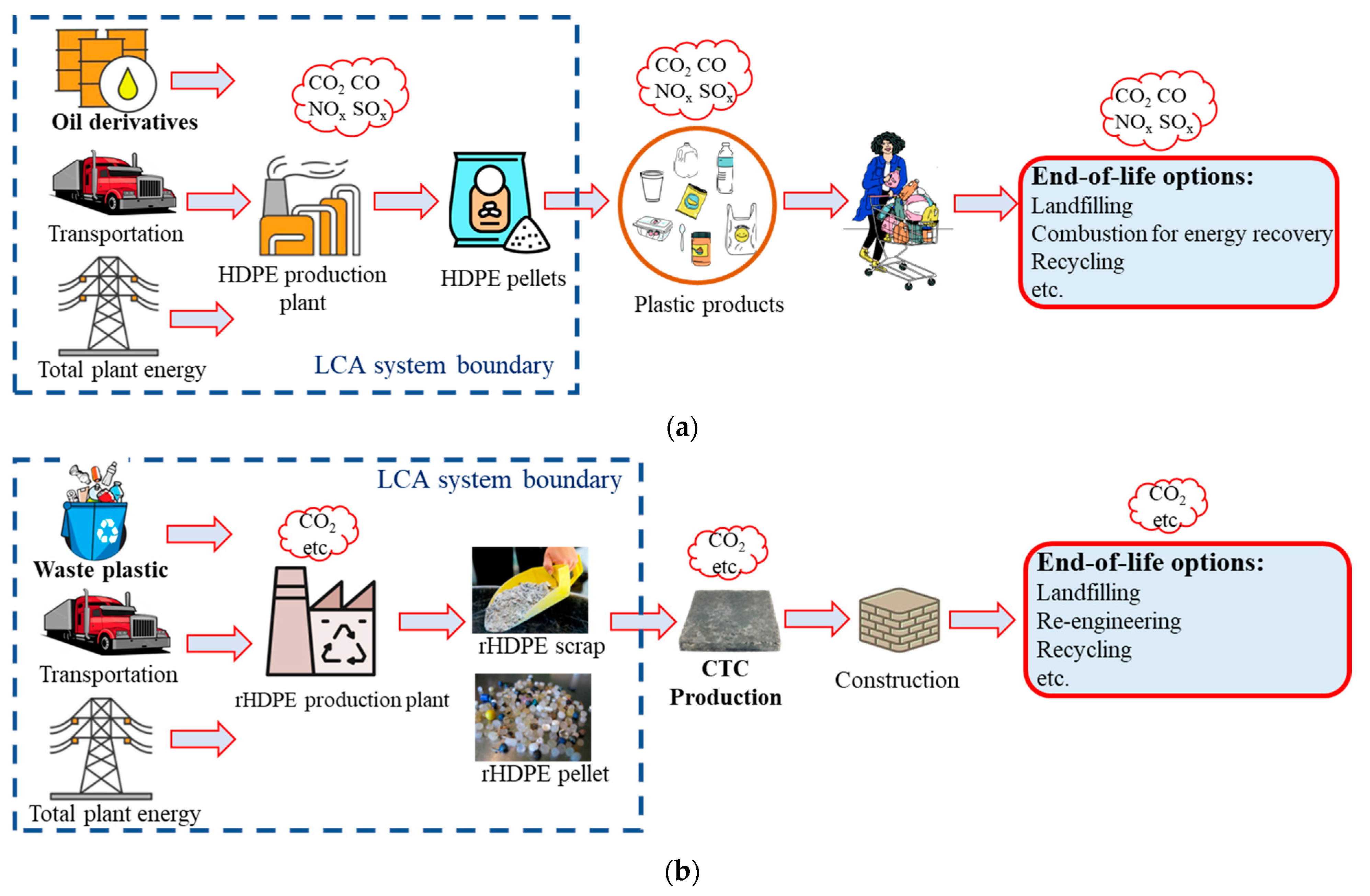
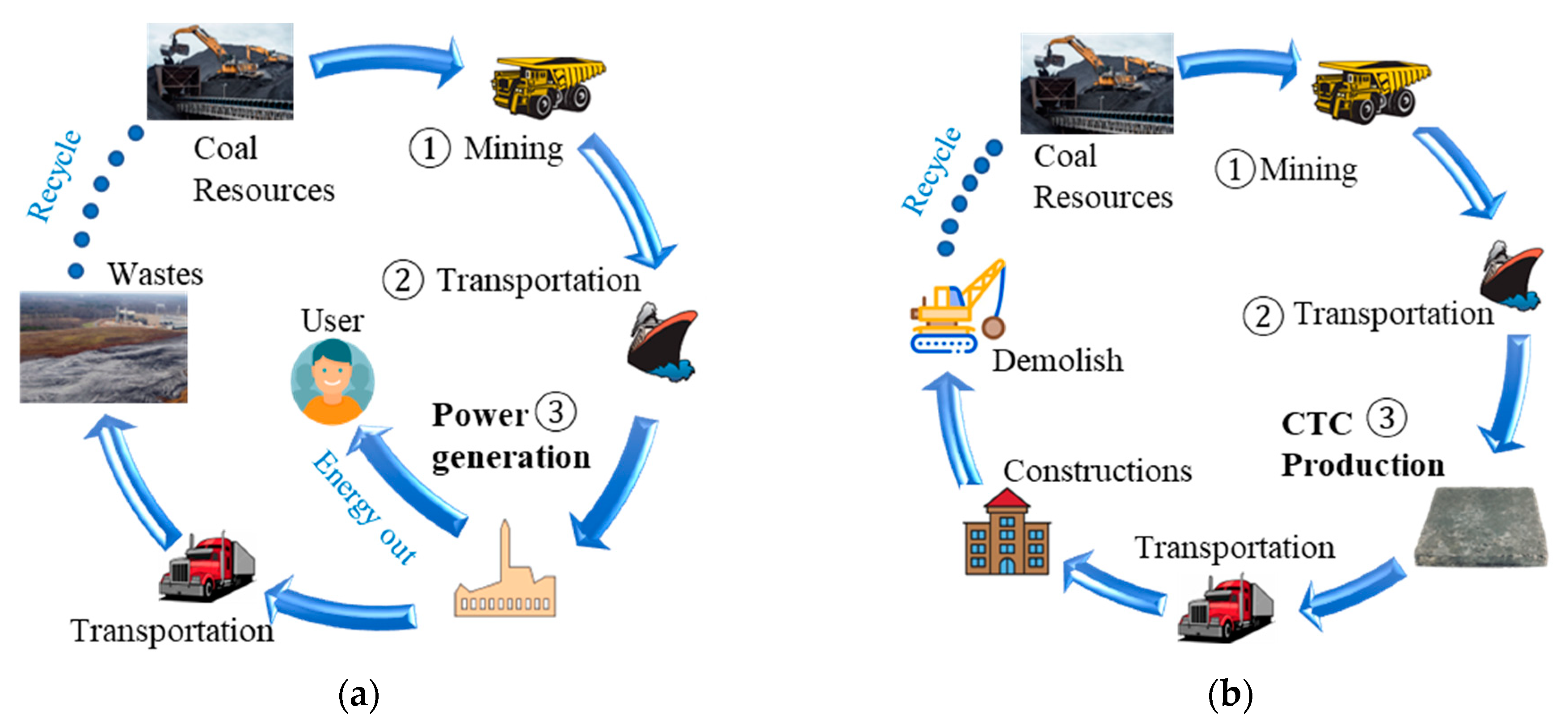
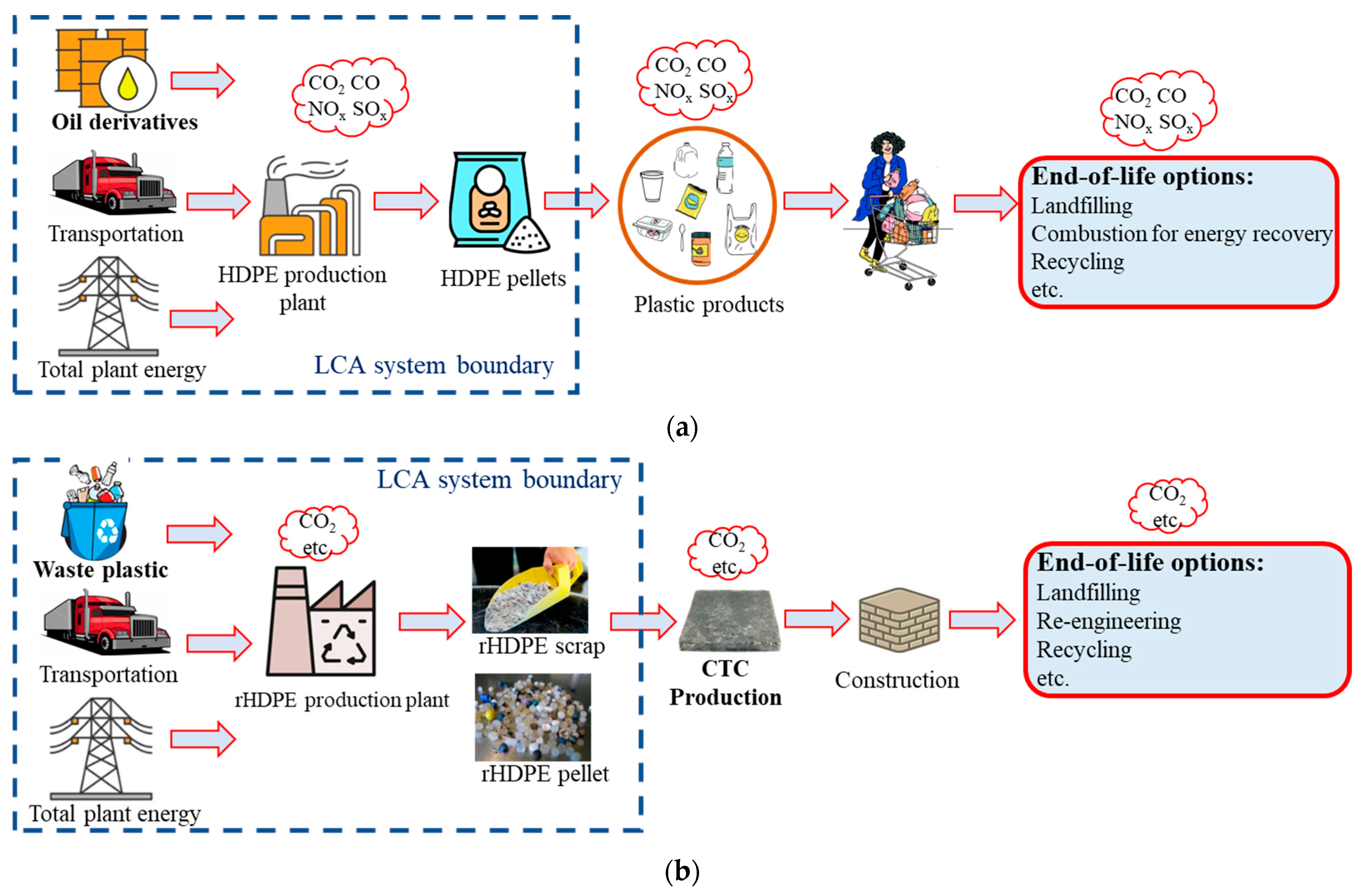
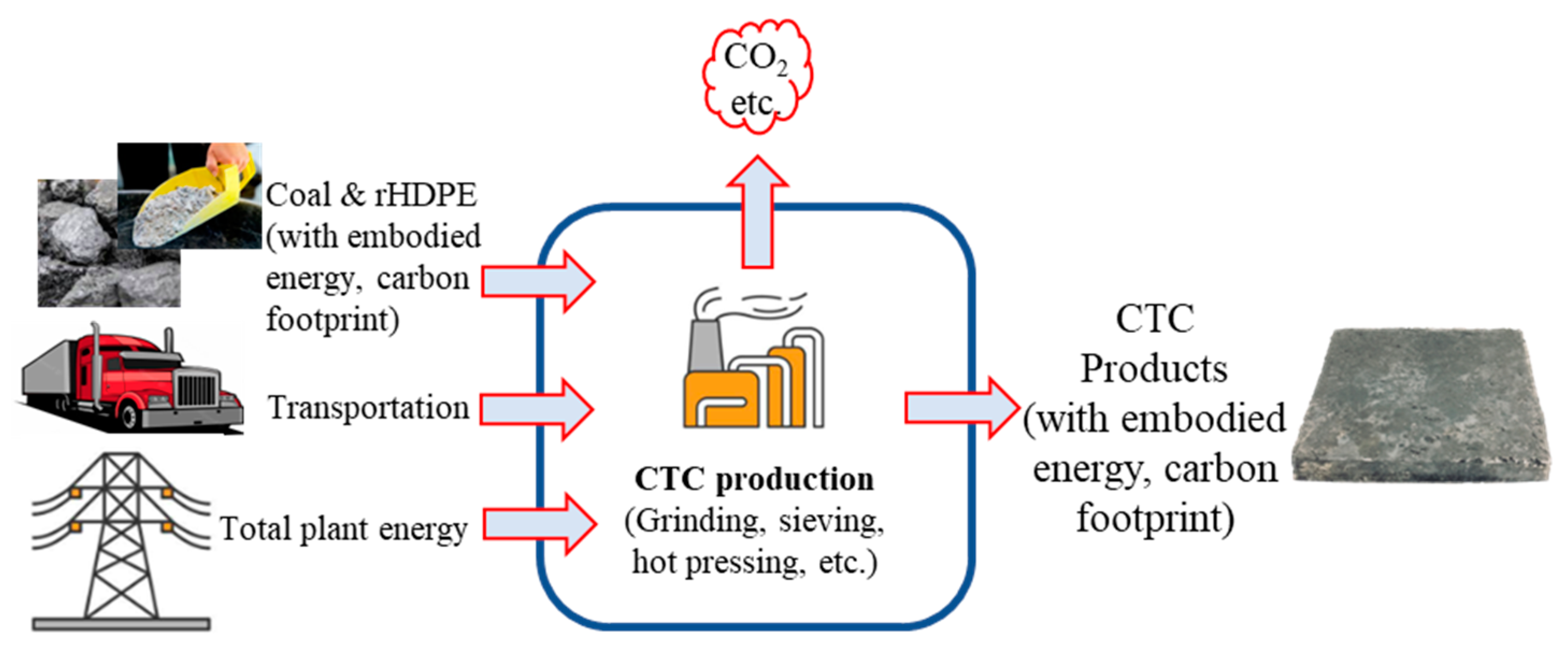
2.3.4. Life Cycle Assessment of the CTC
3. Results and Discussion
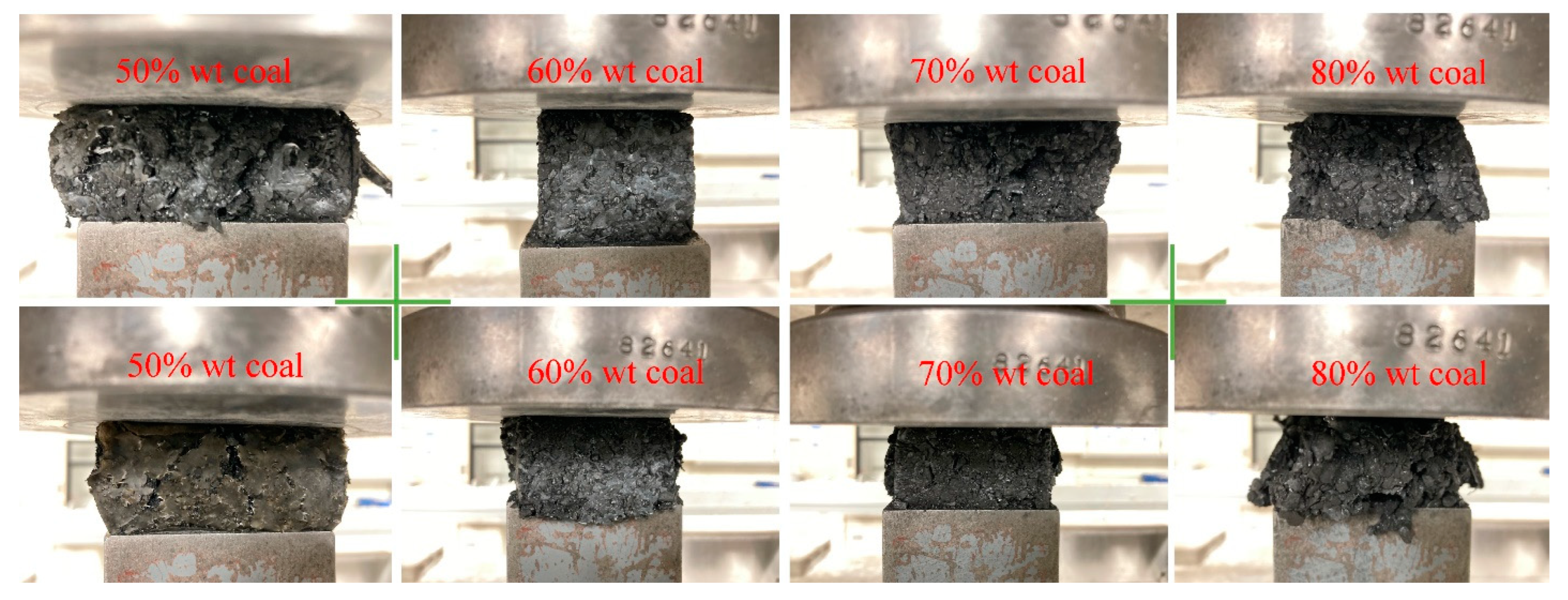
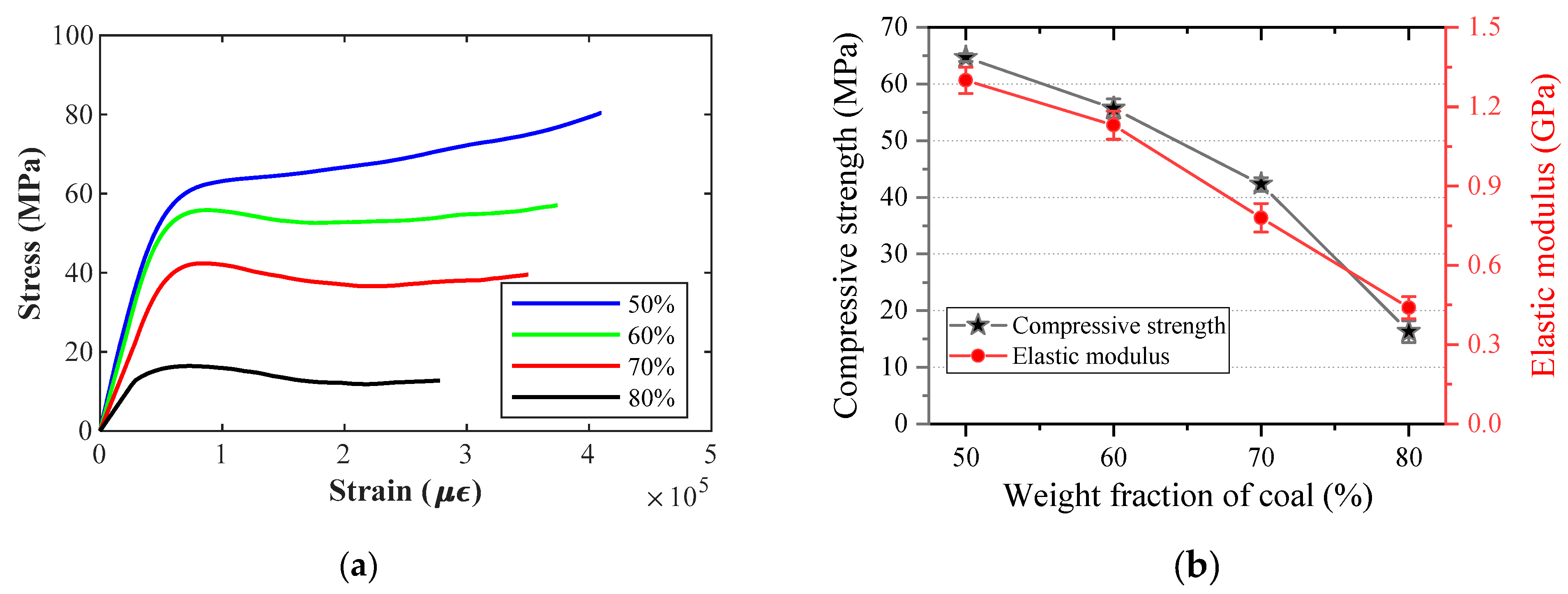
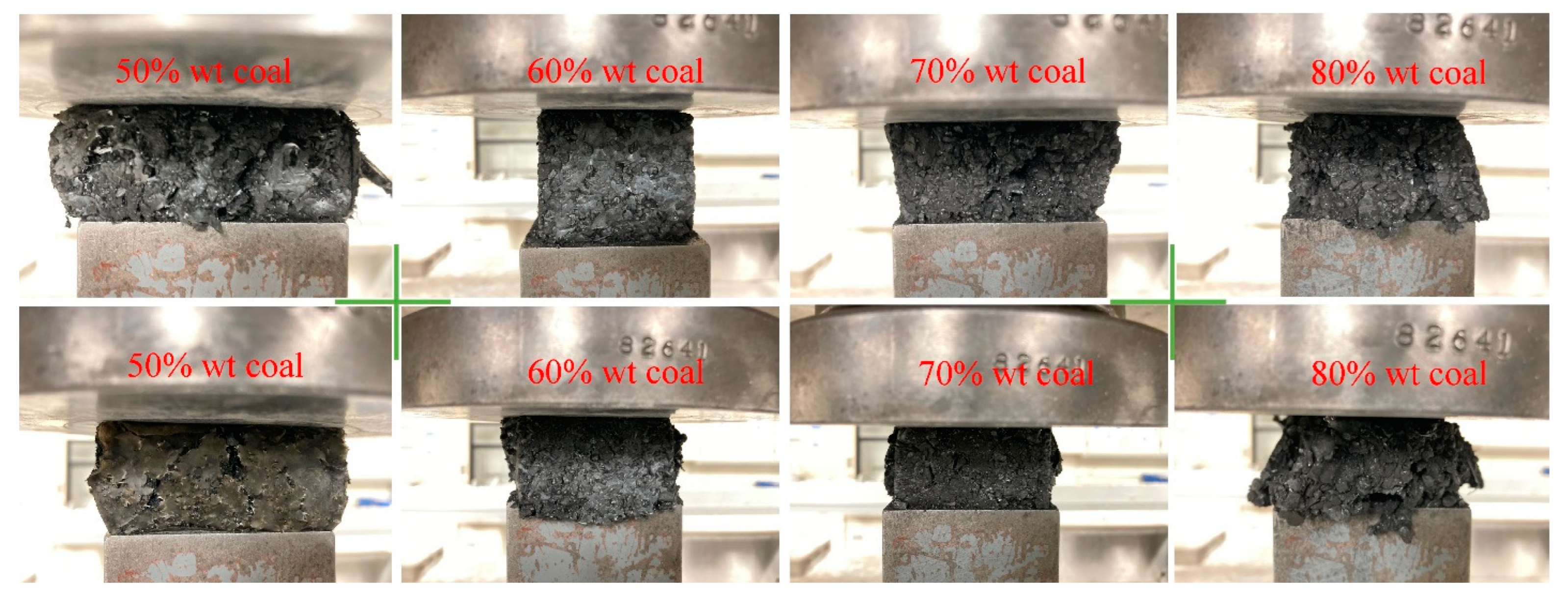
3.1. Mechanical Properties
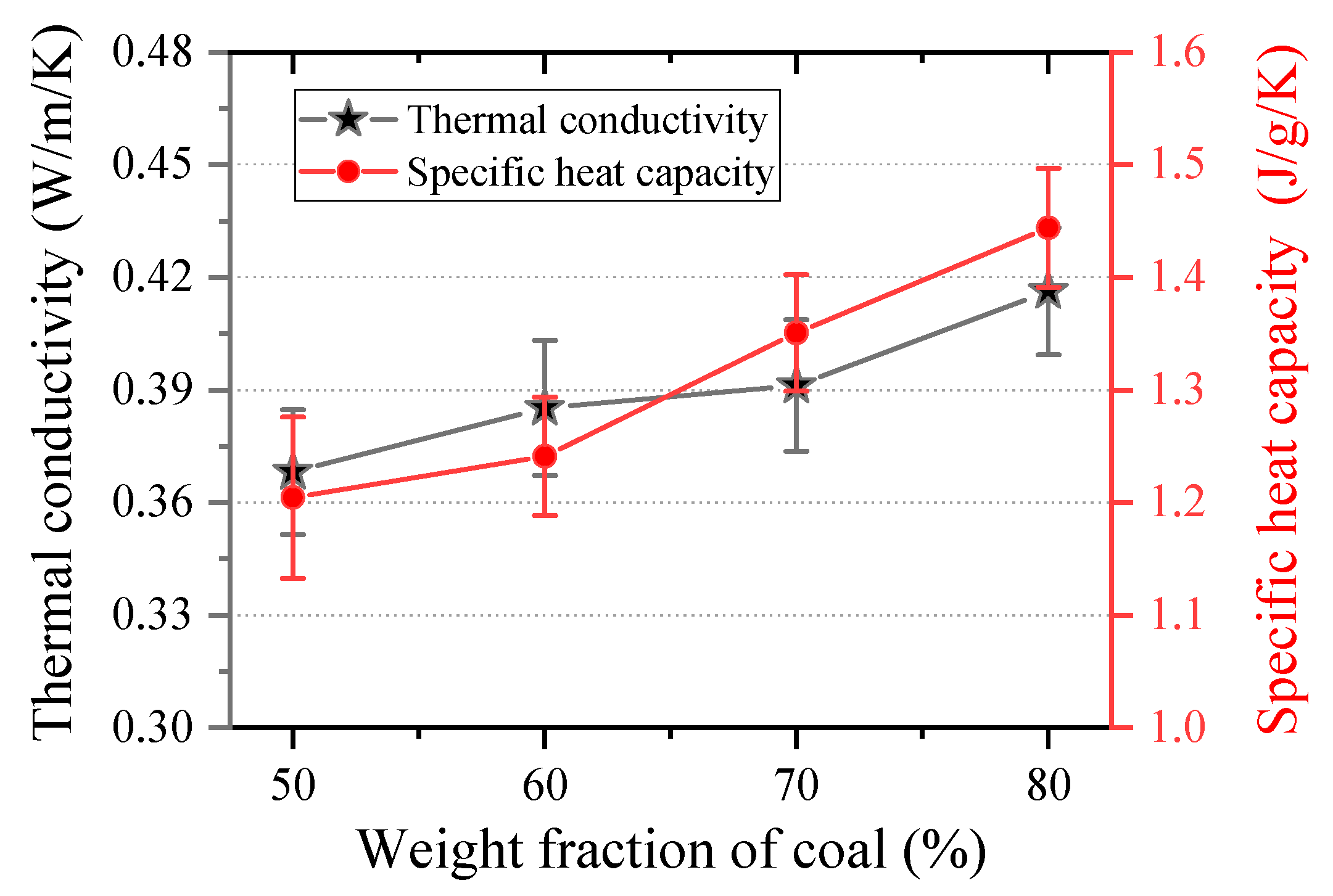
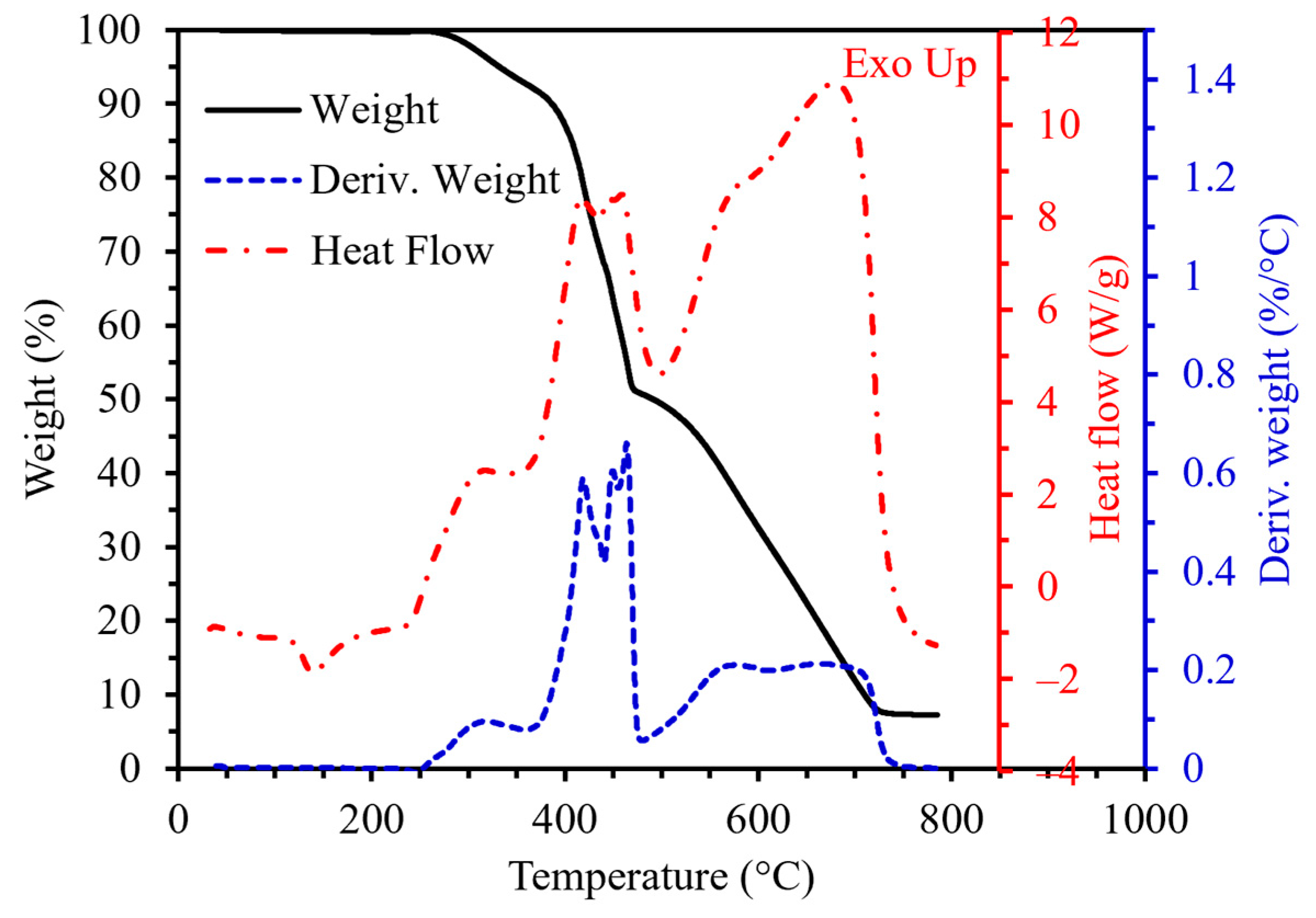
3.2. Thermal Properties
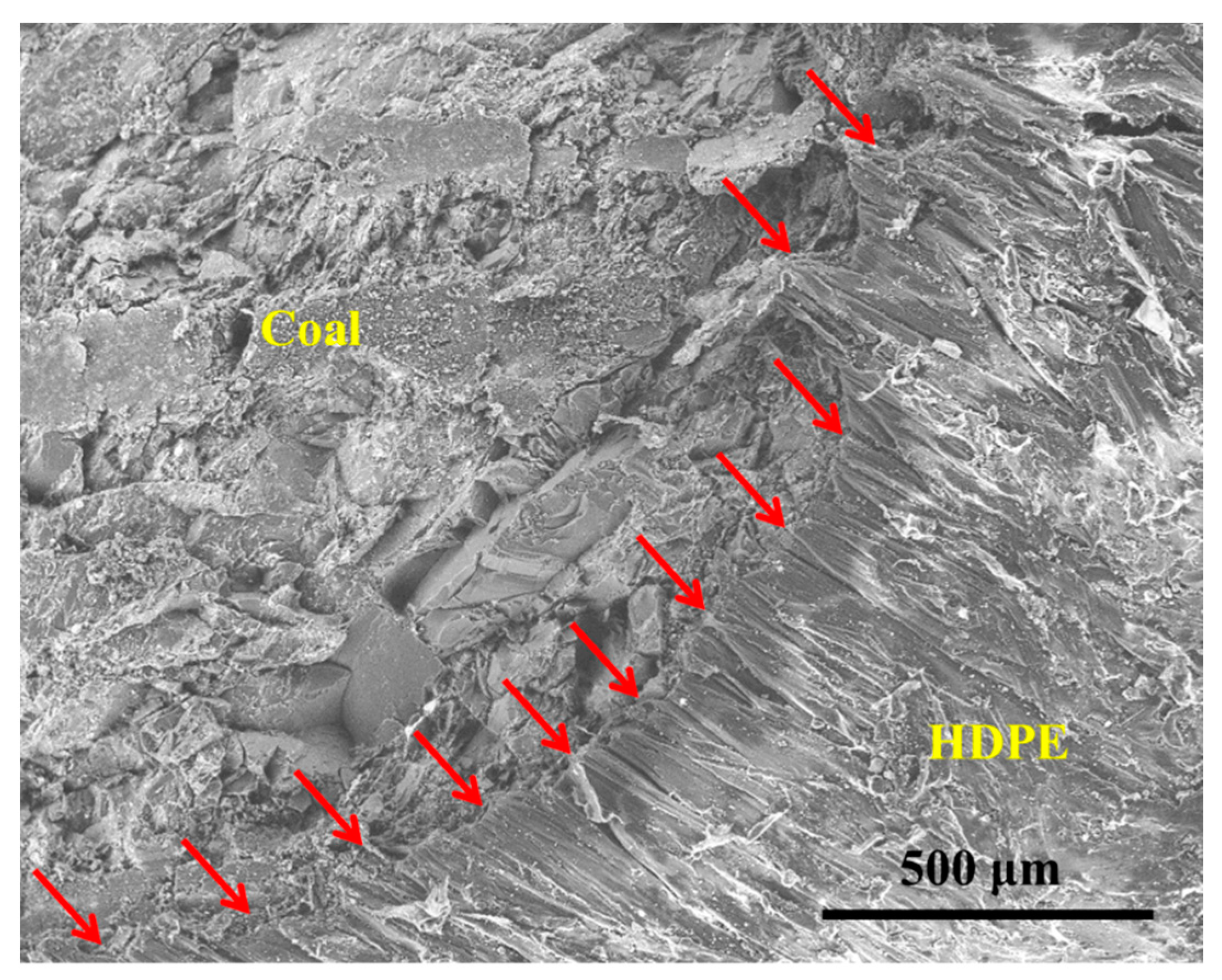
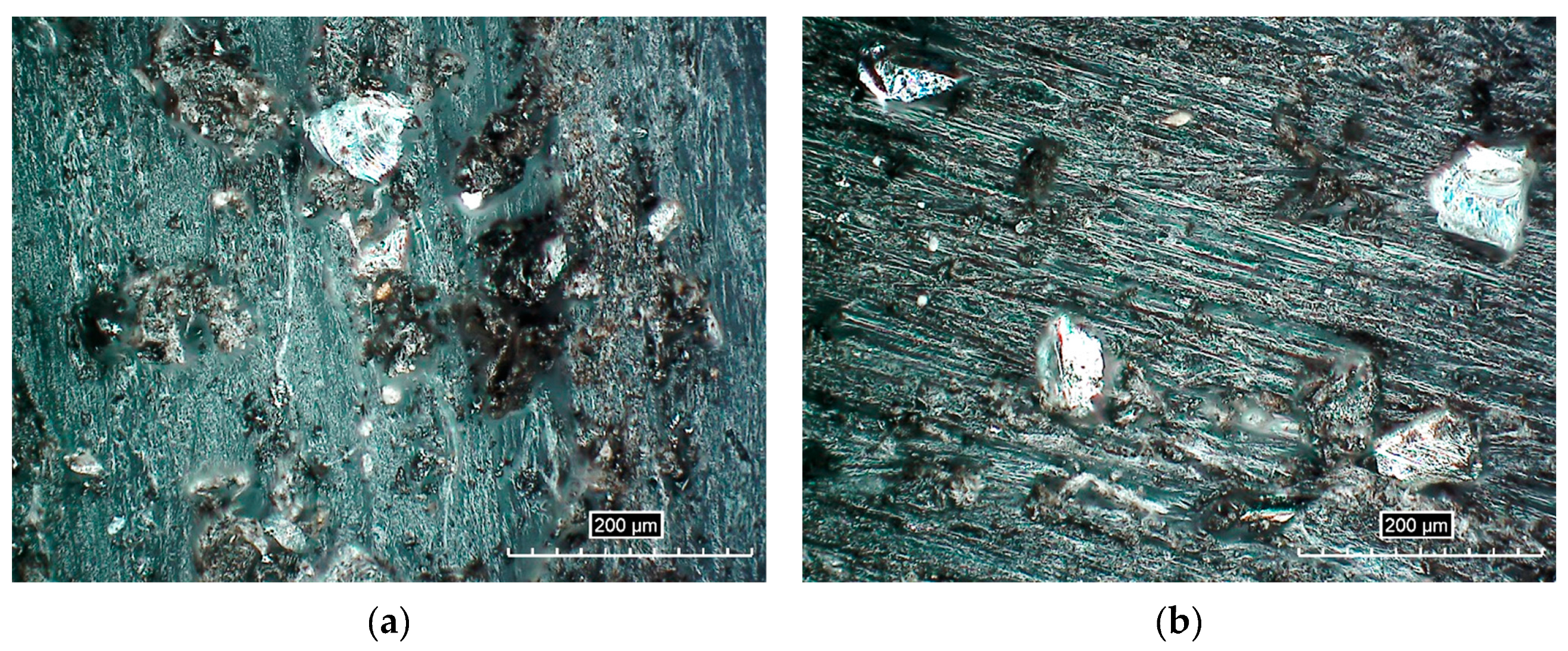
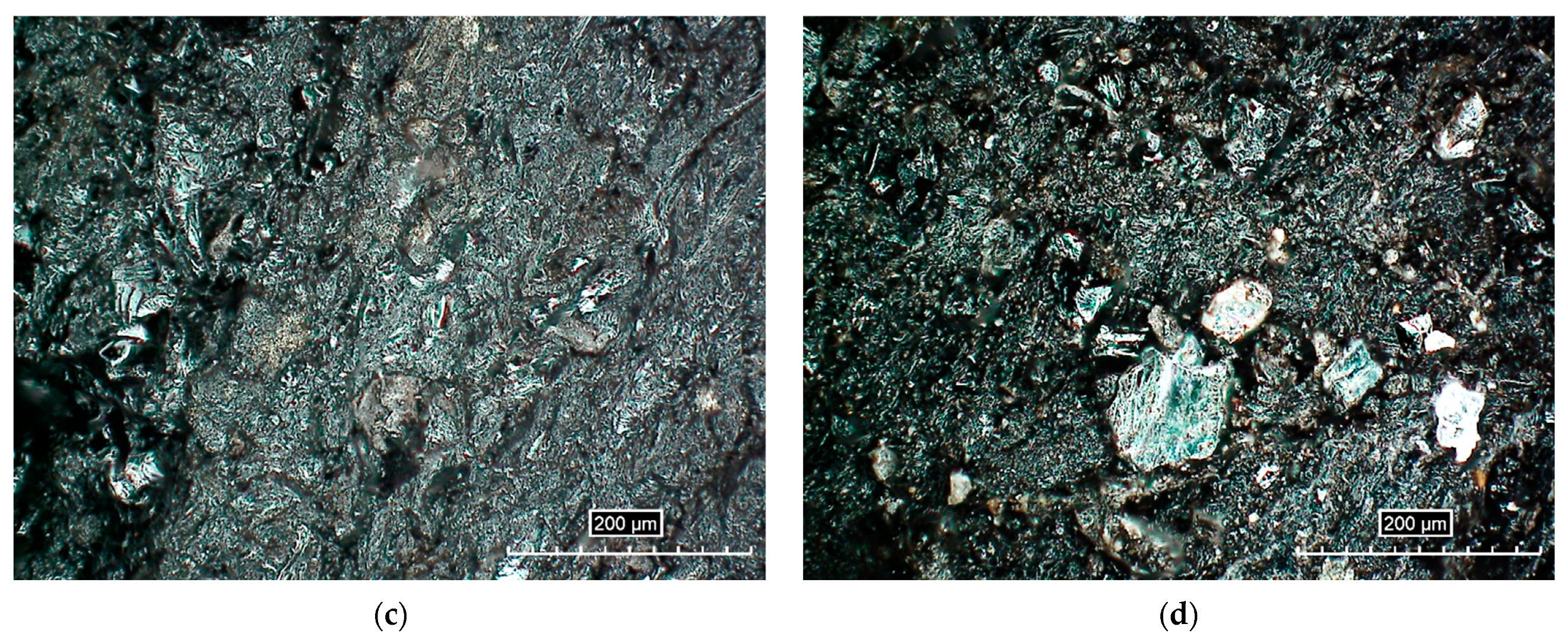
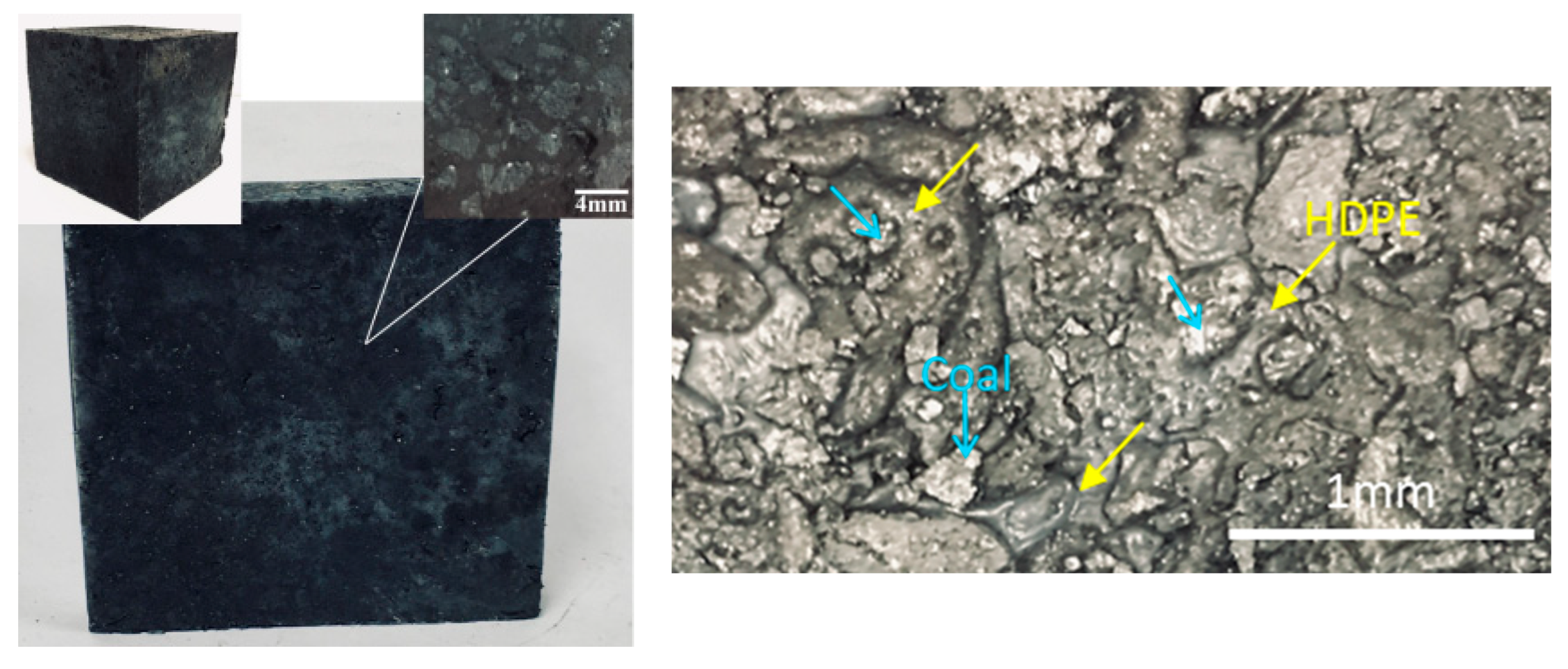
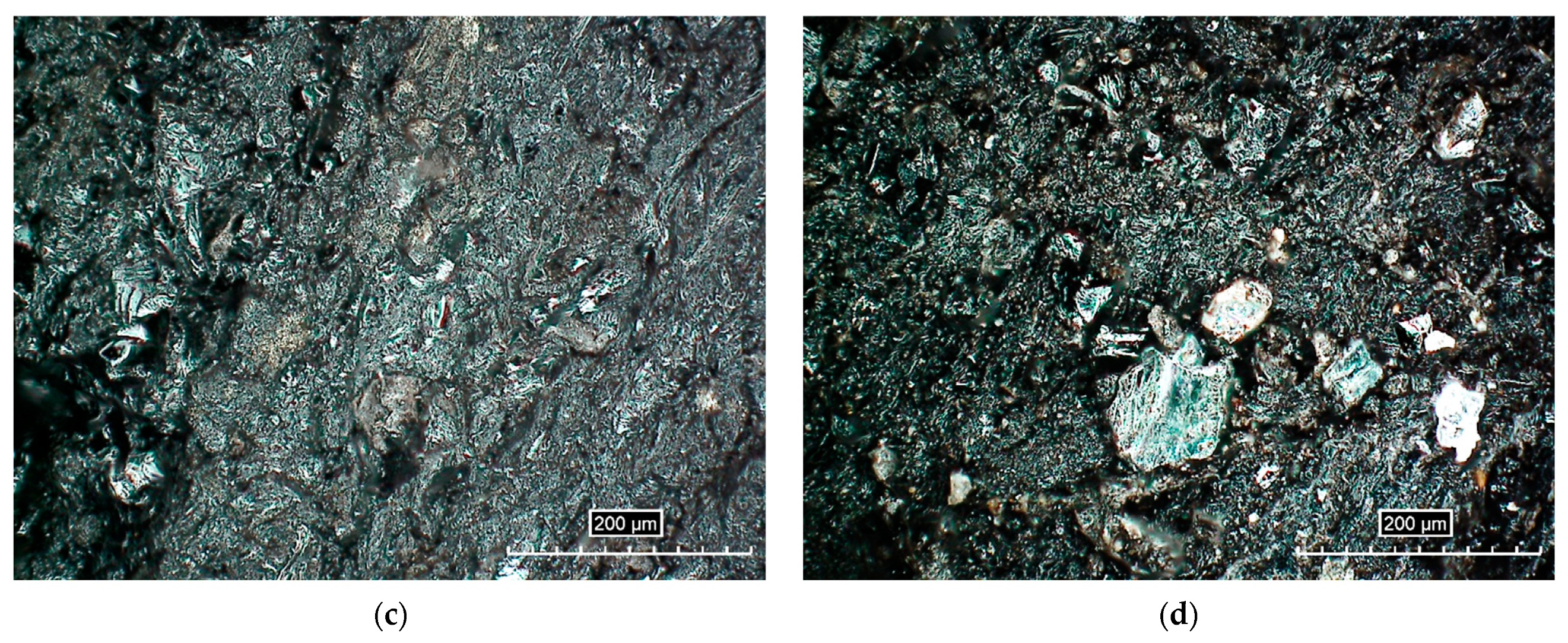
3.3. Microstructural Analysis
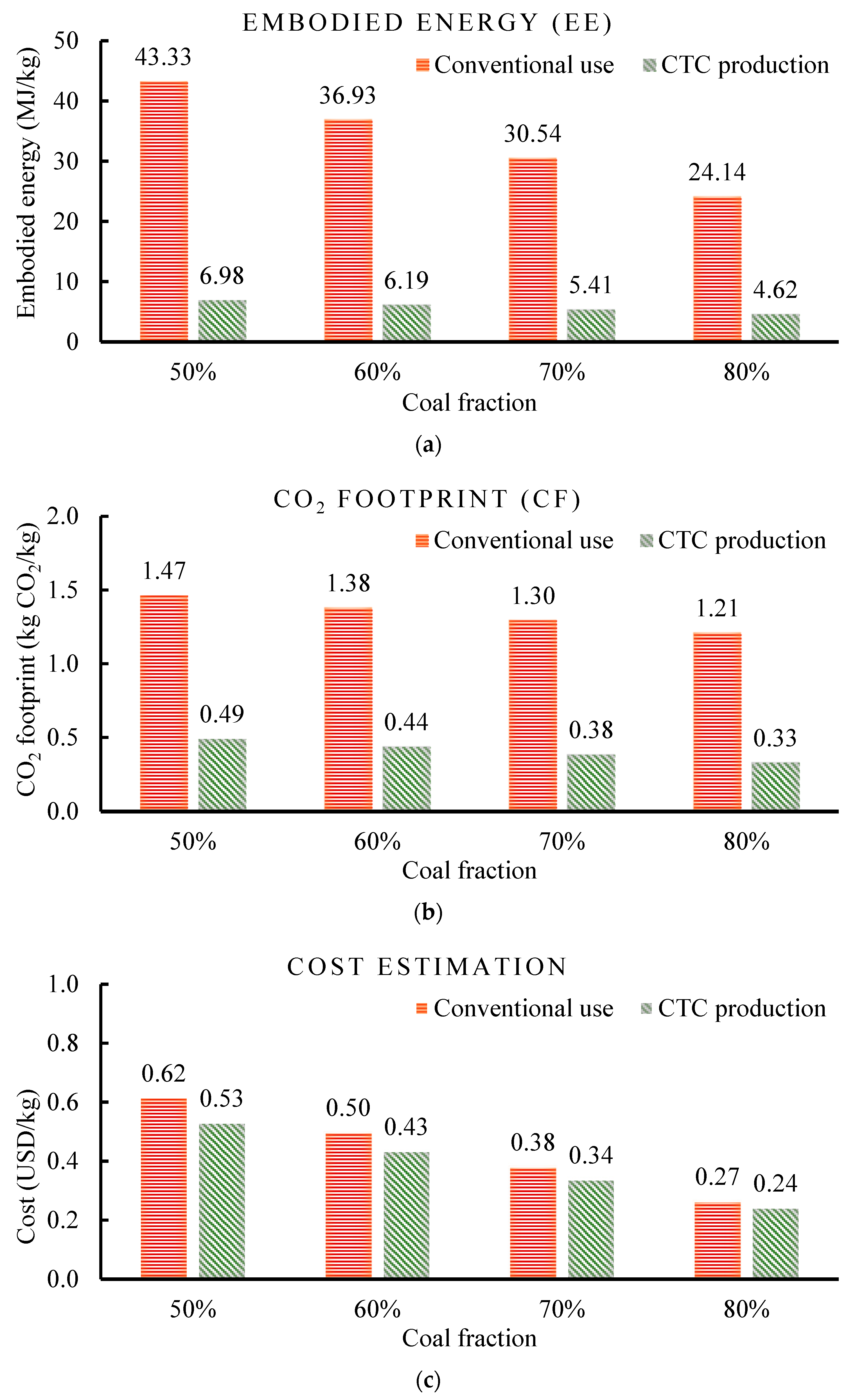
3.4. Life Cycle Assessment
4. Conclusions
- The compressive strength and related moduli decrease with an increase in the coal fraction. The compressive strength varied between 17 and 65 MPa. The good ductility of CTC results in relatively low compressive moduli compared to normal concrete, which is 1.35 GPa.
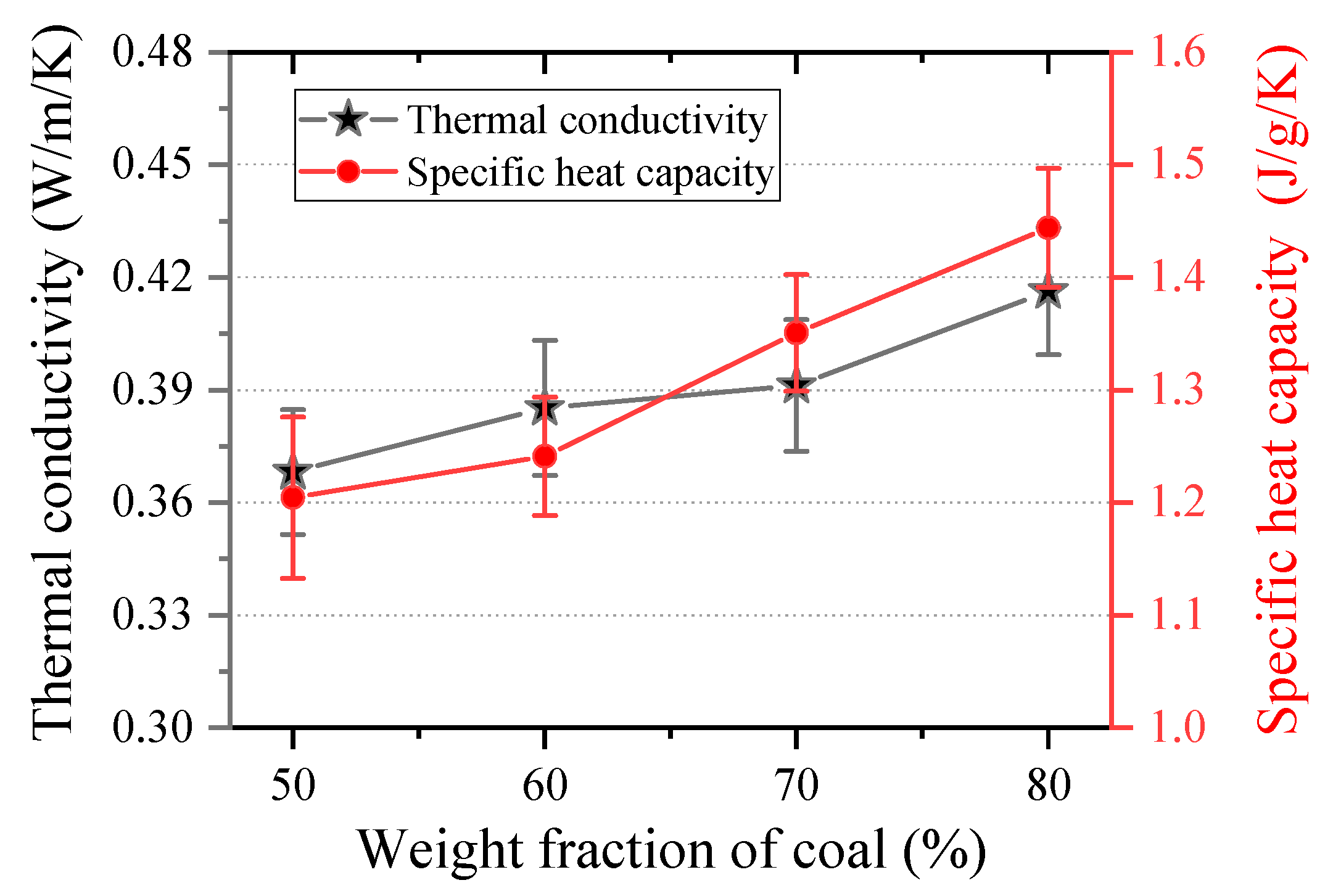
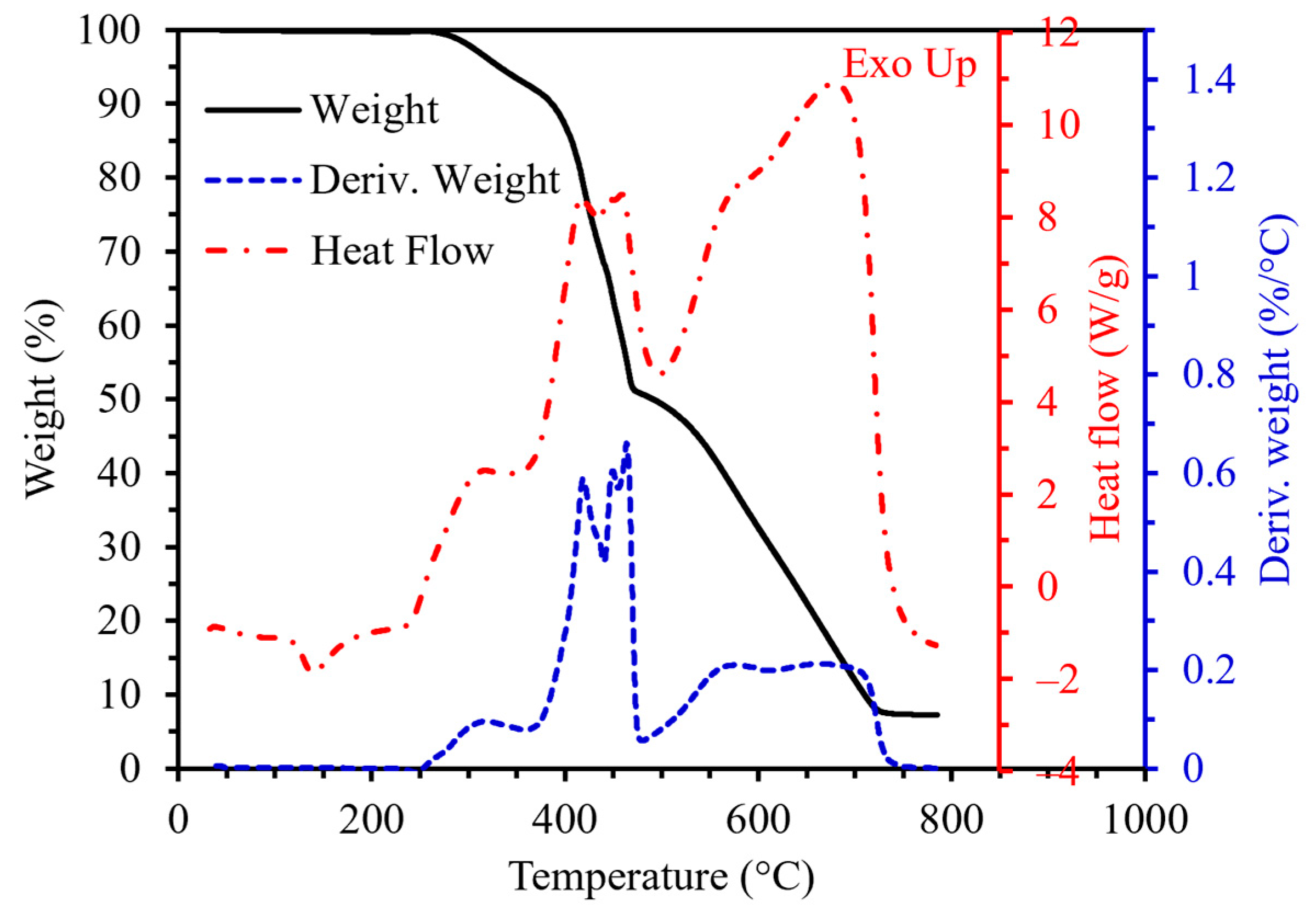
- The CTC is quite stable below 250 °C, evidenced by the absence of weight loss. The thermal conductivity and specific heat capability increase as the coal content increases. Compared to concrete, CTC has approximately half the thermal conductivity and twice the specific heat capacity. These properties make CTC a superior material to concrete as an energy-efficient construction material.
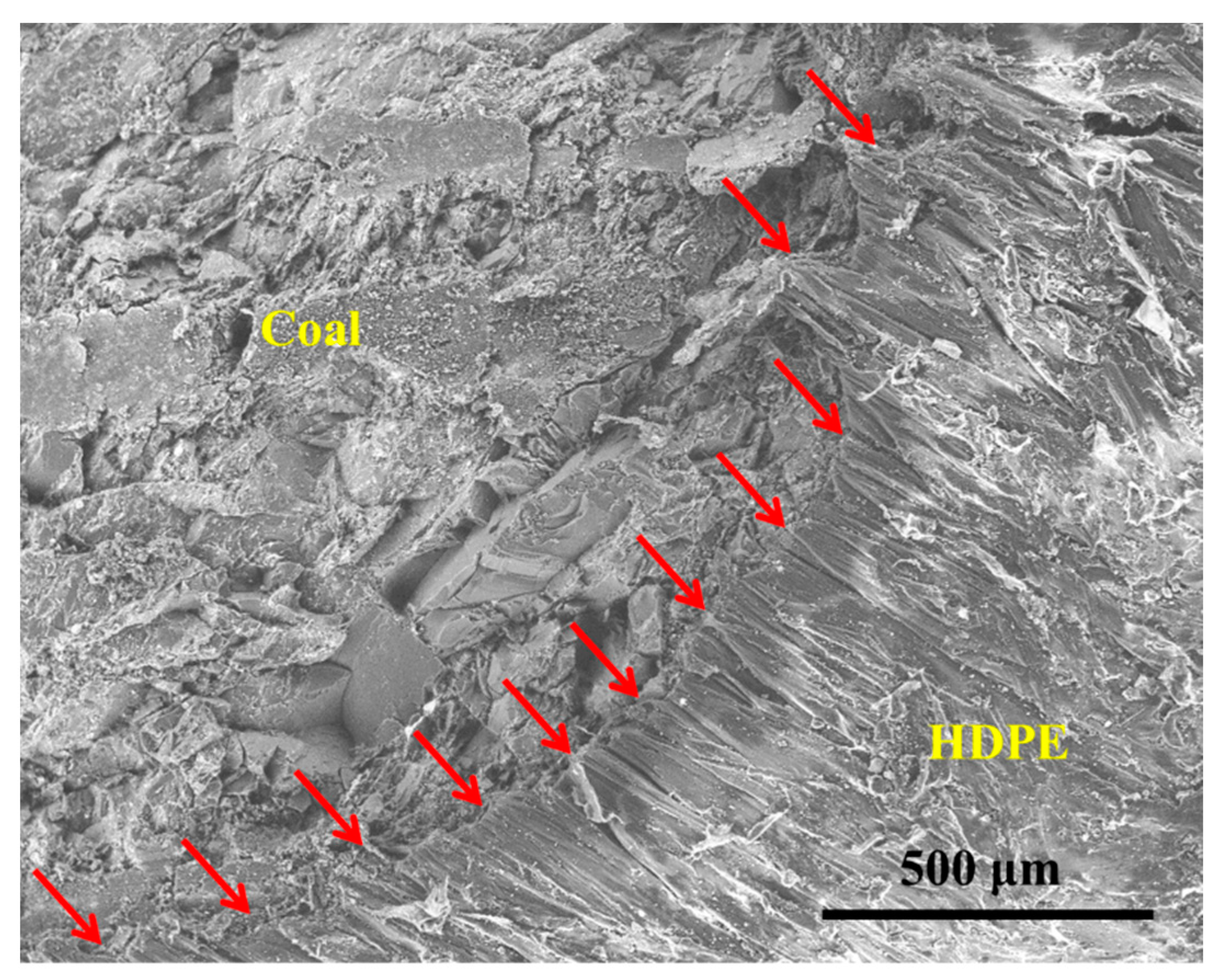
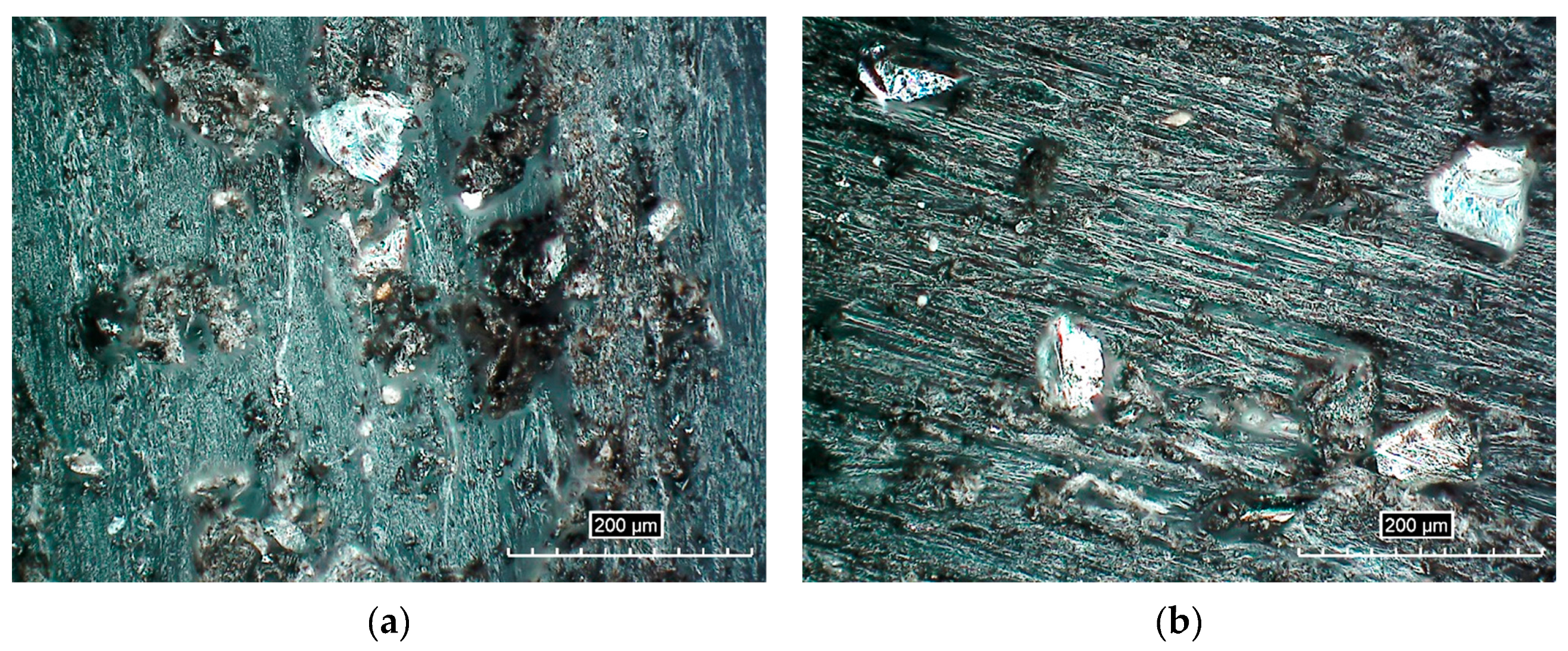
- Fractures and pores are found in the microstructure of coal, indicating that coal is more vulnerable than HDPE. CTC with higher coal content has lower compressive strengths due to a lower binder volume, more loosely contacting coal particles, and more pores. However, the higher porosity of CTC allows for more effective absorption and emission of heat than concrete and masonry.
- Based on the LCA study, the use of coal and plastic to produce CTC results in significant improvements in ecological and economic efficiency. The embodied energy drops by 80–84%, the carbon footprint is reduced by 66–73%, and cost efficiency is improved by 9–14%.
- These findings demonstrate the promising potential of CTC technology in promoting sustainable ecology and economy as a building material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Energy Information Administration (EIA). Annual Energy Review. 2014. Available online: http://www.eia.gov/forecasts/archive/aeo14/ (accessed on 12 January 2023).
- The Association of Plastic Recyclers. Virgin vs. Recycled Plastic Life Cycle Assessment Energy Profile and Life Cycle Assessment Environmental Burdens; The Association of Plastic Recyclers: Washington, DC, USA, 2020. [Google Scholar]
- Nemtzow, D.; Sawyer, K.; Mumme, S.; James, N. Novel Materials in Thermal Energy Storage for Buildings; Thermal Energy Storage Webinar Series; US Department of Energy: Washington, DC, USA, 2020. [Google Scholar]
- Zhang, T.; Yuchi, W.; Bai, Z.; Hou, R.; Feng, Z.; Guo, Z.; Kong, L.; Bai, J.; Meyer, B.; Li, W. Insight into the charging methods effects during clean recycling of plastic by co-pyrolysis with low-rank coal. J. Clean. Prod. 2022, 333, 130168. [Google Scholar] [CrossRef]
- Davim, J.P. Green Composites: Materials, Manufacturing and Engineering; De Gruyter: Berlin, Germany; Boston, MA, USA, 2017. [Google Scholar]
- Hu, G.; Bian, Z.; Xue, R.; Huang, W.; Komarneni, S. Polymer-coal composite as a novel plastic material. Mater. Lett. 2017, 197, 31–34. [Google Scholar] [CrossRef]
- Wang, G.H.; Zhou, A.N.; Hu, X.B. Effect of coal filler on the properties of soy protein plastics. J. Appl. Polym. Sci. 2006, 102, 3134–3143. [Google Scholar]
- Zhu, X.; Pan, Q.; Xu, H.; Lu, J. Effects of coal and ammonium polyphosphate on thermal degradation and flame retardancy of polyethylene terephthalate. J. Polym. Res. 2010, 17, 621–629. [Google Scholar] [CrossRef]
- Al-majali, Y.A.; Chirume, C.T.; Marcum, E.P.; Daramola, D.A.; Kappagantula, K.S.; Trembly, J.P. Coal-filler-based thermoplastic composites as construction materials: A new sustainable end-use application. ACS Sustain. Chem. Eng. 2019, 7, 16870–16878. [Google Scholar] [CrossRef]
- Phillips, L.N.; Kappagantula, K.S.; Trembly, J.P. Mechanical performance of thermoplastic composites using bituminous coal as filler: Study of a potentially sustainable end-use application for Appalachian coal. Polym. Compos. 2019, 40, 591–599. [Google Scholar] [CrossRef]
- Bennington College. The Real Truth About the U.S. Plastics Recycling Rate; Bennington College: Bennington, VT, USA, 2022. [Google Scholar]
- The Association of Plastic Recyclers. Recommit, Reimagine, Rework Recycling; The Association of Plastic Recyclers: Washington, DC, USA, 2022. [Google Scholar]
- Ellen Macarthur Foundation. Global Commitment 2021 Signatory Report; Ellen Macarthur Foundation: Isle of Wight, UK, 2021. [Google Scholar]
- Fact Sheet about the National Recycling Goal: 50 Percent by 2030. 2023. Available online: https://www.epa.gov/recyclingstrategy/fact-sheet-about-national-recycling-goal-50-percent-2030 (accessed on 12 January 2023).
- Kulkarni, P.; Ravekar, V.; Rao, P.R.; Waigokar, S.; Hingankar, S. Recycling of waste HDPE and PP plastic in preparation of plastic brick and its mechanical properties. Clean. Mater. 2022, 5, 100113. [Google Scholar] [CrossRef]
- Kumar, K.; Babu, B.S.; Davim, J.P. Coatings: Materials, Processes, Characterization and Optimization; Springer Nature: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Davim, J.P. Sustainable Manufacturing; Wiley: Hoboken, NJ, USA, 2010. [Google Scholar]
- Dhakate, S.R.; Sharma, S.; Borah, M.; Mathu, R.R.B.; Dhami, T.L. Expanded graphite-based electrically conductive composites as bipolar plate for PEM fuel cell. Int. J. Hydrogen Energy 2008, 33, 7146–7152. [Google Scholar] [CrossRef]
- Hao, W.; Ma, H.; Lu, Z.; Sun, G.; Li, Z. Design of magnesium phosphate cement based composite for high performance bipolar plate of fuel cells. RSC Adv. 2016, 6, 56711–56720. [Google Scholar] [CrossRef]
- Luo, Z.; Ma, Y.; He, H.; Mu, W.; Zhou, X.; Liao, W.; Ma, H. Preparation and characterization of ferrous oxalate cement—A novel acid-base cement. J. Am. Ceram. Soc. 2021, 104, 1120–1131. [Google Scholar] [CrossRef]
- ASTM C109/C109M-20; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or 50 mm cube Specimens). ASTM International: West Conshohocken, PA, USA, 2020.
- Gustafsson, S.E. Transient plane source techniques for thermal conductivity and thermal diffusivity measurements of solid materials. Rev. Sci. Instrum. 1991, 62, 797–804. [Google Scholar] [CrossRef]
- Das, P.; Satapathy, A.; Mishra, M.K. Development and sliding wear response of epoxy composites filled with coal mine overburden material. IOP Conf. Ser. Mater. Sci. Eng. 2018, 338, 012032. [Google Scholar] [CrossRef]
- Asadi, I.; Shafigh, P.; Hassan, Z.F.B.A.; Mahyuddi, N.N.B. Thermal conductivity of concrete—A review. J. Build. Eng. 2018, 20, 81–93. [Google Scholar] [CrossRef]
- Mydin, M.O.; Rozlan, N.A.; Sani, N.M.; Ganesan, S. Analysis of micro-morphology, thermal conductivity, thermal diffusivity and specific heat capacity of coconut fibre reinforced foamed concrete. MATEC Web of Conferences. EDP Sci. 2014, 17, 1020. [Google Scholar]
- Liao, W.; Zeng, C.; Zhuang, Y.; Ma, H.; Deng, W.; Huang, J. Mitigation of thermal curling of concrete slab using phase change material: A feasibility study. Cem. Concr. Compos. 2021, 120, 104021. [Google Scholar] [CrossRef]
- Tavman, I.; Aydogdu, Y.; Kök, M.; Turgut, A.; Ezan, A.T.I.F. Measurement of heat capacity and thermal conductivity of HDPE/expanded graphite nanocomposites by differential scanning calorimetry. Arch. Mater. Sci. 2011, 50, 56–60. [Google Scholar]
- Fu, S.; Feng, X.; Lauke, B.; Mai, Y. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Ahmed, S.; Jones, F.R. A Review of Particulate Reinforcement Theories for Polymer Composites. J. Mater. Sci. 1990, 25, 4933–4942. [Google Scholar] [CrossRef]
- Serge, I.K.; Shen, C.; Jiang, Y. A review of the current work potential of a trombe wall. Renew. Sustain. Energy Rev. 2020, 130, 109947. [Google Scholar] [CrossRef]
- Ashby, M. Materials and the Environment: Eco-Informed Material Choice; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Österle, L. Recycled HDPE with an excellent carbon footprint. Renewable Carbon News, 5 May 2022. [Google Scholar]
- U.S. Energy Information Administration. Coal Data Browser. 2022. Available online: https://www.eia.gov/coal/data/browser/ (accessed on 12 January 2023).
- Istrate, I.; Juan, R.; Martin-gamboa, M.; Domínguez, C.; García-muñoz, R.A.; Dufour, J. Environmental life cycle assessment of the incorporation of recycled high-density polyethylene to polyethylene pipe grade resins. J. Clean. Prod. 2021, 319, 128580. [Google Scholar] [CrossRef]
- Li, D. US Plastics Prices Seen Extending Decline in US as Glut Emerges; Bloomberg: New York, NY, USA, 2022. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Coal | HDPE | Carbon Weight (%) | |
|---|---|---|---|---|
| Density (kg/L) | 1.3–1.5 | 0.97 | – | |
| Carbon content (%) | 65–92 | 86 | – | |
| Weight percentages (%) | Case 1 | 50 | 50 | 75.5–89.0 |
| Case 2 | 60 | 40 | 73.4–89.6 | |
| Case 3 | 70 | 30 | 71.3–90.2 | |
| Case 4 | 80 | 20 | 69.2–90.8 | |
| Coal Fraction | Compressive Strength (MPa) | Elastic Modulus (GPa) | ||
|---|---|---|---|---|
| Mean | SD | Mean | SD | |
| 50% | 64.7 | 0.71 | 1.30 | 0.051 |
| 60% | 55.7 | 1.70 | 1.13 | 0.055 |
| 70% | 42.3 | 1.20 | 0.78 | 0.054 |
| 80% | 16.3 | 1.92 | 0.44 | 0.040 |
| Coal Fraction | Thermal Conductivity (W/m/K) | Specific Heat Capacity (J/g/K) | ||
|---|---|---|---|---|
| Mean | SD | Mean | SD | |
| 50% | 0.37 | 0.017 | 1204.3 | 71.6 |
| 60% | 0.39 | 0.018 | 1241.2 | 52.5 |
| 70% | 0.39 | 0.018 | 1350.7 | 51.9 |
| 80% | 0.42 | 0.017 | 1443.9 | 52.8 |
| Index | Coal | HDPE | Recycled HDPE (rHDPE) | |
|---|---|---|---|---|
| Conventional Use as Fuel for Generating Electricity | Creative Use in the CTC Production | |||
| Embodied energy (EE, MJ/kg) | 11.35 | 0.85 | 75.30 | 8.70 |
| CO2 footprint (CF, kg CO2/kg) | 1.04 | 0.02 | 1.89 | 0.56 |
| Cost (USD/kg) | 0.03 | 0.02 | 1.20 | 0.98 |
| Coal Fraction | Strength (MPa) | Embodied Energy (MJ/kg) | CO2 Footprint (kg CO2e/kg) | Cost (USD/kg) |
|---|---|---|---|---|
| 50% | 64.7 | 83.9% | 66.4% | 13.9% |
| 60% | 55.7 | 83.2% | 68.3% | 13.0% |
| 70% | 42.3 | 82.3% | 70.3% | 11.5% |
| 80% | 16.3 | 80.9% | 72.7% | 8.7% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Liao, W.; Chen, G.; Ma, H. Development and Characterization of Coal-Based Thermoplastic Composite Material for Sustainable Construction. Sustainability 2023, 15, 12446. https://doi.org/10.3390/su151612446
Zhang H, Liao W, Chen G, Ma H. Development and Characterization of Coal-Based Thermoplastic Composite Material for Sustainable Construction. Sustainability. 2023; 15(16):12446. https://doi.org/10.3390/su151612446
Chicago/Turabian StyleZhang, Haibin, Wenyu Liao, Genda Chen, and Hongyan Ma. 2023. "Development and Characterization of Coal-Based Thermoplastic Composite Material for Sustainable Construction" Sustainability 15, no. 16: 12446. https://doi.org/10.3390/su151612446
APA StyleZhang, H., Liao, W., Chen, G., & Ma, H. (2023). Development and Characterization of Coal-Based Thermoplastic Composite Material for Sustainable Construction. Sustainability, 15(16), 12446. https://doi.org/10.3390/su151612446