
Advancements in PET Packaging: Driving Sustainable Solutions for Today’s Consumer Demands

 ,
,  , ,
, , 
Abstract
1. Introduction
2. Production and Consumption of PET
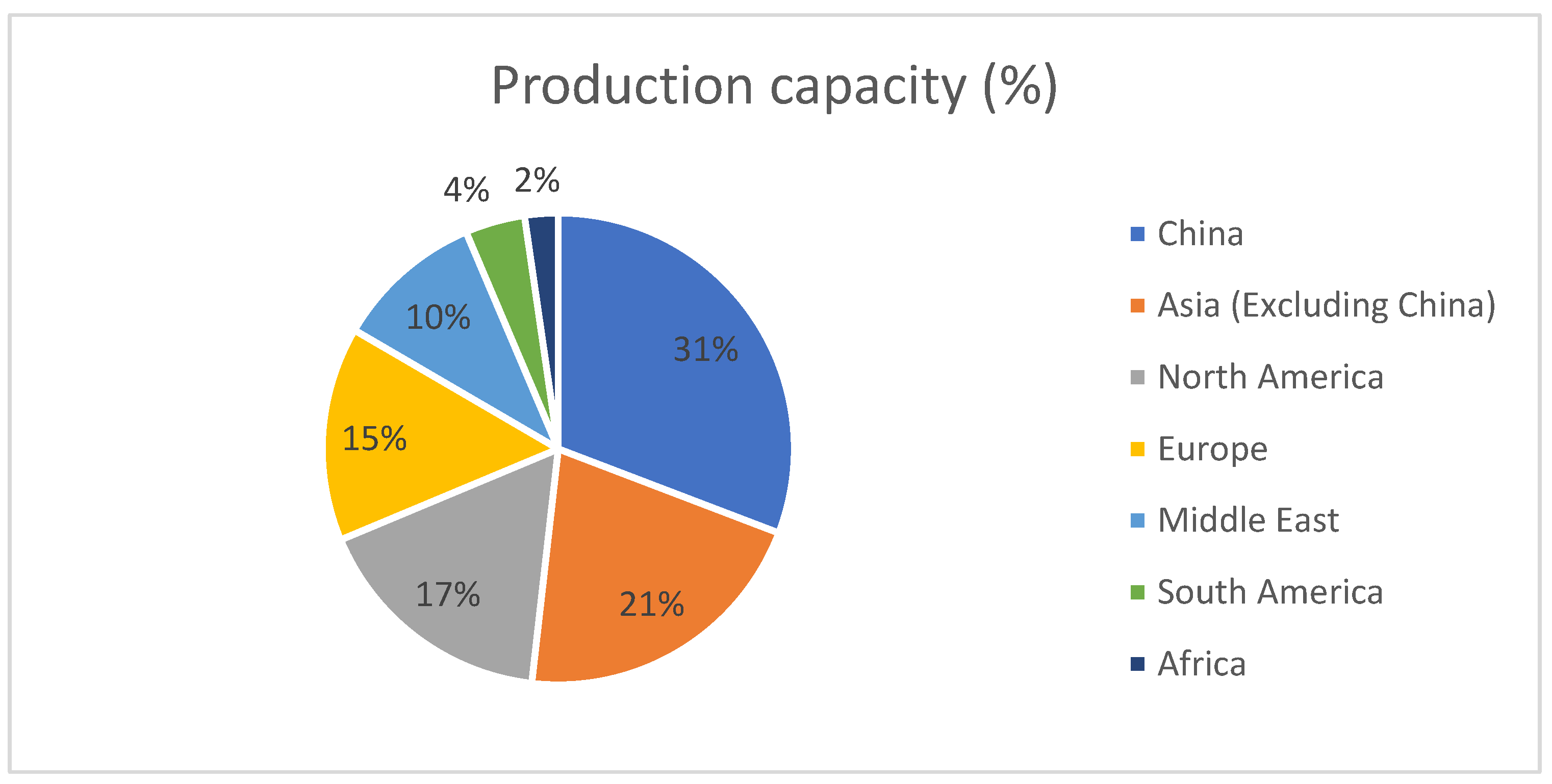
2.1. PET Production
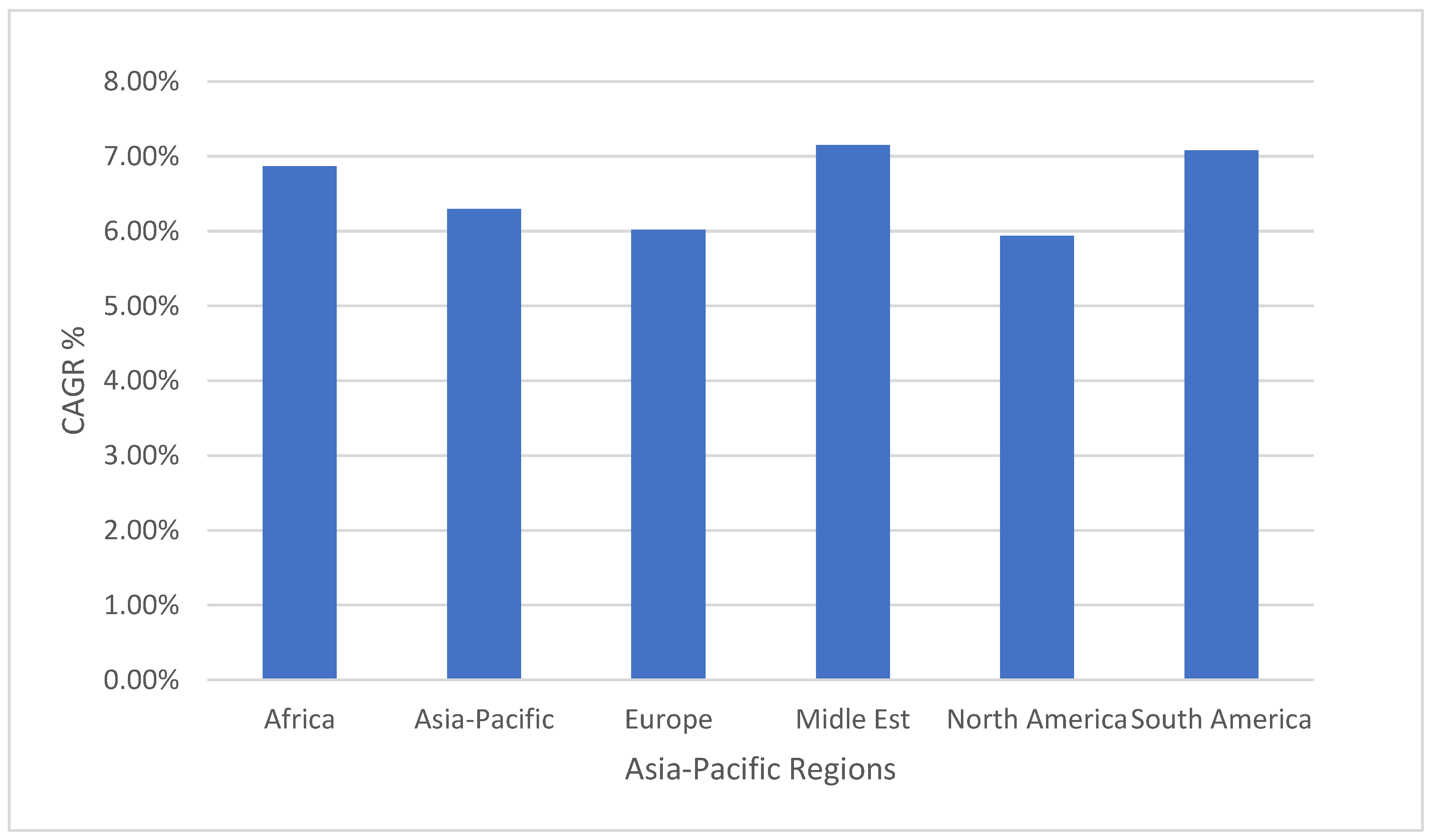
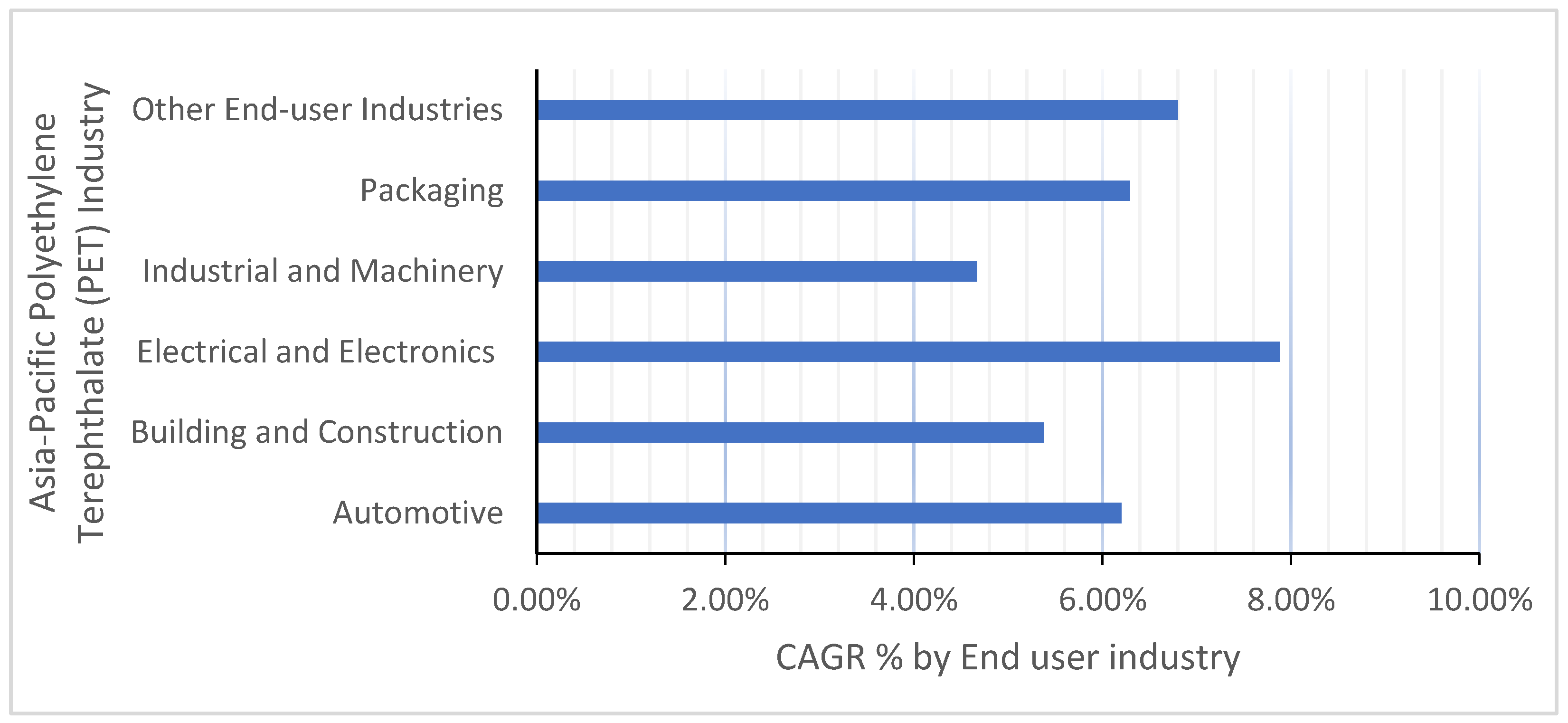
2.2. PET Consumption Market
3. Scenario of PET and Plastic Waste and Its Recycling
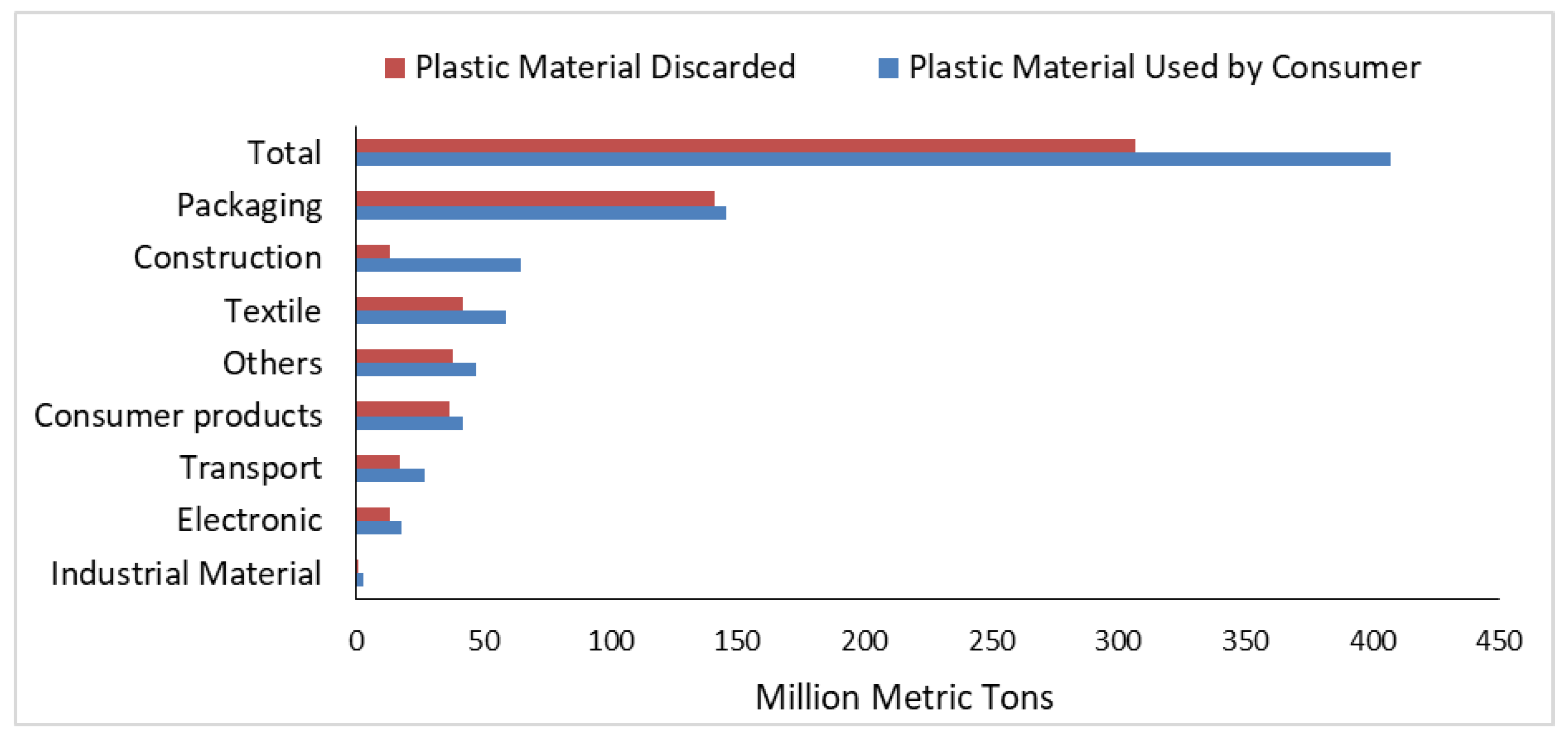
3.1. Global Scenario
3.2. Indian Scenario
3.3. Worldwide Recycling Efforts
3.4. Recycling Efforts in India
4. Unsustainable Disposal Methods of PET/Plastic Waste in Practice
4.1. Disposal in Landfill
4.2. Burning in an Open Environment
4.3. Littering
5. Environment-Friendly (Sustainable) Methods of PET and Plastic Waste Management
5.1. Collection of PET and Plastic Waste from Source
5.2. Separation of Plastic Waste from MSW
5.2.1. Electrostatic Separator
5.2.2. Triboelectric Separation
5.2.3. Air Separator
5.3. Separation of PET Waste from Plastic Waste
6. Methods of Management of Plastic Waste
6.1. Waste-to-Energy Conversion
6.1.1. Pyrolysis
6.1.2. Gasification
6.2. Material Recycling
6.2.1. PET Recycling Techniques
Mechanical Recycling
- A more common process for turning flakes into fibers is direct extrusion. Molten PET is extruded into a mold during the extrusion molding process, where it cools and solidifies to take the shape of the mold. For the production of huge products, PET extrusion molding is used. PET can be easily produced as an extruded material for bottles and jars;
- The melt-extrusion process performed at 280 °C, where PET flakes are extruded into pellets or granules and then melt-extruded into fibers for extrusion molding (Bottle to Bottle PET recycling). It is worth noting that PET can be easily produced in the form of extruded material for bottles and jars, and blowing manufacturing can also be used for jars. This suggests that the same manufacturing process can be used for both bottles and jars made from PET. Technologies and plants are also available for the bottle-to-bottle process, in which PET bottle flakes are directly converted and then blown to make a bottle in an integrated system.
Chemical Recycling
6.3. Methods of Management of PET Waste
- Recycling—Recycling is a key method for managing PET waste. PET bottles and other PET products can be collected, sorted, and processed through mechanical or chemical recycling methods to produce new PET products or other useful materials. Recycling helps to conserve resources, reduce energy consumption, and divert PET waste from landfills;
- Waste separation and collection—Effective waste separation and collection systems are essential for proper PET waste management. Establishing recycling programs, providing separate bins or containers for PET waste, and educating the public about the importance of recycling are crucial steps. Communities, businesses, and governments can work together to implement efficient waste collection systems;
- Extended producer responsibility (EPR)—EPR is an approach whereby producers or manufacturers take responsibility for the entire lifecycle of their products, including proper disposal and recycling. By implementing EPR programs, manufacturers of PET products can design their packaging to be more recyclable, support recycling infrastructure, and take part in the collection and recycling of PET waste;
- Waste-to-energy conversion—In cases where PET waste cannot be effectively recycled, waste-to-energy conversion methods can be considered. Technologies such as incineration or gasification can convert PET waste into energy sources like heat or electricity. However, it is important to ensure that these processes are conducted in an environmentally sound manner, and meet appropriate emissions standards;
- Education and awareness—Educating the public about the importance of proper PET waste management is crucial. Promoting awareness campaigns, providing information on recycling practices, and encouraging responsible consumer behavior can help in reducing PET waste generation and increasing recycling rates;
- Reducing single-use plastics—Addressing the root cause of PET waste involves reducing the consumption of single-use plastics. Encouraging the use of reusable alternatives, promoting sustainable packaging solutions, and supporting initiatives to phase out or limit single-use plastics can significantly reduce the amount of PET waste generated;
- Research and innovation—Continuous research and innovation are important for finding new and improved methods of PET waste management. This includes developing advanced recycling technologies, exploring new uses for recycled PET materials, and finding ways to optimize waste management processes.
7. PET Recycling Techniques
7.1. Mechanical Recycling
- Collection—PET waste, such as used PET bottles, is collected through recycling programs, waste management systems, or dedicated collection points. The proper collection and segregation of PET waste are crucial for effective recycling;
- Sorting and cleaning—Collected PET waste undergoes sorting to separate it from other types of plastic and non-recyclable materials. The sorted PET waste is then thoroughly cleaned to remove contaminants like labels, caps, and residual liquids;
- Shredding and granulating—The cleaned PET waste is shredded into smaller pieces or flakes. The flakes are then further processed into granules or pellets. Shredding and granulation increase the surface area of the PET material, making it easier to handle during subsequent processing;
- Melting and purification—The PET flakes or granules are melted down to a liquid state in high-temperature extruders. During this process, any remaining impurities, such as dyes or additives, are filtered or removed. The purified molten PET is then cooled and solidified;
- Reprocessing—The solidified PET material is usually cut into small pellets or chips, which can be used as feedstock in various manufacturing processes. These processes can include injection molding, blow molding, or extrusion to produce a wide range of PET-based products, such as fibers, films, sheets, bottles, containers, and packaging materials.
7.2. Chemical Recycling
Relative Advantages of Glycolysis over Methanolysis and Hydrolysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Recycling | |
|---|---|
| Advantages | Disadvantages |
| Recycling PET by melt reprocessing is relatively simple, requires lower investments, utilizes established equipment [157,158], is flexible in relation to feedstock volume, and has little adverse environmental effect. |
|
| Chemical Recycling | |
| Advantages | Disadvantages |
|
|
8. Applications of Recycled PET (rPET) Products
9. Governmental Regulations for the Management of PET and Plastic/Waste
10. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Carraher, C.E. Polymer Chemistry, 5th ed.; McGraw-Hill Book Company, Marcel Dekker Inc.: New York, NY, USA, 2000. [Google Scholar]
- Welle, F. Twenty years of PET bottle to bottle recycling-An overview. Resour. Conserv. Recycl. 2011, 55, 865–875. [Google Scholar] [CrossRef]
- Helms, B.A.; Russell, T.P. Reaction: Polymer chemistries enabling cradle-tocradle life cycles for plastics. Chem 2016, 1, 816–818. [Google Scholar] [CrossRef]
- Demirel, B.; Yaraş, A.; Elçiçek, H. Crystallization behavior of PET materials. BalıkesirÜniversitesi Fen Bilim. 2016, 13, 26–35. [Google Scholar]
- Leng, Z.; Padhan, R.K.; Sreeram, A. Production of a sustainable paving material through chemical recycling of waste PET into crumb rubber modified asphalt. J. Clean. Prod. 2018, 180, 682–688. [Google Scholar] [CrossRef]
- Raheem, A.B.; Noor, Z.Z.; Hassan, A.; Hamid, M.K.A.; Samsudin, S.A.; Sabeen, A.H. Current developments in chemical recycling of post-consumer polyethylene terephthalate wastes for new materials production: A review. J. Clean. Prod. 2019, 225, 1052–1064. [Google Scholar] [CrossRef]
- Irwan, J.; Asyraf, R.; Othman, N.; Koh, H.; Annas, M.M.K.; Faisal, S. The mechanical properties of PET fiber reinforced concrete from recycled bottle wastes. Adv. Mater. Res. 2013, 795, 347–351. [Google Scholar]
- Al-Sabagh, A.M.; Yehia, F.Z.; Eshaq, G.H.; Rabie, A.M.; ElMetwally, A.E. Greener routes for recycling of polyethylene terephthalate. Egyptian J. Petrol. 2016, 25, 53–64. [Google Scholar] [CrossRef]
- Coherent Market Insight: Polyethylene-Terephthalate (PET) Market Analysis. Burlingame CA, United States. Available online: https://www.coherentmarketinsights.com/market-insight/polyethylene-terephthalate-market-279 (accessed on 10 July 2023).
- Thompson, R.; Swan, S.; Moore, C.; Vom Saal, F.S. Our plastic age. Phil. Trans. R. Soc. B 2009, 364, 1973–1974. [Google Scholar] [CrossRef]
- Cischem. Com Co., Ltd. Publication. The World Market Analysis of PET Value Chain; Cischem. Com Co., Ltd. Publication: New Delhi, India, 2010. [Google Scholar]
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene Terephthalate (PET) Bottle-to-Bottle Recycling for the Beverage Industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef]
- The Size of the Global Polyethylene Terephthalate (PET) Resin Market Was Estimated at USD 80.9 Million in 2021 and Is Anticipated to Increase from USD 85.11 Million in 2022 to USD 127.67 Million by 2030, Expanding at a CAGR of 5.2% during the Forecast Period (2023–2030). Available online: https://www.skyquestt.com/report/polyethylene-terephthalate-pet-resin-market (accessed on 28 February 2023).
- Polyethylene Terephthalate (PET) Market Size & Share Analysis-Growth Trends & Forecasts Up To 2029. Available online: https://www.mordorintelligence.com/industry-reports/polyethylene-terephtalate-market (accessed on 10 July 2023).
- Market Research Report. Available online: https://www.fortunebusinessinsights.com/industry-reports/polyethylene-terephthalate-pet-market-101743 (accessed on 30 April 2023).
- Mordor Intelligence: Asia-Pacific Polyethylene Terephthalate (Pet) Market Trends. Available online: https://www.mordorintelligence.com/industry-reports/asia-pacific-polyethylene-teraphtalate-pet-market/market-trends (accessed on 10 July 2023).
- Lohr, A.; Savelli, H.; Beunen, R.; Kalz, M.; Ragas, A.; Belleghem, F.V. Solutions for global marine litter pollution. Curr. Opin. Environ. Sustain. 2017, 28, 90–99. [Google Scholar] [CrossRef]
- Phan, A. How We Can Turn Plastic Waste into Green Energy. Available online: https://theconversation.com/how-we-can-turn-plastic-waste-into-green-energy-104072 (accessed on 1 December 2018).
- Schlanger, Z. The World Will Finally Have to Confront Its Massive Plastic Problem Now That China Won’t Handle It. Recycling. Available online: https://getpocket.com/explore/item/the-world-will-finally-have-to-confront-its-massive-plastic-problem-now-that-china-won-t-handle-it (accessed on 20 June 2018).
- EPA. Municipal Solid Waste Generation, Recycling, and Disposal in the United States: Facts and Figures for 2012; Environmental Protection Agency, Office of Solid Waste and Emergency Response: Washington, WA, USA, 2014.
- EPA. Advancing Sustainable Materials Management: Facts and Fig. 2013; USEPA: Washington, DC, USA, 2015.
- Wang, T. Generation of Municipal Solid Waste Worldwide in 2017, by Select Country (in Million Metric Tons). Available online: https://www.statista.com/statistics/916749/global-generation-of-municipal-solid-waste-by-country (accessed on 25 September 2018).
- Seetharaman, G.; Bureau, E.T. India Wants to Double Consumption of Cheap Material in 5 Yrs, What About Its Plastic Waste. The Economic Times, 25 June 2017. [Google Scholar]
- Ramadevi, K.; Manju, R. Experimental investigation on the properties of concrete with plastic PET (Bottle) fibres as fine aggregates. Int. J. Emerg. Technol. Adv. Eng. 2012, 2, 42–46. [Google Scholar]
- CPCB. Material on Plastic Waste Management, June 2012; CPCB: New Delhi, India, 2012. [Google Scholar]
- Sampathkumar, Y. Plastic Bans Spread in India. Winners and Losers Aren’t Who You’d Expect. Available online: https://www.researchgate.net/publication/340244918_Single-use_Plastic_Ban_and_its_Public_Health_Impacts_A_Narrative_Review (accessed on 8 February 2019).
- Brooks, A.L.; Wang, S.; Jambeck, J.R. The Chinese import ban and its impact on global plastic waste trade. Sci. Adv. 2018, 4, eaat0131. [Google Scholar] [CrossRef] [PubMed]
- Carey, J. On the brink of a recycling revolution? Proc. Natl. Acad. Sci. USA 2017, 114, 612–616. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Deng, Y.; Li, S.; Yu, K.; Liu, Y.; Shang, M.; Wang, J.; Shu, J.; Sun, Z.; Chen, M.; et al. Waste Electrical and Electronic Equipment Reutilization in China. Sustainability 2021, 13, 11433. [Google Scholar] [CrossRef]
- PWMI. Introduction of Plastic Recycling in Japan; Plastic Waste Management Institute: Tokyo, Japan, 2013. [Google Scholar]
- The Coca-Cola Company. Coca-Cola Produces world’s First PET Bottle Made Entirely from Plants. Available online: https://www.businesswire.com/news/home/20150603005726/en/Coca-Cola-Produces-World%E2%80%99s-First-PET-Bottle-Made-Entirely-from-Plants (accessed on 4 November 2016).
- Parsons, H. PET Supply Chain Must Innovate to Boost Recycling, Meet Demand: NAPCOR. Available online: https://www.beveragedaily.com/Article/2015/02/12/PET-packaging-recycling-NAPCOR-bale-yield-utilization (accessed on 12 February 2015).
- Lamb, G. Engineering Polymers: Recycling and Post-Consumer Waste. Strategic Business Insights. Available online: https://www.strategicbusinessinsights.com//about/featured/2013/2013-06-post-consumer-waste.shtml (accessed on 30 June 2013).
- Afaqs. Available online: http://www.afaqs.com/news/company_briefs/?id=53021_Bisleri+installs+PET+bottles+recycling+machine+at+Inorbit+Mall (accessed on 14 February 2012).
- VDMA. Market Research Report on Plastic Waste Management Practices &Current Status of Plastic Recycling in India. Available online: https://www.scribd.com/document/375442539/2016-07-27-Market-Research-Report-on-Plastic-Waste-Study (accessed on 31 December 2017).
- Naik, Y. India just Banned All Forms of Disposable Plastic in Its Capital; Mumbai Mirror: Mumbai, India, 2017. [Google Scholar]
- The Himachal Pradesh Non-Biodegradable Garbage (Control) Act. 1995. Available online: https://www.indiacode.nic.in/bitstream/123456789/5300/1/the_himachal_pradesh_non-biodegradable_garbage.pdf (accessed on 10 July 2023).
- The Punjab Plastic Carry Bags (Manufacture, Usage & Disposal) Control (Amendment) Act, 2016. (Punjab Act. No. 21 of 2016). Available online: https://www.indianemployees.com/acts-rules/details/punjab-plastic-carry-bags-manufacture-usage-and-disposal-control-amendment-act-2016 (accessed on 10 July 2023).
- NDTV (India). Haryana Bans Use of Plastic Carry Bags; NDTV: Haryana, India, 2010. [Google Scholar]
- Plastics Europe. Plastics–The Facts 2015 An Analysis of European Plastics Production, Demand and Waste Data. Available online: https://plasticseurope.org/wp-content/uploads/2021/10/2015-Plastics-the-facts.pdf (accessed on 16 December 2015).
- Annepu, R.J. Sustainable Solid Waste Management in India. Master’s Thesis, Columbia University, New York, NY, USA, 2012. [Google Scholar]
- Antrekowitsch, H.; Potesser, M.; Spruzina, W.; Prior, F. Metallurgical recycling of electronic scrap. In Proceedings of the 135th The Minerals, Metals and Materials Society (TMS) Annual Meeting and Exhibition, San Antonio, TX, USA, 12–16 March 2006. [Google Scholar]
- Plastic Waste (Management and Handling) Rules. 2011. Available online: https://thc.nic.in/Central%20Governmental%20Rules/Plastic%20Waste%20Management%20Rules,%202016.pdf (accessed on 18 March 2016).
- The National Environmental Act No. 47 of 1980. Available online: https://leap.unep.org/countries/lk/national-legislation/national-environmental-act-1980-no-47-1980 (accessed on 1 January 1980).
- Gjerde, K.M. Ecosystems and Biodiversity in Deep Waters and High Seas; UNEP Regional Seas Reports and Studies No. 178; UNEP/IUCN: Geneva, Switzerland, 2006; Available online: https://wedocs.unep.org/bitstream/handle/20.500.11822/13602/rsrs178.pdf (accessed on 10 July 2023).
- Ellis, S.; Kantner, S.; Saab, A.; Watson, M. Plastic Grocery Bags: The Ecological Footprint. VIPIRG, Victoria, 1–19. Available online: https://www.yumpu.com/en/document/view/35448984/plastic-grocery-bags-the-ecological-footprint-vipirg (accessed on 22 December 2005).
- Coyle, K. Environmental Literacy Council: Paper or Plastic? Available online: http://www.enviroliteracy.org/article.php/1268.html/pdf (accessed on 20 November 2005).
- Johnson, K.A.; Victor, N.B.; Trinity, A.T. Use of waste plastic materials for road construction in GHANA. Case Stud. Constr. Mater. 2017, 6, 1–7. [Google Scholar]
- Prasad, K.V.R.; Mahendra, S.P.; Kumar, N.S.; Rakesh, S.G.; Vijay, V.; Likith, T.; Yogesh, B.P. Study on utilization of waste plastic in bituminous mixes for road construction. In Proceedings of the International Conference on Futuristic Innovations and Developments in Civil Engineering (ICFiDCe), Sivakasi, Tamil Nadu, India, 18 April 2013; pp. 198–203. [Google Scholar]
- Kumar, K.N.; Rajakumara, H.N. Study of using waste rubber tyres in construction of bituminous road. Int. J. Sci. Eng. Res. 2016, 7, 23–27. [Google Scholar]
- Pedro, D.; Brito, d.J.; Veiga, R. Mortars Made with Fine Granulate from Shredded Tires. J. Mater. Civ. Eng. 2013, 25, 519–529. [Google Scholar] [CrossRef]
- Zhang, S.; Forssberg, E.; Arvidson, B.; Moss, W. Separation mechanism and criteria of a rotating drum eddy-current separator operation. Resour. Conserv. Recycl. 1999, 25, 215–232. [Google Scholar] [CrossRef]
- Lee, J.K.; Shin, J.H. Triboelectrostatic Separation of PVC Materials from Mixed Plastics for Waste Plastic Recycling. Korean J. Chem. Eng. 2002, 19, 267–272. [Google Scholar] [CrossRef]
- Dodbiba, G.; Shibayama, A.; Miyazaki, T.; Fujita, T. Electrostatic separation of the shredded plastic mixtures using a tribo-cyclone. Phys. Sep. Sci. Eng. 2001, 11, 63–92. [Google Scholar] [CrossRef]
- Arai, S.; Ito, S.; Oi, E.; Yotsumoto, H.; Kikuchi, E.; Sakamoto, H. Study of the dry separation of plastics using a column-type air separator. In Proceedings of the Annual Meeting of MIMIJ, Japan; 1995; p. 110. [Google Scholar]
- Ito, S.; Hasuda, T.; Arai, S. Plastics separation by pneumatic separator using differentiated acceleration-deceleration zone. In Proceedings of the 5th International Symposium on East Asian Recycling Technology, Tsukuba, Japan, 15–17 June 1999; Volume 273–276, pp. 15–17. [Google Scholar]
- Nakajima, J.; Nakazawa, H.; Sato, H.; Kudo, Y. Study on air separation of PVC and PET. J. Mini. Mater. Proc. Inst. Jpn. 2001, 117, 123–126. [Google Scholar]
- Dodbiba, G.; Fujita, T. Progress in Separating Plastic Materials for Recycling. Phys. Sep. Sci. Eng. 2004, 13, 165–182. [Google Scholar] [CrossRef]
- Williams, P.C. Implementation of Near-Infrared Technology. In Near-Infrared Technology in the Agricultural and Food Industries, 2nd ed.; Williams, P.C., Norris, K., Eds.; American Association of Cereal Chemists: Paul, MN, USA, 2001. [Google Scholar]
- Lang, G. New on-line process analyzers expand NIR capabilities. Instrum. Control. Syst. 1991, 64, 99–102. [Google Scholar]
- Pickuth, A. Advanced in bridging the gap between laboratory and process on- and in-line NIR spec-trometry of liquids by the combined technologies of AOTF (acousto-optic tunable filter) remote sensing probes with fiber optics, sampling point multiplexing, and uses of chemometric software packages. In Near Infrared Spectrometry; Horwood: Chichester, UK, 1992; pp. 153–158. [Google Scholar]
- Fuller, M.P.; Meyers, M.E. Online FT-MIR/NIR process analysis. Microchem. Acta 1988, 1, 31–34. [Google Scholar] [CrossRef]
- Pascoe, R.; O’Connell, B. Development of a method for separation of PVC and PET using flame treatment and flotation. Miner. Eng. 2003, 16, 1205–1212. [Google Scholar] [CrossRef]
- Kassouf, A.; Maalouly, J.; Rutledge, D.N.; Chebib, H.; Ducruet, V. Rapid discrimination of plastic packaging materials using MIR spectroscopy coupled with independent components analysis (ICA). Waste Manag. 2014, 34, 2131–2138. [Google Scholar] [CrossRef] [PubMed]
- Safavi, S.M.; Masoumi, H.; Mirian, S.S.; Tabrizchi, M. Sorting of polypropylene resins by color in MSW using visible reflectance spectroscopy. Waste Manag. 2010, 29, 2209–2213. [Google Scholar] [CrossRef]
- Sarranti, S.; Gargiulo, A.; Bonifazi, G. The utilization of hyperspectral imaging for impurities glass contaminants detection. Waste Manag. Res. 2010, 24, 48–59. [Google Scholar]
- Florestan, J.; Lachambre, A.; Mermilliod, N.; Boulou, J.C.; Marfisi, C. Recycling of plastics: Automatic identification of polymers by spectroscopic methods. Resour. Conser. Recycl. 1994, 10, 67–741. [Google Scholar] [CrossRef]
- Tamon, T.; Fujii, S.; Inada, K.; Motomura, K.; Nishihara, I.; Fujita, T. A proposal of plastic sensing by infrared absorption using laser diode. In Proceedings of the 16th SICE (The Society of Instrument and Control Engineering) Symposium on Sensing Forum, Japan, 1999; pp. 147–152. Available online: https://dokumen.tips/documents/identification-of-plastics-by-infrared-absorption-using-ingaasp-laser-diode.html?page (accessed on 10 July 2023).
- Inada, K.; Matsuda, R.; Fujiwara, C.; Nomura, M.; Tamon, T.; Nishihara, I.; Takao, T.; Fujita, T. Identification of plastics by infrared absorption using InGaAsp laser diode. Resour. Conser. Recycl. 2001, 33, 131–146. [Google Scholar] [CrossRef]
- Marques, G.A.; Tenório, J.A.S. Use of froth flotation to separate PVC/PET mixtures. Waste Manag. 2000, 20, 265–269. [Google Scholar] [CrossRef]
- Pascoe, R.D. Sorting of plastics using physical separation techniques. Recycling and reuse of waste materials. In Proceedings of the International Symposium. 2003; pp. 173–188. Available online: https://www.icevirtuallibrary.com/doi/abs/10.1680/rarowm.32521.0017 (accessed on 10 July 2023).
- Saisinchai, S. Separation of PVC from PET/PVC mixtures using flotation by calcium lignosulfonate depressant. Eng. J. 2013, 18, 45–54. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E.; Pugh, R.J. Selective flotation separation of plastics by particle control. Resour. Conser. Recycl. 2001, 33, 37–50. [Google Scholar] [CrossRef]
- Pongstabodee, S.; Kunachitpimol, N.; Damronglerd, S. Combination of three-stage sink-float method and selective flotation technique for separation of mixed post-consumer plastic waste. Waste Manag. 2008, 28, 475–483. [Google Scholar] [CrossRef] [PubMed]
- Dodbiba, G.; Haruki, N.; Shibayama, A.; Miyazaki, T.; Fujita, T. Combination of sink–float separation and flotation technique for purification of shredded PET bottle from PE or PP flakes. Int. J. Miner. Process. 2002, 65, 11–29. [Google Scholar] [CrossRef]
- Kangal, M.O. Selective flotation technique for separation of PET and HDPE used in drinking water bottles. Miner. Process. Extr. Metall. Rev. 2010, 31, 214–223. [Google Scholar] [CrossRef]
- Wang, H.; Wang, C.Q.; Fu, J.G.; Gu, G.H. Flotability and flotation separation of polymer materials modulated by wetting agents. Waste Manag. 2014, 34, 309–315. [Google Scholar] [CrossRef] [PubMed]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Conver. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Lopez-Fonseca, R.; Duque-Ingunza, I.; De Rivas, B.; Flores-Giraldo, L.; Guti_errez-Ortiz, J.I. Kinetics of catalytic glycolysis of PET wastes with sodium carbonate. Chem. Eng. J. 2011, 168, 312–320. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Achilias, D.S.; Roupakias, C.; Megalokonomos, P.; Lappas, A.A.; Antonakou, E.V. Chemical recycling of plastic wastes made from polyethylene (LDPE and HDPE) and polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Bhasin, K.C. Plasma Arc Gasification for Waste Management. Available online: https://www.yumpu.com/en/document/view/7381120/plasma-arc-gasification-for-waste-management-electronics-for-you (accessed on 16 February 2009).
- CPCB. Study on Plastic Waste Disposal through “Plasma Pyrolysis Technology”; CPCB: New Delhi, India, 2016. [Google Scholar]
- Westinghouse Plasma Corporation: Westinghouse Plasma Gasification, Hazardous Waste Management. Available online: https://d3pcsg2wjq9izr.cloudfront.net/files/41035/download/449710/ANRG_Energy-Evolved_Brochure.pdf (accessed on 15 July 2014).
- Brems, A.; Baeyens, J.; Vandecasteele, C.; Dewil, R. Polymeric Cracking of Waste Polyethylene Terephthalate to Chemicals and Energy. J. Air Waste Manag. Assoc. 2011, 61, 721–731. [Google Scholar] [CrossRef] [PubMed]
- Brems, A.; Dewil, R.; Baeyens, J.; Zhang, R. Gasification of plastic waste as waste-to-energy or waste-to-syngas recovery route. Nat. Sci. 2013, 5, 695–704. [Google Scholar] [CrossRef]
- Matsunami, J.; Yoshida, S.; Yokota, O.; Nezuka, M.; Tsuji, M.; Tamaura, Y. Gasification of Waste Tyre and Plastic (PET) by Solar Thermochemical Process for Solar Energy Utilization. Sol. Energy 1999, 65, 21–23. [Google Scholar] [CrossRef]
- Miller, C. Polyethylene Terephthalate. Waste Age. 2002, 33, 102–106. [Google Scholar]
- Helwani, Z.; Othman, M.; Aziz, N.; Kim, J.; Fernando, W. Solid heterogeneous catalysts for transesterification of triglycerides with methanol: A review. Appl. Catal. A Gen. 2009, 363, 1–10. [Google Scholar] [CrossRef]
- Patterson, J. Continuous Depolymerization of Poly (Ethylene Terephthalate) via Reactive Extrusion. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2007. [Google Scholar]
- Yoshioko, T.; Motoki, T.; Okuwaki, A. Kinetics of hydrolysis of poly (ethylene terephthalate) powder in sulfuric acid by a modified shrinking-core model. Ind. Eng. Chem. Res. 2001, 40, 75–79. [Google Scholar] [CrossRef]
- Carta, D.; Cao, G.; D’Angeli, C. Chemical recycling of poly (ethylene terephthalate) (PET) by hydrolysis and glycolysis. Environ. Sci. Pollut. Res. 2003, 10, 390–394. [Google Scholar] [CrossRef]
- Goje, A.S.; Mishra, S. Chemical kinetics, simulation, and thermodynamics of glycolytic depolymerization of poly (ethylene terephthalate) waste with catalyst optimization for recycling of value added monomeric products. Macromol. Mater. Eng. 2003, 288, 326–336. [Google Scholar] [CrossRef]
- Yamaye, M.; Hashime, T.; Yamamoto, K. Chemical recycling of poly (ethylene terephthalate). 2. Preparation of terephthalohydroxamic acid and terephthalohydrazide. Ind. Eng. Chem. Res. 2002, 41, 3993–3998. [Google Scholar] [CrossRef]
- Chen, C.H.; Chen, C.Y.; Lo, Y.; Mao, C.; Liao, W.T. Studies of glycolysis of poly (ethylene terephthalate) recycled from postconsumer soft-drink bottles. II. Factorial experimental design. J. Appl. Polym. Sci. 2001, 80, 956–962. [Google Scholar] [CrossRef]
- Chen, C.H.; Chen, C.Y.; Lo, Y.W.; Mao, C.F.; Liao, W.T. Studies of glycolysis of poly (ethylene terephthalate) recycled from postconsumer soft-drink bottles. I. Influences of glycolysis conditions. J. Appl. Polym. Sci. 2001, 80, 943–948. [Google Scholar] [CrossRef]
- Thachnatharen, N.; Shahabuddin, S.; Sridewi, N. The Waste Management of Polyethylene Terephthalate (PET). IOP Conf. Ser. Mater. Sci. Eng. 2021, 1127, 012002. [Google Scholar] [CrossRef]
- Raheem, A.B.; Hassan, A.; Noor, Z.Z.; Samsudin, S.; Abd-Hamid, M.; Bello, A.; Oladokun, O.; Sabeen, A.H.; Shamiri, A. Process simulation of bis (2-hydroxyethyl) terephthalate and its recovery using two stage evaporation systems. Chem. Eng. Trans. 2018, 63, 655–660. [Google Scholar]
- Ikladious, N.E. Recycling of poly (terephthalate): Identification of glycolysis product. J. Elastomers Plast. 2000, 32, 140–151. [Google Scholar] [CrossRef]
- Pardal, F.; Tersac, G. Kinetics of poly (ethylene terephthalate) glycolysis by diethylene glycol. Part II: Effect of temperature, catalyst and polymer morphology. Polym. Degrad. Stab. 2007, 92, 611–616. [Google Scholar] [CrossRef]
- Pardal, F.; Tersac, G. Reactivity of polyesters in glycolysis reactions: Unexpected effect of the chemical structure of the polyester glycolic unit. Polym. Degrad. Stab. 2006, 91, 2809–2812. [Google Scholar] [CrossRef]
- Subramian, P.M. Plastics recycling and waste management in the US. Resour. Conser. Recycl. 2000, 28, 253–263. [Google Scholar] [CrossRef]
- Cakić, S.; Ristić, I.; M-Cincović, M.; Nikolić, N.; Ilić, O.; Stojiljković, D.; B-Simendić, J. Glycolyzed products from PET waste and their application in synthesis of polyurethane dispersions. Prog. Org. Coat. 2012, 74, 115–124. [Google Scholar] [CrossRef]
- Karayannidis, G.; Nikolaidis, A.; Sideridou, I.; Bikiaris, D.; Achilias, D. Chemical recycling of PET by glycolysis: Polymerization and characterization of the dimethacrylatedglycolysate. Macromol. Mater. Eng. 2006, 291, 1338–1347. [Google Scholar] [CrossRef]
- Karayannidis, G.P.; Achilias, D.S. Chemical Recycling of Poly (ethylene terephthalate). Macromol. Mater. Eng. 2007, 292, 128–146. [Google Scholar] [CrossRef]
- Grause, G.; Kaminsky, W.; Fahrbach, G. Hydrolysis of poly (ethylene terephthalate) in a zfluidized bed reactor. Polym. Degrad. Stab. 2004, 55, 571–575. [Google Scholar] [CrossRef]
- Rosmaninho, M.G.; Jardim, E.; Moura, F.C.C.; Ferreira, G.L.; Thom, V.; Yoshida, M.I.; Araujo, M.H.; Lago., R.M. Surface hydrolysis of postconsumer polyethylene terephthalate to produce adsorbents for cationic contaminants. J. Appl. Polym. Sci. 2006, 102, 5284–5291. [Google Scholar] [CrossRef]
- Sirek, M.; Jirousek, J. The Method of Chemical Recycling of Polyethylene Terephthalate. Waste. Patent WO/2001/068581, 20 September 2001. [Google Scholar]
- Goto, M.; Koyamoto, H.; Kodama, A.; Hirose, T.; Nagaoka, S. Depolymerization of polyethylene terephthalate insupercritical methanol. J. Phys. Condens. Matter 2002, 14, 11427–11430. [Google Scholar] [CrossRef]
- Spychaj, T.; Fabryey, E.; Spychaj, S.; Kacperski, M. Aminolysis and aminoglycolysis of waste poly (ethylene terephthalate). J. Mater. Cycles. Waste Manag. 2001, 3, 24–31. [Google Scholar]
- Myren TH, T.; Stinson, T.A.; Mast, Z.J.; Huntzinger, C.G.; Luca, O.R. Chemical and Electrochemical Recycling of End-Use Poly(ethylene terephthalate) (PET) Plastics in Batch, Microwave and Electrochemical Reactors. Molecules 2020, 25, 2742. [Google Scholar] [CrossRef] [PubMed]
- Shukla, S.R.; Harad, A.M. Aminolysis of polyethylene terephthalate waste. Polym. Degrad. Stab. 2006, 91, 1850–1854. [Google Scholar] [CrossRef]
- Hoang, C.N.; Dang, Y.H. Aminolysis of poly (ethylene terephthalate) waste with ethylenediamine and characterization of α, ω-diamine products. Polym. Degrad. Stab. 2003, 98, 697–708. [Google Scholar] [CrossRef]
- Jain, A.; Soni, R.K. Spectroscopic investigation of end products obtained by ammonolysis of poly (ethylene terephthalate) waste in the presence of zinc acetate as a catalyst. J. Polym. Res. 2007, 14, 475–481. [Google Scholar] [CrossRef]
- McDowell, J.T.; Klusio, N.C. Process for Reclaiming Linear Terephthalate Polyester. U.S. Patent 3222299, 7 December 1965. [Google Scholar]
- Khoonkari, M.; Haghighi, A.H.; Sefidbakht, Y.; Shekoohi, K.; Ghaderian, A. Chemical recycling of PET wastes with different catalysts. Int. J. Polym. Sci. 2015, 2015, 124524. [Google Scholar] [CrossRef]
- El-Mejjatti, A.; Harit1, T.; Riahi, A.; Khiari, R.; Bouabdallah, I.; Malek, F. Chemical recycling of poly (ethylene terephthalate). Application to the synthesis of multiblock copolyesters. Express Polym. Lett. 2014, 8, 544–553. [Google Scholar] [CrossRef]
- Bartolome, L.; Imran, M.; Cho, B.G.; Al-Masry, W.A.; Kim, D.H. Recent Developments in the Chemical Recycling of PET, In Material Recycling–Trends and Perspectives; Achilias, D., Ed.; INTECH Open Access: Rijeka, Croatia, 2012; pp. 65–84. [Google Scholar]
- Imran, M.; Kim, D.H.; Al-Masry, W.A.; Mahmood, A.; Hassan, A.; Haider, S.; Ramay, S.M. Manganese-, cobalt-, and zinc-based mixed-oxide spinels as novel catalysts for the chemical recycling of poly(ethylene terephthalate) via glycolysis. Polym. Degrad. Stab. 2013, 98, 904–915. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, S.H. Poly (ethylene terephthalate) recycling for high value-added textiles. Fash. Text. 2014, 1, 1–17. [Google Scholar] [CrossRef]
- Shukla, S.R.; Harad, A.M. Glycolysis of polyethylene terephthalate waste. J. Appl. Polym. Sci. 2005, 97, 513–517. [Google Scholar] [CrossRef]
- Pingale, N.; Palekar, V.; Shukla, S. Glycolysis of postconsumer polyethylene terephthalate waste. J. Appl. Polym. Sci. 2010, 115, 249–254. [Google Scholar] [CrossRef]
- Shukla, S.; Kulkarni, K. Depolymerization of Poly (ethylene terephthalate) waste. J. Appl. Polym. Sci. 2002, 85, 1765–1770. [Google Scholar] [CrossRef]
- Troev, K.; Grancharov, G.; Tsevi, R.; Gitsov, I. A novel catalyst for the glycolysis of poly (ethylene terephthalate). J. Appl. Polym. Sci. 2003, 90, 1148–1152. [Google Scholar] [CrossRef]
- Xi, G.; Lu, M.; Sun, C. Study on depolymerization of waste poly (ethylene terephthalate) into monomer of bis (2-hydroxyethyl terephthalate). Polym. Degrad. Stab. 2005, 87, 117–120. [Google Scholar] [CrossRef]
- Shukla, S.; Palekar, V.; Pingale, N. Zeolite Catalyzed Glycolysis of Poly (ethylene terephthalate) Bottle Waste. J. Appl. Polym. Sci. 2008, 110, 501–516. [Google Scholar] [CrossRef]
- Lopez-Fonseca, R.; Duque-Ingunza, I.; De Rivas, B.; Arnaiz, S.; Gutierrez-Ortiz, J.I. Chemical recycling of post-consumer PET wastes by glycolysis in the presence of metal salts. Polym. Degrad. Stab. 2010, 95, 1022–1028. [Google Scholar] [CrossRef]
- Zhu, M.; Li, S.; Li, Z.; Lu, X.; Zhang, S. Investigation of solid catalysts for glycolysis of polyethylene terephthalate. Chem. Eng. J. 2012, 185–186, 168–177. [Google Scholar] [CrossRef]
- Bartolome, L.; Imran, M.; Lee, K.G.; Sangalang, A.; Ahn, J.K. Superparamagnetic g-Fe2O3 nanoparticles as an easily recoverable catalyst for the chemical recycling of PET. Green Chem. 2014, 16, 279–286. [Google Scholar] [CrossRef]
- Aguado, A.; Martinez, L.; Becerra, L.; Arieta-Araunabena, M.; Arnaiz, S.; Asueta, A.; Robertson, I. Chemical zdepolymerization of PET complex waste: Hydrolysis vs. glycolysis. J. Mater. Cycles Waste Manag. 2014, 16, 201–210. [Google Scholar] [CrossRef]
- Wang, Q.; Geng, Y.; Lu, X.; Zhang, S. First-row transition metal-containing ionic liquids as highly active catalysts for the glycolysis of poly (ethylene terephthalate) (PET). ACS Sustain. Chem. Eng. 2015, 3, 340–348. [Google Scholar] [CrossRef]
- Eshaq, G.; Elmetwally, A.E. (MgeZn)eAl layered double hydroxide as a regenerable catalyst for the catalytic glycolysis of polyethylene terephthalate. J. Mol. Liq. 2016, 214, 1–6. [Google Scholar] [CrossRef]
- Alzuhairi, M.; Khalil, B.; Hadi, R. Nano ZnO Catalyst for Chemical Recycling of Polyethylene terephthalate (PET). Eng. Technol. J. 2017, 35, 831–837. [Google Scholar] [CrossRef]
- Lima, G.R.; Monteiro, W.F.; Ligabue, R.; Santana, R.M.C. Titanate Nanotubes as New Nanostructured Catalyst for Depolymerization of PET by Glycolysis Reaction. Mater. Res. 2017, 20, 588–595. [Google Scholar] [CrossRef]
- Al-Sabagh, A.M.; Yehia, F.Z.; Eissa, A.-M.M.F.; Moustafa, M.E.; Eshaq, G.; Rabie, A.R.M.; Elmetwally, A.E. Glycolysis of poly (ethylene terephthalate) catalyzed by the Lewis base ionic liquid [bmim][OAc]. Ind. Eng. Chem. Res. 2014, 53, 18443–18451. [Google Scholar] [CrossRef]
- Viana, M.E.; Riul, A.; Carvalho, G.M.; Rubira, A.F.; Muniz, E.C. Chemical recycling of PET by catalyzed glycolysis: Kinetics of the heterogeneous reaction. Chem. Eng. J. 2011, 173, 210–219. [Google Scholar] [CrossRef]
- Chaudhary, S.; Surekha, P.; Kumar, D.; Rajagopal, C.; Roy, P.K. Microwav assisted glycolysis of poly (ethylene terepthalate) for preparation of polyester polyols. J. Appl. Polym. Sci. 2013, 129, 2779–2788. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Y.; Li, Z.; Zhang, X.; Zhang, S.; Zhang, Y. Glycolysis of poly (ethylene terephthalate) catalyzed by ionic liquids. Eur. Polym. J. 2009, 45, 1535–1544. [Google Scholar] [CrossRef]
- Pticek Sirocic, A.; Fijacko, A.; Hrnjak-Murgic, Z. Chemical recycling of postconsumer poly (ethylene-terephthalate) bottlesedepolymerization study. Chem. Biochem. Eng. Q 2013, 27, 65–71. [Google Scholar]
- Sinha, V.; Patel, M.R.; Patel, J.V. PET waste management by chemical recycling: A review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Duque-Ingunza, I.; Lopez-Fonseca, R.; De Rivas, B.; Guti_errez-Ortiz, J. Synthesis of unsaturated polyester resin from glycolysed postconsumer PET wastes. J. Mater. Cycles Waste Manag. 2013, 15, 256–263. [Google Scholar] [CrossRef]
- Imran, M.; Kim, B.K.; Han, M.; Cho, B.G. Sub-and supercritical glycolysis of polyethylene terephthalate (PET) into the monomer bis (2-hydroxyethyl) terephthalate (BHET). Polym. Degrad. Stab. 2010, 95, 1686–1693. [Google Scholar] [CrossRef]
- Sangalang, A.; Bartolome, L. Generalized kinetic analysis of heterogeneous PET glycolysis: Nucleation-controlled depolymerization. Polym. Degrad. Stab. 2015, 115, 45–53. [Google Scholar] [CrossRef]
- Asakuma, Y.; Yamamura, Y.; Nakagawa, K.; Maeda, K.; Fukui, K. Mechanism of depolymerization reaction of polyethylene terephthalate: Experimental and theoretical studies. J. Polym. Environ. 2010, 19, 209–216. [Google Scholar] [CrossRef]
- Chen, F.; Wang, G.; Shi, C.; Zhang, Y.; Zhang, L.; Li, W.; Yang, F. Kinetics of glycolysis of poly (ethylene terephthalate) under microwave irradiation. J. Appl. Polym. Sci. 2013, 127, 2809–2815. [Google Scholar] [CrossRef]
- Yasir, A.H.; Khalaf, A.S.; Khalaf, M.N. Preparation and characterization of oligomer from recycled PET and evaluated as a corrosion inhibitor for C-steel material in 0.1 M HCl. Open J. Org. Polym. Mater. 2017, 7, 1–15. [Google Scholar] [CrossRef][Green Version]
- Al-Sabagh, A.M.; Yehia, F.Z.; Eshaq, G.; Elmetwally, A.E. Ionic liquid coordinated ferrous acetate complex immobilized on bentonite as a novel separable catalyst for PET glycolysis. Ind. Eng. Chem. Res. 2015, 54, 12474–12481. [Google Scholar] [CrossRef]
- George, N.; Kurian, T. Recent developments in the chemical recycling of postconsumer poly (ethylene terephthalate) waste. Ind. Eng. Chem. Res. 2014, 53, 14185–14198. [Google Scholar] [CrossRef]
- Pingale, N.; Shukla, S. Microwave assisted ecofriendly recycling of poly (ethylene terephthalate) bottle waste. Eur. Polym. J. 2008, 44, 4151–4156. [Google Scholar] [CrossRef]
- Wang, Q.; Yao, X.; Geng, Y.; Zhou, Q.; Lu, X.; Zhang, S. Deep eutectic solvents as highly active catalysts for the fast and mild glycolysis of poly (ethylene terephthalate) (PET). Green Chem. 2015, 17, 2473–2479. [Google Scholar] [CrossRef]
- Chen, F.; Wang, G.; Li, W.; Yang, F. Glycolysis of poly (ethylene terephthalate) over Mg-Al mixed oxides catalysts derived from hydrotalcites. Ind. Eng. Chem. Res. 2013, 52, 565–571. [Google Scholar] [CrossRef]
- Horn, H.W.; Jones, G.O.; Wei, D.S.; Fukushima, K.; Lecuyer, J.M.; Coady, D.J.; Hedrick, J.L.; Rice, J.E. Mechanisms of organo catalytic amidation and trans-esterification of aromatic esters as a model for the depolymerization of poly (ethylene) terephthalate. J. Phys. Chem. 2012, 116, 12389–12398. [Google Scholar] [CrossRef] [PubMed]
- Sabnis, A.; Bhave, V.; Kathalewar, M.; Mare, S.; Raut, P. New polyester polyol derived from recycled poly (ethylene terephthalate) for coating application. Arch. Appl. Sci. Res. 2012, 4, 85–93. [Google Scholar]
- Abdelaal, M.Y.; Sobahi, T.R.; Makki, M.S.I. Chemical Degradation of Poly (Ethylene Terephthalate). Int. J. Polym. Mater. 2008, 57, 73–80. [Google Scholar] [CrossRef]
- Abdelaal, M.Y.; Sobahi, T.R.; Makki, M.S.I. Chemical transformation of PET waste through glycolysis. Constr. Build. Mater. 2011, 25, 3267–3271. [Google Scholar] [CrossRef]
- Paszun, D.; Spychaj, T. Chemical recycling of poly (ethylene terephthalate). Ind. Eng. Chem. Res. 1997, 36, 1373–1383. [Google Scholar] [CrossRef]
- Badia, J.; Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Thermal analysis as a quality tool for assessing the influence of thermo-mechanical degradation on recycled poly (ethylene terephthalate). Polym. Test. 2009, 28, 169–175. [Google Scholar] [CrossRef]
- Panda, A.K.; Singh, R.; Mishra, D. Thermolysis of waste plastics to liquid fuel: A suitable method for plastic waste management and manufacture of value added productsda world prospective. Renew. Sustain. Energy Rev. 2010, 14, 233–248. [Google Scholar] [CrossRef]
- Dulio, V.; Po, R.; Borrelli, R.; Guarini, A.; Santini, C. Characterization of low-molecular-weight oligomers in recycled poly(ethylene terephthalate). Die Angew. Makromol. Chem. Macromol. Mater. Eng. 1995, 225, 109–122. [Google Scholar]
- Pawlaka, A.; Plutaa, M.; Morawieca, J.; Galeskia, A.; Pracella, M. Characterization of scrap poly (ethylene terephthalate). Eur. Polym. J. 2000, 36, 1875–1884. [Google Scholar] [CrossRef]
- National Association of PET Container Resources (NAPCOR). Report on Postconsumer PET Container Recycling Activity in 2015; NAPCOR: Middleton, WI, USA, 2015; Available online: https://plasticsrecycling.org/images/library/2015-APR-NAPCOR-rate-report.pdf (accessed on 10 July 2023).
- Karayannidis, G.P.; Achilias, D.S.; Sideridou, I.D.; Bikiaris, D.N. Alkyd resins derived from glycolized waste poly (ethylene terephthalate). Eur. Polym. J. 2004, 41, 201–210. [Google Scholar] [CrossRef]
- Kim, J.; Jeong, D.; Son, C.; Lee, Y.; Kim, E.; Moon, I. Synthesis and applications of unsaturated polyester resins based on PET waste. Korean J. Chem. Eng. 2007, 24, 1076–1083. [Google Scholar] [CrossRef]
- Foti, D. Use of recycled waste pet bottles fibers for the reinforcement of concrete. Compos. Struct. 2013, 96, 396–404. [Google Scholar] [CrossRef]
- Sheikh, K.F.; Irwan, J.M.; Othman, N.; Wan, I.M.H. Pull-Out Strength of Polyethylene Terephthalate Bottle Fibre in Concrete Matrix. Malays. Constr. Res. J. 2017, 21, 75–85. [Google Scholar]
- Kim, J.J.; Park, C.; Lee, S.; Lee, S.; Won, J.C. Effect of the geometry of recycled PET fiber reinforcement on shrinkage cracking of cement of cement-based composites. Compos. Part B 2008, 39, 442–450. [Google Scholar] [CrossRef]
- Pelisser, F.; Montedo, O.R.K.; Gleize, P.J.P.; Roman, H.R. Mechanical Properties of Recycled PET Fibers in Concrete. Mater. Res. 2012, 15, 679–686. [Google Scholar] [CrossRef]
- Ingrao, C.; Giudice, A.L.; Tricase, C.; Rana, R.; Siracusa, V. Recycled-PET fibrebased panels for building thermal insulation: Environmental impact and improvement potential assessment for a greener production. Sci. Total Environ. 2014, 493, 914–929. [Google Scholar] [CrossRef]
- Gurudatt, K.; De, P.; Rakshit, A.K.; Bardhan, M.K. Spinning Fibers from Poly (ethylene terephthalate) Bottle-Grade Waste. J. Appl. Polym. Sci. 2003, 90, 3536–3545. [Google Scholar] [CrossRef]
- Saikia, N.; Brito, J.D. Waste Polyethylene Terephthalate as an Aggregate in Concrete. Mater. Res. 2013, 16, 341–350. [Google Scholar] [CrossRef]
- Schut, J.H. Bottle-to-Bottle PET Recycling Uses Silicone Modifier. Plastis Technoogy. Available online: https://www.ptonline.com/articles/bottle-to-bottle-pet-recycling-uses-silicone-modifier (accessed on 31 January 2007).
- Kim, S.B.; Yi, N.H.; Kim, H.Y.; Kim, J.H.J.; Song, Y.C. Material and structural performance evaluation of recycled PET fiber reinforced concrete. Cem. Concr. Compos. 2010, 32, 232–240. [Google Scholar] [CrossRef]
- Frigione, M. Recycling of PET Bottles as Fine Aggregates in Concrete. Waste Manag. 2010, 110, 31–35. [Google Scholar] [CrossRef] [PubMed]
- Saikia, N.; Brito, d.J. Mechanical properties and abrasion behaviour of concrete containing shredded PET bottle waste as a partial substitution of natural aggregate. Constr. Build. Mater. 2014, 52, 236–244. [Google Scholar] [CrossRef]
- Juki, M.I.; Awang, M.; Annas, M.M.K.; Boon, K.H.; Othman, N.; Kadir, A.A.; Roslan, M.A.; Khalid, F.S. Relationship between compressive, splitting tensile and flexural strength of concrete containing granulated waste Polyethylene Terephthalate (PET) bottles–as fine aggregate. Adv. Mater. Res. 2013, 795, 356–359. [Google Scholar]
- Irwani, J.M.; Annaszpb, M.M.K.; Aeslina, A.K.; Othrnan, N.; Koh, H.B.; Asyraf, R.M.; Faisal, S.K. Cracking Propagation of Reinforced Concrete using Polyethylene Terephtalate (PET) bottles as Fine Aggregate. Adv. Mater. Res. 2014, 91, 474–478. [Google Scholar]
- Azhdarpour, A.M.; Nikoudel, M.R.; Taheri, M. The effect of using polyethylene terephthalate particles on physical and strength-related properties of concrete; a laboratory evaluation. Constr. Build. Mater. 2016, 109, 55–62. [Google Scholar] [CrossRef]
- Vishnu, A.; Mohana, V.; Maanasi, S.; Ponmalar, V. Use of Polyethylene Terephthalate in Concrete-A Brief Review. Int. J. Civ. Eng. Technol. 2017, 8, 1171–1176. [Google Scholar]
- Adibfar, M.; Kaghazchi, T.; Asasian, N.; Soleimani, M. Conversion of poly (ethylene terephthalate) waste into activated carbon: Chemical activation and characterization. Chem. Eng. Technol. 2014, 37, 979–986. [Google Scholar] [CrossRef]
- Sarker, M.; Kabir, A.; Rashid, M.M.; Molla, M.; Din Mohammad, A.S.M. Waste Polyethylene Terephthalate (PETE-1) Conversion into Liquid Fuel. J. Fundam. Renew. Energ. Appl. 2011, 1, R101202. [Google Scholar] [CrossRef]
- Vitkauskienė, I.; Makuška, R. Glycolysis of industrial poly (ethylene terephthalate) waste directed to bis (hydroxyethylene) terephthalate and aromatic polyester polyols. CHEMIJA 2008, 19, 29–34. [Google Scholar]
- Purohit, J.; Chawada, G.; Choubisa, B.; Patel, M.; Dholakiya, B. Polyester Polyol Derived from Waste Poly (Ethylene Terephthalate) for Coating Application on Mild Steel. Chem. Sci. J. 2012, 76, 1–7. [Google Scholar]
- Ghaderian, A.; Haghighi, A.H.; Taromi, F.A.; Abdeen, Z.; Boroomand, A.; Taheri, S.M.R. Characterization of rigidpolyurethane foam prepared from recycling of PET waste. Period. Polytech. Chem. Eng. 2015, 59, 296–305. [Google Scholar] [CrossRef]
- Kacperski, M.; Spychaj, T. Rigid Polyurethane Foams with Poly (ethylene terephthalate)/ Triethanolamine Recycling Products. Polym. Adv. Technol. 1999, 10, 620–624. [Google Scholar] [CrossRef]
- Saravari, O.; Vessabutr, B.; Pimpan, V. Synthesis of Urethane Oils from Waste Poly (ethylene terephthalate) Bottles. J. Appl. Polym. Sci. 2003, 92, 3040–3045. [Google Scholar] [CrossRef]
- WML. SECTION 4–Waste Management Legislation Waste Management–Overview. In Handbook on the Implementation of EC Environmental Legislation; Europion Union: Brussels, Belgium, 2008. [Google Scholar]
- National Waste Policy. Implementation Report 2012 and 2013. 2019. Available online: https://www.dcceew.gov.au/sites/default/files/documents/national-waste-policy-implementation-2013.pdf (accessed on 1 April 2014).
- Waste Management in China, 2005. Waste Management in China: Issues and Recommendations. Available online: https://globalrec.org/wp-content/uploads/2014/03/China-Waste-Management-2005.pdf (accessed on 1 May 2005).
- The Waste (England and Wales) Regulations, 2011. 2011 No. 988, Environmental Protection, England and Wales. Available online: https://www.legislation.gov.uk/uksi/2011/988/contents/made (accessed on 28 March 2011).
- Solid Waste Management Rules. 2015. Available online: http://www.indiaenvironmentportal.org.in/content/411423/draft-solid-waste-management-rules-2015 (accessed on 8 April 2016).
- Waste Management and Public Cleansing Law. 1970. Available online: https://www.env.go.jp/en/recycle/basel_conv/files/Waste_Management_and_Public_Cleansing.pdf (accessed on 10 July 2023).
- Boyle, C.A. Solid waste management in New Zealand. Waste Manag. 2000, 20, 517–526. [Google Scholar] [CrossRef]
- Waste Minimization Act. 2008. Available online: https://environment.govt.nz/acts-and-regulations/acts/waste-minimisation-act-2008 (accessed on 31 December 2008).
- Byung, J.K.; Chai, S.G.; Seung, J.Y.; Yong, H.L.; John, T.B. Korean Waste Management Law and Waste Disposal Forms; USACERL Special Report N-91/19. 1991. Available online: https://apps.dtic.mil/sti/pdfs/ADA235501.pdf (accessed on 10 July 2023).
- RCRA: Resource Conservation and Recovery Act, P.L. 94–580, 90 Stat. 2795 42 U.S.C. 6901, October 21, 1976. RCRA Recycling Bins. Available online: https://libraryguides.law.pace.edu/RCRA (accessed on 10 November 2011).
- Code of Federal Regulations: Part 243-Criteria for Municipal Solid Waste Landfills. 26. 2012. Available online: https://www.govinfo.gov/content/pkg/CFR-2012-title40-vol26/xml/CFR-2012-title40-vol26-part258.xml (accessed on 10 July 2023).
- Code of Federal Regulations: Part 243-Guidelines for the Storage and Collection of Residential, Commercial, and Institutional Solid Waste. 26. 2012. Available online: https://www.govinfo.gov/content/pkg/CFR-2012-title40-vol26/xml/CFR-2012-title40-vol26-part243.xml. (accessed on 10 July 2023).
- Occupational safety and health: Environmental, Climate ad Sustainable Development laws; FIN-2011-L-112217. Available online: https://www.ilo.org/dyn/natlex/natlex4.detail?p_isn=112217&p_lang (accessed on 10 July 2023).
- Keuc, A. Waste Management in Slovenia. Available online: http://www.umanotera.org/ (accessed on 10 July 2023).






| Material in MSW | % of MSW Generated in 2013 |
|---|---|
| Paper | 27 |
| Food | 15 |
| Yard trimming | 13 |
| Plastics | 13 |
| Metals | 9 |
| Rubber, leather and textiles | 9 |
| Wood | 6 |
| Glass | 5 |
| Other | 3 |
| Metropolitan Cities in India | Plastic Waste Generated (Tons per Day) | Population (2011) (Millions) | GDP per Capita 2013 ($) |
|---|---|---|---|
| Delhi | 690 | 11.0 | 3580 |
| Chennai | 429 | 4.7 | 1860 |
| Kolkota | 426 | 4.5 | 1110 |
| Mumbai | 408 | 12.4 | 1990 |
| Bengaluru | 314 | 8.4 | 1430 |
| Sr. No. | Name of States | Impact | Year | Importance |
|---|---|---|---|---|
| 1. | Local—New Delhi | Limited because of weak enforcement. | 2017 | Ban entirely all types of single-use plastics in New Delhi [36]. |
| 2. | Local—Himachal Pradesh | Significant decrease in plastic pollution. | 2014 | The Indian state of Himachal Pradesh has banned the production, storage, sale, use, and distribution of non-biodegradable plastic bags that are less than 70 microns in thickness under the Himachal Pradesh Non-Biodegradable Garbage (Control) Act, 1995. In 2011, the state also introduced a ban on disposable plastic products such as plastic cups, drinking glasses, and plates [37]. |
| 3. | Local—Punjab | Information not available. | 2016 | The state of Punjab in India has implemented a ban on the manufacture, stocking, distribution, sale, or use of single-use containers and plastic carry bags under the Punjab Plastic Carry Bags (Manufacture, Usage, and Disposal) Control. [38]. |
| 4. | Haryana | Limited because of weak enforcement. | 2010 | The state of Haryana in India has also implemented a ban on the manufacture, stocking, distribution, sale, or use of plastic carry bags [39]. |
| 5. | Local—Maharashtra | Information not available. | 2018 | The state of Maharashtra in India has placed a ban on plastic bags less than 50 microns [36]. |
| 6. | Local—Karnataka | Plastic bags stay to be both available and commonly used. | 2016 | The state of Karnataka in India banned manufacturing and sale of plastic bags. |
| 7. | Local—West Bengal | Plastic bags are still commonly used. Implementation is limited. | 2001 | The state of West Bengal in India banned plastic bags of less than 40 microns and has enforced a blanket ban. |
| 8. | Local—Kerala | Information not available. | 2016 | The state of Kerala has placed a ban on plastic bags less than 50 microns. |
| 9. | Local—Sikkim | While plastic bags are still typical, majority switched to paper bags or newspapers (66%). | 1998 | The state of Sikkim in India has placed a ban on purchasing of goods and materials in plastic covers or plastic bags. |
| Techniques | Tools/Process | Different Types of Recovered Materials | References | |
|---|---|---|---|---|
| Dry Separation technique | Conveyor, resin/color detector, and air-jet ejector | PET and PVC | [59,60,61,62,63,64,65,66] | |
| IR method for detection | FTIR | |||
| Acoust-optic tunable filter | ||||
| Optical filter | ||||
| IR with a diffraction grating | ||||
| Raman spectroscopy | PET and PVC | [67] | ||
| InGaAsP laser diode | PET and PVC | [68,69] | ||
| Air separator | PET and PVC | [57] | ||
| Wet Separation techniques | Flotation | PVC/PET | [70,71,72] | |
| Seven kinds of plastics, including (PVC, PET, PS, ABS, etc.) | [73] | |||
| Sink–float method and selective Flotation technique | HDPE, PP, PET, PVC, PS, and ABS. | [74,75,76,77] | ||
| Chemical Recycling Techniques | Reactant | References |
|---|---|---|
| Glycolysis | Ethylene glycol or diethylene glycol or propylene glycol dimethacrylated glycolysate | [99,100,101,102,103,104] |
| Hydrolysis | Water or acid or alkali | [105,106,107,108] |
| Methanolysis | Methanol | [109] |
| Aminolysis | Amine | [110,111,112,113] |
| Ammonolysis | Ammonia | [114] |
| Catalysts | EG/PET Ratio | PET/Catalyst Wt. Ratio | T °C | Time Minutes | BHET Yield (%) | Reference |
|---|---|---|---|---|---|---|
| Zinc Acetate Lead Acetate Sodium Carbonate Sodium Bicarbonate | 6:1 (m/m) | 0.005 | 190 | 480 | 62.51 61.65 61.5 61.94 | [123] |
| Zinc Acetate Titanium Phosphate | 2.77:1 (m/m) | 0.003 | 200 | 150 | 62.8 97.5 | [124] |
| Zinc Acetate | 5:1 (w/w) | 0.01 | 196 | 180 | 85.6 | [125] |
| Acetic Acid Lithium hydroxide Sodium sulfate Potassium Sulfate | 6:1 (m/m) | 0.005 | 190 | 480 | 62.42 62.50 65.72 64.42 | [121] |
| Β-zeolite γ-zeolite | 6:1 (m/m) | 0.01 | 196 | 480 | 66 65 | [126] |
| Magnesium Chloride Ferric Chloride Lithium chloride Didymium Chloride Zinc Chloride | 10:1 (m/m) | 0.005 | 197 | 480 | 55.67 56.28 59.46 71.01 73.24 | [122] |
| Sodium carbonate | 2.45:1 (w/w) | 0.01 | 196 | 60 | 78.94 | [127] |
| SO4−2/ZnO-TiO2 | 5.63:1 (w/w) | 0.003 | 180 | 180 | 91.9 | [128] |
| ϒ-Fe2O3 | 3.7:1 | 0.0005 | 300 | 60 | >90 | [129] |
| Zn (OAc)2 | 6:1 | 0.002 | 208 | 150 | 85 | [130] |
| Bmim2 | 4:1 | 0.2 | 175 | 90 | 95.7 | [131] |
| (Mg-Zn)-Al | 10:1 | 0.01 | 190 | 180 | 75 | [132] |
| Nano ZnO | 4:1 | 0.0005 | 190 | 80 | 90 | [133] |
| Zinc Acetate TNT (Titanate Nanotubes) | 4:1 4:1 | 0.0033 0.0033 | 196 196 | 120 120 | 82.6 76.7 | [134] |
| S. No | PET Glycolysis Methods | References | |
|---|---|---|---|
| 1 | Kinetics of PET waste glycolytic degradation. | [135,136,137,138,139,140,141,142,143] | |
| 2 | Theoretical and simulation research on PET glycolysis depolymerization. | [144] | |
| 3 | Microwave glycolysis depolymerization of PET. | [116,143,145] | |
| 4 | PET glycolysis depolymerization catalysts | Organometallic catalysts (heavy metal salt) | [119,127,136,146,147] |
| Non-toxic metal salt (ionic liquid) | [147,148,149] | ||
| Deep eutectic solvent catalyst | [150] | ||
| Regenerable or recoverable catalysts | [151] | ||
| Large-surface-area catalysts | [129] | ||
| Other types of catalysts | [152] | ||
| Name of Product | Applications (%) |
|---|---|
| Fiber | 38% |
| Food and Beverage Bottles | 25% |
| Sheet and Film | 24% |
| Strapping | 7% |
| Non-food Bottles | 4% |
| Other | 2% |
| Products from PET Recycling | Applications | References |
|---|---|---|
| rPET Fiber |
| [162,163,164,165,166,167,168] |
| rPET Resin |
| [169] |
| rPET Pellets |
| [170,171] |
| rPET flakes |
| [172,173,174,175,176,177,178] |
| Activated Carbon or Activated Charcoal |
| [179] |
| Hydrocarbon Liquid Fuel |
| [180] |
| Polyester polyols |
| [181,182] |
| Polyurethane |
| [183] |
| Polyurethane Foam |
| [184] |
| Urethane Oil |
| [185] |
| Country | Act/Regulation/Policies | Salient Details | References |
|---|---|---|---|
| Australia | National Waste Policy-2009 | The policy aims to:
| [187] |
| China | Waste Management in China: Issues and Recommendations—Urban Development Working Papers East Asia Infrastructure Department World Bank—Working Paper No. 9—May 2005 |
| [188] |
| England | Environmental protection, England and Wales—The Waste (England and Wales) Regulations, No. 288, 2011 |
| [189] |
| India |
|
| [190] |
| Japan | Waste Management and Public Cleansing Law— Law No. 137 of 1970 (amended last in 2001) |
| [191] |
| New Zealand | Waste Management Policy—First formulated in 1995 |
| [192,193] |
| Waste minimization act, 2008 |
| ||
| South Korea | Korea Waste Management Law and Waste Disposal Forms—1991 |
| [194] |
| USA | Resource Conservation and Recovery Act (RCRA) 1976, with amendments from time to time. |
| [195] |
| Code of Federal Regulations—Title 40, Volume 26, Pt. 258)—2012 |
| [196] | |
| Code of Federal Regulations—Title 40, Volume 26, Pt. 243)—2012 |
| [197] | |
| Norway | Pollution Control Act 1981 (amended last on 20 June 2003) |
| Pollution Control Act 1981 |
| Finland | Waste Act (646/2011) |
| [198] |
| Slovenia | The Rules on Waste Disposal (2002) |
| [199] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raj, B.; Rahul, J.; Singh, P.K.; Rao, V.V.L.K.; Kumar, J.; Dwivedi, N.; Kumar, P.; Singh, D.; Strzałkowski, K. Advancements in PET Packaging: Driving Sustainable Solutions for Today’s Consumer Demands. Sustainability 2023, 15, 12269. https://doi.org/10.3390/su151612269
Raj B, Rahul J, Singh PK, Rao VVLK, Kumar J, Dwivedi N, Kumar P, Singh D, Strzałkowski K. Advancements in PET Packaging: Driving Sustainable Solutions for Today’s Consumer Demands. Sustainability. 2023; 15(16):12269. https://doi.org/10.3390/su151612269
Chicago/Turabian StyleRaj, Beenu, Jitin Rahul, Pramod K. Singh, Velidandi V. L. Kanta Rao, Jagdish Kumar, Neetu Dwivedi, Pravita Kumar, Diksha Singh, and Karol Strzałkowski. 2023. "Advancements in PET Packaging: Driving Sustainable Solutions for Today’s Consumer Demands" Sustainability 15, no. 16: 12269. https://doi.org/10.3390/su151612269
APA StyleRaj, B., Rahul, J., Singh, P. K., Rao, V. V. L. K., Kumar, J., Dwivedi, N., Kumar, P., Singh, D., & Strzałkowski, K. (2023). Advancements in PET Packaging: Driving Sustainable Solutions for Today’s Consumer Demands. Sustainability, 15(16), 12269. https://doi.org/10.3390/su151612269