
Waste to Hydrogen: Elaboration of Hydroreactive Materials from Magnesium-Aluminum Scrap

 ,
,  ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Original Materials and Powder Preparation Procedure
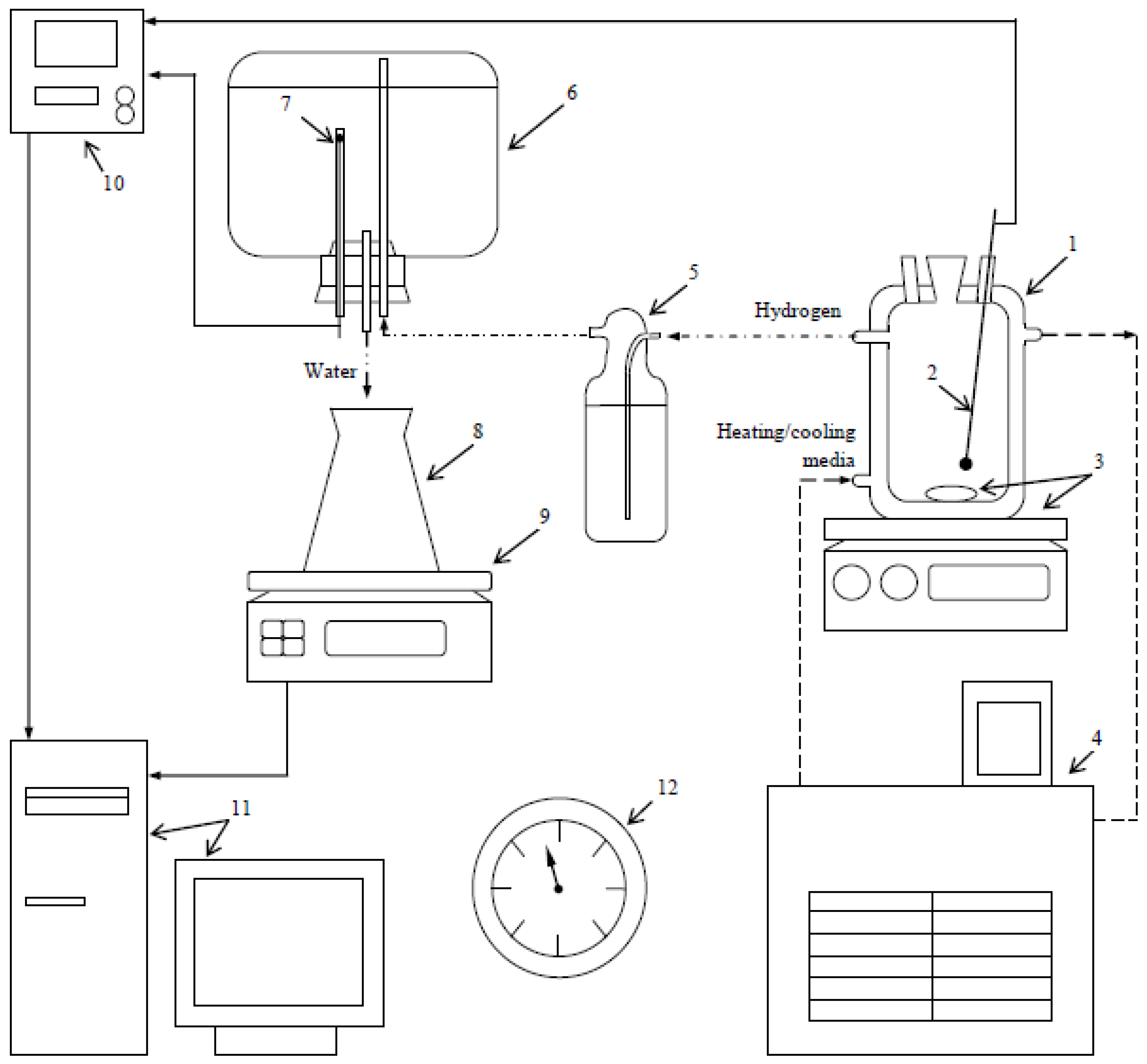
2.2. Experimental Facility and Procedure
2.3. Methods and Equipment for Sample Analyzing
3. Results and Discussion
3.1. Characteristics of Hydroreactive Powders
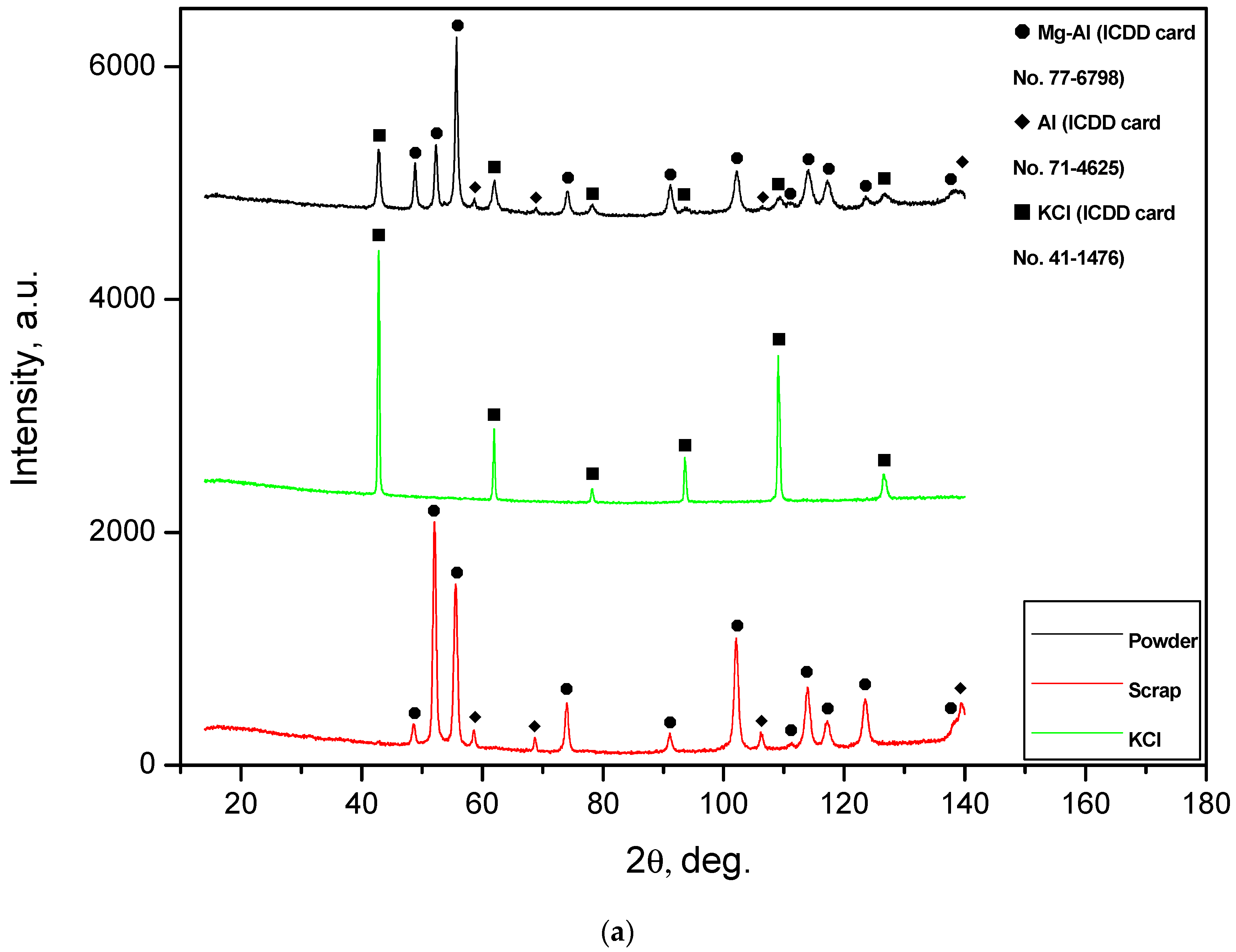
3.1.1. X-ray Diffraction Analysis
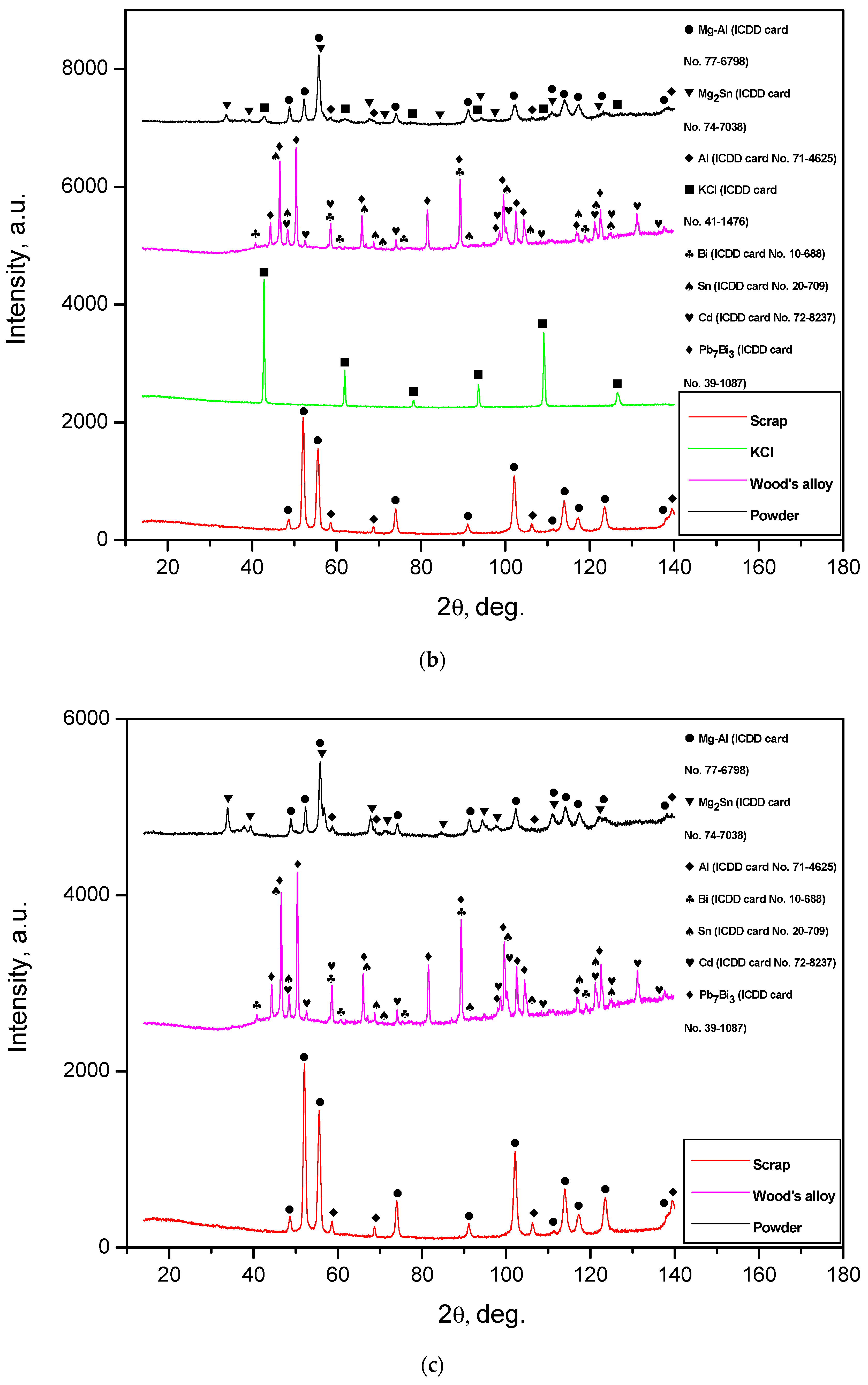
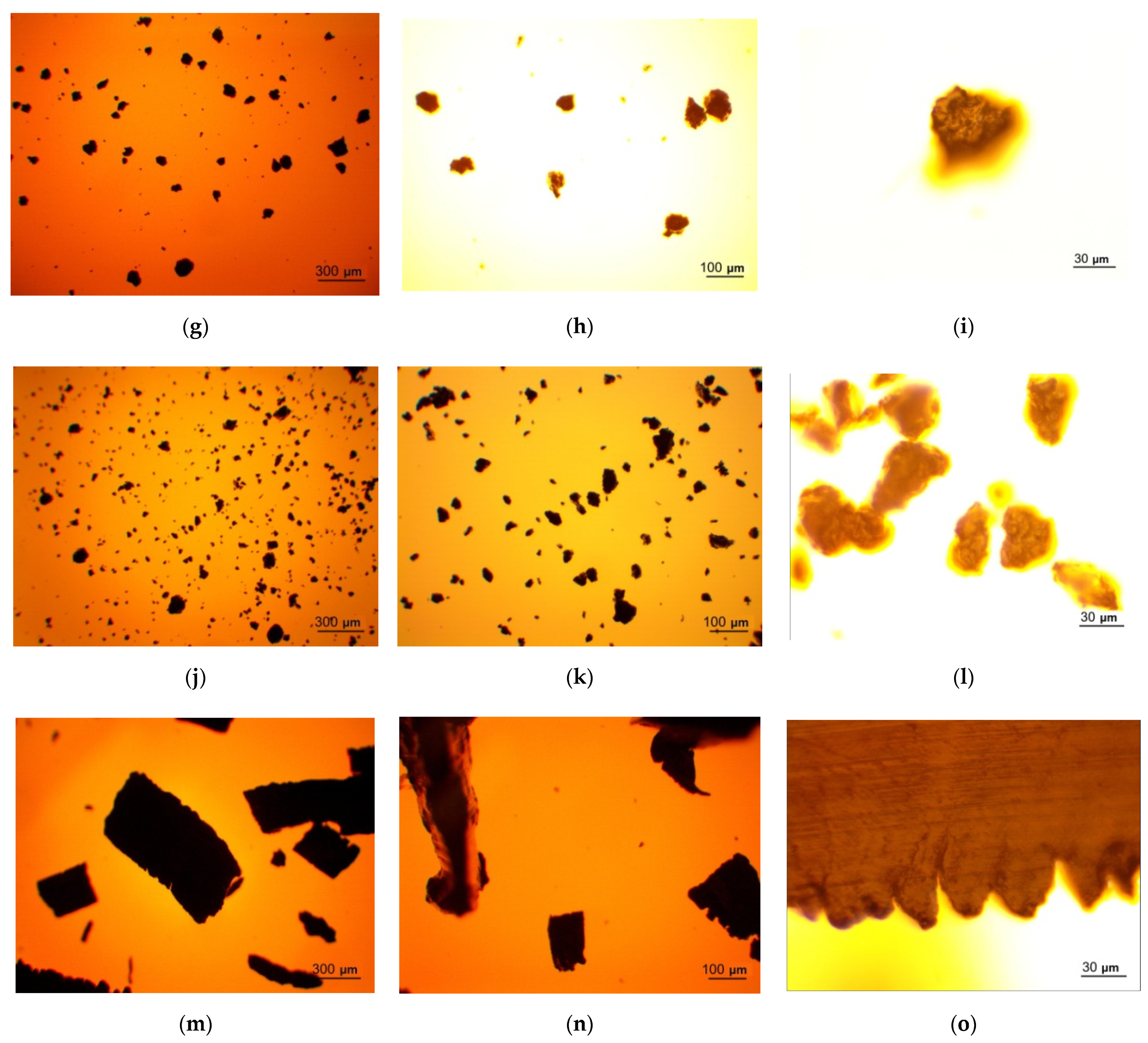
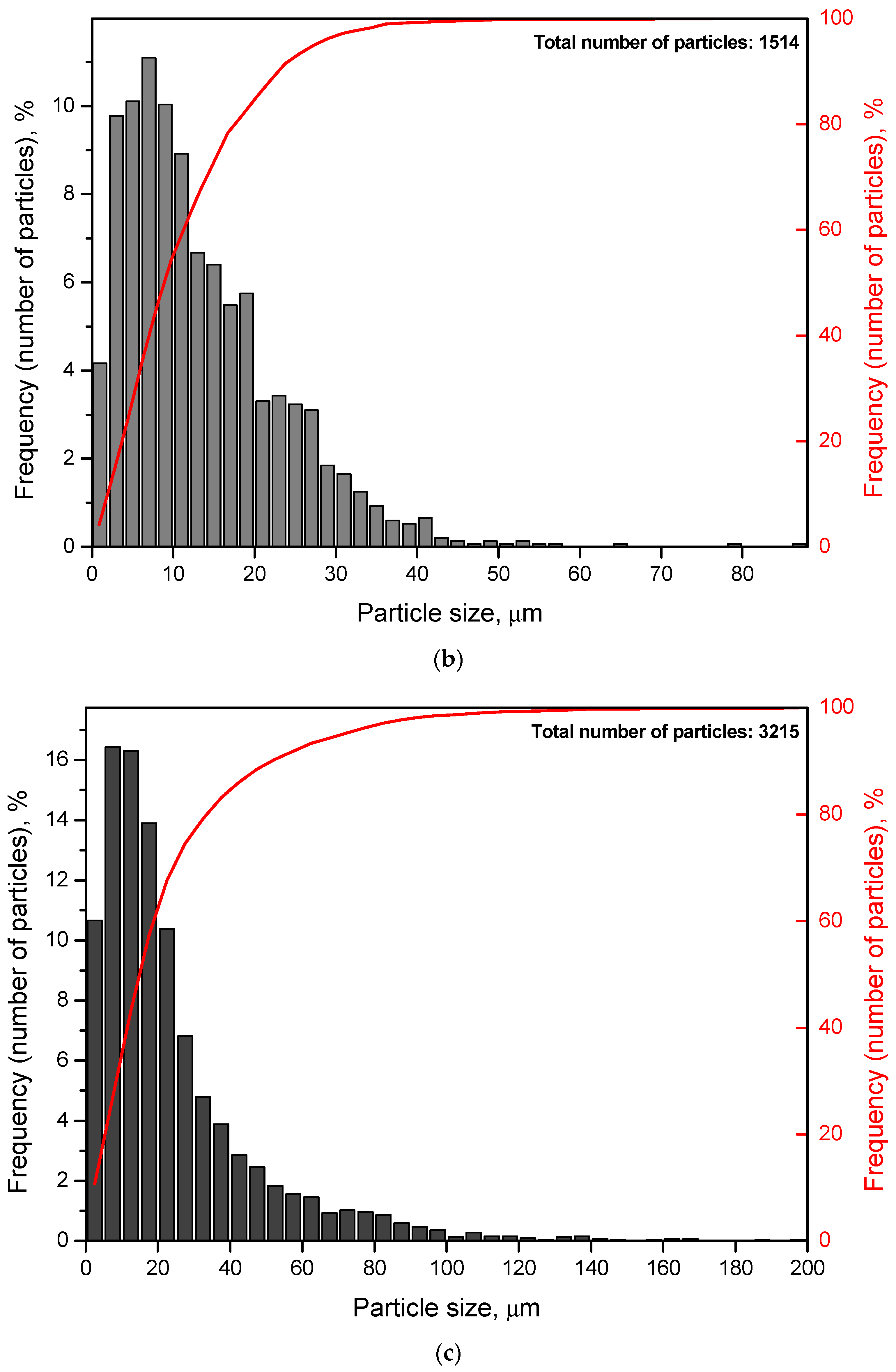
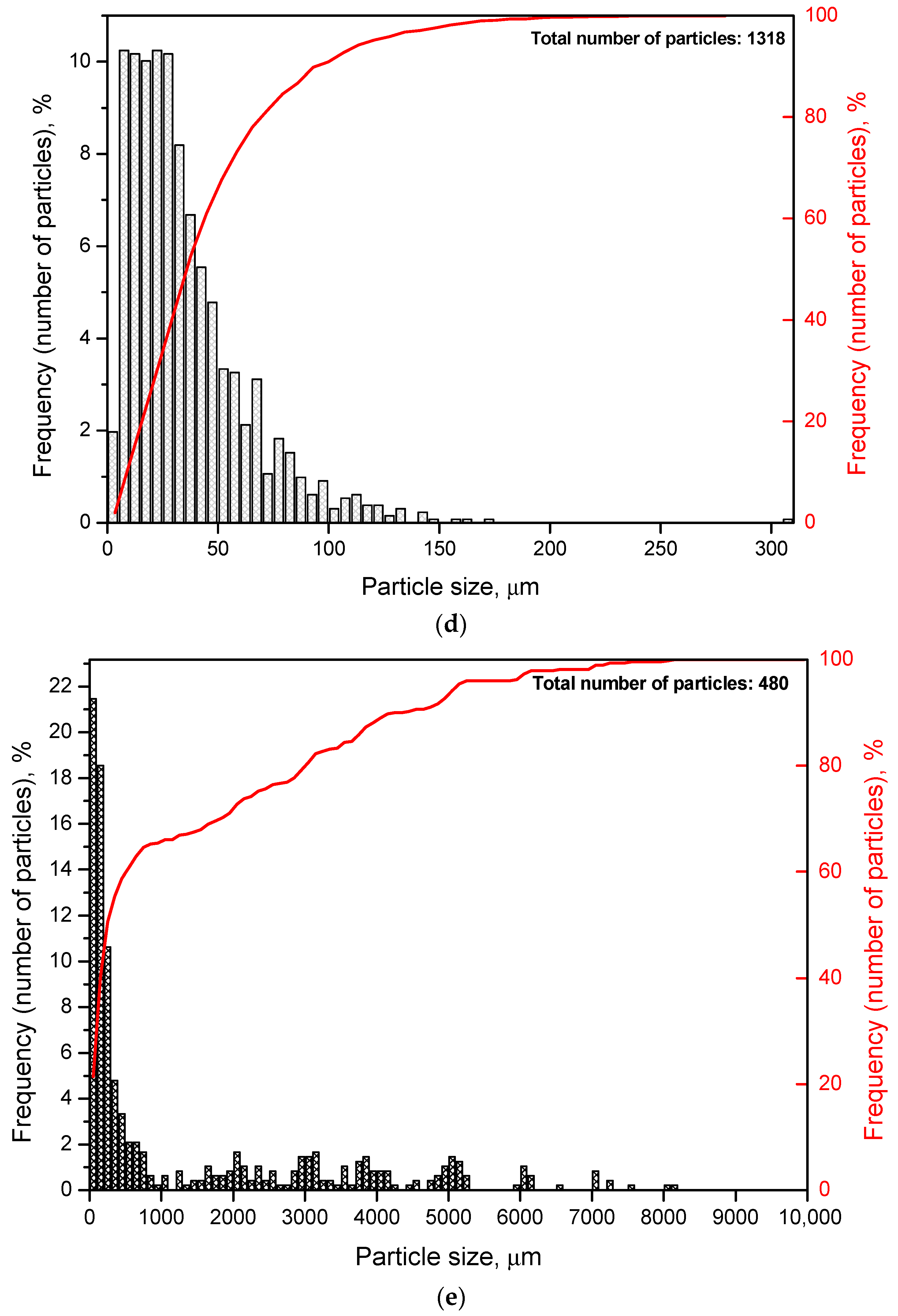
3.1.2. Investigation by Optical Microscopy
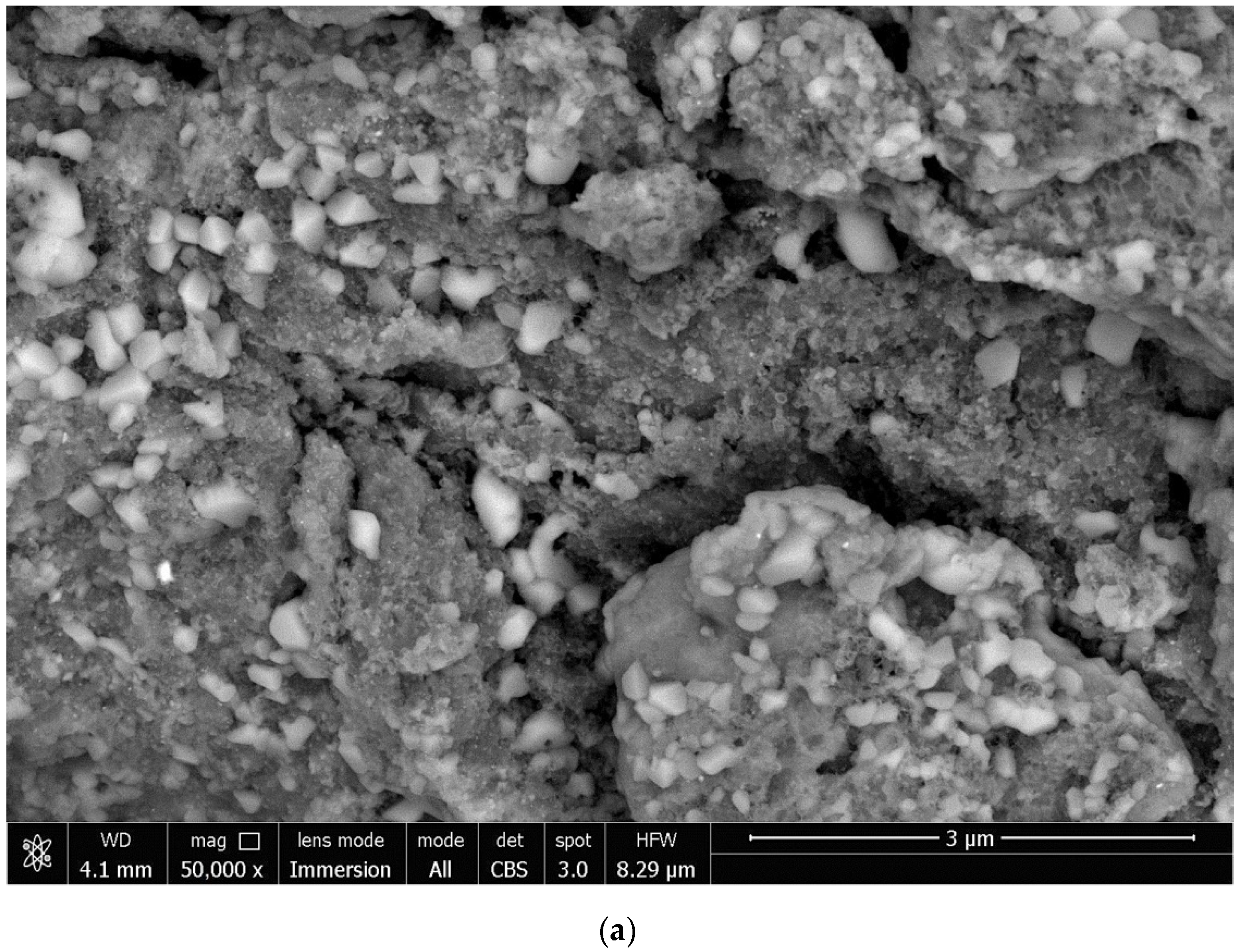
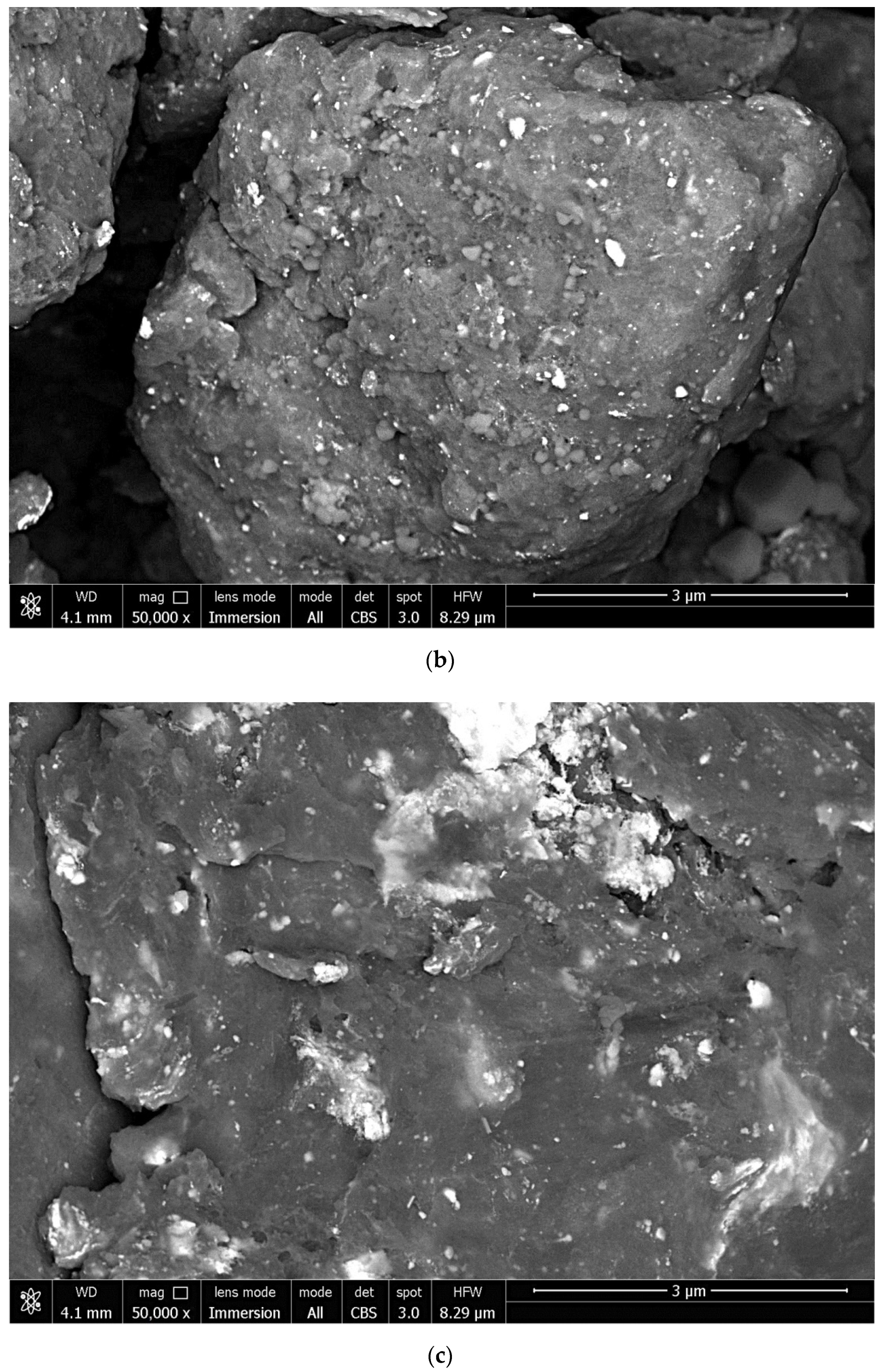
3.1.3. Investigation by Scanning Electron Microscopy
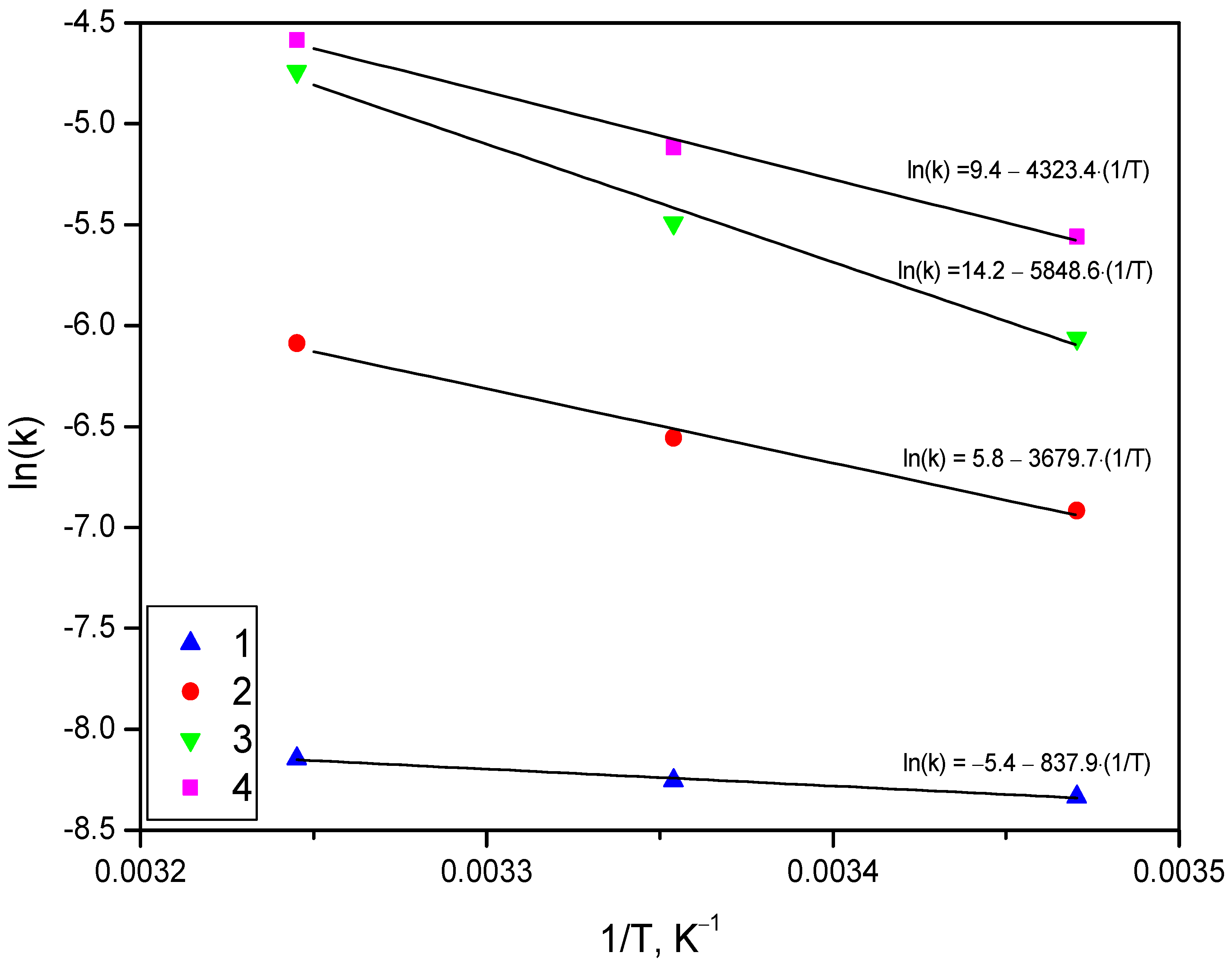
3.2. Hydrogen Evolution Kinetics
3.2.1. Metal Scrap and KCl
3.2.2. Metal Scrap and Wood’s Alloy
3.2.3. Metal Scrap, KCl, and Wood’s Alloy
3.2.4. Metal Scrap Powder without Additives
3.3. Characteristics of Solid Reaction Products
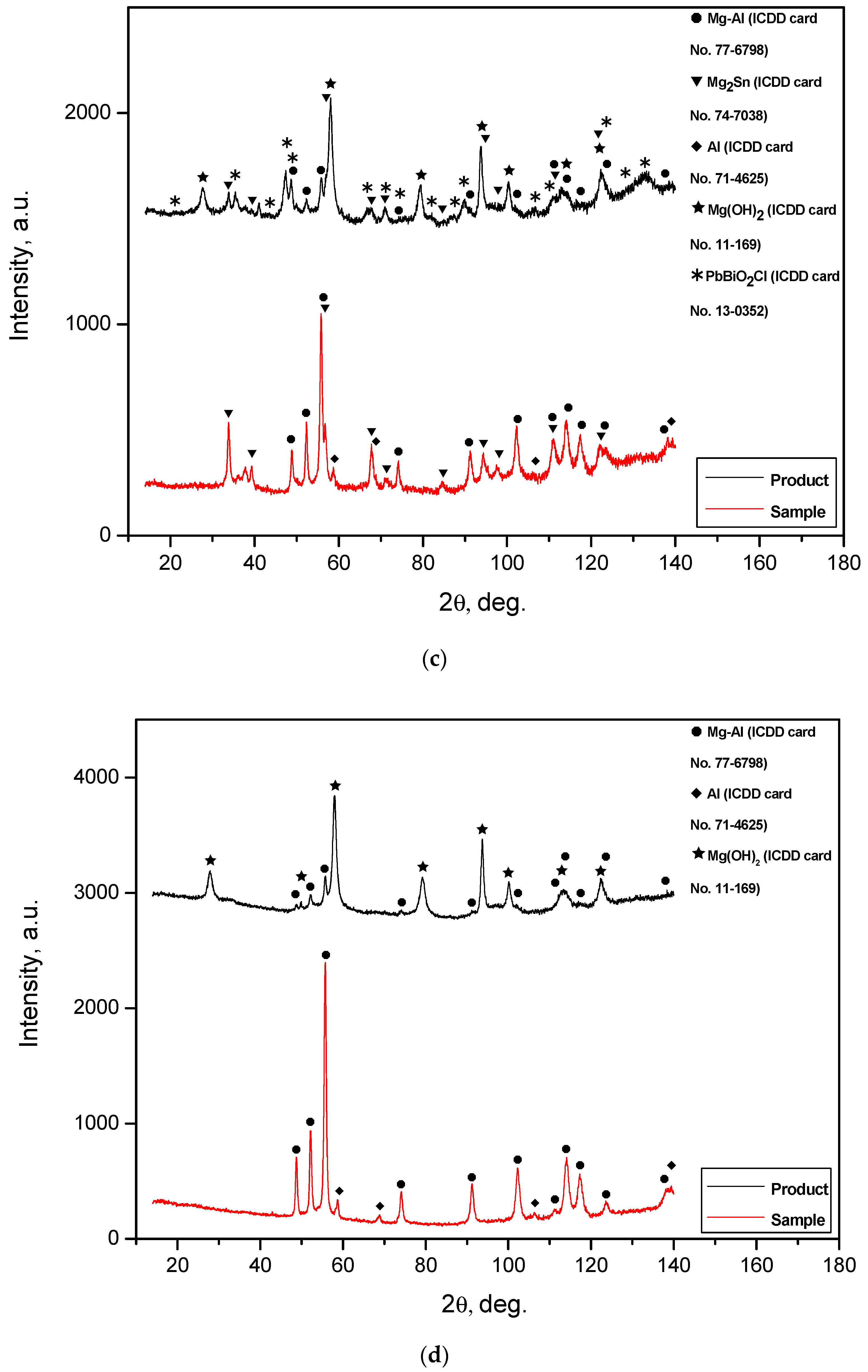
3.3.1. X-ray Diffraction Analysis
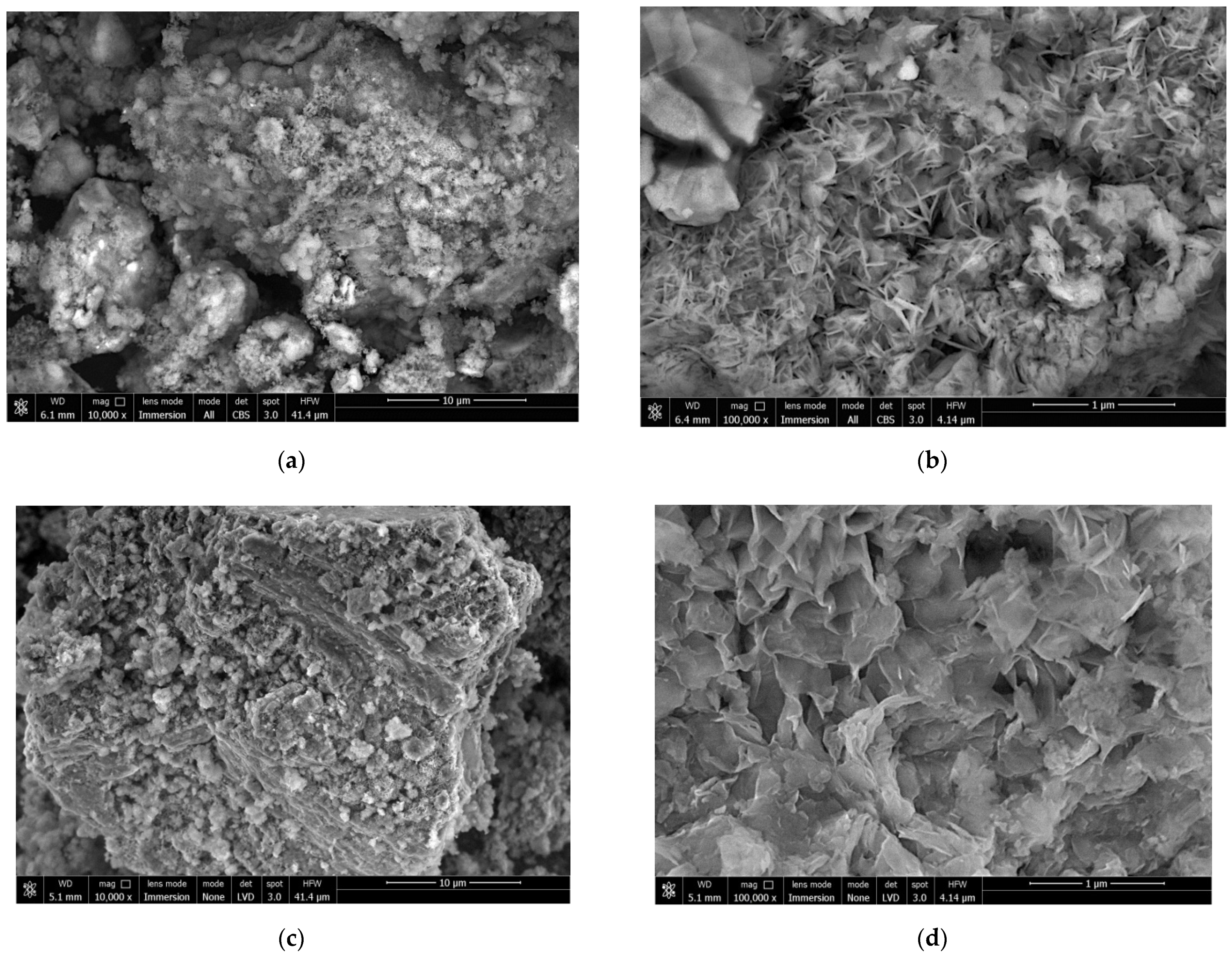
3.3.2. Investigation by Scanning Electron Microscopy
3.4. Summarization and Discussion of the Results
- -
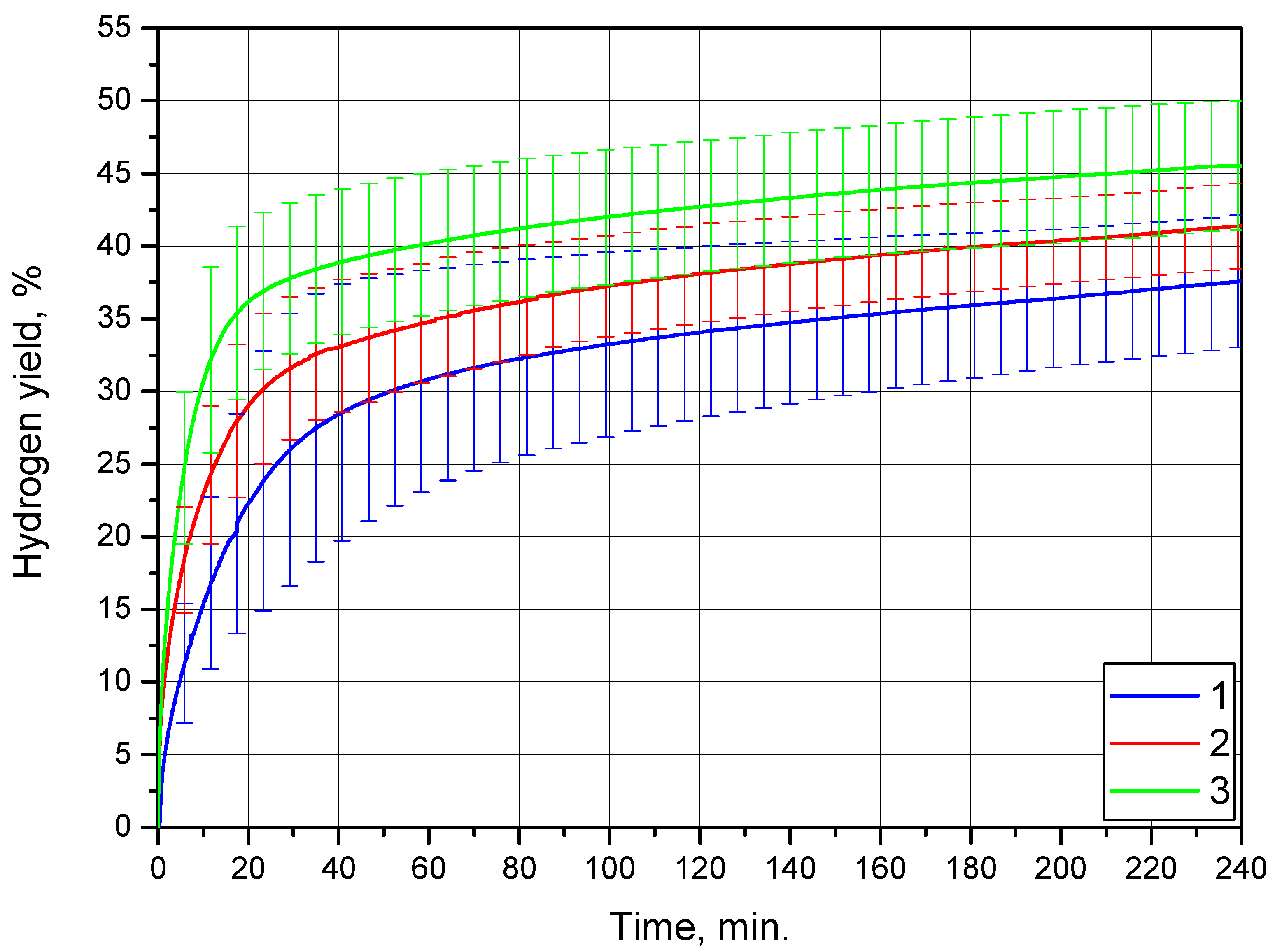
- Powder containing 20 wt.% KCl provided the highest hydrogen evolution rate at the beginning of the reaction. It had the finest particles and, presumably, the largest specific surface area. Its activation energy was the lowest. The two latter facts were the reasons for the highest initial reaction rates. However, this sample provided the lowest hydrogen yield for 4 h of experimentation. Such an effect was attributed to the formation of a ‘dense’ and ‘compact’ reaction product layer on the surface of the powder particles. The product layer structure included large, ‘mossy’ areas of fine-structured elements that were likely low-permeable to liquid with clusters of large-sized ‘flakes’, which, however, were not abundant at all;
- -
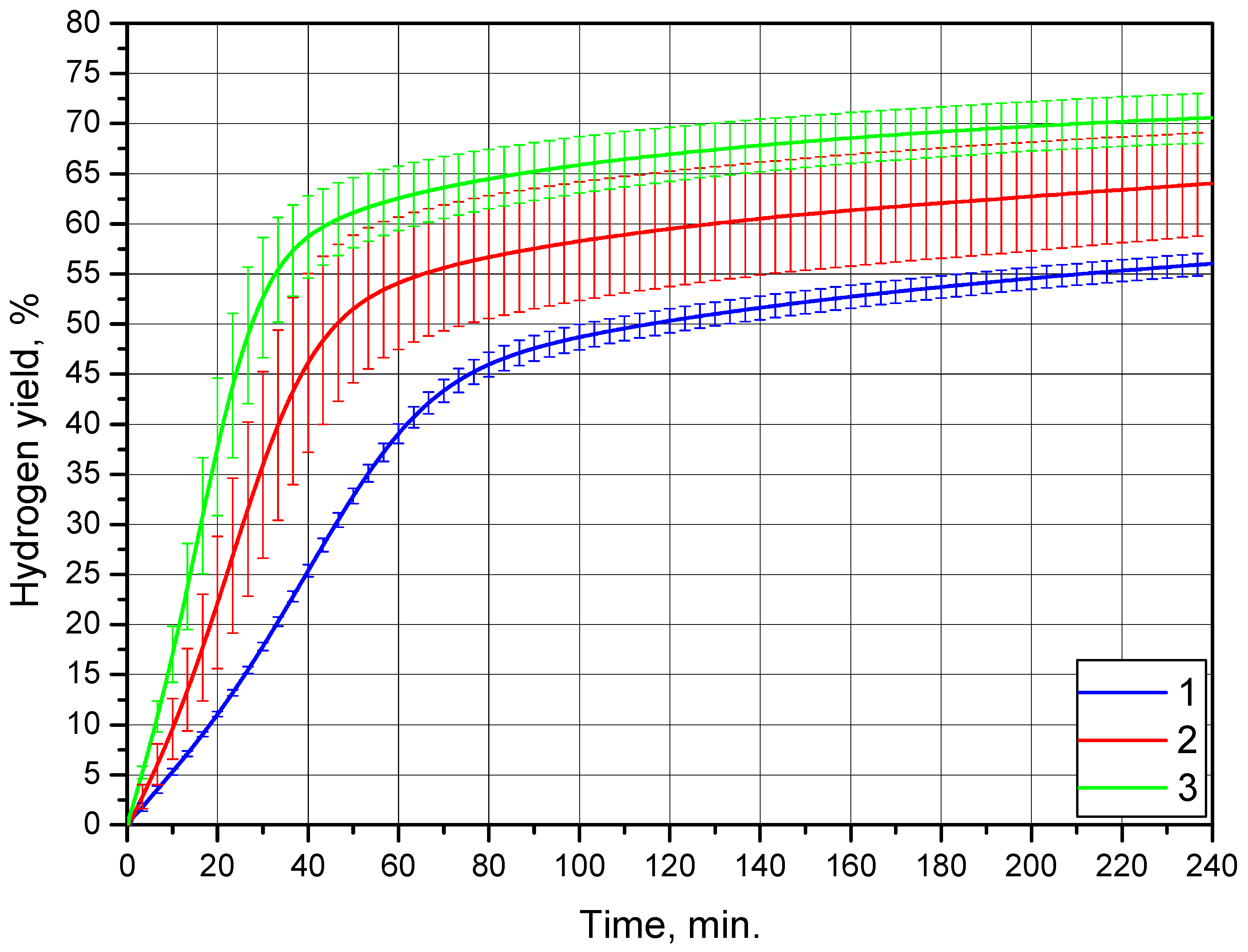
- Powder activated with 20 wt.% Wood’s alloy provided the lowest hydrogen evolution rates at the beginning. Its particle size was the second-largest, and the specific surface area was likely the third-largest among the four samples. It had the highest activation energy. The lowest initial reaction rate possibly resulted from the combination of a low specific surface area and high activation energy. However, the hydrogen yields for this sample were higher than those for the powders with KCl but comparable with those for the ball-milled scrap without additives. The high hydrogen yields were achieved due to the fact that the reaction product structure covering the particles was almost entirely formed by large-sized ‘flakes’. Due to this, the product layer remained highly permeable to liquid for a long time during the reaction. It should be noted that the negligible effect of alloying for this sample (compared to the ball-milled scrap) could be attributed to possible screening effects from some of its compounds with Mg scrap due to extra concentration in the sample. The said effects could suppress the activation effect from the formation of microgalvanic couples of Mg and Wood’s alloy components by ball milling;
- -
- Powder with both 10 wt.% KCl and 10 wt.% Wood’s alloy had its maximum hydrogen evolution rate exceeding that of the sample with 20 wt.% Wood’s alloy and falling below that for the sample with 20 wt.% KCl. The particle size and hydrogen yield for this sample fell between these values for the powders with KCl and Wood’s alloy. Its product layer morphology contained both ‘mossy’ areas typical for a sample activated with salt and large-sized ‘flakes’ presented on a particle surface of the reacted alloyed sample. Its activation energy was the second-lowest among the four samples;
- -
- Powder of the scrap ball-milled without additives had the second-highest activation energy. Its maximum hydrogen evolution rate fell between the relevant values for the powder with 20 wt.% Wood’s alloy and that with both (salt and alloy) additives. It had the largest particle size and, presumably, the smallest specific surface area. The hydrogen yields for this sample were close to or higher than those for the one with 20 wt.% Wood’s alloy. Such an effect was attributed to a combination of the following factors: the accumulation of plenty of lattice imperfections favoring pitting corrosion from ball milling, the absence of any crystal grain screening compounds, and the formation of the product layer mostly in the form of clusters of large-sized ‘flakes’.
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fedotkina, O.; Gorbashko, E.; Vatolkina, N. Circular Economy in Russia: Drivers and Barriers for Waste Management Development. Sustainability 2019, 11, 5837. [Google Scholar] [CrossRef] [Green Version]
- Kurbatova, A.; Abu-Qdais, H.A. Using Multi-Criteria Decision Analysis to Select Waste to Energy Technology for a Mega City: The Case of Moscow. Sustainability 2020, 12, 9828. [Google Scholar] [CrossRef]
- Kuusiola, T.; Wierink, M.; Heiskanen, K. Comparison of Collection Schemes of Municipal Solid Waste Metallic Fraction: The Impacts on Global Warming Potential for the Case of the Helsinki Metropolitan Area, Finland. Sustainability 2012, 4, 2586–2610. [Google Scholar] [CrossRef] [Green Version]
- Leite, R.; Amorim, M.; Rodrigues, M.; Neto, G.O. Overcoming Barriers for Adopting Cleaner Production: A Case Study in Brazilian Small Metal-Mechanic Companies. Sustainability 2019, 11, 4808. [Google Scholar] [CrossRef] [Green Version]
- Ouyang, L.; Jiang, J.; Chen, K.; Zhu, M.; Liu, Z. Hydrogen Production via Hydrolysis and Alcoholysis of Light Metal-Based Materials: A Review. Nano-Micro Lett. 2021, 13, 134. [Google Scholar] [CrossRef]
- Kara, S.; Erdem, S.; Lezcano, R.A. MgO-Based Cementitious Composites for Sustainable and Energy Efficient Building Design. Sustainability 2021, 13, 9188. [Google Scholar] [CrossRef]
- Grigorenko, A.; Vlaskin, M. Densification of Porous Aluminum Oxide Powder by Plasma Arc Treatment. IOP Conf. Ser. Mater. Sci. Eng. 2018, 381, 012050. [Google Scholar] [CrossRef] [Green Version]
- Silveira, N.C.G.; Martins, M.L.F.; Bezerra, A.C.S.; Araújo, F.G.S. Red Mud from the Aluminium Industry: Production, Characteristics, and Alternative Applications in Construction Materials—A Review. Sustainability 2021, 13, 12741. [Google Scholar] [CrossRef]
- Ercoli, R.; Orlando, A.; Borrini, D.; Tassi, F.; Bicocchi, G.; Renzulli, A. Hydrogen-Rich Gas Produced by the Chemical Neutralization of Reactive By-Products from the Screening Processes of the Secondary Aluminum Industry. Sustainability 2021, 13, 12261. [Google Scholar] [CrossRef]
- Yam, B.J.Y.; Le, D.K.; Do, N.H.; Nguyen, P.T.T.; Thai, Q.B.; Phan-Thien, N.; Duong, H.M. Recycling of magnesium waste into magnesium hydroxide aerogels. J. Environ. Chem. Eng. 2020, 8, 104101. [Google Scholar] [CrossRef]
- Oslanec, P.; Iždinský, K.; Simančík, F. Possibilities of magnesium recycling. Mater. Sci. Technol. 2008, 4, 83–88. [Google Scholar]
- Viswanadhapalli, B.; Bupesh Raja, V.K. Application of Magnesium Alloys in Automotive Industry—A Review. In International Conference on Emerging Current Trends in Computing and Expert Technology; Hemanth, D.J., Kumar, V.D.A., Malathi, S., Castillo, O., Patrut, B., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 519–531. [Google Scholar]
- Li, Z.; Wang, Q.; Luo, A.A.; Peng, L.; Zhang, P. Fatigue behavior and life prediction of cast magnesium alloys. Mater. Sci. Eng. A 2015, 647, 113–126. [Google Scholar] [CrossRef]
- Mukhina, I.Y.; Trofimov, N.V.; Leonov, A.A.; Rostovtseva, A.S. Development of Resource-Saving Technological Processes in the Metallurgy of Magnesium. Russ. Metall. 2021, 2021, 1394–1401. [Google Scholar] [CrossRef]
- Uan, J.-Y.; Cho, C.-Y.; Liu, K.-T. Generation of hydrogen from magnesium alloy scraps catalyzed by platinum-coated titanium net in NaCl aqueous solution. Int. J. Hydrogen Energy 2007, 32, 2337–2343. [Google Scholar] [CrossRef]
- Uan, J.-Y.; Yu, S.-H.; Lin, M.-C.; Chen, L.-F.; Lin, H.-I. Evolution of hydrogen from magnesium alloy scraps in citric acid-added seawater without catalyst. Int. J. Hydrogen Energy 2009, 34, 6137–6142. [Google Scholar] [CrossRef]
- Uan, J.-Y.; Lin, M.-C.; Cho, C.-Y.; Liu, K.-T.; Lin, H.-I. Producing hydrogen in an aqueous NaCl solution by the hydrolysis of metallic couples of low-grade magnesium scrap and noble metal net. Int. J. Hydrogen Energy 2009, 34, 1677–1687. [Google Scholar] [CrossRef]
- Yu, S.-H.; Uan, J.-Y.; Hsu, T.-L. Effects of concentrations of NaCl and organic acid on generation of hydrogen from magnesium metal scrap. Int. J. Hydrogen Energy 2012, 37, 3033–3040. [Google Scholar] [CrossRef]
- Setiani, P.; Watanabe, N.; Sondari, R.R.; Tsuchiya, N. Mechanisms and kinetic model of hydrogen production in the hydrothermal treatment of waste aluminum. Mater. Renew. Sustain. Energy 2018, 7, 10. [Google Scholar] [CrossRef]
- Buryakovskaya, O.A.; Meshkov, E.A.; Vlaskin, M.S.; Shkolnokov, E.I.; Zhuk, A.Z. Utilization of Aluminum Waste with Hydrogen and Heat Generation. IOP Conf. Ser. Mater. Sci. Eng. 2017, 250, 012007. [Google Scholar] [CrossRef]
- Ambaryan, G.N.; Vlaskin, M.S.; Dudoladov, A.O.; Meshkov, E.A.; Zhuk, A.Z.; Shkolnikov, E.I. Hydrogen generation by oxidation of coarse aluminum in low content alkali aqueous solution under intensive mixing. Int. J. Hydrogen Energy 2016, 41, 17216–17224. [Google Scholar] [CrossRef]
- Ambaryan, G.N.; Vlaskin, M.S.; Zhuk, A.Z.; Shkol’nikov, E.I. Preparation of High-Purity Aluminum Oxide via Mechanochemical Oxidation of Aluminum in a 0.1 M KOH Solution, Followed by Chemical and Heat Treatments. Inorg. Mater. 2019, 55, 244–255. [Google Scholar] [CrossRef]
- Hiraki, T.; Yamauchi, S.; Iida, M.; Uesugi, H.; Akiyama, T. Process for Recycling Waste Aluminum with Generation of High-Pressure Hydrogen. Environ. Sci. Technol. 2007, 41, 4454–4457. [Google Scholar] [CrossRef] [PubMed]
- Xiao, F.; Yang, R.; Liu, Z. Active aluminum composites and their hydrogen generation via hydrolysis reaction: A review. Int. J. Hydrogen Energy 2021, 47, 365–386. [Google Scholar] [CrossRef]
- Grosjean, M.H.; Zidoune, M.; Roué, L. Hydrogen production from highly corroding Mg-based materials elaborated by ball milling. J. Alloys Compd. 2005, 404–406, 712–715. [Google Scholar] [CrossRef]
- Grosjean, M.H.; Zidoune, M.; Roué, L.; Huot, J.Y. Hydrogen production via hydrolysis reaction from ball-milled Mg-based materials. Int. J. Hydrogen Energy 2006, 31, 109–119. [Google Scholar] [CrossRef]
- Zou, M.-S.; Yang, R.-J.; Guo, X.-Y.; Huang, H.-T.; He, J.-Y.; Zhang, P. The preparation of Mg-based hydro-reactive materials and their reactive properties in seawater. Int. J. Hydrogen Energy 2011, 36, 6478–6483. [Google Scholar] [CrossRef]
- Wang, C.; Yang, T.; Liu, Y.; Ruan, J.; Yang, S.; Liu, X. Hydrogen generation by the hydrolysis of magnesium–aluminum–iron material in aqueous solutions. Int. J. Hydrogen Energy 2014, 39, 10843–10852. [Google Scholar] [CrossRef]
- Zou, M.-S.; Guo, X.-Y.; Huang, H.-T.; Yang, R.-J.; Zhang, P. Preparation and characterization of hydro-reactive Mg–Al mechanical alloy materials for hydrogen production in seawater. J. Power Sources 2012, 219, 60–64. [Google Scholar] [CrossRef]
- Sevastyanova, L.G.; Genchel, V.K.; Klyamkin, S.N.; Larionova, P.A.; Bulychev, B.M. Hydrogen generation by oxidation of “mechanical alloys” of magnesium with iron and copper in aqueous salt solutions. Int. J. Hydrogen Energy 2017, 42, 16961–16967. [Google Scholar] [CrossRef]
- Kravchenko, O.V.; Sevastyanova, L.G.; Urvanov, S.A.; Bulychev, B.M. Formation of hydrogen from oxidation of Mg, Mg alloys and mixture with Ni, Co, Cu and Fe in aqueous salt solutions. Int. J. Hydrogen Energy 2014, 39, 5522–5527. [Google Scholar] [CrossRef]
- Li, S.-L.; Lin, H.-M.; Uan, J.-Y. Production of an Mg/Mg2Ni lamellar composite for generating H2 and the recycling of the post-H2 generation residue to nickel powder. Int. J. Hydrogen Energy 2013, 38, 13520–13528. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Kang, J.-Y.; Yang, J.; Yim, C.D.; You, B.S. Role of Sn in corrosion and passive behavior of extruded Mg-5 wt%Sn alloy. Corros. Sci. 2016, 102, 355–362. [Google Scholar] [CrossRef]
- Li, S.-L.; Song, J.-M.; Uan, J.-Y. Mg-Mg2X (X = Cu, Sn) eutectic alloy for the Mg2X nano-lamellar compounds to catalyze hydrolysis reaction for H2 generation and the recycling of pure X metals from the reaction wastes. J. Alloys Compd. 2019, 772, 489–498. [Google Scholar] [CrossRef]
- Buryakovskaya, O.A.; Vlaskin, M.S.; Ryzhkova, S.S. Hydrogen production properties of magnesium and magnesium-based materials at low temperatures in reaction with aqueous solutions. J. Alloys Compd. 2019, 785, 136–145. [Google Scholar] [CrossRef]
- Tan, W.; Yang, Y.; Fang, Y. Isothermal hydrogen production behavior and kinetics of bulk eutectic Mg–Ni-based alloys in NaCl solution. J. Alloys Compd. 2020, 826, 152363. [Google Scholar] [CrossRef]
- Xiao, F.; Guo, Y.; Yang, R.; Li, J. Hydrogen generation from hydrolysis of activated magnesium/low-melting-point metals alloys. Int. J. Hydrogen Energy 2019, 44, 1366–1373. [Google Scholar] [CrossRef]
- Oh, S.; Kim, M.; Eom, K.; Kyung, J.; Kim, D.; Cho, E.; Kwon, H. Design of Mg–Ni alloys for fast hydrogen generation from seawater and their application in polymer electrolyte membrane fuel cells. Int. J. Hydrogen Energy 2016, 41, 5296–5303. [Google Scholar] [CrossRef]
- Hou, X.; Wang, Y.; Yang, Y.; Hu, R.; Yang, G.; Feng, L.; Suo, G.; Ye, X.; Zhang, L.; Shi, H.; et al. Enhanced hydrogen generation behaviors and hydrolysis thermodynamics of as-cast Mg–Ni–Ce magnesium-rich alloys in simulate seawater. Int. J. Hydrogen Energy 2019, 44, 24086–24097. [Google Scholar] [CrossRef]
- Hou, X.; Wang, Y.; Yang, Y.; Hu, R.; Yang, G.; Feng, L.; Suo, G. Microstructure evolution and controlled hydrolytic hydrogen generation strategy of Mg-rich Mg-Ni-La ternary alloys. Energy 2019, 188, 116081. [Google Scholar] [CrossRef]
- Kantürk Figen, A.; Coşkuner Filiz, B. Hydrogen production by the hydrolysis of milled waste magnesium scraps in nickel chloride solutions and nickel chloride added in Marmara Sea and Aegean Sea Water. Int. J. Hydrogen Energy 2015, 40, 16169–16177. [Google Scholar] [CrossRef]
- Kantürk Figen, A.; Coşkuner, B.; Pişkin, S. Hydrogen generation from waste Mg based material in various saline solutions (NiCl2, CoCl2, CuCl2, FeCl3, MnCl2). Int. J. Hydrogen Energy 2015, 40, 7483–7489. [Google Scholar] [CrossRef]
- Shetty, T.; Szpunar, J.A.; Faye, O.; Eduok, U. A comparative study of hydrogen generation by reaction of ball milled mixture of magnesium powder with two water-soluble salts (NaCl and KCl) in hot water. Int. J. Hydrogen Energy 2020, 45, 25890–25899. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Dong, Z.; Liu, H.; Li, S.; Ge, H.; Yan, M. Hydrogen generation from the hydrolysis of Mg powder ball-milled with AlCl3. Energy 2013, 53, 147–152. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of addition of water-soluble salts on the hydrogen generation of aluminum in reaction with hot water. J. Alloys Compd. 2016, 679, 364–374. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of structural evolution of aluminum powder during ball milling on hydrogen generation in aluminum–water reaction. Int. J. Hydrogen Energy 2013, 38, 795–806. [Google Scholar] [CrossRef]
- Mahmoodi, K.; Alinejad, B. Enhancement of hydrogen generation rate in reaction of aluminum with water. Int. J. Hydrogen Energy 2010, 35, 5227–5232. [Google Scholar] [CrossRef]
- Alinejad, B.; Mahmoodi, K. A novel method for generating hydrogen by hydrolysis of highly activated aluminum nanoparticles in pure water. Int. J. Hydrogen Energy 2009, 34, 7934–7938. [Google Scholar] [CrossRef]
- Al Bacha, S.; Awad, A.S.; El Asmar, E.; Tayeh, T.; Bobet, J.L.; Nakhl, M.; Zakhour, M. Hydrogen generation via hydrolysis of ball milled WE43 magnesium waste. Int. J. Hydrogen Energy 2019, 44, 17515–17524. [Google Scholar] [CrossRef]
- Al Bacha, S.; Pighin, S.A.; Urretavizcaya, G.; Zakhour, M.; Castro, F.J.; Nakhl, M.; Bobet, J.L. Hydrogen generation from ball milled Mg alloy waste by hydrolysis reaction. J. Power Sources 2020, 479, 228711. [Google Scholar] [CrossRef]
- Al Bacha, S.; Pighin, S.A.; Urretavizcaya, G.; Zakhour, M.; Nakhl, M.; Castro, F.J.; Bobet, J.L. Effect of ball milling strategy (milling device for scaling-up) on the hydrolysis performance of Mg alloy waste. Int. J. Hydrogen Energy 2020, 45, 20883–20893. [Google Scholar] [CrossRef]
- Galwey, A.K.; Brown, M.E. Handbook of Thermal Analysis and Calorimetry; Elsevier Science B.V.: Amsterdam, The Netherlands, 1998; Volume 1. [Google Scholar]
- Zhu, T.; Chen, Z.W.; Gao, W. Effect of cooling conditions during casting on fraction of β-Mg17Al12 in Mg–9Al–1Zn cast alloy. J. Alloys Compd. 2010, 501, 291–296. [Google Scholar] [CrossRef]
- Lashko, N.F.; Morozova, G.I. Some Issues on the Alloying and Phase Composition of Magnesium Alloys; All-Russia Institute of Aircraft Materials (VIAM): Moscow, Russia, 1974. [Google Scholar]
- Rosenband, V.; Gany, A. Application of activated aluminum powder for generation of hydrogen from water. Int. J. Hydrogen Energy 2010, 35, 10898–10904. [Google Scholar] [CrossRef]
- Yavor, Y.; Goroshin, S.; Bergthorson, J.M.; Frost, D.L.; Stowe, R.; Ringuette, S. Enhanced hydrogen generation from aluminum–water reactions. Int. J. Hydrogen Energy 2013, 38, 14992–15002. [Google Scholar] [CrossRef]
- Buryakovskaya, O.A.; Vlaskin, M.S.; Grigorenko, A.V. Effect of Thermal Treatment of Aluminum Core-Shell Particles on Their Oxidation Kinetics in Water for Hydrogen Production. Materials 2021, 14, 6493. [Google Scholar] [CrossRef] [PubMed]
- du Preez, S.P.; Bessarabov, D.G. Hydrogen generation of mechanochemically activated AlBiIn composites. Int. J. Hydrogen Energy 2017, 42, 16589–16602. [Google Scholar] [CrossRef]
- Zhang, F.; Edalati, K.; Arita, M.; Horita, Z. Fast hydrolysis and hydrogen generation on Al-Bi alloys and Al-Bi-C composites synthesized by high-pressure torsion. Int. J. Hydrogen Energy 2017, 42, 29121–29130. [Google Scholar] [CrossRef]
- Al Bacha, S.; Farias, E.D.; Garrigue, P.; Zakhour, M.; Nakhl, M.; Bobet, J.L.; Zigah, D. Local enhancement of hydrogen production by the hydrolysis of Mg17Al12 with Mg “model” material. J. Alloys Compd. 2022, 895, 162560. [Google Scholar] [CrossRef]
- He, T.; Chen, W.; Wang, W.; Ren, F.; Stock, H.-R. Effect of different Cu contents on the microstructure and hydrogen production of Al–Cu-Ga-In-Sn alloys for dissolvable materials. J. Alloys Compd. 2020, 821, 153489. [Google Scholar] [CrossRef]
- Mohedano, M.; Blawert, C.; Yasakau, K.A.; Arrabal, R.; Matykina, E.; Mingo, B.; Scharnagl, N.; Ferreira, M.G.S.; Zheludkevich, M.L. Characterization and corrosion behavior of binary Mg-Ga alloys. Mater. Charact. 2017, 128, 85–99. [Google Scholar] [CrossRef]
- Wang, X.; Chen, Z.; Guo, E.; Liu, X.; Kang, H.; Wang, T. The role of Ga in the microstructure, corrosion behavior and mechanical properties of as-extruded Mg–5Sn–xGa alloys. J. Alloys Compd. 2021, 863, 158762. [Google Scholar] [CrossRef]
- Oh, S.; Cho, T.; Kim, M.; Lim, J.; Eom, K.; Kim, D.; Cho, E.; Kwon, H. Fabrication of Mg–Ni–Sn alloys for fast hydrogen generation in seawater. Int. J. Hydrogen Energy 2017, 42, 7761–7769. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactive Material | Ball-Milling Time, h | Powder Particle Size, μm | Aqueous Media | Temperature, °C | Reaction Time, min. | H2 Yield,% | Source |
|---|---|---|---|---|---|---|---|
| Al (~75 μm), NaCl (NaCl to Al mole ratio 2–7) | 15 | ~100 nm | Distilled water | 55–90 | ~20 | 100 | [47] |
| Al (~75 μm), NaCl (NaCl to Al mole ratio 1) | 55–70 | <65 | |||||
| Al (~100 μm), NaCl (NaCl to Al mole ratio 0.1–1.5) | 20 | ~50 nm | Distilled water | 70 | ~40 | 70–90 (mole ratios 0.5–1) | [48] |
| Al (227 μm), NaCl (50 wt.%) | 7–19 | 21–22 μm | Distilled water | 80 | ~60 or less | ~100 | [45] |
| Al (227 μm), NaCl (25 wt.%) | - | ~50 or less | |||||
| Al (227 μm), NaCl (75 wt.%) | - | ~20 or less | 100 | ||||
| Al (227 μm), KCl (50 wt.%) | 16–17 μm | ||||||
| Mg (150–750 μm), NaCl (50 wt.%) | 3 7 15 | 277 μm 65 μm 46 μm | Distilled water | 80 | ~60 or less | ~16 ~55 ~62 | [43] |
| Mg (150–750 μm), KCl (25 wt.%) | 3 7 15 | - | ~48 ~49 ~60 | ||||
| Mg (150–750 μm), KCl (50 wt.%) | 15 | - | >90 | ||||
| Mg (150–750 μm), KCl (75 wt.%) | 15 | - | 100 |
| Sample Composition | Reaction Rate Constant (k), s−1 | Reaction Parameter (n) | Activation Energy, kJ/mol |
|---|---|---|---|
| Mg-Al and KCl | 2.4·10−4 (15 °C) 2.6·10−4 (25 °C) 2.9·10−4 (35 °C) | 0.26 (15 °C) 0.21 (25 °C) 0.17 (35 °C) | 7.0 ± 0.8 |
| Mg-Al, Wood’s metal and KCl | 1.00·10−3 (15 °C) 1.42·10−3 (25 °C) 2.27·10−3 (35 °C) | 0.35 (15 °C) 0.28 (25 °C) 0.24 (35 °C) | 30.6 ± 2.9 |
| Mg-Al and Wood’s metal | 2.33·10−3 (15 °C) 4.12·10−3 (25 °C) 8.73·10−3 (35 °C) | 0.83 (15 °C) 0.66 (25 °C) 0.62 (35 °C) | 48.6 ± 4.8 |
| Mg-Al | 3.85·10−3 (15 °C) 6.00·10−3 (25 °C) 10.02·10−3 (35 °C) | 0.59 (15 °C) 0.46 (25 °C) 0.40 (35 °C) | 35.9 ± 2.5 |
| Sample Composition | Tested Temperature, °C | Maximum H2 Evolution Rate, mL/min./g | H2 Yield,% |
|---|---|---|---|
| Mg-Al and KCl | 15 | 36.1 | 37.6 ± 4.5 |
| Mg-Al and KCl | 25 | 69.1 | 41.4 ± 2.9 |
| Mg-Al and KCl | 35 | 83.0 | 45.6 ± 4.4 |
| Mg-Al, Wood’s metal, and KCl | 15 | 28.0 | 43.3 ± 1.5 |
| Mg-Al, Wood’s metal, and KCl | 25 | 38.1 | 50.4 ± 1.2 |
| Mg-Al, Wood’s metal, and KCl | 35 | 50.0 | 56.0 ± 1.2 |
| Mg-Al and Wood’s metal | 15 | 7.2 | 42.4 ± 6.3 |
| Mg-Al and Wood’s metal | 25 | 9.8 | 57.7 ± 5.9 |
| Mg-Al and Wood’s metal | 35 | 11.5 | 73.5 ± 10.0 |
| Mg-Al | 15 | 10.3 | 56.0 ± 1.1 |
| Mg-Al | 25 | 14.5 | 64.0 ± 5.1 |
| Mg-Al | 35 | 21.4 | 70.6 ± 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buryakovskaya, O.A.; Kurbatova, A.I.; Vlaskin, M.S.; Valyano, G.E.; Grigorenko, A.V.; Ambaryan, G.N.; Dudoladov, A.O. Waste to Hydrogen: Elaboration of Hydroreactive Materials from Magnesium-Aluminum Scrap. Sustainability 2022, 14, 4496. https://doi.org/10.3390/su14084496
Buryakovskaya OA, Kurbatova AI, Vlaskin MS, Valyano GE, Grigorenko AV, Ambaryan GN, Dudoladov AO. Waste to Hydrogen: Elaboration of Hydroreactive Materials from Magnesium-Aluminum Scrap. Sustainability. 2022; 14(8):4496. https://doi.org/10.3390/su14084496
Chicago/Turabian StyleBuryakovskaya, Olesya A., Anna I. Kurbatova, Mikhail S. Vlaskin, George E. Valyano, Anatoly V. Grigorenko, Grayr N. Ambaryan, and Aleksandr O. Dudoladov. 2022. "Waste to Hydrogen: Elaboration of Hydroreactive Materials from Magnesium-Aluminum Scrap" Sustainability 14, no. 8: 4496. https://doi.org/10.3390/su14084496
APA StyleBuryakovskaya, O. A., Kurbatova, A. I., Vlaskin, M. S., Valyano, G. E., Grigorenko, A. V., Ambaryan, G. N., & Dudoladov, A. O. (2022). Waste to Hydrogen: Elaboration of Hydroreactive Materials from Magnesium-Aluminum Scrap. Sustainability, 14(8), 4496. https://doi.org/10.3390/su14084496