Abstract
Plastic pollution is an alarming issue; it is a phenomenon that, in addition to altering health, is capable of generating damage to the environment. It is estimated that only 8% of plastics are recycled and that 76% end up in landfill sites or are indiscriminately disposed of into the environment. “Single-use” plastics contribute the most to the generation of pollution due their short “life cycle” since after their useful life, they are discarded. Expanded Polystyrene (EPS), one of the plastics with the greatest use as a packaging material, has a complicated recycling process due to its volume and weight characteristics. Based on the above, following the Circular Economy model, the optimal development of an adhesive for the cut-sole union is addressed through the analysis by classified attributes using an orthogonal array L9(3)4 of Taguchi. Of the factors under study, it was determined that the “adhesive formulation” is the factor that statistically significantly influences the degree of adhesion of the cut-sole, followed by the “type of sole”. The adhesive with post-consumer EPS is viable and contributes to minimizing the environmental pollution footprint as a strategy toward sustainability.
1. Introduction
Waste management is a topic of interest for governments, businesses, and society. Along the main product’s value chain, such production is generally accompanied by the generation of by-products, co-products, and waste. The latter is the least desired material in any value chain. However, its elimination has been complex despite the multiple efforts of the actors involved.
Despite being regenerative, ecosystems cannot keep up with humanity’s pace of life. The current way of life employs the equivalent of 1.6 lands [1]. In the document “Global Resources Outlook 2019” of the UNEP (United Nations Environment Programme), prepared by the International Resource Panel, it is mentioned that trends since the 1970s mark that the extraction and processing of natural resources to meet the needs of humanity—e.g., food, clothing, housing, among other aspects of life—contribute to more than 50% of greenhouse gas emissions, and to more than 90% in the loss of biodiversity and water stress [2]. Unfortunately, along the various value chains, multiple sources of waste are generated, ranging from raw materials damaged by their transfer—which sometimes, due to their characteristics, cannot be reprocessed—to the packaging and packaging, which is discarded after fulfilling the purpose for which it was designed—to protect and safeguard, the product transported from the supplier to the customer. It is estimated that around 11.2 billion solid waste sources are collected [3].
Within the various waste generated, plastics represent a significant challenge. Plastic is one of the materials with multiple valuable uses, whether in the form of Polyethylene Terephthalate (PET), High-Density Polyethylene (HDPE), Low-Density Polyethylene (LDPE), Polypropylene (PP), Polystyrene (PS) and Expanded Polystyrene (EPS). Plastic has gradually become an indispensable actor in everyday life. The world produces more than 400 million tons of plastic annually; the packaging sector, the main industrial sector producing single-use plastic, produces approximately 36% [4]. However, half of all plastic produced is designed to be used only once and thrown away [5], causing pollution. While it is true that its use as a “single-use plastic” has become popular, this phenomenon has triggered severe consequences for the environment, society, the economy, and health. In the literature [6], the presence of microplastics in human placentas has been demonstrated due to the degradation of plastics in the environment. Thus, plastic pollution can alter natural habitats and processes, affecting the ability of ecosystems to adapt to climate change and negatively impacting the livelihoods of millions of people, their food production capacity, and their social well-being [7]. Plastic pollution adversely affects human health and the environment. In human health, fertility, hormonal, metabolic, and neurological activity are altered [8]; while, in the environment, plastics represent at least 85% of total marine litter—between 75 and 199 million tons (t) [9]—and contribute to air pollution through burning processes [10].
In recent years, the production of plastic has increased exponentially worldwide. During the period of 1950–2017, the cumulative production of primary plastic was estimated at 9.2 billion t, of which about 7 billion t were converted into plastic waste; of these, one billion t (14%) were incinerated, 5.3 billion t (76%) were discarded, accumulated in landfill sites or were indiscriminately disposed of into the environment. Finally, 2.9 billion t are still in use, considering 700 million t (8%) were recycled [2,11]. It is estimated that worldwide, (i) one million plastic bottles are bought every minute; (ii) five trillion plastic bottles are used each year; and (iii) about 400 million tonnes are currently produced per year [12]. If this situation continues, by 2040, it is estimated that plastic waste will represent a financial risk of USD 100 billion annually for companies, which will have to bear the costs involved in managing the expected waste volumes [9]. In addition, by that date, plastic waste in aquatic ecosystems is projected to triple from around 11 million t in 2016 to 29 million t [13]. Therefore, microplastics generate pollution with negative implications for health and marine life [14].
Plastic pollution is a critical issue today since the current patterns of production and consumption of single-use plastics are generators of adverse environmental, economic and social effects. The environmental impacts associated with pollution by the EPS affect the soils and the water.
The economic impacts are derived from visual pollution since it affects the tourism sector; coupled with this, the future costs of managing plastics may be greater than the costs of avoiding throwing them away today. Ultimately, as a social impact, (i) micro-plastics can reach people through the intake of seafood, (ii) diseases such as malaria can be generated by blocking sewage systems generating accumulations of water, and (iii) through the open burning of EPS, toxic gases such as furan and dioxins are generated.
The waste reduction of the EPS influences the achievement of the United Nations Sustainable Development Goals 6, 11, 12, 3 and 14 [15].
Plastic waste management becomes challenging. The goal is clear, eliminating the use and production of plastics simultaneously, in which consumption patterns are changed, is ideal. Unfortunately, this is still far from reality; the various actors—government, business, and society—are focusing on achieving this goal with regulations, policies, and protocols, among other strategies. In this sense, it is necessary to change the thinking of the Linear Economy model from “take and discard” to the “Circular Economy” model of reusing and recycling toxin-free plastics, in which non-recyclables and chemicals of concern are eliminated from production and use [16]. In this sense, resources are extracted, transformed into products in a linear economy model, and discarded [17]. While in a circular economy model, the elimination of waste is emphasized, from reuse, recycling, the recovery of materials, the reduction of the use of resources, and the change of renewable alternatives; and thus, pollution is minimized [18].
EPS is a “plastic foam” better known as “Styrofoam” and belongs to the family of thermoplastics—whose main characteristic is its easy and fast malleability, i.e., it melts when heated and solidifies when cooled, coupled with its insulation property—. EPS is light but firm and fragile and resistant to extreme temperatures. EPS represented a global production capacity in 2019 of 10.26 million metric tons, 0.29% lower than in 2018; an increase to 10.60 million metric tons is expected by 2024 [19]. This is because in the construction industry, it is being well adopted as an insulating material in buildings.
EPS (a) under optimal conditions takes 500 years to decompose; in addition, (b) it contains benzene and styrene, carcinogenic chemicals that leach into foods and beverages; (c) when fragmented, it can block drains, and the particles become embedded in the soil and sea—mainly affecting agriculture, fishing, and tourism—; in addition to this, EPS, (d) is composed of 98% air—and when disposed of indiscriminately into the environment, it is filled with water thus generating conditions for the reproduction of pests and diseases—; (e) it takes up space in landfill sites; when EPS (f) enters the marine ecosystem, organisms—e.g., fish, turtles, birds—ingest it and whenever they die from suffocation, starvation, or from the accumulation of toxins in tissues, the toxins ingested by marine organisms can reach people when consumed; derived from the above, EPS in the ecosystem (g) alters marine health, since marine organisms can not develop their natural functions; (h) stresses coasts and oceans; (i) people´s health is altered by the heating or burning of EPS, in the short term—e.g., gastrointestinal and mucosal issues, and eye irritation—and in the long term—e.g., headaches, depression, fatigue, physical weakness, and hearing loss, and may increase the risk of developing leukemia and lymphoma, while damaging the liver, kidneys and stomach—; (j) styrene increases fatigue and reduces the ability to concentrate; (k) disrupts normal hormonal function; finally, in the Greater Caribbean region it accounts for (l) 5% of solid waste [20].
The rapid growth of EPS production has been extraordinary, the modes of use have become inherent and necessary to the way of life of people, and the exponential growth of the supply and demand for single-use EPS today is ecologically unsustainable and its indiscriminate disposal into the environment has generated adverse and unacceptable environmental damage. It is a reality that the environment does not have the capacity to decompose it at the rate at which it is generated. Even post-consumer EPS from its minimum expression—micro-plastic—generates damage to the environment and the organisms that inhabit it, including people. Given this panorama, it is more than necessary to migrate the volume of EPS waste generated to value chains, which value their properties—in which their production and post-consumption management are balanced, or in the best case, their disposal in the global ecosystem is eliminated—.
From a commitment to environmental responsibility, the proper use of available resources to satisfy the needs of the current generation will not compromise the development of future generations. So, the integration of value chains is a promising approach to waste management. In the case of single-use EPS, moving this mass as a substitute for inputs in production chains is an interesting strategy. The recycling of post-consumption EPS will reduce the mass of EPS in landfills, reducing the polluting footprint; at the same time, it contributes to the development of sustainable economies by adopting waste as inputs in production processes. This recycling approach allows paying to restore the energy balance that has been generated by the indiscriminate use and consumption of single-use EPS. The ecosystem has been saturated with post-consumer EPS, stressing the natural function of the environment, so the recovery of EPS and its integration into production chains will allow for the achievement of a balance between what is produced and what is consumed in regard to EPS. Thus, efficient waste management is established in a framework for achieving sustainability. In the effort toward efficient sustainability, the literature has reported optimizing processes/products that consider recycled material as an approach carried out by the scientific community. Table 1 presents studies that use various optimization methodologies.

Table 1.
Optimization methodologies.
From the need for high-impact contributions, which contribute to reducing the levels of waste in the plastics industry under a circular economy model from recycling, this study addresses the development of an adhesive for the footwear industry made from the waste of EPS from the packaging industry. Based on the above, this study reuses the physicochemical benefits of this plastic. Through the Taguchi Design of Experiments methodology, an orthogonal design L9(3)4 is run using Analysis by Classified Attributes, and the adhesive that meets the expected quality in the footwear production line is determined.
This study addresses the optimal incorporation of post-consumer EPS into the footwear industry in the form of an input incorporated into the formulation of the adhesive used in the assembly of the cut-sole. The footwear industry represents the retail business as the second most important segment [41]. The footwear industry is a multimillion-dollar industry, made up of, e.g., shoes, sneakers, and luxury footwear, which are usually manufactured from leather, textiles, and synthetics. In the world, in 2020, 20.5 billion pairs of footwear were produced, with Asia representing 87.6% of this production [42]. In that year, the global footwear market was estimated to be worth more than USD 365 billion; China was the world leader in footwear and the largest consumer, with 55.8% of revenues above USD 67.5 billion [43]. While in Mexico, in May 2022, a value greater than USD 131.86 million was reached [44]. Thus, rapid population growth will demand an increase in supply. Therefore, globally it is projected that by 2027, this industry will reach USD 530,300 million [45].
As the footwear industry is a demanding sector with a growing trend, it is considered a value chain that can choose to adopt inputs from recycling—as in this case with post-consumer EPS—and incorporate them into its products without altering the quality of the footwear, thereby paying for EPS waste management.
The development of new products from recycled EPS has been reported in the literature substantially; e.g., in the production of ceramic coating foams [46], in construction [47,48,49,50,51,52], in natural fiber/polymer composites [53], in composite [54], as a gemstone for application in contemporary jewelry using silver recovered from scrap sources [55], in resin for wood [56], modified castor oil [57], in the form of beads on the ground [58], adhesives for paper and wood [59], in nanofibers with chitosan as an adsorbent in the removal of lead (II) from water [60], in a fibrous mat for air filter media [61], as thermal insulation material [62]. However, the development of an optimal adhesive for the footwear industry from recycled EPS from the packaging industry is unknown by assessing the qualitative quality perceived by the experts on the production line. In this sense, this study contributes to filling that gap.
The document is structured in five sections. In addition to Section 1 Introduction; Section 2 Material and Methods presents the methodological approach used in the determination of innovative adhesives based on recycled EPS; while Section 3 Results presents the findings of adhesive optimization; Section 4 Discussion describes the viability of footwear adhesive using recycled EPS; finally, Section 5 Conclusions establishes the challenges presented by the management of EPS waste and its reincorporation into value chains.
2. Materials and Methods
The study was carried out in a footwear manufacturing industry in San Mateo Atenco, State of Mexico-Mexico. The company under study was a new microenterprise—made up of 9 people between administrators and operators—committed to the care of the environment, and willing to adopt tools that allow a fast and solid positioning in the market and being competitive in prices and quality. The study focuses on taking advantage of the EPS recovered as waste from the life cycle of the packaging and packaging, within the value chain of footwear manufacturing, in the form of an optimal adhesive. Specifically, the study incorporates the EPS, in the adhesive used in the assembly operation—an activity that involves joining the cut with the sole through an adhesive—. To achieve this, Figure 1 shows the methodological approach proposed in the study.
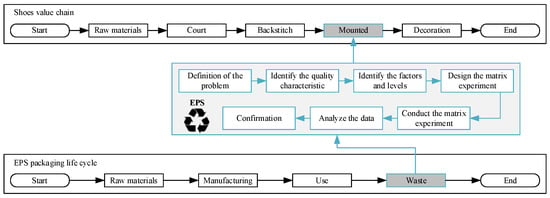
Figure 1.
Integration of post-consumer EPS in footwear manufacturing.
The manufacturing work process of footwear is divided into four departments: cutting, stitching, assembly, and decoration. In the first department, the different pieces that make up the footwear are cut, including activities such as, e.g., lowering the hem and striping. The second department is divided into two areas: splice and pickle, responsible for joining the pieces and removing excesses. In the third department, the cut is fixed in the last to assemble the sole. The fourth department is responsible for, e.g., placing the template, laces, and boxing.
While the EPS is manufactured from the molding of polystyrene beads containing pentane, as an expansive agent, this is in the process of pre-expansion at temperatures approximate to 95 °C, which leads to the generation of small cells filled with air. Once this is done, mechanical stability is obtained by condensing the beads by filling the free space with air. Finally, the pre-expanded beads are placed in containers with the desired shape, and heat is applied to form a solid block with the shape of the mold. The molded product is used and discarded, thus ending its useful life.
However, the approach proposed in this study considers revaluing the EPS post-consumption in the waste phase and reincorporating it as an added value input to the assembly department of the footwear value chain. Specifically, it seeks to recycle the EPS and incorporate it as a component in the formulation of the cut-sole adhesive. Therefore, the optimal development of this new alternative adhesive is proposed from the application of seven stages, shown in Figure 1.
The microenterprise, being of recent creation, lacks instruments that allow it to evaluate the quality of its product quantitatively; however, it has staff with empirical knowledge gained through production line experience. In this sense, to know the feasibility of incorporating post-consumer EPS in the formulation of the adhesive for the cut-sole of footwear, with the least use of resources—e.g., time, raw material, and processing costs—.
So as not to affect the economy of the company and to consider that the study is exploratory, it was decided that two factors would be studied with three levels using the orthogonal arrangements of Dr. Genichi Taguchi as the design of experiments, since, with the least number of experimental runs, the influence of the factors on a response variable can be known. Therefore, the optimal determination of the parameters of the adhesive for footwear soles is carried out from the analysis by classified attributes of Taguchi [63], taking advantage of empirical knowledge in the absence of quantitative measurement instruments due to resource shortages. When it is impossible to measure the quality characteristic qualitatively, it is possible to classify it by discrete or classified attributes [64]. Product-process optimization from this strategy has been documented in the literature [65,66,67].
Determining the parameters of a new product by Taguchi-classified attributes allows for establishing the levels of the factors that optimize the characteristic of the quality of interest [63]. The method proposed by Dr. Genichi Taguchi is a powerful technique that allows optimizing the performance of products and/or processes from the use of orthogonal matrices in experimental design, thus saving researchers and engineers money and time [68].
2.1. Definition of the Problem
The assembly operation is the process that involves joining the cut to the sole by applying adhesive. In this activity, the operator manually smears the adhesive on the cut and the sole, then makes the union between both pieces by applying force, followed by applying temperature as an activation mechanism of the adhesive. The quality of the adhesive is directly proportional to the quality of the cut-sole joint.
At the end of the production line, the footwear is supervised, and the adhesion quality between the cut-sole is evaluated by touch and subjective appreciation. Then, the degree of union was treated as a classified attribute, identifying five categories, namely: “Nothing Satisfied”, “Little Satisfied”, “Neutral”, “Very Satisfied”, and “Totally Satisfied”.
This definition is made from the knowledge of the company’s administrative and operational staff, with the research team´s support and guidance.
2.2. Identify the Quality Characteristic
The next step involves identifying the quality characteristic to be observed and the objective function to be optimized.
Thus, the desired quality of the cut-sole joint is the highest degree of adhesion; the objective function is defined from the quality characteristic to be observed is defined as “larger-the-better”; i.e., the greater adhesion between the cut-sole, the better quality of the footwear is obtained. Equation (1) presents the characteristic of quality.
2.3. Identify the Factors and Levels
This step was based on the knowledge of the company´s staff and consideration of the fact that this study is the first approach to analyze the viability of reusing post-consumer EPS. Two factors with three levels were investigated (see Table 2).
Table 2.
Factors and levels of interest.
The A factor considers the three main types of sole used in the manufacture of footwear. Factor B considers three types of post-consumer EPS concentration diluted in a solvent and incorporated into the adhesive formula—industrial secret—; for reasons of industrial property, the formulation is not described.
2.4. Design the Matrix Experiment
The design of experiments following an orthogonal array was defined as an L9(3)4. Table 3 presents the orthogonal array to be used in the study.
Table 3.
Orthogonal array L9(3)4 [64,68].
3. Results
3.1. Conduct the Matrix Experiment
Since there are two factors, A and B, columns 1 and 2 are assigned, respectively, whereas column 3 is designated to evaluate the AxB interaction. Finally, column 4 is set to measure the error attributable to the measurement (see Table 4).
Table 4.
Orthogonal array of factors of interest in the cut-sole adhesive.
Table 5 presents the data obtained from the experimental run. It is worth mentioning that the runs were randomized to avoid bias in the measurements. Six repetitions of nine experimental runs were performed.
Table 5.
Categorized data for the quality of the cut-sole joint.
3.2. Analyze the Data
Figure 2 and Figure 3 represent the analysis by line graph and bar graph, respectively, of the effects of the factors obtained from Table 4 for the data on the degree of cut-sole adhesion.
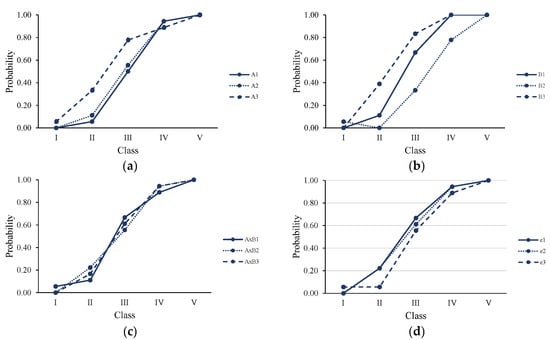
Figure 2.
Linear graph of factor effects for cut-sole adhesion data: (a) Factor A; (b) Factor B; (c) Factor AxB; (d) Factor e.
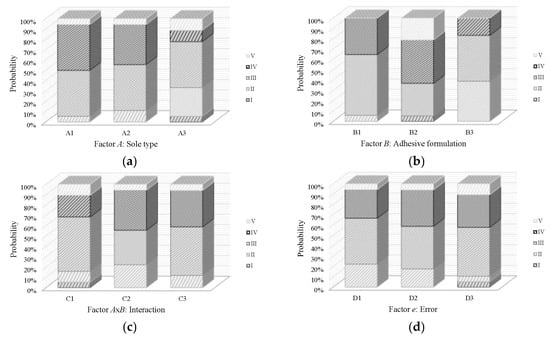
Figure 3.
Bar chart of factor effects: (a) Factor A; (b) Factor B; (c) Factor AxB; (d) Factor e.
From both graphs, it can be seen that factor B: formulation of adhesive, followed by factor A: type of sole, have a significant impact on the cumulative distribution function in cut-sole bonding.
The effects of the factors and their respective levels for each class are presented in Table 6.
Table 6.
Effects of factors.
Figure 4 presents the behavior of the factors and their respective levels. Class I (Figure 4a) shows significant variability associated with factor A, B and AxB interaction. While Class II (Figure 4b) describes that factor B represents more significance, followed by factor A, and interaction AxB. Class III (Figure 4c) replicates the behavior of Class II, but with more emphasis. Finally, Class IV (Figure 4d) shows that the factor A1 and A2 influence the same intensity in the gluing of the cut-sole, as well as B1 and B3, and of AxB2 and AxB3. In this sense, it is possible to establish that factor B: Formulation of the adhesive, is the most significant in adherence cut-sole; followed by factor A: Type of sole; finally, the interaction of both factors AxB is the factor that represents the slightest significance.
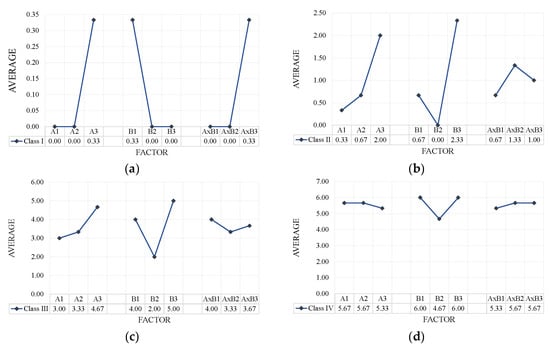
Figure 4.
Class mean graph: (a) Class I; (b) Class II; (c) Class III; (d) Class IV.
The Analysis of Variance (ANOVA) of the factors (see Table 7) indicates that factor A: Type of sole and B: Formulation of adhesive, is statistically significant at 5%—with greater influence by factor B than factor A—; i.e., the type of sole and the percentage of incorporation of recycled EPS significantly influence the quality of the cut-sole joint. While statistically, the interaction of the factor AxB does not significantly influence the behavior of the quality characteristic.
Table 7.
ANOVA.
The R-Sq = 0.583227893 and, R-Sq (adj) = 0.530022943; therefore, having more than one factor under study, the model explains from the effect of factors A and B, 53.00% of the variation in the quality of the adhesion of the cut-sole. This is attributed to the fact that incorporation of post-consumer EPS in the formulation does not influence the quality provided by the conventional adhesive; however, its proper incorporation improves the cut-sole joint quality.
With the multiple linear regression model being adjusted, that of equation 2.
Figure 5a,b shows the behavior of the response variable depending on the factors of interest.
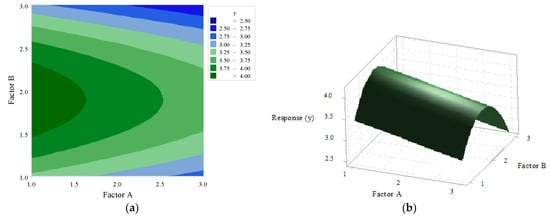
Figure 5.
Behavior of the response variable depending on the factors of interest: (a) Contour graph of “y” vs. “A”-“B”; (b) Surface graph “y” vs. “A”-“B”.
By analyzing the effect of the factors (Table 6), the behavior of these in the means of the classes (Figure 4), and the significance of the factors in the ANOVA and the linear regression analysis, it is possible to determine that the optimal parameters that improve the quality characteristic “larger-the-better” of the response variable (y) cut-sole adhesive is A1 and B2. That is, the type of sole at a low level: Polyurethane, and adhesive formulation at the medium level: Formula + EPS (10%).
While it is true that the parameters determined are those that optimize the gluing of the cut-sole from the incorporation of recycled EPS. It is also true that adhesive formulated considering EPS in various concentrations is viable—to a lesser degree of quality, but is viable—; i.e., the recycled post-consumer EPS is feasible for incorporation into the footwear manufacturing value chain, having an optimal performance as an adhesive in the union of Polyurethane sole using Formula + EPS (10%).
3.3. Confirmation
Seven confirmatory runs on the production line were carried out using the optimal condition. The comparative analysis of the quality of the cut-sole adhesive showed that the seven runs were “totally satisfied”, so the accuracy of the results obtained was verified and validated.
4. Discussion
Waste management is an alarming issue for humanity. The way and rhythm of life in which human beings develop their daily activities have put the sustainability of present and future generations at risk. The ideal solution is to eliminate waste generation. However, when this is impossible, the second option is to recover the waste in the form of valuable materials. As mentioned by Hidalgo et al.; Hidalgo, Moreira et al.; UNEP [69,70,71], change from a linear model to a model in which plastics circulate at their highest value within the economy outside the environment. Therefore, as van Eygen et al. states [72], losses are avoided. For this, it is necessary to build long-term sustainability initiatives, to emphasize technical solutions that maximize resources, such as eco-innovation, as cited Black et al. [73].
In this sense, it coincides with UNEP [3], since recycling leads to a substantial saving of resources, e.g., it is estimated that for every ton of recycled paper, 17 trees and 50% of the water used can be saved. In addition, the recycling activity generates employment. In Brazil, China and the United States, 12 million people are employed in this sector.
In this study and following this recycling approach from the circular economy model, the development of an adhesive used in the assembly of the cut-sole of footwear has been presented, from its optimal determination through the analysis by classified attributes using the orthogonal arrays of Dr. Genichi Taguchi. The EPS from recycling can complete a cycle of the circular economy, agreeing with de Oliveira et al. [74]. In this sense UNEP [75] mentions that by promoting that the sustainable design of products and materials can be reused, remanufactured, or recycled, the economy is thus preserved for the necessary time.
The proposed methodological approach reduces the negative impact of EPS disposal on the environment. This approach allows the incorporation of the ideal quantity that optimizes the characteristic of the quality of interest so that the company and the environment benefit equitably, i.e., the company benefits itself by minimizing raw material costs, at the same time that the environment is affected to a lesser degree because this waste did not reach the ecosystem in the form of post-consumer EPS.
The findings in the development of the alternative adhesive for the cut-sole union of footwear from post-consumer EPS recycled from the circular economy model suggest that the incorporation of EPS as a component of conventional footwear adhesive is statistically viable and feasible, complying and without compromising with the desired quality on the part of the manufacturer/consumer.
For the adhesive based on post-consumer EPS in this study, it was identified that it is advisable to make it from the waste of EPS from the “clean” container and packaging—before it reaches landfill sites and becomes contaminated since an additional cleaning process would increase the costs of recycling—. In addition, a significant area for the storage of the EPS is required, and it cannot remain in storage for too long because the costs of maintaining the inventory would increase as it is a significantly bulky material. This finding coincides with what was mentioned by the UNEP [4] since the EPS mainly consists of air, making its storage unprofitable. In addition to storage, waste transport to collection centers is complicated by the weight–volume ratio, as cited in Saltos et al. [76].
The study shows that in the elaboration of 2 L of adhesive, it is possible to incorporate about one cubic meter of post-consumption EPS in an estimated average time of 10 min mechanically. In addition, as mentioned by Lye et al. [77], production costs can be reduced by incorporating 100% recycled EPS into the adhesive production process by reducing the economic impact due to the availability of resources, coinciding with the statements of Montalvo and Loutfi Olivares [78].
EPS is a non-renewable material with an oil origin, as quoted by Gutierrez-Velasquez et al. [79]. In this sense, recycling EPS becomes challenging but technically possible—as this study has shown—. In this study, agreement is made with the World Bank [80] that the circular economy from the design of products allows for the reduction waste, the use of products for a longer time and the process of recycling them at the end of their useful life to reincorporate them into the economy. Therefore, the proper management of post-consumer EPS waste represents a promising source of raw material to be considered in value chains and that, through its transition to these chains through the circular economy model, it is possible to achieve sustainability.
In this study, it has been shown that incorporating recycled EPS is viable and feasible as a component in the formulation of the cut-sole adhesive. Moreover, being that EPS is a composite material belonging to thermoplastics, it coincides with Chatziparaskeva, et al. [81] in that recycling and recovery are the highest priority. The reincorporation of post-consumer EPS is carried out from its solvent treatment, with solvent-based recycling promising, as cited by Mumbach et al. and Schleier et al. [82,83]. The study analyzed two factors and their interaction (A: Type of sole, B: Formulation of adhesive and AxB), with this being an exploratory analysis and being focused on analyzing the viability of the proposal. It would be interesting to replicate the study, extend the analysis considering other types of plastic, and analyze other factors of interest—e.g., the type of activator, method, and pressure.
The life cycle of EPS as a “single-use” plastic is concise, either as packaging or packaging material. In the literature [84], it is established that it can generate threats to the oceans and the environment after its inadequate disposal and management and can cause damage to human health [8]. Therefore, approaches that pay to manage the post-consumer EPS that is being produced and that circulates, in which the regulatory measures of “prohibition” are adopted worldwide, are welcome in such a way that the balanced relationship between humanity and ecosystems is regenerated.
5. Conclusions
The current context demands of humanity an urgent paradigm shift, moving from a produce–consume–discard approach to a produce–consume–recycle/reuse model. This situation becomes complex in “single-use” plastics—e.g., glasses, bags, plates, cutlery, and protective material—since these are usually discarded immediately after fulfilling their useful function.
In this research article, the development of an alternative adhesive that incorporates a percentage of post-consumption EPS in its conventional formulation was addressed statistically through the optimal determination of the formulated parameters. From the perception of the qualitative quality—attributes—perceived by experts in the process.
The present study has contributed to research by proposing (i) the development of a new innovative product that incorporates in its formulation 10% of the post-consumption EPS as a raw material in the footwear value chain, and in (ii) optimizing the design of a product from the Taguchi approach that allows evaluation of the performance of the quality characteristic from classified attributes—therefore, microenterprises, even if they do not have the resource for an evaluation that requires greater technical precision, may opt for an experience-based, knowledge-based assessment—. The findings derived from the study show that this is a high potential development. From the circular economy model, the EPS is revalued as an input in the manufacturing value chain without affecting the quality of the final product. The alternative adhesive is a strategy that contributes to solving (i) pollution and collateral damage generated to health and the ecosystem; in addition, (ii) generating a business scheme for footwear companies that wish to minimize their manufacturing costs. Thus, the revaluation of the waste of EPS post-consumption to value chains is a strategic mechanism for achieving sustainability.
There is still much to discover, this study has been only exploratory, and it has been shown that there is the viability of incorporating EPS post-consumption into the footwear value chain. However, it would be interesting to dig even deeper by considering more factors and levels of interest—extending and exploring the space for feasible solutions—from the findings of this study. The road is long; it is necessary to guarantee the sustainability of the environment in humanity´s presence. However, the development of new products must be guided towards cleaner production in favor of human health and the care and conservation of the environment.
Author Contributions
Conceptualization, N.M.-R. and A.M.-R.; data curation, N.M.-R. and G.F.-L.; formal analysis, A.M.-R.; funding acquisition, N.M.-R., A.M.-R., G.F.-L. and E.F.-E.; investigation, A.M.-R. and G.F.-L.; methodology, A.M.-R., N.M.-R. and G.F.-L.; project administration, N.M.-R.; resources, N.M.-R. and E.F.-E.; supervision, N.M.-R., G.F.-L. and E.F.-E.; validation, G.F.-L. and A.M.-R.; visualization, A.M.-R. and G.F.-L.; writing—original draft, N.M.-R., A.M.-R., G.F.-L. and E.F.-E.; writing—review & editing, N.M.-R., A.M.-R., G.F.-L. and E.F.-E. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
This work was published thanks to the support of the Consejo Veracruzano de Investigación Científica y Desarrollo Tecnológico (COVEICYDET).
Conflicts of Interest
The authors declare no conflict of interest.
References
- UNEP; FAO. Becoming #GenerationRestoration: Ecosystem Restoration for People; Nature and Climate; United Nations Environment Programme: Nairobi, Kenya, 2021. [Google Scholar]
- IRP. Global Resources Outlook 2019: Natural Resources for the Future We Want; Oberle, B., Bringezu, S., Hatfield-Dodds, S., Hellweg, S., Schandl, H., Clement, J., Cabernard, L., Che, N., Chen, D., Droz-Georget, H., et al., Eds.; United Nations Environment Programme: Nairobi, Kenya, 2019; ISBN 9789280737417. [Google Scholar]
- UNEP. Solid Waste Management. Available online: https://www.unep.org/explore-topics/resource-efficiency/what-we-do/cities/solid-waste-management# (accessed on 18 August 2022).
- UNEP. Single-Use Plastics: A Roadmap for Sustainability; United Nations Environment Programme: Nairobi, Kenya, 2018. [Google Scholar]
- UNEP. Our Planet Is Choking on Plastic. Available online: https://www.unep.org/interactives/beat-plastic-pollution/ (accessed on 18 August 2022).
- Ragusa, A.; Svelato, A.; Santacroce, C.; Catalano, P.; Notarstefano, V.; Carnevali, O.; Papa, F.; Rongioletti, M.C.A.; Baiocco, F.; Draghi, S.; et al. Plasticenta: First Evidence of Microplastics in Human Placenta. Environ. Int. 2021, 146, 106274. [Google Scholar] [CrossRef]
- UNEP. Plastic Pollution. Available online: https://www.unep.org/plastic-pollution (accessed on 19 August 2022).
- Flaws, J.; Damdimopoulou, P.; Patisaul, H.B.; Gore, A.; Raetzman, L.; Vandenberg, L.N. PLASTICS, EDCs & HEALTH: A Guide for Public Interest Organizations and Policy-Makers on Endocrine Disrupting Chemicals & Plastics; IPEN (International Pollutants Elimination Network): Sweden and Endocrine Society: Washington, DC, USA, 2020. [Google Scholar]
- UNEP. From Pollution to Solution: A Global Assessment of Marine Litter and Plastic Pollution; United Nations Environment Programme: Nairobi, Kenya, 2021; ISBN 9789280738810. [Google Scholar]
- UN. The Right to a Clean, Healthy and Sustainable Environment: Non-Toxic Environment—Report of the Special Rapporteur on the Issue of Human Rights Obligations Relating to the Enjoyment of a Safe, Clean, Healthy and Sustainable Environment; 2022. [Google Scholar]
- Geyer, R. Production, Use, and Fate of Synthetic Polymers. Plastic Waste Recycl. 2020, A/HRC/49/53, 13–32. [Google Scholar] [CrossRef]
- UNFCCC. Plastic Promise? Available online: https://unfccc.int/blog/plastic-promise (accessed on 20 August 2022).
- UNEP. Drowning in Plastics—Marine Litter and Plastic Waste Vital Graphics; United Nations Environment Programme (UNEP), Secretariats of the Basel, Rotterdam and Stockholm Conventions (BRS) and GRID-Arendal; United Nations Environment Programme: Nairobi, Kenya, 2021; ISBN 978-92-807-3888-9. [Google Scholar]
- Chatziparaskeva, G.; Papamichael, I.; Zorpas, A.A. Microplastics in the Coastal Environment of Mediterranean and the Impact on Sustainability Level. Sustain. Chem. Pharm. 2022, 29, 100768. [Google Scholar] [CrossRef]
- UN. Sustainable Development Goals. Available online: https://www.un.org/sustainabledevelopment/ (accessed on 30 August 2022).
- UNEP. Addressing Plastics: A Roadmap to a Circular Economy; Wang, F.L., Talaue McManus, R.X., Eds.; United Nations Environment Programme: Nairobi, Kenya, 2019. [Google Scholar]
- UNEP. TACKLING PLASTIC POLLUTION: Legislative Guide for the Regulation of Single-Use Plastic Products; United Nations Environment Programme: Nairobi, Kenya, 2020; ISBN 9789280738537. [Google Scholar]
- World Economic Forum. Towards the Circular Economy: Accelerating the Scale-up across Global Supply Chains; World Economic Forum: Geneva, Switzerland, 2014. [Google Scholar]
- Tiseo, I. Production Capacity of Expandable Polystyrene Worldwide from 2018 to 2024. Available online: https://www.statista.com/statistics/1063653/expandable-polystyrene-production-capacity-globally/ (accessed on 30 August 2022).
- UNEP; CEP. Draft Report on the Status of Styrofoam and Plastic Bag Bans in the Wider Caribbean Region—Fourth Meeting of the Scientific, Technical and Advisory Committee (STAC) to the Protocol Concerning Pollution from Land Based Sources and Activities in the Wider Caribbean; United Nations Environment Programme: Panama City, Panama, 2018. [Google Scholar]
- Wang, J.P.; Chen, Y.Z.; Ge, X.W.; Yu, H.Q. Optimization of Coagulation—Flocculation Process for a Paper-Recycling Wastewater Treatment Using Response Surface Methodology. Colloids Surf. A Physicochem. Eng. Asp. 2007, 302, 204–210. [Google Scholar] [CrossRef]
- Ilyas, S.; Lee, J.C.; Kim, B.S. Bioremoval of Heavy Metals from Recycling Industry Electronic Waste by a Consortium of Moderate Thermophiles: Process Development and Optimization. J. Clean Prod. 2014, 70, 194–202. [Google Scholar] [CrossRef]
- Birjandi, N.; Younesi, H.; Bahramifar, N. Treatment of Wastewater Effluents from Paper-Recycling Plants by Coagulation Process and Optimization of Treatment Conditions with Response Surface Methodology. Appl. Water Sci. 2016, 6, 339–348. [Google Scholar] [CrossRef]
- Chen, Z.; Niu, B.; Zhang, L.; Xu, Z. Vacuum Pyrolysis Characteristics and Parameter Optimization of Recycling Organic Materials from Waste Tantalum Capacitors. J. Hazard Mater. 2018, 342, 192–200. [Google Scholar] [CrossRef]
- Maridass, B.; Gupta, B.R. Performance Optimization of a Counter Rotating Twin Screw Extruder for Recycling Natural Rubber Vulcanizates Using Response Surface Methodology. Polym. Test. 2004, 23, 377–385. [Google Scholar] [CrossRef]
- Meyer, L.O.; Schulte, K.; Grove-Nielsen, E. CFRP-Recycling Following a Pyrolysis Route: Process Optimization and Potentials. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef]
- Ugoamadi, C.C.; Ihesiulor, O.K. Optimization of the Development of a Plastic Recycling Machine. Niger. J. Technol. 2011, 30, 67–81. [Google Scholar]
- Cruz, F.; Lanza, S.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer Recycling and Additive Manufacturing in an Open Source Context: Optimization of Processes And Methods. In Proceedings of the Annual International Solid Freeform Fabrication Symposium; HAL Open Science: Austin, TX, USA, 2015; pp. 1591–1600. [Google Scholar]
- Mancini, S.D.; Zanin, M. Optimization of Neutral Hydrolysis Reaction of Post-Consumer PET for Chemical Recycling. Prog. Rubber, Plast. Recycl. Technol. 2004, 20, 117–132. [Google Scholar] [CrossRef]
- Xu, P.; Yang, Z.; Yu, X.; Holoubek, J.; Gao, H.; Li, M.; Cai, G.; Bloom, I.; Liu, H.; Chen, Y.; et al. Design and Optimization of the Direct Recycling of Spent Li-Ion Battery Cathode Materials. ACS Sustain. Chem. Eng. 2021, 9, 4543–4553. [Google Scholar] [CrossRef]
- Zhao, X.; You, F. Consequential Life Cycle Assessment and Optimization of High-Density Polyethylene Plastic Waste Chemical Recycling. ACS Sustain. Chem. Eng. 2021, 9, 12167–12184. [Google Scholar] [CrossRef]
- Wei, J.; Realff, M.J. Design and Optimization of Free-Fall Separators for Plastics Recycling. AIChE J. 2003, 49, 3138–3149. [Google Scholar] [CrossRef]
- Daigo, I.; Kiyohara, S.; Okada, T.; Okamoto, D.; Goto, Y. Element-Based Optimization of Waste Ceramic Materials and Glasses Recycling. Resour. Conserv. Recycl. 2018, 133, 375–384. [Google Scholar] [CrossRef]
- Helle, H.; Helle, M.; Pettersson, F.; Saxén, H. Multi-Objective Optimization of Ironmaking in the Blast Furnace with Top Gas Recycling. ISIJ Int. 2010, 50, 1380–1387. [Google Scholar] [CrossRef]
- Baek, S.-H.; Hong, S.-H.; Cho, S.-S.; Jang, D.-Y.; Joo, W.-S. Optimization of Process Parameters for Recycling of Mill Scale Using Taguchi Experimenal Design. J. Mech. Sci. Technol. 2010, 24, 2127–2134. [Google Scholar] [CrossRef]
- Gopal, L.C.; Govindarajan, M.; Kavipriya, M.R.; Mahboob, S.; Al-Ghanim, K.A.; Virik, P.; Ahmed, Z.; Al-Mulhm, N.; Senthilkumaran, V.; Shankar, V. Optimization Strategies for Improved Biogas Production by Recycling of Waste through Response Surface Methodology and Artificial Neural Network: Sustainable Energy Perspective Research. J. King Saud Univ. Sci. 2021, 33, 101241. [Google Scholar] [CrossRef]
- Mitra, T.; Helle, M.; Pettersson, F.; Saxén, H.; Chakraborti, N. Multiobjective Optimization of Top Gas Recycling Conditions in the Blast Furnace by Genetic Algorithms. Mater. Manuf. Process. 2011, 26, 475–480. [Google Scholar] [CrossRef]
- Wanassi, B.; Azzouz, B.; Hassen, M. ben Value-Added Waste Cotton Yarn: Optimization of Recycling Process and Spinning of Reclaimed Fibers. Ind. Crops Prod. 2016, 87, 27–32. [Google Scholar] [CrossRef]
- Narisetty, V.; Nagarajan, S.; Gadkari, S.; Ranade, V.V.; Zhang, J.; Patchigolla, K.; Bhatnagar, A.; Kumar Awasthi, M.; Pandey, A.; Kumar, V. Process Optimization for Recycling of Bread Waste into Bioethanol and Biomethane: A Circular Economy Approach. Energy Convers. Manag. 2022, 266, 115784. [Google Scholar] [CrossRef]
- Hou, S.; Wu, J.; Qin, Y.; Xu, Z. Electrostatic Separation for Recycling Waste Printed Circuit Board: A Study on External Factor and a Robust Design for Optimization. Environ. Sci. Technol. 2010, 44, 5177–5181. [Google Scholar] [CrossRef]
- Statista. Footwear Report 2022; Statista: Hamburgo, Germany, 2022. [Google Scholar]
- Smith, P. Footwear Production Worldwide. 2020. Available online: https://www.statista.com/statistics/1044823/global-footwear-production-quantity/ (accessed on 30 August 2022).
- Smith, P. Global Footwear Market—Statistics & Facts. Available online: https://www.statista.com/topics/4571/global-footwear-market/#topicHeader__wrapper (accessed on 30 August 2022).
- Simionato, C. Production Value of Shoes in Mexico. 2022. Available online: https://www.statista.com/statistics/735921/production-value-of-footwear-in-mexico/ (accessed on 30 August 2022).
- Smith, P. Footwear Market Size Worldwide. 2020–2027. Available online: https://www.statista.com/statistics/976367/footwear-market-size-worldwide/ (accessed on 30 August 2022).
- de Moraes, E.G.; Sangiacomo, L.; Stochero, N.P.; Arcaro, S.; Barbosa, L.R.; Lenzi, A.; Siligardi, C.; de Oliveira, A.N. Innovative Thermal and Acoustic Insulation Foam by Using Recycled Ceramic Shell and Expandable Styrofoam (EPS) Wastes. Waste Manag. 2019, 89, 336–344. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Adesina, A. Plastic Wastes to Construction Products: Status, Limitations and Future Perspective. Case Stud. Constr. Mater. 2020, 12, e00330. [Google Scholar] [CrossRef]
- Scioti, A.; de Fino, M.; Martiradonna, S.; Fatiguso, F. Construction Solutions and Materials to Optimize the Energy Performances of EPS-RC Precast Bearing Walls. Sustainability 2022, 14, 3558. [Google Scholar] [CrossRef]
- Prasittisopin, L.; Termkhajornkit, P.; Kim, Y.H. Review of Concrete with Expanded Polystyrene (EPS): Performance and Environmental Aspects. J. Clean. Prod. 2022, 366, 132919. [Google Scholar] [CrossRef]
- Moghaddam Fard, P.; Alkhansari, M.G. Innovative Fire and Water Insulation Foam Using Recycled Plastic Bags and Expanded Polystyrene (EPS). Constr. Build. Mater. 2021, 305, 124785. [Google Scholar] [CrossRef]
- Petrella, A.; di Mundo, R.; Notarnicola, M. Recycled Expanded Polystyrene as Lightweight Aggregate for Environmentally Sustainable Cement Conglomerates. Materials 2020, 13, 988. [Google Scholar] [CrossRef]
- Pavlu, T.; Fortova, K.; Divis, J.; Hajek, P. The Utilization of Recycled Masonry Aggregate and Recycled EPS for Concrete Blocks for Mortarless Masonry. Materials 2019, 12, 1923. [Google Scholar] [CrossRef]
- Sriprom, W.; Sirivallop, A.; Choodum, A.; Limsakul, W.; Wongniramaikul, W. Plastic/Natural Fiber Composite Based on Recycled Expanded Polystyrene Foam Waste. Polymers 2022, 14, 2241. [Google Scholar] [CrossRef]
- Sormunen, P.; Kärki, T. Recycled Construction and Demolition Waste as a Possible Source of Materials for Composite Manufacturing. J. Build. Eng. 2019, 24, 100742. [Google Scholar] [CrossRef]
- Palombini, F.L.; Cidade, M.K. Possibilities for the Recovery and Valorization of Single-Use EPS Packaging Waste Following Its Increasing Generation During the COVID-19 Pandemic: A Case Study in Brazil. In Sustainable Packaging; Muthu, S.S., Ed.; Springer: Singapore, 2021; pp. 265–288. ISBN 978-981-16-4609-6. [Google Scholar]
- Kaho, S.; Kouadio, K.; Kouakou, C.; Eméruwa, E. Development of a Composite Material Based on Wood Waste Stabilized with Recycled Expanded Polystyrene. Open J. Compos. Mater. 2020, 10, 66–76. [Google Scholar] [CrossRef]
- Aydoğmuş, E.; Dağ, M.; Yalçın, Z.G.; Arslanoğlu, H. Synthesis and Characterization of EPS Reinforced Modified Castor Oil-Based Epoxy Biocomposite. J. Build. Eng. 2022, 47, 103897. [Google Scholar] [CrossRef]
- Soundara, B.; Selvakumar, S. Swelling Behaviour of Expansive Soils Randomly Mixed with Recycled Geobeads Inclusion. SN Appl. Sci. 2019, 1, 1253. [Google Scholar] [CrossRef]
- Uttaravalli, A.N.; Dinda, S.; Gidla, B.R.; Kasturi, G.; Kasala, P.; Penta, G. Studies on Development of Adhesive Material from Post-Consumer (Waste) Expanded Polystyrene: A Two-Edged Sword Approach. Process. Saf. Environ. Prot. 2021, 145, 312–320. [Google Scholar] [CrossRef]
- Martins, T.R.; Costa, P.S.; Bertuol, D.A.; Aguiar, M.L.; Tanabe, E.H. Development of Recycled Expanded Polystyrene Nanofibers Modified by Chitosan for the Removal of Lead(II) from Water. Metals 2022, 12, 1334. [Google Scholar] [CrossRef]
- Munir, M.M.; Adrian, M.; Burhanuddin, M.; Iskandar, F. Fabrication and Structure Optimization of Expanded Polystyrene (EPS) Waste Fiber for High-Performance Air Filtration. Powder Technol. 2022, 402, 117357. [Google Scholar] [CrossRef]
- Reynoso, L.E.; Carrizo Romero, Á.B.; Viegas, G.M.; San Juan, G.A. Characterization of an Alternative Thermal Insulation Material Using Recycled Expanded Polystyrene. Constr. Build. Mater. 2021, 301, 124058. [Google Scholar] [CrossRef]
- Phadke, M.S. Quality Engineering Using Robust Design; P T R Prentice-Hall, Inc.: Hoboken, NJ, USA, 1989; ISBN 0137451679. [Google Scholar]
- Taguchi, G.; Chowdhury, S.; Wu, Y. Taguchi’s Quality Handbook; Taguchi, S., Yano, H., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
- Gibril, M.B.A.; Idrees, M.O.; Shafri, H.Z.M.; Yao, K. Integrative Image Segmentation Optimization and Machine Learning Approach for High Quality Land-Use and Land-Cover Mapping Using Multisource Remote Sensing Data. J. Appl. Remote Sens. 2018, 12, 016036. [Google Scholar] [CrossRef]
- Hsiao, Y.-H.; Hsiao, Y.-T. Online Review Analytics for Hotel Quality at Macro and Micro Levels. Ind. Manag. Data Syst. 2021, 121, 268–289. [Google Scholar] [CrossRef]
- Chung, P.-L.; Liaw, E.-T.; Gavahian, M.; Chen, H.-H. Development and Optimization of Djulis Sourdough Bread Using Taguchi Grey Relational Analysis. Foods 2020, 9, 1149. [Google Scholar] [CrossRef] [PubMed]
- Navas, C.H.E.-P.L.E.-P.A.R.P.E.-H. Taguchi Method as a Robust Design Tool. In Quality Control; Intech Open: Rijeka, Croatia, 2020; p. 7. ISBN 978-1-83962-498-8. [Google Scholar]
- UNEP. Plastics. Available online: https://buildingcircularity.org/plastics/ (accessed on 28 August 2022).
- Hidalgo-Crespo, J.; Moreira, C.M.; Jervis, F.X.; Soto, M.; Amaya, J.L.; Banguera, L. Circular Economy of Expanded Polystyrene Container Production: Environmental Benefits of Household Waste Recycling Considering Renewable Energies. Energy Rep. 2022, 8, 306–311. [Google Scholar] [CrossRef]
- Hidalgo-Crespo, J.; Jervis, F.X.; Moreira, C.M.; Soto, M.; Amaya, J.L. Introduction of the Circular Economy to Expanded Polystyrene Household Waste: A Case Study from an Ecuadorian Plastic Manufacturer. Procedia CIRP 2020, 90, 49–54. [Google Scholar] [CrossRef]
- van Eygen, E.; Laner, D.; Fellner, J. Circular Economy of Plastic Packaging: Current Practice and Perspectives in Austria. Waste Manag. 2018, 72, 55–64. [Google Scholar] [CrossRef] [PubMed]
- Black, J.E.; Kopke, K.; O’Mahony, C. Towards a Circular Economy: Using Stakeholder Subjectivity to Identify Priorities, Consensus, and Conflict in the Irish EPS/XPS Market. Sustainability 2019, 11, 6834. [Google Scholar] [CrossRef]
- de Oliveira, C.T.; Mônica, M.M.M.; Campos, L.M.S. Understanding the Brazilian Expanded Polystyrene Supply Chain and Its Reverse Logistics towards Circular Economy. J. Clean. Prod. 2019, 235, 562–573. [Google Scholar] [CrossRef]
- UNEP. Resolution Adopted by the United Nations Environment Assembly on 2 March 2022 5/14. End Plastic Pollution: Towards an International Legally Binding Instrument; United Nations Environment Programme: Nairobi, Kenya, 2022. [Google Scholar]
- Saltos, P.; Chango, J.I.; Aldás, M.; Quiroz, F. Recycling of Expanded Polystyrene by the Precipitation Dissolution Method. Revista Politécnica 2015, 36, 1–9. [Google Scholar]
- Lye, S.W.; Aw, H.; Lee, S.-G. Adhesives for Bead Fusion of Recycled Expandable Polystyrene. J. Appl. Polym. Sci. 2002, 86, 456–462. [Google Scholar] [CrossRef]
- Montalvo, A.F.; Loutfi Olivares, F.O. Policy Mechanisms to Reduce Single-Use Plastic Waste: Review of Available Options and Their Applicability in Mexico; World Resources Institute Mexico: Mexico City, Mexic, 2020. [Google Scholar]
- Gutierrez-Velasquez, E.I.; Monteiro, S.N.; Colorado, H.A. Characterization of Expanded Polystyrene Waste as Binder and Coating Material. Case Stud. Constr. Mater. 2022, 16, e00804. [Google Scholar] [CrossRef]
- World Bank. World Bank Transitioning to a Circular Economy: An Evaluation of the World Bank Group’s Support for Municipal Solid Waste Management (2010–20); World Bank: Washington, DC, WA, USA, 2022. [Google Scholar]
- Chatziparaskeva, G.; Papamichael, I.; Voukkali, I.; Loizia, P.; Sourkouni, G.; Argirusis, C.; Zorpas, A.A. End-of-Life of Composite Materials in the Framework of the Circular Economy. Microplastics 2022, 1, 377–392. [Google Scholar] [CrossRef]
- Schleier, J.; Simons, M.; Greiff, K.; Walther, G. End-of-Life Treatment of EPS-Based Building Insulation Material—An Estimation of Future Waste and Review of Treatment Options. Resour. Conserv. Recycl. 2022, 187, 106603. [Google Scholar] [CrossRef]
- Mumbach, G.D.; Bolzan, A.; Machado, R.A.F. A Closed-Loop Process Design for Recycling Expanded Polystyrene Waste by Dissolution and Polymerization. Polymer 2020, 209, 122940. [Google Scholar] [CrossRef]
- Jang, Y.C.; Lee, G.; Kwon, Y.; Lim, J.H.; Jeong, J.H. Recycling and Management Practices of Plastic Packaging Waste towards a Circular Economy in South Korea. Resour. Conserv. Recycl. 2020, 158, 104798. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).