
Development of Sustainable Artificial Stone Using Granite Waste and Biodegradable Polyurethane from Castor Oil

 , , ,
, , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Development of Artificial Stone Plates
2.2.2. Thermogravimetric Analysis (TGA)
2.2.3. Physical Properties
2.2.4. Mechanical Properties
2.2.5. Microstructural Analysis
2.2.6. Abrasive Wear
2.2.7. Chemical Attack Resistance
3. Results and Analisys
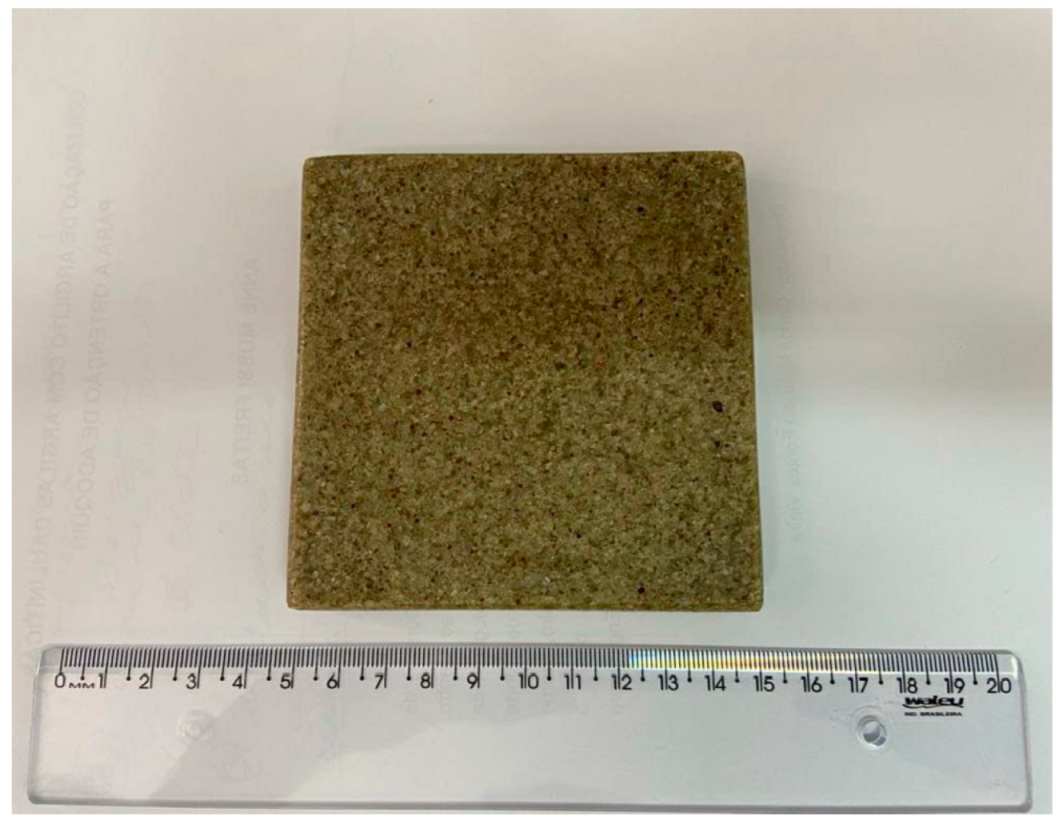
3.1. Final Dimensions and Overall Aspects of ASPU
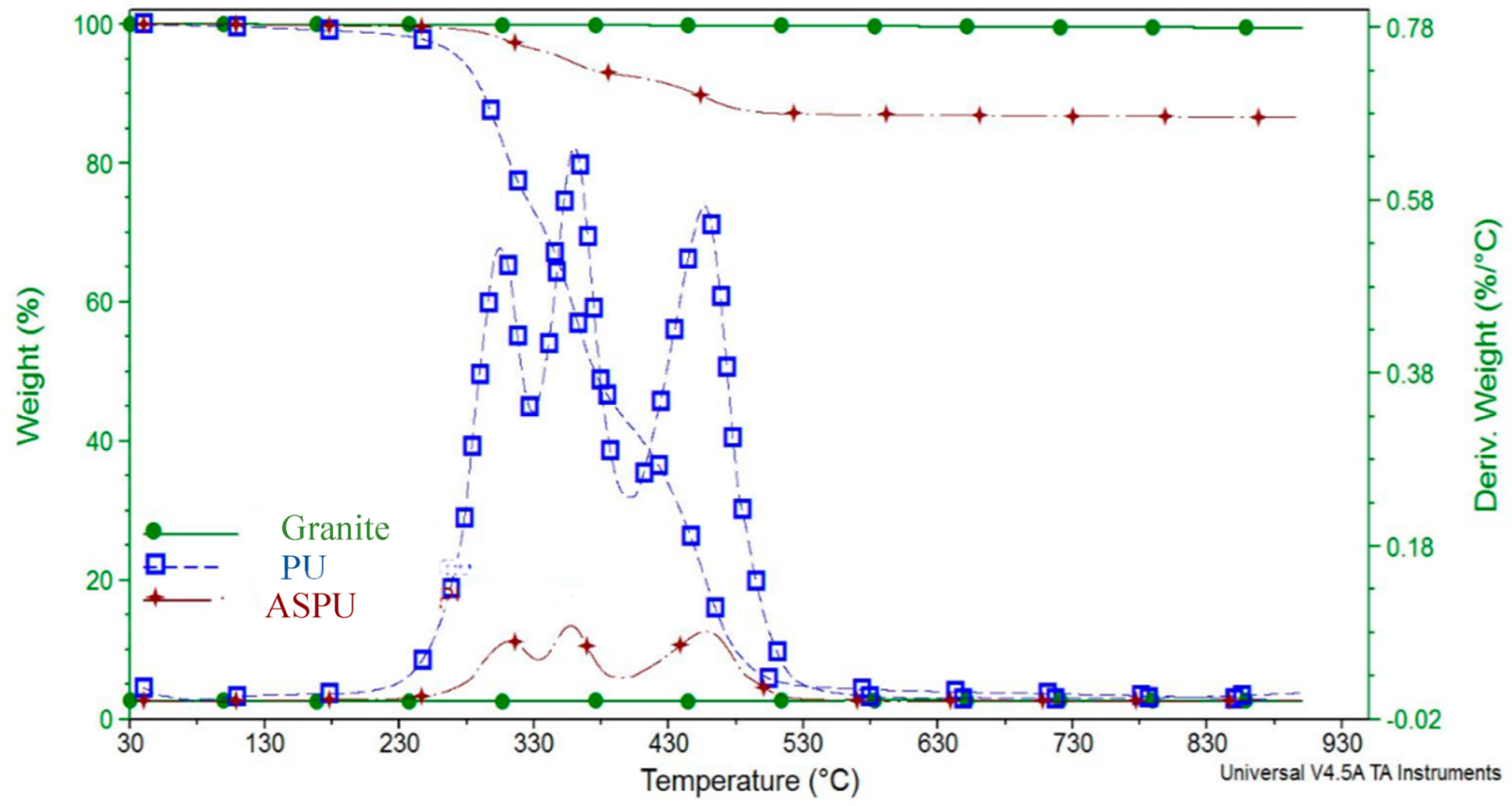
3.2. Thermogravimetric Analysis
3.3. Physical Properties
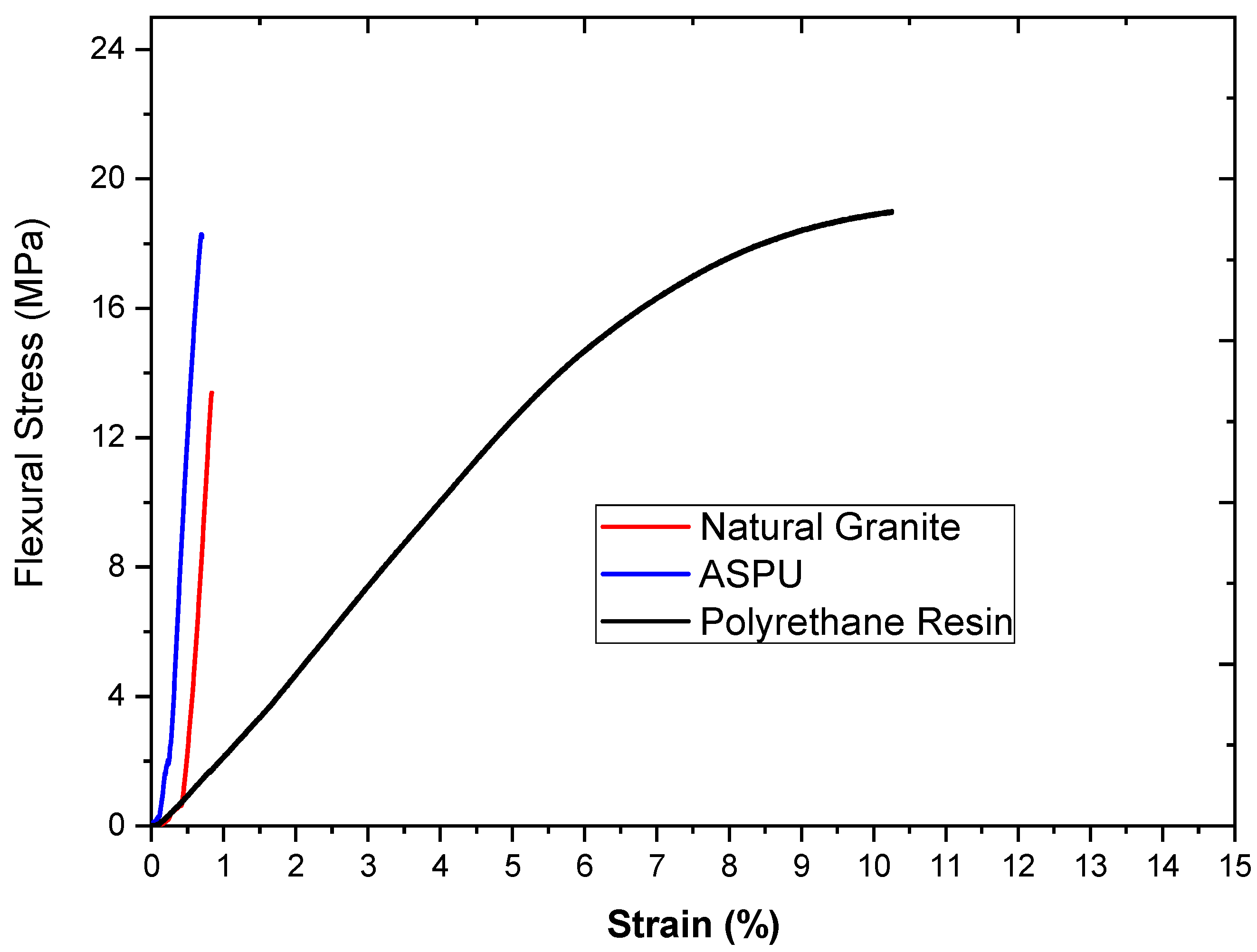
3.4. Three-Points Bend Stress
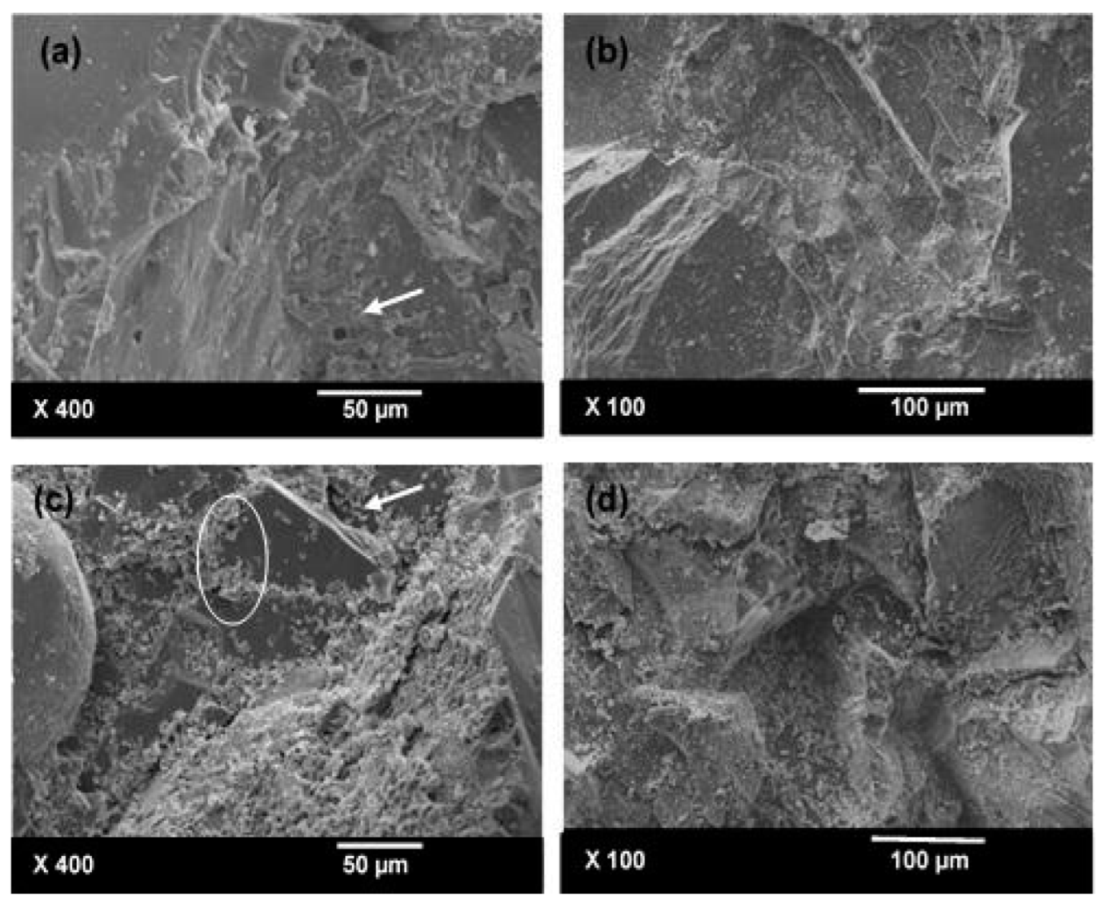
3.5. Microstructural Analysis
3.6. Abrasive Wear
3.7. Chemical Attack Resistance
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nayak, S.K.; Satapathy, A.; Mantry, S. Use of waste marble and granite dust in structural applications: A review. J. Build. Eng. 2022, 46, 103742. [Google Scholar] [CrossRef]
- ABIROCHAS—Brazilian Association of the Ornamental Stone Industry. Available online: https://abirochas.com.br/wp-content/uploads/2021/02/Informe-01_2021-Balanco-2020.pdf (accessed on 8 May 2022).
- Gautan, L.; Jain, J.K.; Kalla, P.; Danish, M. Sustainable utilization of granite waste in the production of green construction products: A review. Mater. Today Proc. 2020, 44, 4196–4203. [Google Scholar] [CrossRef]
- Demartini, T.J.C.; Rodriguez, R.J.S.; Silva, F.S. Phisycal and mechanical evalution of artificial marble produced with dolomitic marble residue processed by Diamond-plated bladed gang-saws. J. Mater. Res. Technol. 2018, 7, 308–313. [Google Scholar] [CrossRef]
- Cordon, H.C.F.; Cagnoni, F.C.; Ferreira, F.F. Comparison of physical and mechanical properties of civil construction plaster and recycled waste gypsum from São Paulo, Brazil. J. Build. Eng. 2019, 22, 504–512. [Google Scholar] [CrossRef]
- Braga, F.S.; Buzzi, D.C.; Couto, M.C.L. Environmental characterization of ornamental stone processing sludge. Sanit. Environ. Eng. 2010, 15, 237–244. (In Portuguese) [Google Scholar]
- Ahmadi, S.F.; Reisi, M.; Amiri, M.C. Reusing granite waste in eco-friendly foamed concrete as aggregate. J. Build. Eng. 2022, 46, 103566. [Google Scholar] [CrossRef]
- Singh, S.; Nagar, R.; Agrawal, V.; Rana, A.; Tiwari, A. Sustainable Utilization of Granite Cutting Waste in High Strength Concrete. J. Clean. Prod. 2016, 126, 223–235. [Google Scholar] [CrossRef]
- Hamoush, S.; Abu-Lebdeh, T.; Picornell, M.; Amer, S. Development of sustainable engineered stone cladding for toughness, durability, and energy conservation. Constr. Build. Mat. 2011, 25, 4006–4016. [Google Scholar] [CrossRef]
- Silva, S.F.; Ribeiro, C.E.G.; Rodriguez, R.J.S. Physical and Mechanical Characterization of Artificial Stone with Marble Calcite Waste and Epoxy Resin. Mater. Reser. 2018, 21, 6. [Google Scholar] [CrossRef]
- Ribeiro, C.E.G.; Rodriguez, R.J.S.; Vieira, C.M.F.; de Carvalho, E.A.; Candido, V.S.; Monteiro, S.N. Production of synthetic ornamental marble as a marble waste added polyestercomposite. In Materials Science Forum; Hotza, D., Novaes de Oliveira, A.P., Eds.; Trans Tech Publications: Zürich, Switzerland, 2014; pp. 341–345. [Google Scholar]
- Shishegaran, A.; Saeedi, M.; Mirvalad, S.; Korayem, A.H. The mechanical strength of the artificial stones, containing the travertine wastes and sand. J. Mater. Res. Technol. 2021, 11, 1688–1709. [Google Scholar] [CrossRef]
- Sarami, N.; Mahdavian, L. Effect of inorganic compound on artificial stones’ properties. Int. J. Ind. Chem. 2015, 6, 213–219. [Google Scholar] [CrossRef]
- Borselino, C.; Calbrese, L.; di Bella, G. Effects of powder concentration and type of resin on the performance of marble composite structures. Constr. Build. Mater. 2009, 23, 1915–1921. [Google Scholar] [CrossRef]
- Carvalho, E.A.S.; Marques, V.R.; Rodriguez, R.J.S.; Ribeiro, C.E.G.; Monteiro, S.N.; Vieira, C.M.F. Development of epoxy matrix artificial stone incorporated with sintering residue from steelmaking industry. Mater. Res. 2015, 18, 235–239. [Google Scholar] [CrossRef]
- Hablot, E.; Zheng, D.; Bouquey, M.; Avérous, L. Polyurethanes based on castor oil: Kinetics, Chemical, mechanical and termal properties. Macromol. Mater. Eng. 2008, 293, 922–929. [Google Scholar] [CrossRef]
- Clarinval, A.-M.; Halleux, J. Classification of biodegradable polymers. In Biodegradable Polymers for Industrial Applications; Woodhead Publishing: Sawston, UK, 2005; pp. 3–31. [Google Scholar] [CrossRef]
- Rajalakshmi, P.; Marie, J.M.; Maria Xavier, A.J. Castor oil-derived monomer ricinoleic acid based biodegradable unsaturated polyesters. Polym. Degrad. Stab. 2019, 170, 109016. [Google Scholar] [CrossRef]
- Brazilian Association of Technical Norms—ABNT. ABNT NBR 7181: Soil—Grain Size Analysis; ABNT: Rio de Janeiro, Brazil, 2016. (In Portuguese) [Google Scholar]
- Hepburn, C. Polyurethane Elastomers, 2nd ed.; Elsevier: New York, NY, USA, 1992. [Google Scholar]
- Reis, J.M.; Motta, E.P. Mechanical properties of castor oil polymer mortars. Mat. Res. 2014, 17, 1162–1166. [Google Scholar] [CrossRef][Green Version]
- Brazilian Association of Technical Norms—ABNT. ABNT NBR 15845-2: Rocks for Cladding. Part 2: Determination of Bulk Density, Apparent Porosity and Water Absorption; ABNT: Rio de Janeiro, Brazil, 2015. (In Portuguese) [Google Scholar]
- Spanish Association of Standards and Certification. UNE-EN 14617-2-08: Test Methods. Part 2: Determination of the Flexural Strength; UNE-EN: Madrid, Spain, 2008. (In Spanish) [Google Scholar]
- Brazilian Association of Technical Norms—ABNT. ABNT NBR 12042: Inorganic Materials—Determination of the Resistance to Abrasion; ABNT: Rio de Janeiro, Brazil, 2012. (In Portuguese) [Google Scholar]
- Brazilian Association of Technical Norms—ABNT. ABNT NBR 13818: Ceramic Tiles—Specification and Methods of Test; ABNT: Rio de Janeiro, Brazil, 1997. (In Portuguese) [Google Scholar]
- Ristic, I.S.; Bjelovic, Z.D.; Holló, B.; Szécsényi, K.M.; Budinski-Simendić, J.; Lazic, N.; Kicanovic, M. Thermal stability of polyurethanane materials based on castor oil as polyol componente. J. Therm. Anal. Calorin. 2013, 111, 1083–1091. [Google Scholar] [CrossRef]
- Moura Neto, F.N.; Fialho, A.C.V.; Moura, W.L.; Rosa, A.G.F.; Matos, J.M.E.; Reis, F.S.; Mendes, M.T.A.; Sales, E.S.D. Castor polyurethane used as osteosynthesis plates: Microstructural and thermal analysis. Polímeros 2019, 29. [Google Scholar] [CrossRef]
- Gomes, M.L.P.M.; Carvalho, E.A.S.; Sobrinho, L.N.; Monteiro, R.J.S.R.; Vieira, C.M.F. Production and characterization of a novel artificial stone using brick residue and quarry dust in epoxy matrix. J. Mater. Res. Technol. 2018, 7, 492–498. [Google Scholar] [CrossRef]
- Lee, D.J.; Shin, I.J. Effects of vacuum, mold temperature and cooling rate on mechanical properties of press consolidated glass fiber/PET composites. Compos. Part A 2002, 33, 1107–1114. [Google Scholar] [CrossRef]
- Chiodi Filho, C.; Rodriguez, H. Guide Application of Stone Coverings, 3rd ed.; ABIROCHAS: São Paulo, Brazil, 2009; p. 108. [Google Scholar]
- Brasilian Association of Technical Norms—ABNT. NBR 15844: Rocks for Cladding—Requiriments for Granites; ABNT: Rio de Janeiro, Brazil, 2015. [Google Scholar]
- Sujin Jose, A.; Athijayamani, A.; Jani, S.P. A review on the mechanical properties of bio waste particulate reinforced polymer composites. Mater. Today Proc. 2020, 37, 1757–1760. [Google Scholar] [CrossRef]
- Debnath, S.; Ranade, R.; Wunder, S.L.; Mccool, J.; Boberick, K.; Baran, G. Interface effects on mechanical properties of particle-reinforced composites. Dent. Mater. 2004, 20, 677–686. [Google Scholar] [CrossRef] [PubMed]
- Karaca, Z.; Yılmaz, N.G.; Goktan, R.M. Abrasion wear characterization of some selected stone flooring materials with respect to contact load. Constr. Build. Mater. 2012, 36, 520–526. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Time (h) | |
|---|---|---|
| 1° Stage | 60 | 72 |
| 2° Stage | 80 | 24 |
| Reagents | Concentration | Time (h) |
|---|---|---|
| Ammonium choride | 100 g/L | 24 |
| Ciric acid | 100 g/L | 24 |
| Hydrochloric acid | 3% v | 96 |
| Potassium hudroxide | 30 g/L | 96 |
| Physical Properties | Granite | ASPU |
|---|---|---|
| Density (g/cm3) | 2.62 ± 0.01 | 2.24 ± 0.01 |
| Water absorption (%) | 0.38 ± 0.02 | 0.13 ± 0.02 |
| Apparent Porosity (%) | 0.99 ± 0.06 | 0.31 ± 0.05 |
| Wear Thickness Reduction (mm) | ||
|---|---|---|
| Running distance | 500 m | 1000 m |
| Granite | 0.53 | 1.13 |
| ASPU | 0.97 | 1.75 |
| Weight Loss (%) | ||
|---|---|---|
| Reagents | Granite | ASPU |
| NH4Cl | 0.007 | 0.010 |
| C6H8O7 (citric acid) | 0.019 | 0.011 |
| HCl | 0.043 | 0.039 |
| KOH | 0.025 | 0.022 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomes, M.L.P.M.; Carvalho, E.A.S.; Barreto, G.N.S.; Rodriguez, R.J.S.; Monteiro, S.N.; Vieira, C.M.F. Development of Sustainable Artificial Stone Using Granite Waste and Biodegradable Polyurethane from Castor Oil. Sustainability 2022, 14, 6380. https://doi.org/10.3390/su14116380
Gomes MLPM, Carvalho EAS, Barreto GNS, Rodriguez RJS, Monteiro SN, Vieira CMF. Development of Sustainable Artificial Stone Using Granite Waste and Biodegradable Polyurethane from Castor Oil. Sustainability. 2022; 14(11):6380. https://doi.org/10.3390/su14116380
Chicago/Turabian StyleGomes, Maria Luiza Pessanha Menezes, Elaine Aparecida Santos Carvalho, Gabriela Nunes Sales Barreto, Rubén Jesus Sánchez Rodriguez, Sérgio Neves Monteiro, and Carlos Maurício Fontes Vieira. 2022. "Development of Sustainable Artificial Stone Using Granite Waste and Biodegradable Polyurethane from Castor Oil" Sustainability 14, no. 11: 6380. https://doi.org/10.3390/su14116380
APA StyleGomes, M. L. P. M., Carvalho, E. A. S., Barreto, G. N. S., Rodriguez, R. J. S., Monteiro, S. N., & Vieira, C. M. F. (2022). Development of Sustainable Artificial Stone Using Granite Waste and Biodegradable Polyurethane from Castor Oil. Sustainability, 14(11), 6380. https://doi.org/10.3390/su14116380