
Study on the Effect of Recycled Coarse Aggregate on the Shrinkage Performance of Green Recycled Concrete

 ,
,
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Materials
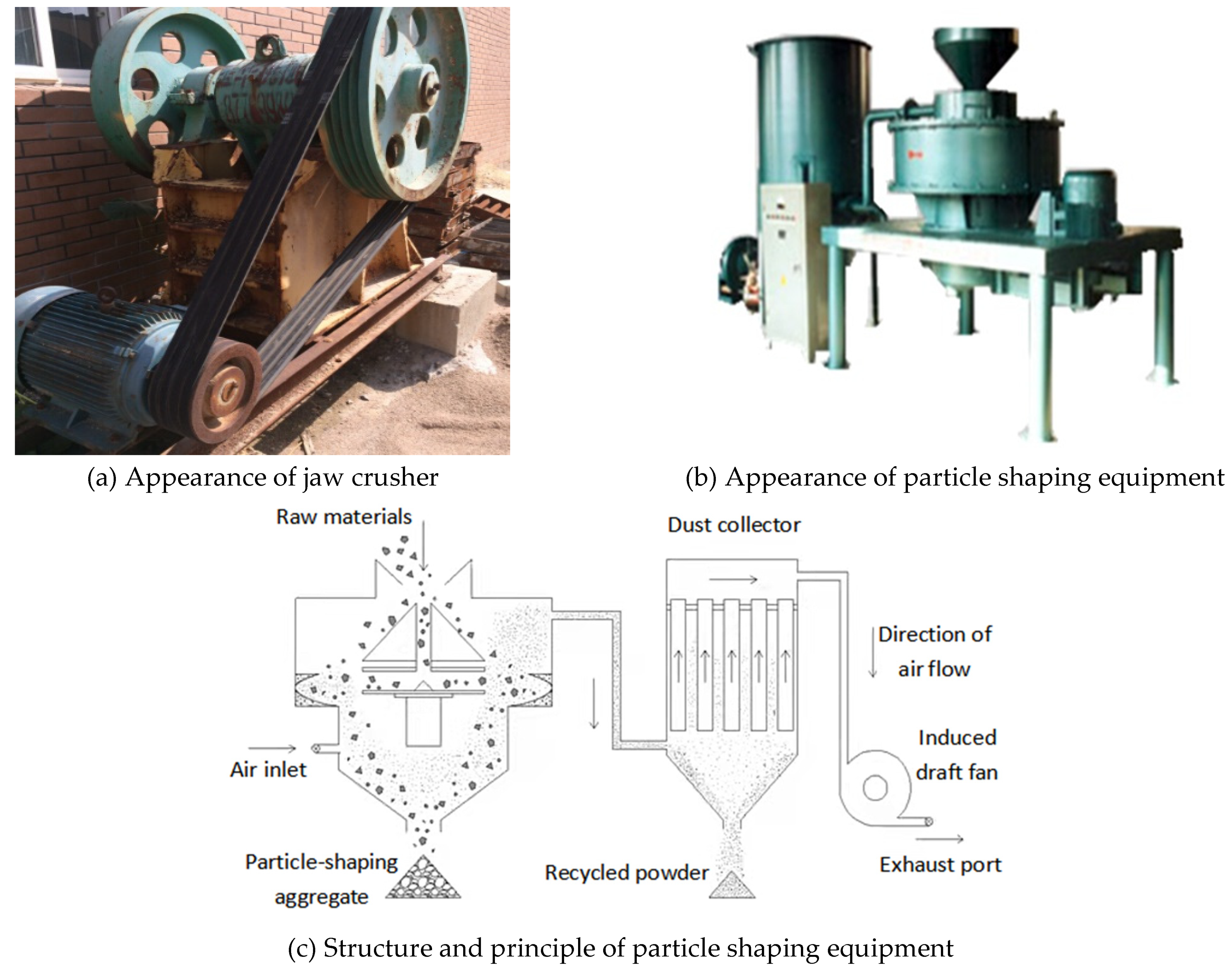
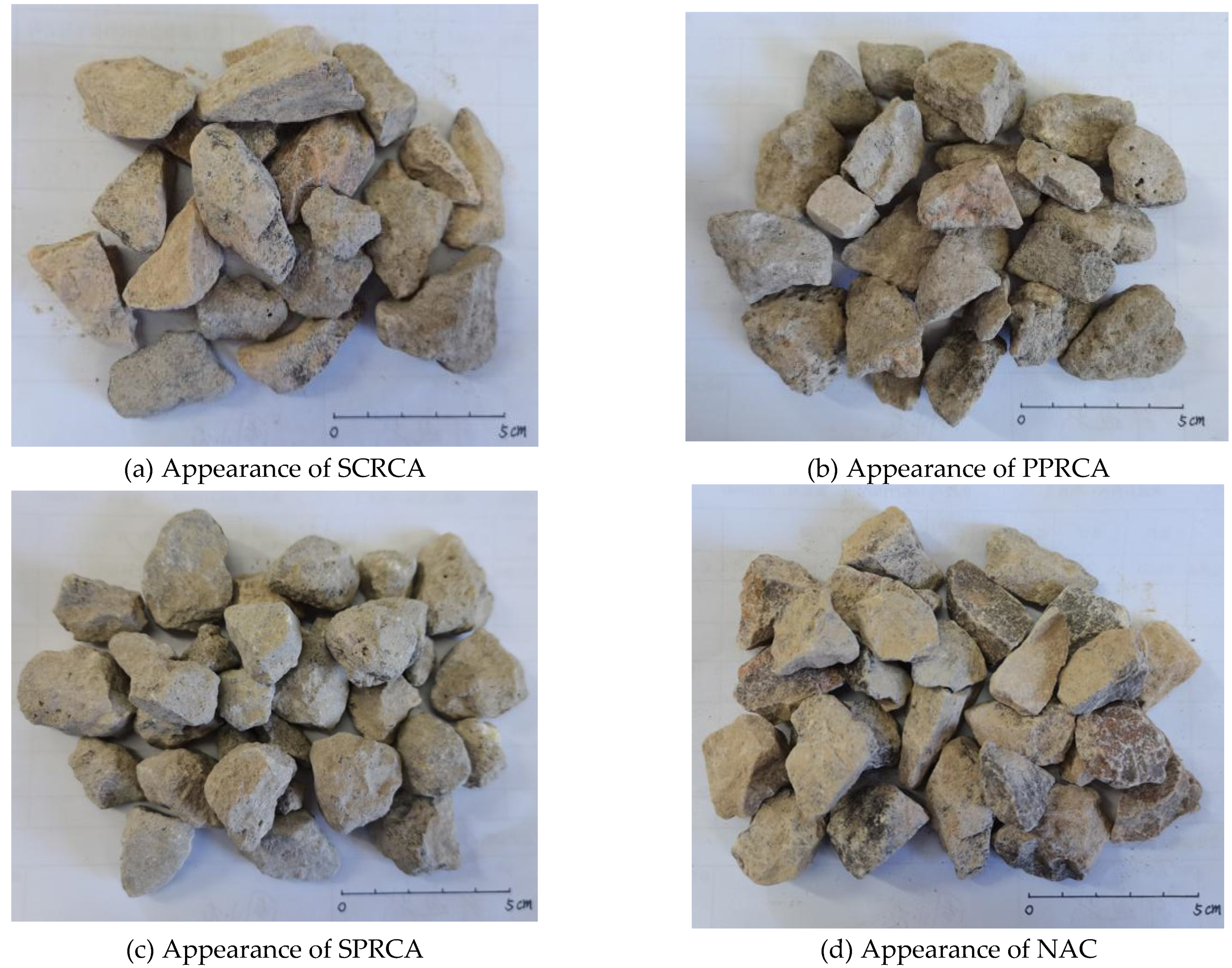
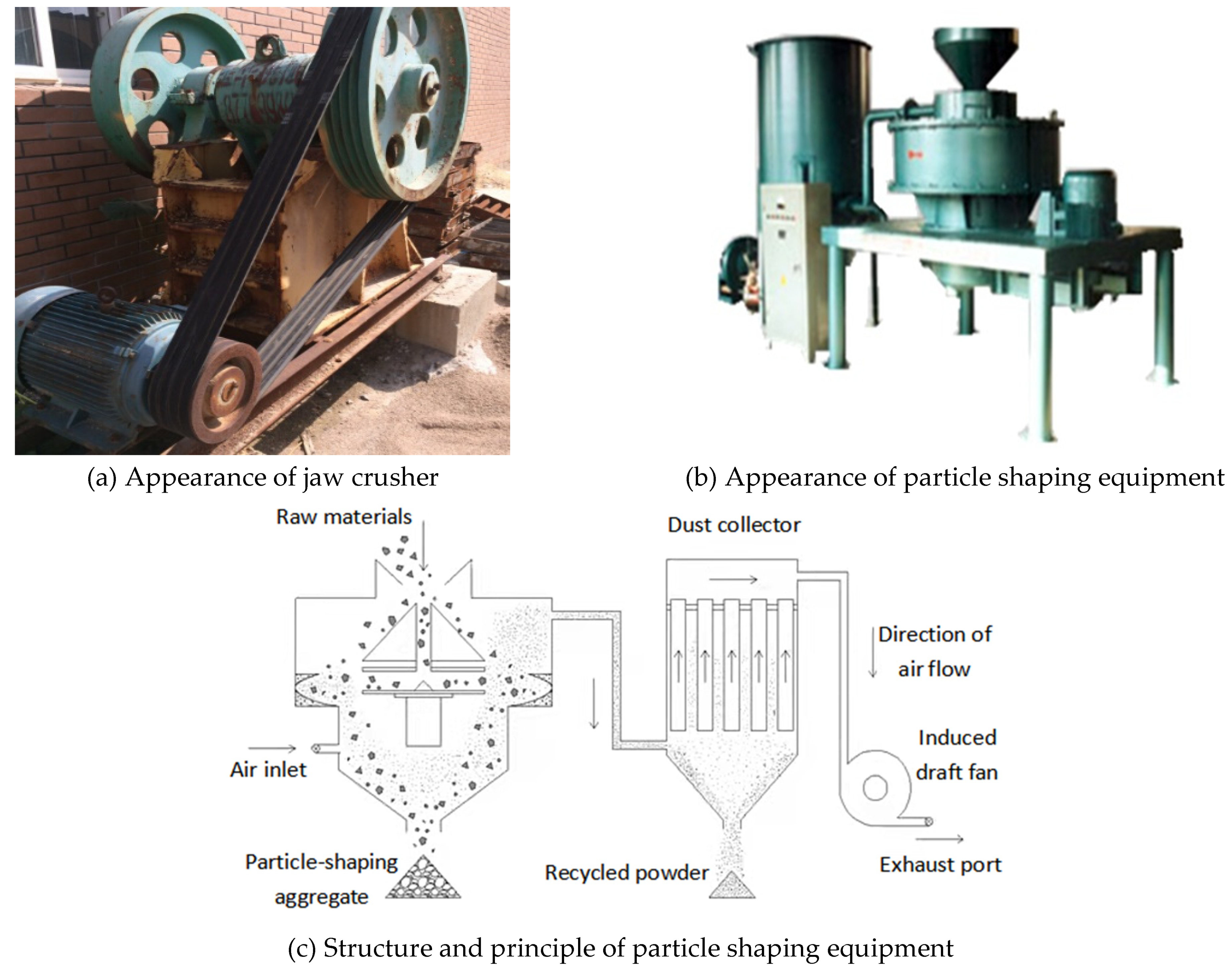
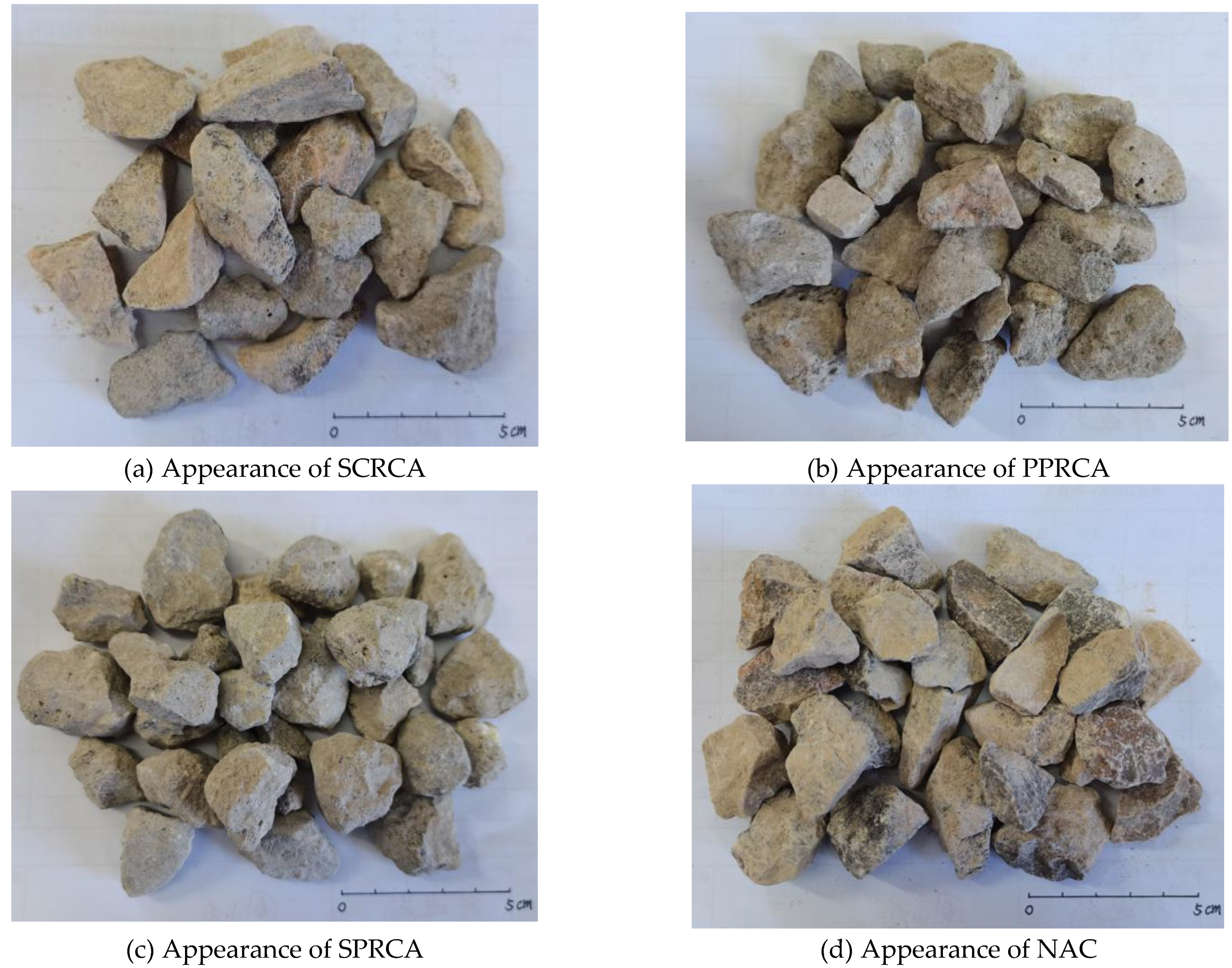
2.2. Preparation of Recycled Coarse Aggregates
2.3. Experimental Methods
2.3.1. Concrete Slump
2.3.2. Concrete Shrinkage
2.3.3. SEM Analysis
2.4. Mix Proportion Design
3. Results and Discussion
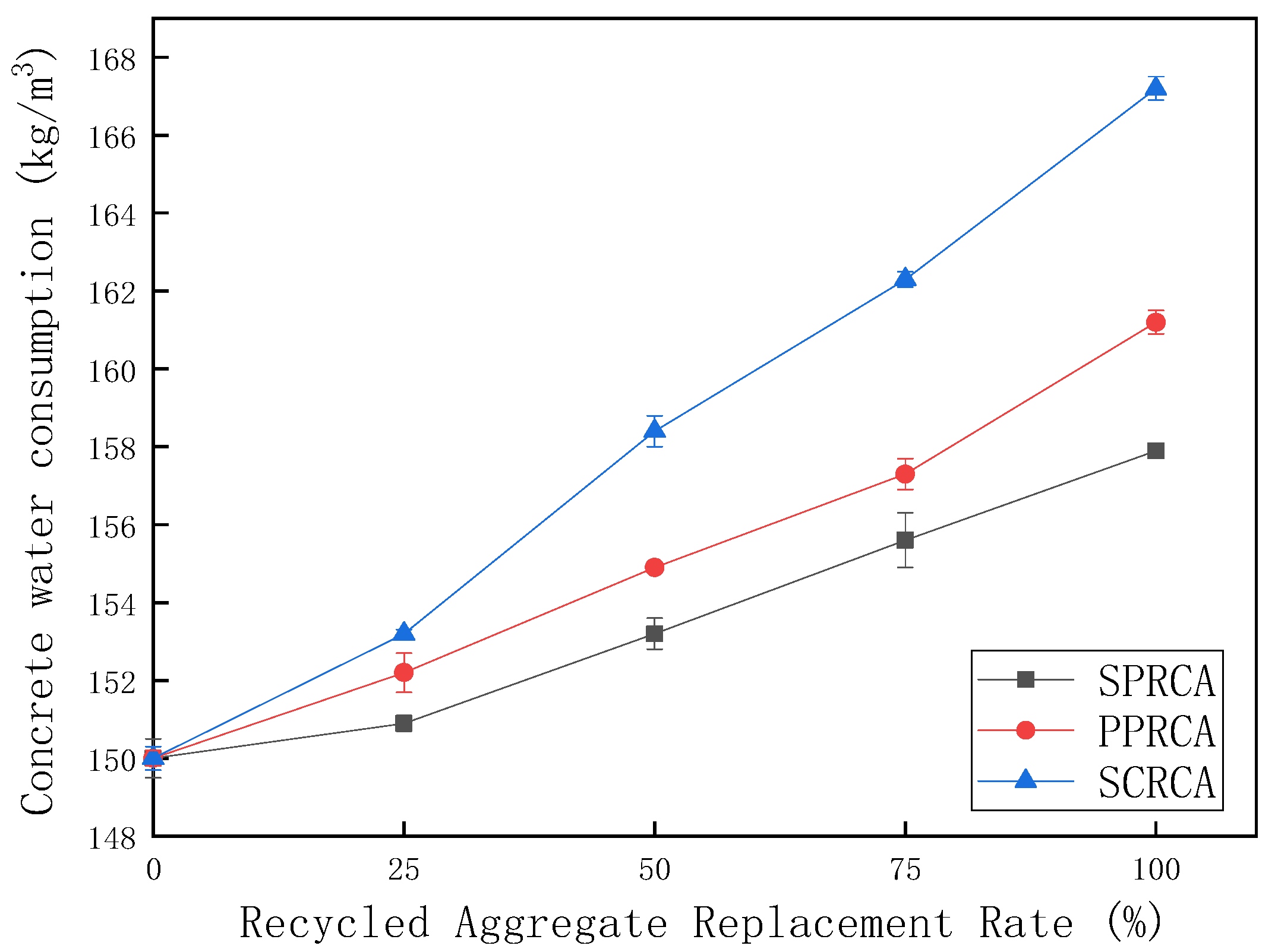
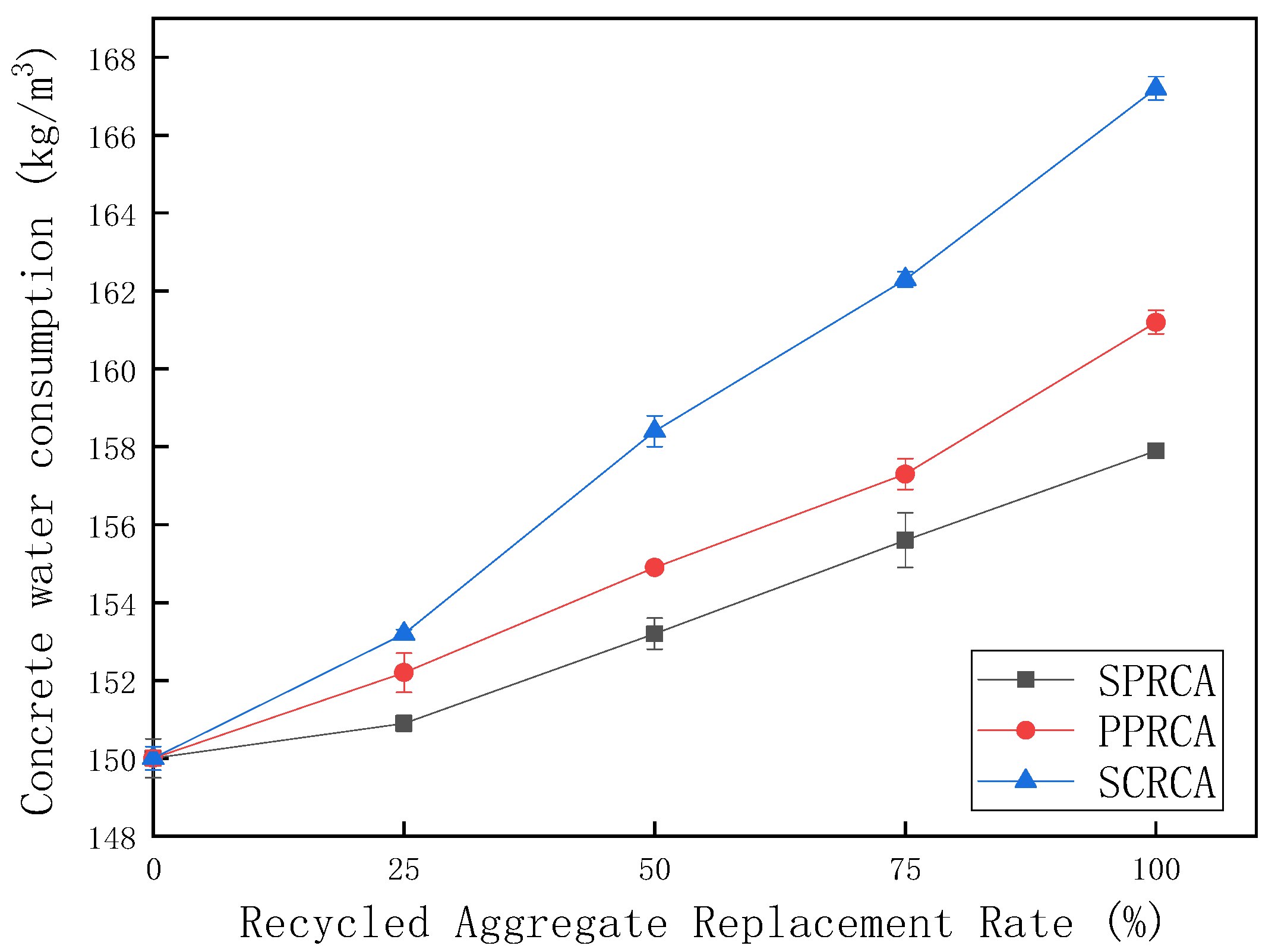
3.1. Effect of RCA on Concrete Water Consumption at Different Replacement Ratios
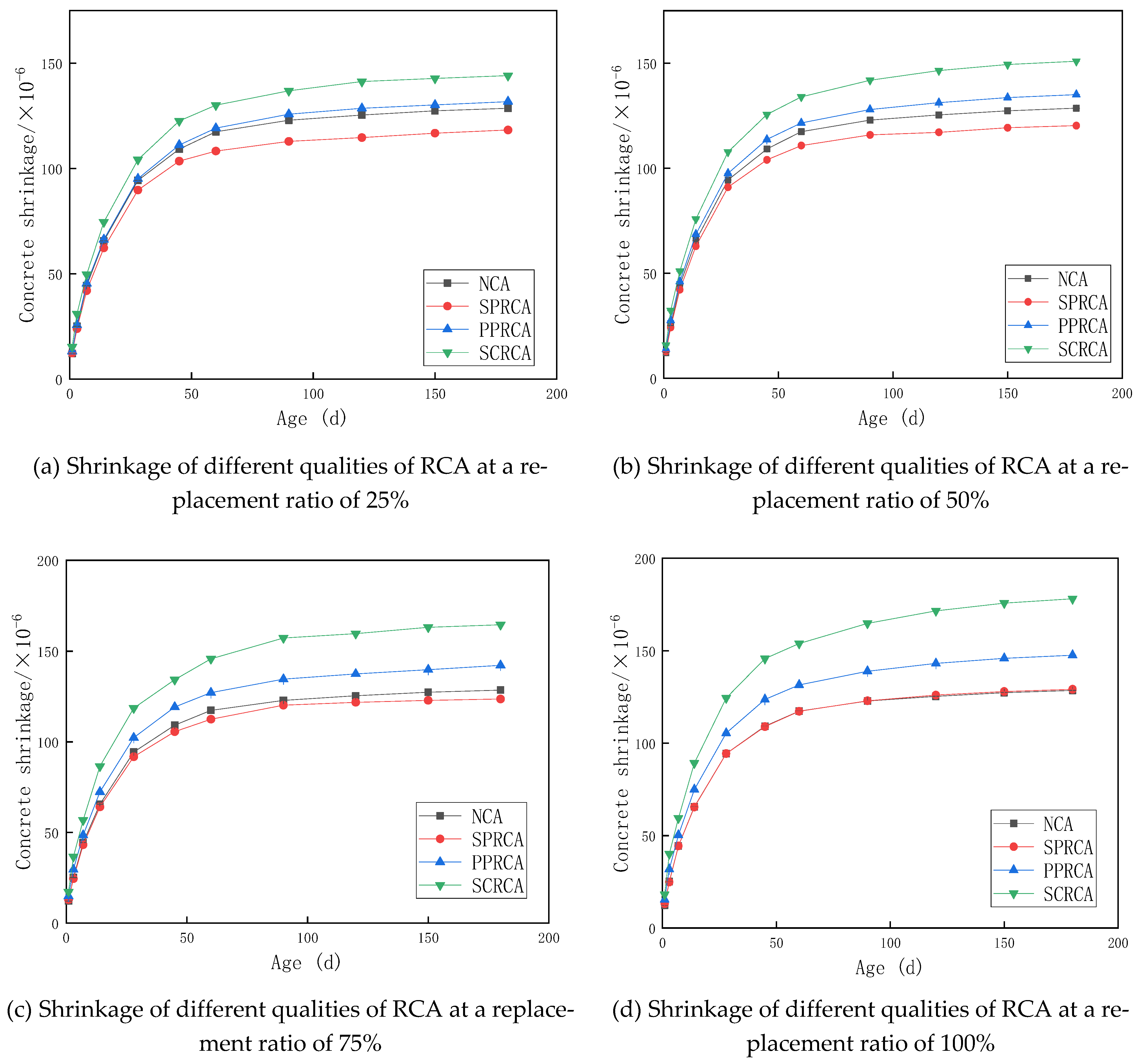
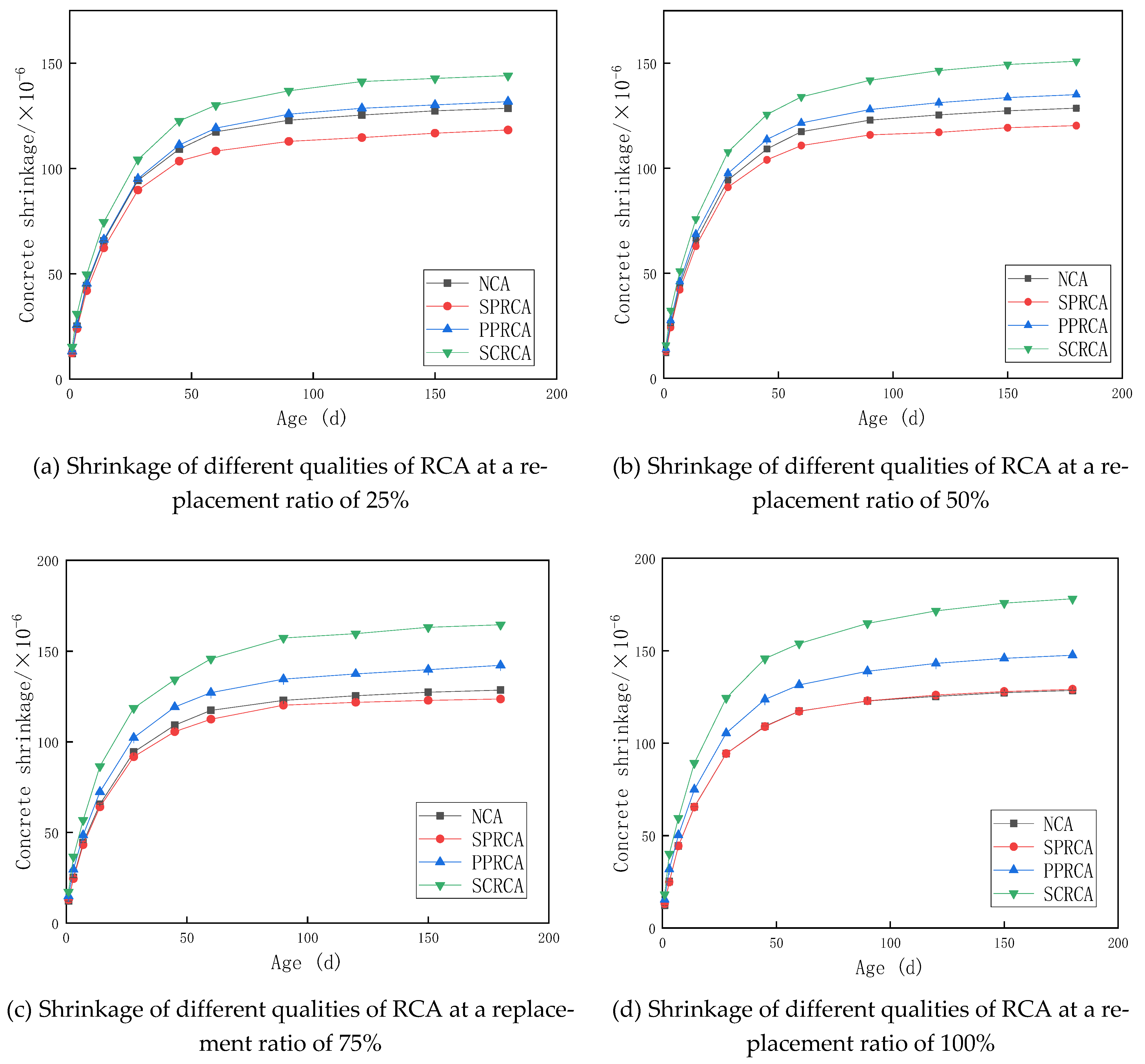
3.2. Effect of RCA Quality on Concrete Shrinkage
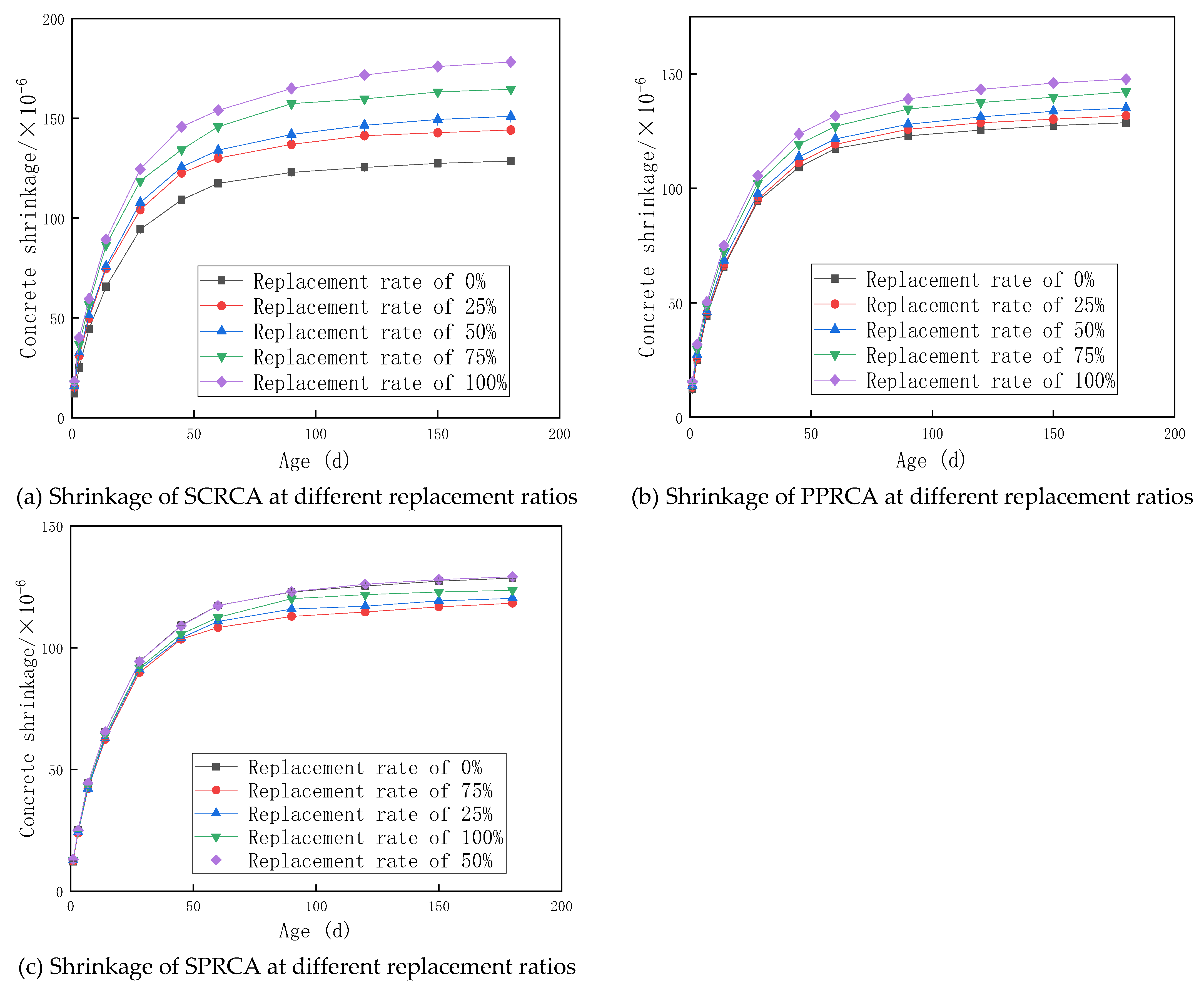
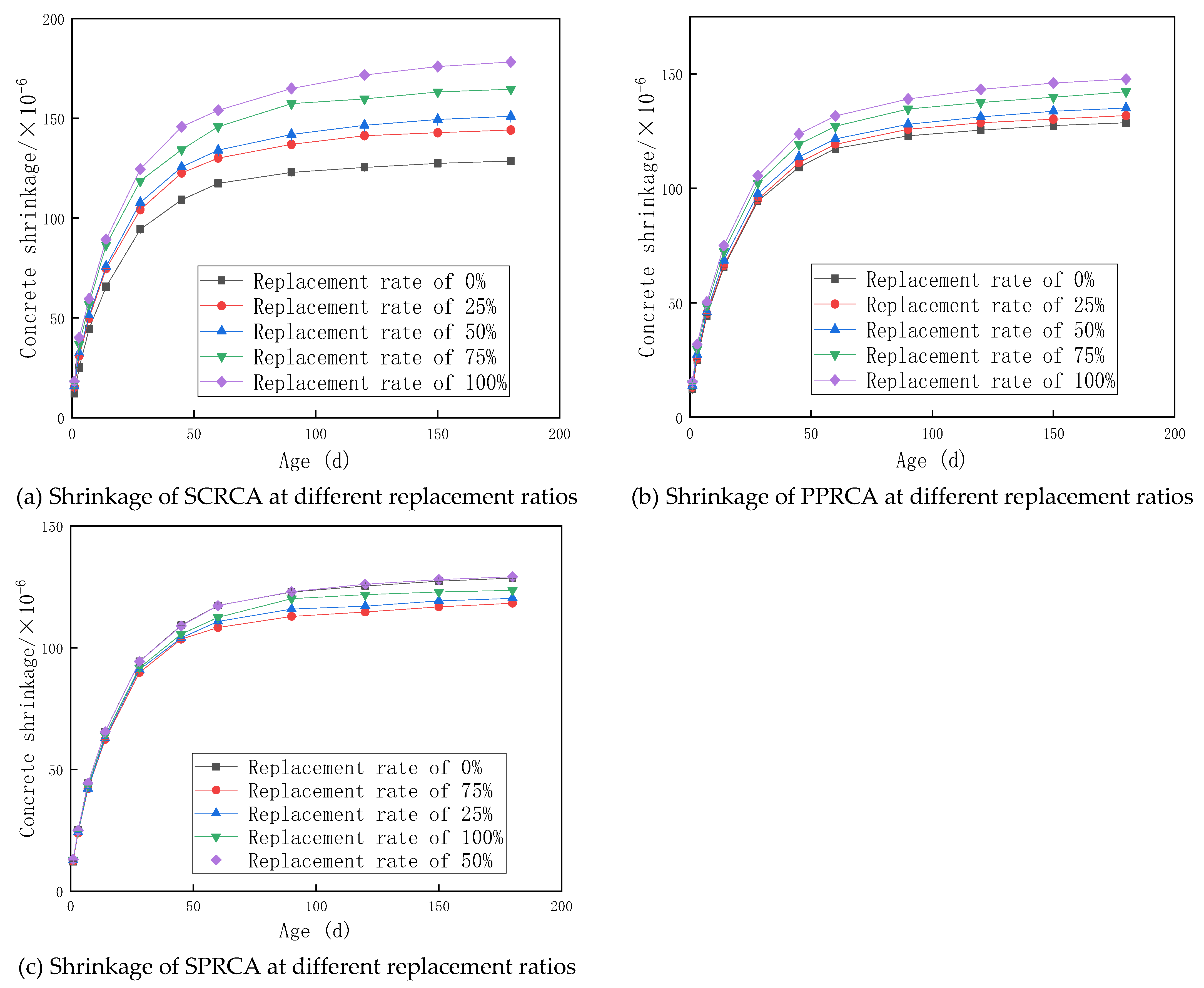
3.3. Effect of RCA Replacement Ratio on Concrete Shrinkage
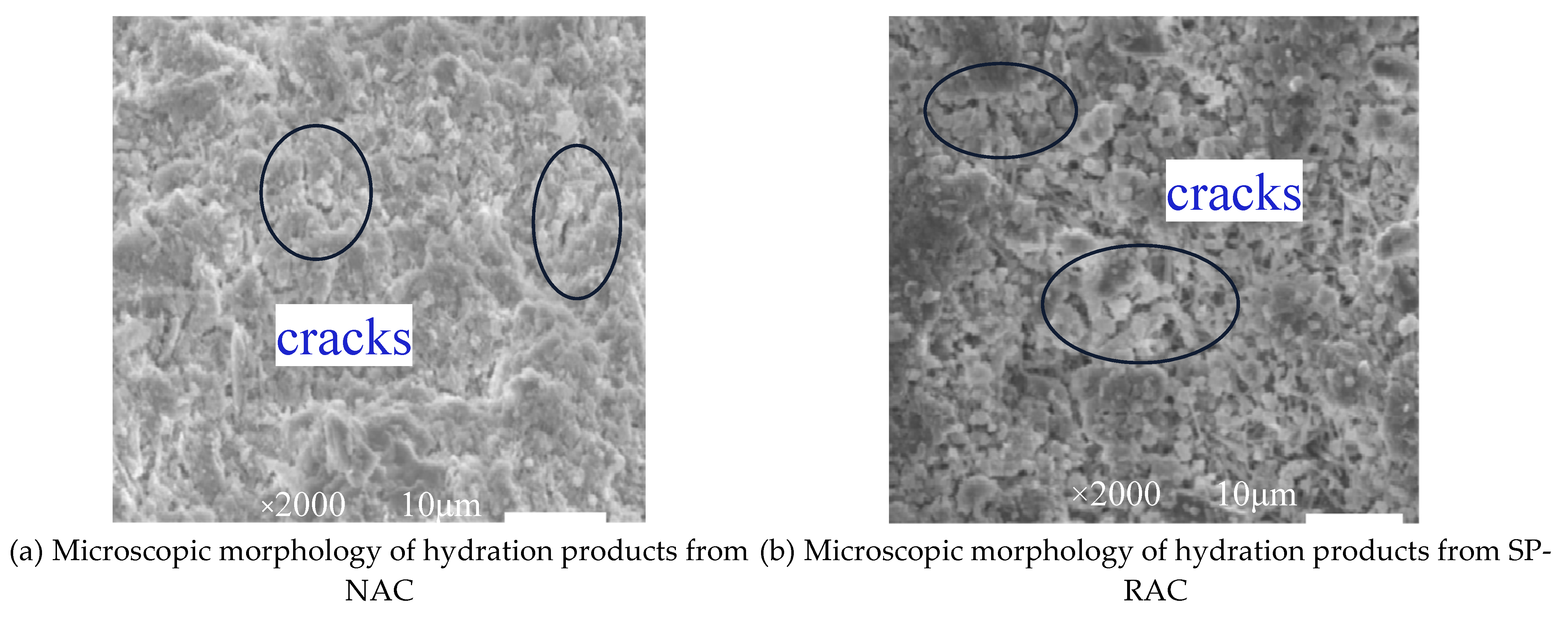
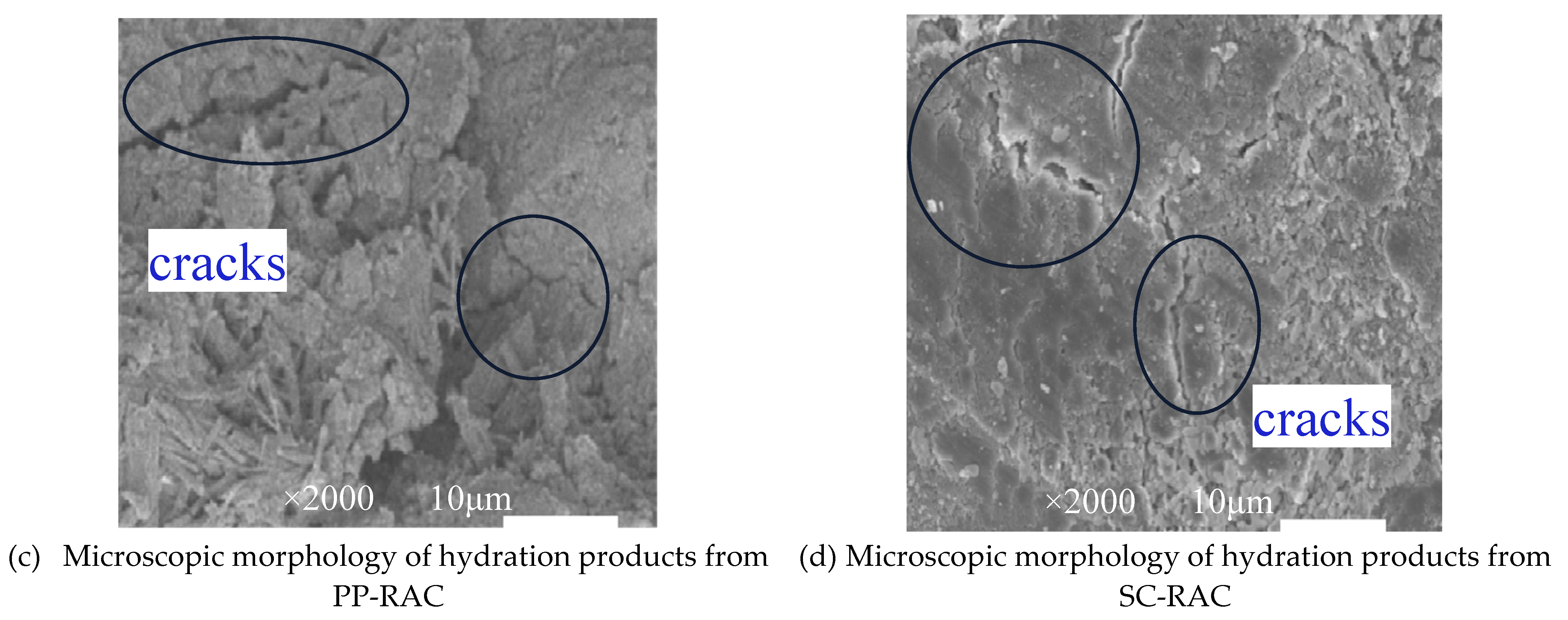
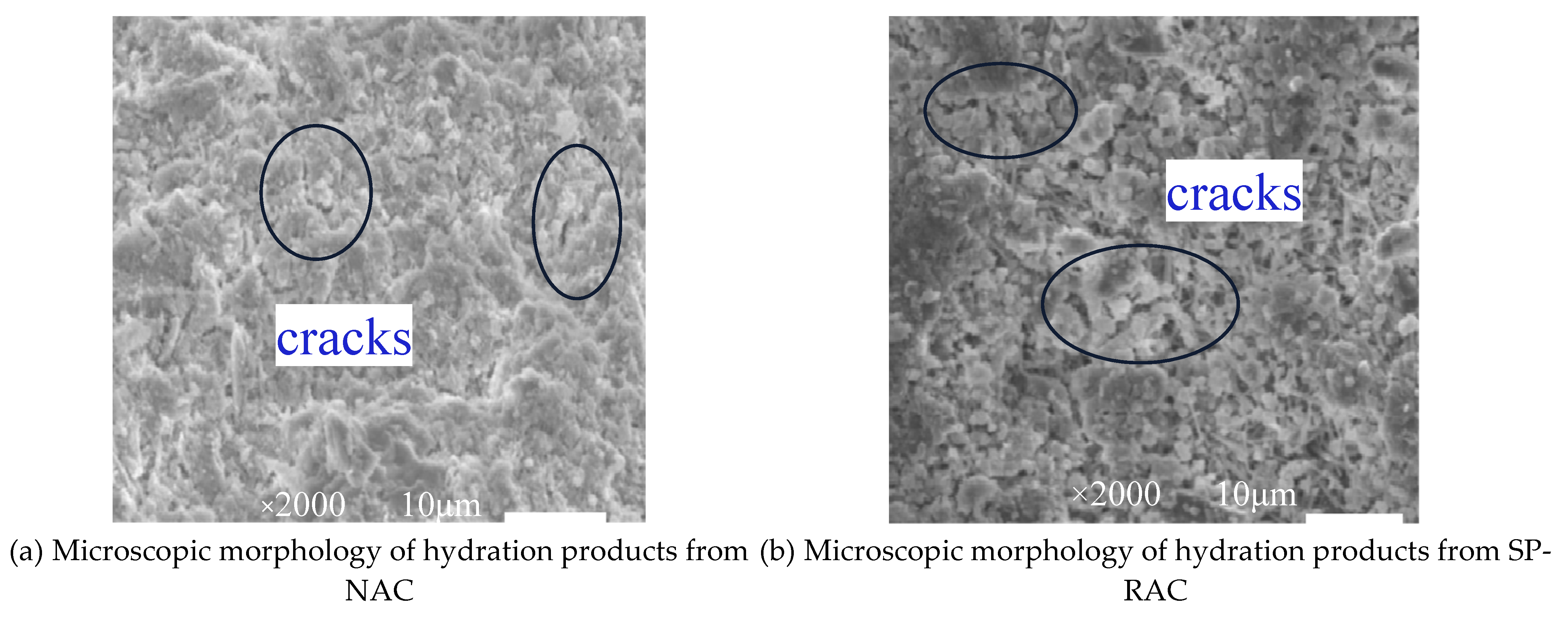
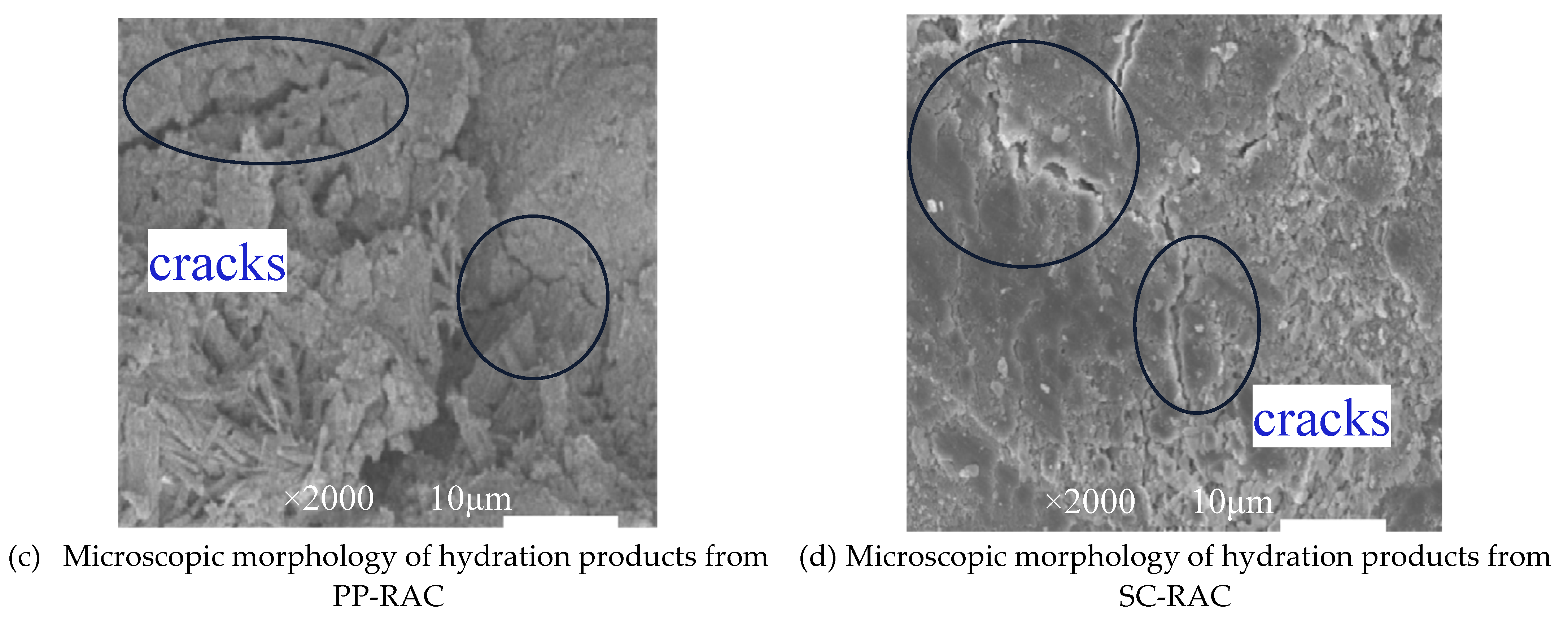
3.4. Micro-Analysis
4. Conclusions
- The water consumption of recycled concrete increases with increasing replacement ratio of RCA, and decreases with increasing quality of RCA. The better the quality of the RCA, the smaller the effect of the replacement ratio of RCA on concrete water consumption.
- With the improvement of RCA quality, the shrinkage of the green recycled concrete decreases significantly, and the effect of RCA quality on the shrinkage of green recycled concrete became greater with increasing replacement ratio of RCA. The shrinkage property of green the recycled concrete configured with SPRCA completely replacing NCA was basically the same as that of NAC.
- For RCA of the same quality, the shrinkage of green recycled concrete increases with the replacement ratio, and the smaller the replacement ratio, the sooner the shrinkage rate stabilizes. In addition, the change in the shrinkage of green recycled concrete with the replacement ratio of RCA is related to the quality of green recycled concrete. When the quality of the RCA is better, the increase in shrinkage of the green recycled concrete is smaller.
- From the SEM images analysis, the structure compactness of hydration product of different green recycled concrete is NAC > SP-RAC > PP-RAC > SC-RAC in sequence.
- The test has not yet established a model for calculating the drying shrinkage of green recycled concrete which could more accurately capture the value of drying shrinkage at each age and the magnitude of the influence of various factors. The drying shrinkage is more related to the pore structure, and the mercury compression and other methods would be conducted further to perfect the drying shrinkage law.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meek, A.H.; Elchalakani, M.; Beckett, C.T.S.; Grant, T. Alternative stabilized rammed earth materials incorporating recycled waste and industrial by-products: Life cycle assessment. Constr. Build. Mater. 2021, 277, 122303. [Google Scholar] [CrossRef]
- Vitale, F.; Nicolella, M. Mortars with Recycled Aggregates from Building-Related Processes: A ‘Four-Step’ Methodological Proposal for a Review. Sustainability 2021, 13, 2756. [Google Scholar] [CrossRef]
- Chen, W.; Jin, R.; Xu, Y.; Wanatowski, D.; Li, B.; Yan, L.; Pan, Z.; Yang, Y. Adopting recycled aggregates as sustainable con-struction materials: A review of the scientific literature. Constr. Build. Mater. 2019, 218, 483–496. [Google Scholar] [CrossRef]
- Wu, H.; Zuo, J.; Zillante, G.; Wang, J.; Yuan, H. Status quo and future directions of construction and demolition waste research: A critical review. J. Clean. Prod. 2019, 240, 118163. [Google Scholar] [CrossRef]
- Menegaki, M.; Damigos, D. A review on current situation and challenges of construction and demolition waste management. Curr. Opin. Green Sustain. Chem. 2018, 13, 8–15. [Google Scholar] [CrossRef]
- Ginga, C.P.; Ongpeng, J.M.C.; Daly, M.K.M. Circular Economy on Construction and Demolition Waste: A Literature Review on Material Recovery and Production. Materials 2020, 13, 2970. [Google Scholar] [CrossRef] [PubMed]
- Wei, Y.; Xie, X. Current Situation Analysis and Benefit Analysis of Construction Waste Reuse. Int. Core J. Eng. 2020, 6, 76–80. [Google Scholar]
- Superti, V.; Houmani, C.; Hansmann, R.; Baur, I.; Binder, C. Strategies for a Circular Economy in the Construction and Demolition Sector: Identifying the Factors Affecting the Recommendation of Recycled Concrete. Sustainability 2021, 13, 4113. [Google Scholar] [CrossRef]
- Li, J.; Zhou, H.; Chen, W.; Chen, Z. Mechanical Properties of a New Type Recycled Aggregate Concrete Interlocking Hollow Block Masonry. Sustainability 2021, 13, 745. [Google Scholar] [CrossRef]
- Hu, Z.; Kong, Z.; Cai, G.; Li, Q.; Guo, Y.; Su, D.; Liu, J.; Zheng, S. Study of the Proper-ties of Full Component Recycled Dry-Mixed Masonry Mortar and Concrete Prepared from Construction Solid Waste. Sustainability 2021, 13, 8385. [Google Scholar] [CrossRef]
- Meng, D.; Wu, X.; Quan, H.; Zhu, C. A strength-based mix design method for recycled aggregate concrete and consequent durability performance. Constr. Build. Mater. 2021, 281, 122616. [Google Scholar] [CrossRef]
- Naeini, M.; Mohammadinia, A.; Arulrajah, A.; Horpibulsuk, S. Recycled Glass Blends with Recycled Concrete Aggregates in Sustainable Railway Geotechnics. Sustainability 2021, 13, 2463. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; You, I.; Zi, G. Effects of waste liquid–crystal display glass powder and fiber geometry on the mechanical properties of ultra-high-performance concrete. Constr. Build. Mater. 2021, 266, 120938. [Google Scholar] [CrossRef]
- Mao, Y.; Liu, J.; Shi, C. Autogenous shrinkage and drying shrinkage of recycled aggregate concrete: A review. J. Clean. Prod. 2021, 295, 126435. [Google Scholar] [CrossRef]
- BravoGerman, A.; Bravo-Gómez, I.; Mesa, J.; Maury-Ramírez, A. Mechanical Properties of Concrete Using Recycled Aggre-gates Obtained from Old Paving Stones. Sustainability 2021, 13, 3044. [Google Scholar] [CrossRef]
- Wang, R.; Yu, N.; Li, Y. Methods for improving the microstructure of recycled concrete aggregate: A review. Constr. Build. Mater. 2020, 242, 118164. [Google Scholar] [CrossRef]
- Kencanawati, N.N.; Iizasa, S.; Shigeishi, M. Fracture process and reliability of concrete made from high grade recycled aggregate using acoustic emission technique under compression. Mater. Struct. 2012, 46, 1441–1448. [Google Scholar] [CrossRef]
- Dilbas, H.; Çakır, Ö.; Atiş, C. Experimental investigation on properties of recycled aggregate concrete with optimized Ball Milling Method. Constr. Build. Mater. 2019, 212, 716–726. [Google Scholar] [CrossRef]
- Kencanawati, N.N.; Hariyadi, H.; Akmaluddin, A.; Karyawan ID, M.A.; Mahmud, F.; Saputro, P.N. Effectiveness of vibratory added mixing concrete with heating-grinding recycled coarse aggregate. IOP Conf. Ser. Earth Environ. Sci. 2021, 847, 012004. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H.; Tam, C.T.; Foo, T.W.J. Microwave-assisted beneficiation of recycled concrete aggre-gates. Constr. Build. Mater. 2011, 25, 3469–3479. [Google Scholar] [CrossRef]
- Saravanakumar, P.; Abhiram, K.; Manoj, B. Properties of treated recycled aggregates and its influence on concrete strength characteristics. Constr. Build. Mater. 2016, 111, 611–617. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Qian, X.; Chen, P.; Xu, Y.; Guo, J. An environmentally friendly method to improve the quality of recycled concrete aggregates. Constr. Build. Mater. 2017, 144, 432–441. [Google Scholar] [CrossRef] [Green Version]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Patnaikuni, I.; Zhou, Y.; Xing, F. Effect of different aggregate treatment techniques on the freeze-thaw and sulfate resistance of recycled aggregate concrete. Cold Reg. Sci. Technol. 2020, 178, 103126. [Google Scholar] [CrossRef]
- Lei, B.; Li, W.; Tang, Z.; Li, Z.; Tam, V.W. Effects of environmental actions, recycled aggregate quality and modification treatments on durability performance of recycled concrete. J. Mater. Res. Technol. 2020, 9, 13375–13389. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Tam, V.W.; Butera, A.; Le, K.N.; Li, W. Utilising CO2 technologies for recycled aggregate concrete: A critical review. Constr. Build. Mater. 2020, 250, 118903. [Google Scholar] [CrossRef]
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2020, 105, 103446. [Google Scholar] [CrossRef]
- Li, L.; Poon, C.S.; Xiao, J.; Xuan, D. Effect of carbonated recycled coarse aggregate on the dynamic compressive behavior of recycled aggregate concrete. Constr. Build. Mater. 2017, 151, 52–62. [Google Scholar] [CrossRef]
- Singh, L.P.; Bisht, V.; Aswathy, M.S.; Chaurasia, L.; Gupta, S. Studies on performance enhancement of recycled aggregate by incorporating bio and nano materials. Constr. Build. Mater. 2018, 181, 217–226. [Google Scholar] [CrossRef]
- García-González, J.; Rodríguez-Robles, D.; Wang, J.; De Belie, N.; Morán-del Pozo, J.M.; Guerra-Romero, M.I.; Juan-Valdés, A. Quality improvement of mixed and ceramic recycled aggregates by biodeposition of calcium carbonate. Constr. Build. Mater. 2017, 154, 1015–1023. [Google Scholar] [CrossRef]
- Purushothaman, R.; Amirthavalli, R.R.; Karan, L. Influence of Treatment Methods on the Strength and Performance Characteristics of Recycled Aggregate Concrete. J. Mater. Civ. Eng. 2015, 27, 04014168. [Google Scholar] [CrossRef]
- Amer, A.A.; Ezziane, K. Evaluation of coarse recycled concrete aggregates effect on the properties of fresh and hardened concrete. Asian J. Civ. Eng. 2021, 22, 1173–1184. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Prediction of the shrinkage behavior of recycled aggregate concrete: A review. Constr. Build. Mater. 2015, 77, 327–339. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Lehman, D.E.; Geng, Y.; Kuder, K. Time-dependent drying shrinkage model for concrete with coarse and fine recycled aggregate. Cem. Concr. Compos. 2020, 105, 103426. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Cao, Z.; Guo, M.; Zheng, J. Effect of carbonated coarse recycled concrete aggregate on the properties and mi-crostructure of recycled concrete. J. Clean. Prod. 2019, 233, 421–428. [Google Scholar] [CrossRef]
- Medjigbodo, S.; Bendimerad, A.Z.; Rozière, E.; Loukili, A. How do recycled concrete aggregates modify the shrinkage and self-healing properties? Cem. Concr. Compos. 2018, 86, 72–86. [Google Scholar] [CrossRef]
- Cui, Z.; Zhang, Y. Effect of recycled coarse aggregate suction and drainage on drying shrinkage of concrete. Adv. Eng. Sci. 2020, 52, 139–144. (In Chinese) [Google Scholar]
- Duan, Z.; Poon, C.S. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old adhered mortars. Mater. Des. 2014, 58, 19–29. [Google Scholar] [CrossRef]
- Yue, G.; Ma, Z.; Liu, M.; Liang, C.; Ba, G. Damage behavior of the multiple ITZs in recycled aggregate concrete subjected to aggressive ion environment. Constr. Build. Mater. 2020, 245, 118419. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Pedro, D.; De Brito, J.; Evangelista, L. Performance of concrete made with aggregates recycled from precasting industry waste: Influence of the crushing process. Mater. Struct. 2014, 48, 3965–3978. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Tam, C.M. Assessment of durability of recycled aggregate concrete produced by two-stage mixing approach. J. Mater. Sci. 2007, 42, 3592–3602. [Google Scholar] [CrossRef] [Green Version]
- Sun, D.; Li, Z.; Liu, K.; Wang, A.; Huang, W.; Zhang, G. Influence of Shapes and Defects in Recycled Aggregate on Drying Shrinkage and Mechanical Properties of Recycled Aggregate Concrete. Mater. Rep. 2021, 35, 11027–11033. (In Chinese) [Google Scholar]
- Akbarnezhad, A.; Ong, K.C.G.; Tam, C.T.; Zhang, M.H. Effects of the Parent Concrete Properties and Crushing Procedure on the Properties of Coarse Recycled Concrete Aggregates. J. Mater. Civ. Eng. 2013, 25, 1795–1802. [Google Scholar] [CrossRef]
- Wang, Z.; Yao, H.; Li, Q.; Guo, Y. Effect of enhanced processing modeproperties of recycled coarse ag-gregate on the carbonation resistance of recycled concrete. Concrete 2017, 335, 57–60. (In Chinese) [Google Scholar]
- Ministry of Housing and Urban-Rural Development, People’s Republic of China. GB/T 25177-2010. Recycled Coarse Aggregates for Concrete. 2010-09-26. Available online: https://kns.cnki.net/kcms/detail/detail.aspx?FileName=SCSF00034009&DbName=SCSF (accessed on 1 August 2021). (In Chinese).
- Cao, Y.; Yong, B.K.; Xia, Q. Experimental study on drying shrinkage of recycled concrete. Eng. Constr. 2009, 23, 47–49. [Google Scholar]
- Zhang, J.; Du, H.; Zhang, C.; Li, Q.Y. Influence of mineral admixture and recycled aggregate on shrinkage of concrete. J. Qingdao Technol. Univ. 2009, 30, 145–153. [Google Scholar]
- Zhang, H.; Wang, Y.-Y.; Lehman, D.E.; Geng, Y. Autogenous-shrinkage model for concrete with coarse and fine recycled aggregate. Cem. Concr. Compos. 2020, 111, 103600. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Comparative analysis of existing prediction models on the creep behaviour of RAC. Eng. Struct. 2015, 100, 31–42. [Google Scholar] [CrossRef]
- Silva, R.; de Brito, J.; Dhir, R. Tensile strength behaviour of recycled aggregate concrete. Constr. Build. Mater. 2015, 83, 108–118. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | TiO2 | Loss |
| 45.34 | 12.56 | 20.78 | 2.32 | 3.04 | 13.67 | 0.68 | 0.38 | |
| Mineral Composition | β-C2S | Cm | ||||||
| 35.77 | 36.05 | 8.07 | 14.05 | 1.01 | ||||
| Bulk Density /(kg/m3) | Apparent Density /(kg/m3) | Porosity /% | Harmful Substance Content | Powder Content /% | Clay Lump /% | Crushing Index /% | Robustness /% | Fineness Modulus |
|---|---|---|---|---|---|---|---|---|
| 1450 | 2600 | 40 | Qualified | 1.1 | 0.7 | 12.5 | 4.6 | 2.6 |
| Water Absorption (%) | Moisture Content (%) | Content of Needle-Like Particles (%) | Crushing Index (%) | Bulk Density (kg/m3) | Apparent Density (kg/m3) |
|---|---|---|---|---|---|
| 1.6 | 0.45 | 4.25 | 11.9 | 1458 | 2480 |
| Projects | Standard Provisions | Recycled Coarse Ggregates for Trials | ||||
|---|---|---|---|---|---|---|
| Class I | Class II | Class III | SPRCA | PPRCA | SCRCA | |
| Grain Gradation | Qualified | Qualified | Qualified | Qualified | Qualified | Qualified |
| Powder Content/% | <1.0 | <2.0 | <3.0 | 0.7 | 0.9 | 2.2 |
| Water Absorption/% | <3.0 | <5.0 | <8.0 | 1.6 | 2.4 | 3.5 |
| Content of Needle-Like Particles/% | <10.0 | 1.0 | 4.0 | 7.0 | ||
| Impurity Content/% | <1.0 | 0.2 | 0.5 | 0.9 | ||
| Ruggednesss/% | <5.0 | <10.0 | <15.0 | 3.9 | 4.9 | 9.8 |
| Crushing Index/% | <12.0 | <20.0 | <30.0 | 9.0 | 14.0 | 17.0 |
| Apparent Density/(kg/m3) | >2450 | >2350 | >2250 | 2475 | 2470 | 2436 |
| Void ratio/% | <47.0 | <50.0 | <53.0 | 43.0 | 46.0 | 48.0 |
| No. | RCA | Natural Coarse Aggregate/(kg/m3) | |
|---|---|---|---|
| Replacement Ratio/% | Consumption /(kg/m3) | ||
| TR | 0 | 0 | 1166 |
| SC-25 | 25 | 291.5 | 874.5 |
| SC-50 | 50 | 583 | 583 |
| SC-75 | 75 | 874.5 | 291.5 |
| SC-100 | 100 | 1166 | 0 |
| PP-25 | 25 | 291.5 | 874.5 |
| PP-50 | 50 | 583 | 583 |
| PP-75 | 75 | 874.5 | 291.5 |
| PP-100 | 100 | 1166 | 0 |
| SP-25 | 25 | 291.5 | 874.5 |
| SP-50 | 50 | 583 | 583 |
| SP-75 | 75 | 874.5 | 291.5 |
| SP-100 | 100 | 1166 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Wang, P.; Yu, Z.; Yue, G.; Wang, L.; Guo, Y.; Li, Q. Study on the Effect of Recycled Coarse Aggregate on the Shrinkage Performance of Green Recycled Concrete. Sustainability 2021, 13, 13200. https://doi.org/10.3390/su132313200
Yu Y, Wang P, Yu Z, Yue G, Wang L, Guo Y, Li Q. Study on the Effect of Recycled Coarse Aggregate on the Shrinkage Performance of Green Recycled Concrete. Sustainability. 2021; 13(23):13200. https://doi.org/10.3390/su132313200
Chicago/Turabian StyleYu, Yang, Peihan Wang, Zexin Yu, Gongbing Yue, Liang Wang, Yuanxin Guo, and Qiuyi Li. 2021. "Study on the Effect of Recycled Coarse Aggregate on the Shrinkage Performance of Green Recycled Concrete" Sustainability 13, no. 23: 13200. https://doi.org/10.3390/su132313200
APA StyleYu, Y., Wang, P., Yu, Z., Yue, G., Wang, L., Guo, Y., & Li, Q. (2021). Study on the Effect of Recycled Coarse Aggregate on the Shrinkage Performance of Green Recycled Concrete. Sustainability, 13(23), 13200. https://doi.org/10.3390/su132313200