
Development of an Industry 4.0-Based Analytical Method for the Value Stream Centered Optimization of Demand-Driven Warehousing Systems




Abstract
:1. Introduction
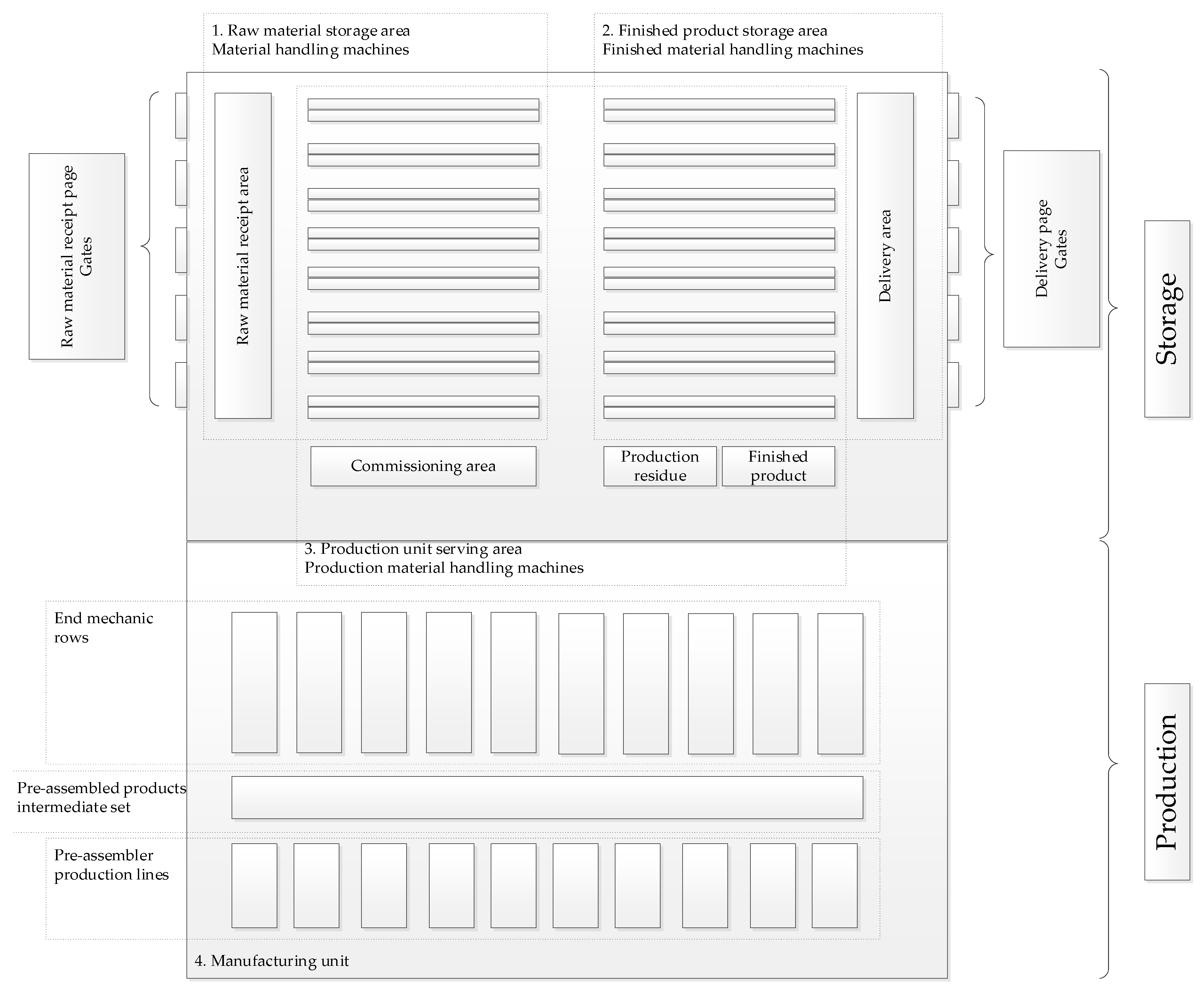
- Reception and storage of raw materials;
- Production area raw material service and material management;
- Storage and delivery of finished product.
2. Overview of the Area of Storage System Design
3. Description of the Test Options
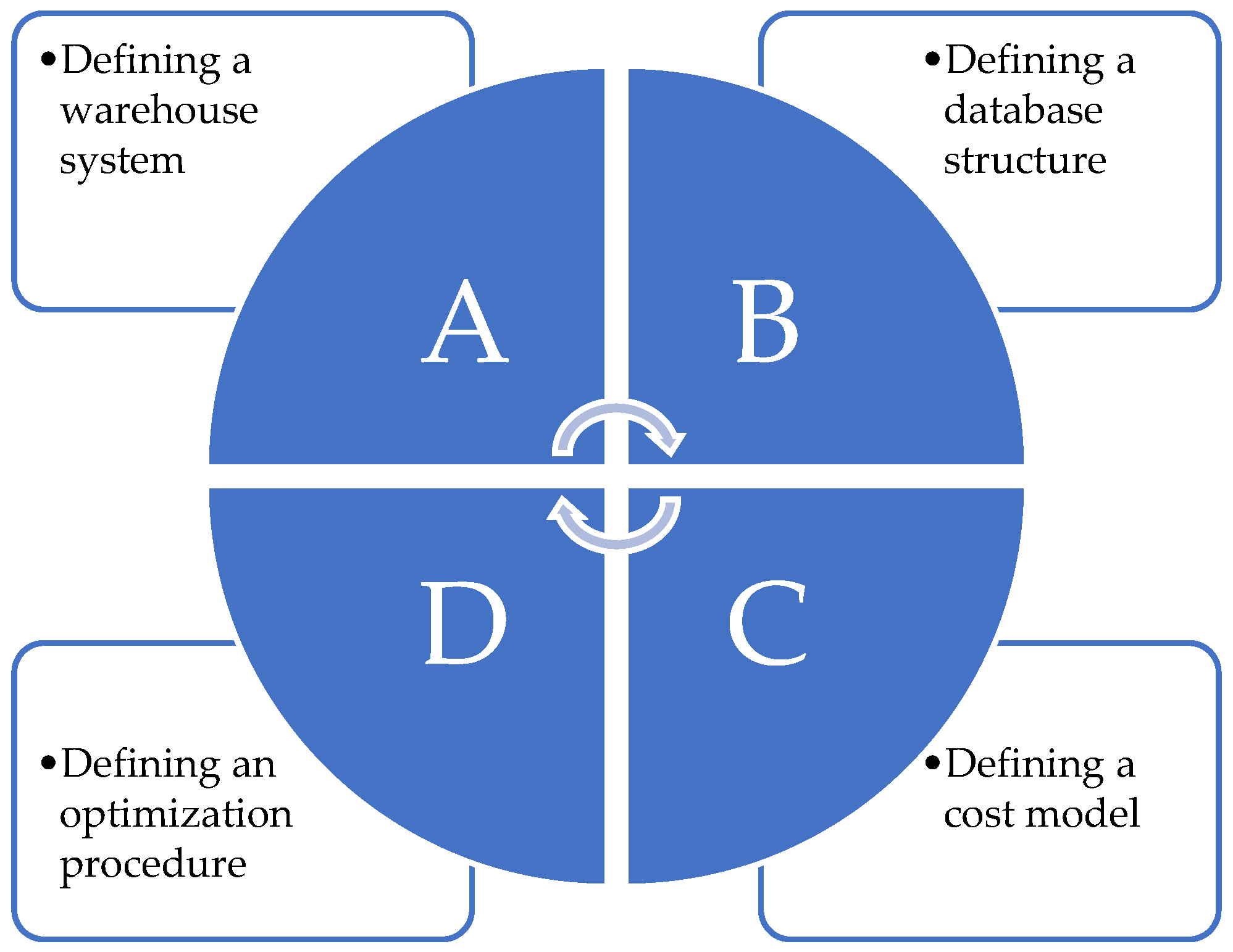
- Development of the concept of a test system to support the optimal selection and operation of the demand-driven storage system;
- Development and calculation of the cost model to support the selection and operation of the demand-driven storage system;
- Definition of the data model, conditions, and purpose function of the test system supporting the selection and operation of the demand-driven storage system.
4. Comprehensive Description of the Method Developed
4.1. Presentation of the Concept of Operation of the Test Method
- Information database: It provides input data from the optimization module. These databases contain static background tables of manufactured products and customers that vary with low frequency;
- Picking strategy input data: They provide data for picking processes. On the basis of these data, the claim is determined. The demand generates a to-do list to be executed for the picking operation;
- Entry strategy input data: They provide data for storage processes;
- On the basis of these data, the claim is determined. The demand generates a to-do list to be performed for the picking operation;
- Warehouse database: The database contains static background tables of handling machines, human resources, storage systems, and products that vary with elementary low frequency;
- Business plan database: It is a database of incoming revenues and outcoming expenses or charges required to make a profit, containing information about inventory value and investments.
- Material handling process steps: They are the handling steps during the reception, storage, and removal of the raw material;
- Evaluation database: It contains the results of material handling steps based on entry and removal strategies.
- Part number and production schedule database data;
- Customer database data;
- Production database;
- Delivery database data.
- Storage system database data;
- Material handling system database data;
- Product database data;
- Human resources database.
- Weight of objective function components;
- Specific cost functions based on historical data;
4.2. Presentation of the Cost Model Supporting the Selection and Operation of the Storage System
- Variable cost: Every cost element that changes in the event of a change in the warehouse charge in the number of products handled. The following costs can be classified in this category:
- o
- Wage costs: The wages of persons performing the main operational logistical tasks of warehouses, which may vary depending on the warehouse load;
- o
- A certain part of the cost of operation, since with non-continuous operation, overhead costs for example electricity can be reduced by switching off the out-of-service lighting;
- o
- In the case of leasing contracts, the number of leased assets or storage facilities may also be changed. The cost implications and possible reaction time are displayed according to the terms of the contract;
- Fixed costs: all cost elements that cannot be changed in the event of a change in the warehouse load in the number of products moved:
- o
- Some of the operating costs, such as heating of buildings, supply of energy, and maintenance of security services, since a basic level of service must be maintained even if the warehouse is not in operation [70];
- o
- Amortization cost of machinery, equipment, and warehouse building owned by the company.
- Step 1.
- Outline the layout model of the warehouse. It is necessary to specify the number of machines involved in the service; the type and capacity of equipment; the number of gates on the arrival and delivery side; and the size and location of the auxiliary areas, for instance, picking area, residual production area to be re-stored, finished production area to be put into storage. Assignments should be focused on the assignment of machines to activities, and delimitations should be made in the orientation of material handling;
- Step 2.
- Assign item items specified in the first point to the outlined warehouse layout model, such as assigning the number of machines to the raw material receipt page. The cost of each item element and its specific value per day should be determined. These costs are included in the business plan and can therefore be easily specified after groups have been trained;
- Step 3.
- Define load functions for warehouse processes. These load functions can be used to determine the value-added cost of the warehouse processes performed;
- Step 4.
- Define inefficiency indicators based on historical data taking into account measures to improve the efficiency of future processes;
- Step 5.
- Define specific cost functions using clustered unit cost, load functions, and inefficiency indicators. The clustered unit cost can be interpreted for three areas, namely raw material storage processes, production-related raw material handling, and finished product inventory processes. The clustered unit costs are determined using predefined data sets for these subprocesses;
- Step 6.
- Define logistical indicators for performance measurement;
- Step 7.
- Determine the inventory value of committed capital. The capital committed in the raw material is one of the largest sources of loss for the company, and therefore, its value should be minimized. The cost of handling materials changes in parallel with the minimization of inventory, as a smaller level of raw material stock requires more frequent and smaller amounts of supply; therefore, it has a significant impact on the selection of the ideal material handling strategy;
- Step 8.
- Define economic indicators to measure financial performance.
4.2.1. Step 1—Warehouse Layout Model
4.2.2. Step 2—Assigning of Items to the Outlined Warehouse Layout Model
- —raw material area cost;
- —human resources annual cost—raw material area is relevant;
- —cost of raw material handling machines;
- —cost of warehouse equipment—raw material area is relevant;
- —warehouse operating cost—raw material area is relevant.
4.2.3. Step 3—Definition of Load Functions for Warehouse Processes
- —the storage time requirement for normal raw material on the n-th day of calendar days. The number of calendar days can be set from 1 to 365 as desired.
- —normal raw material storage time requirement for n-th calendar day;
- n—index of calendar days;
- ak—index of raw material-side gates;
- —number of gates on the raw material side;
- —index of container bin;
- —ak. number of items to be stored from gate on the n-th day;
- —the distance of the shortest path from ak. gate to z. bin;
- V—speed of the material handling equipment for entry into storage (m/s);
- —ak. number of material handling machines assigned to the gate.
4.2.4. Step 4—Definition of Inefficient Indicators Based on Historical Data
- In case of receipt of raw materials, the reason for the change to the planned one may be the arrival of fewer raw materials than the order, delay in delivery due to the weather, technical problems on the supplier’s side, pre-delivery, and so on;
- The causes on the production side may be manufacturing malfunctions, overproduction, batch jumping (batches are not produced according to the pattern specified in the production plan), production of fewer pieces;
- Problems on the delivery side include JIT delivery (the manufactured finished product is loaded directly without entry), technical problems, and transport management problems.
- —inefficient indicator of raw material defects;
- —from historical data, you can specify the standard deviation of batches of raw material arrival errors;
- —on the n-th calendar day, the annual number of items managed by the arrival process .
4.2.5. Step 5—Definition of Specific Cost Functions
- Raw material handling cost;
- Cost of handling production materials;
- Cost of moving finished product;
- Material handling cost.
- —the cost of the moving raw material;
- , —cost of moving raw materials on the n-th calendar day.
- —the storage time requirement for normal raw materials falling on the n-th calendar day;
- —cost of raw material area (per hour);
- —raw material storage time requirement j. on the n-th calendar day of the non-normal process;
- —inefficient indicator of raw material defects.
4.2.6. Step 6—Definition of Logistical Indicators
- Raw material storage capacity;
- Manufacturing material handling performance;
- Picking performance.
- —raw material storage capacity on the n-th calendar day;
- —cost of moving raw materials on n-th calendar day;
- —cost of raw material area (per day—the cost per hour must be multiplied by 24 to get the value per day; however, the projection base can be adjusted according to the test needs).
4.2.7. Step 7—Determination of the Stock Value of Committed Capital
- —raw material inventory value;
- —value of raw material in stock on the n-th day.
- —value of initial raw material stock on the n-th calendar day;
- —number of items to be stored from k. gate on the n-th day;
- —value of items to be stored from k. gate on the n-th day;
- —number of items to be unloaded for the h picking area on the n-th calendar day;
- —value of items to be unloaded for the h picking area on the n-th calendar day;
- —number of items to be stored from the h. picking area on the n-th calendar day;
- —value of items to be stored from the h. picking area on the n-th calendar day;
- —number of items of residual raw materials of production to be stored on the n-th calendar day;
- —value of items of residual raw materials of production to be stored on the n-th calendar day.
4.2.8. Step 8—Definition of Economic Indicators
- —raw material value indicator on the n-th day;
- —value of raw material in stock on the n-th day;
- —value of the raw material specified in the business plan (for one calendar day).
- —value indicator for the finished product on the n-th day;
- —value of finished product in stock on the n-th day;
- —the value of the finished product as defined in the business plan (per calendar day).
- —the non-moving inventory value indicator;
- —average non-moving inventory;
- —raw material value indicator as defined in the business plan.
4.3. Data Model, Conditions, and Target Function of the Test Method Supporting the Selection and Operation of the Storage System
- A business plan database based on the number of orders predicted by customers;
- The information database that translates the expectations of the business plan into operational tasks, which generates the needs for logistics processes;
- Warehouse database containing cost elements and edge conditions of the framework required to perform operational tasks.
4.3.1. Information Database: Number and Production Scheduling Database for Storage Processes
- —input incorporation matrix for customer returns;
- —number of a. snap-in material of k. finished product.
- —daily basic data matrix of the raw material on the n-th calendar day;
- —number of a. input raw material required for the ordered number of k. finished products on the n-th calendar day;
- —a. number of inserts of k. finished product;
- —number of ordered items with k. ID for the n-th calendar day.
- —information vector for raw materials on the n-th calendar day;
- —amount of a. raw material to be ordered on the n-th calendar day.
- —number of a. built-in raw materials required for the ordered number of finished products on the n-th calendar day
- —information matrix of raw materials;
- —number of a. raw material required for the n-th calendar day.
- —vector of packaging specification;
- —a. number of raw material within a unit load (pallet).
- —pallet number matrix of raw materials;
- —number of pallets containing a. raw material required on the n-th day;
- —number of a. built-in raw material required for the ordered number of k. finished products on the n-th calendar day.
- —matrix of lead time for the supply of raw materials;
- —delivery time of the a. built-in material supplied by the s. supplier of the k. finished product.
- : matrix of supplier performance of raw materials;
- —a. material daily capacity supplied by the s. supplier.
- —matrix of production lead time;
- —lead time of the k. finished product to be produced on the gy. production line.
- —vector of average inventory (storage) time;
- —average storage time of a. raw material.
- —lead matrix of the average material treatment time;
- —average treatment time of a. raw material, which means the time of material handling inside the storage and outside and inside the production line.
- —the pallet number matrix of the receipt of raw materials;
- —number of a. ID item palette received on the n-th calendar day.
- —sum of the number of raw materials received on the n-th calendar day.
- —number of raw materials to be stored from ak. gate on the n-th calendar day;
- —number of gates on the raw material side.
- —vector of the physical dimension of the unit cargo of the raw material;
- —a. material dimensionalization parameters.
4.3.2. Relationship between Material Handling Cost Performance and Control Mode
4.3.3. Target Function of the Method for Selecting an Optimal Warehouse Handling Strategy Controlled by Demand
- Determine the level of initialization of warehouse equipment, machinery, and human resources. Record the number of warehouse locations and service machines and the need for the necessary human resources;
- Carry out the movement operations planned for the n-th calendar day within the n-th day. In the event that the available capacity is not sufficient to perform the operations, the initialization level shall be increased, and the optimum search shall be carried out again;
- Customer orders included in your stores plan will be leveled within calendar years, avoiding peak periods.
- Logistic material handling cost indicator;
- Logistic performance indicator;
- Committed capital cost indicator;
- Inventory value indicator;
- Adaptability index.
- —logistic material handling cost indicator;
- —cost of moving raw materials on the n-th calendar day;
- —area cost of raw material (per day);
- —cost of handling materials on the n-th calendar day;
- —cost of production area (per day);
- —the cost of moving the finished product on the n-th calendar day;
- —area cost of finished product (per day).
- —target function value for the optimal material handling strategy variant;
- —ID of the tested material handling strategy variant;
- —target function component ID;
- —target function component . Weight;
- —V. Version target function component value.
5. Application of the Established Method
5.1. Operating Algorithm of the Simulation Program That Selects the Material Handling Strategy
- Define the structure of the warehouse system and determination of the data of the structural elements;
- Upload the data structure of the material handling system (from the recording of the test data);
- Write up and calculate items in a cost model;
- Perform optimization.
5.1.1. A. Definition of the Structure of the Warehouse System and Determination of the Data of the Structural Elements
- From the structure of the storage system shown in Figure 12, it is necessary to select the elements for which the test is to be carried out.
- For the selected test elements, the warehouse parameters must be determined:
- o
- Selected warehouse size;
- o
- Warehousing structure;
- o
- Physical parameters of warehouse characteristics (for example, distance of storage space).
5.1.2. B. From the Topping of the Data Structure of the Material Handling System (From the Recording of the Test Data)
- Business forecasts database;
- Investment database;
- Limit database.
- Number of pieces and production scheduling database for storage processes:
- o
- Raw material incorporation matrix for customer orders;
- o
- Daily basic data matrix of the raw material to be ordered;
- o
- Information vector for raw materials to be ordered on a daily basis;
- o
- Information matrix of raw materials to be ordered;
- o
- Vector of packaging specification (number of raw materials per raw material within unit cargoes);
- o
- Pallet number matrix of raw materials to order;
- o
- Matrix of lead times for the supply of raw materials as our supplier;
- o
- Matrix of supplier performance of raw materials;
- o
- Matrix of production lead time;
- o
- Vector of average inventory (storage) time;
- o
- Lead matrix of the average material treatment time;
- o
- Palette number matrix for receipt of raw materials;
- o
- Vector of the physical dimension of the unit cargo of the raw material;
- Number of pieces and production scheduling database for picking processes:
- o
- Production fine plan matrix;
- o
- Daily base data matrix of the raw material to be opened;
- o
- Information vector for raw materials to be opened on a daily basis;
- o
- Information matrix of raw materials to be opened;
- o
- Pallet number matrix of raw materials to be opened;
- o
- Matrix of rounded pallet numbers of raw materials to be opened;
- o
- Matrix of residual finished product;
- o
- Vector of residual finished product to be opened daily;
- o
- Finished product packing vector;
- o
- Base data matrix of the packing to be opened.
- Material handling tools database:
- o
- Database of handling machines;
- o
- A database of properties for handling machines;
- o
- Maintenance database of handling equipment;
- o
- Database of transport capacity of handling equipment;
- o
- A database of handling routes.
- Human resources database:
- o
- Human data database;
- o
- Work schedule database.
- Storage system database:
- o
- Storage system size data database;
- o
- Storage occupancy, matrix of empty storage spaces;
- o
- Type of material in the space.
- Product database:
- o
- Storage positions of start-up stocks by product type;
- o
- Product type placement options.
5.1.3. C. Write up and Calculate Items in a Cost Model
- Step 1.
- Outline the layout model of the warehouse;
- Step 2.
- Assign items from the item specified in the first point to the outlined warehouse layout model;
- Step 3.
- Define load functions for warehouse processes. Use these load functions to determine the value add-on cost for the warehouse processes performed;
- Step 4.
- Identify inefficient indicators based on historical data taking into account measures to improve the efficiency of future processes;
- Step 5.
- Define specific cost functions using clustered unit cost, load functions, and inefficiency indicators.
- Step 6.
- Define logistical indicators for performance measurement;
- Step 7.
- Determine the inventory value of committed capital;
- Step 8.
- Define economic indicators to measure financial performance.
5.1.4. D. Perform Optimization
- Record test data;
- Select interval data;
- Initialize interval data;
- Start a simulation program;
- Automatically create a test model;
- Initialize the value of variables.
- Define logistical indicators for the v-ed version;
- Record data for specific logistical indicators;
- Determine whether all possible variations have been examined;
- Increment the material handling strategy variant ID;
- Normalize target function components;
- Capture normalized data;
- Determine optimal version ID.
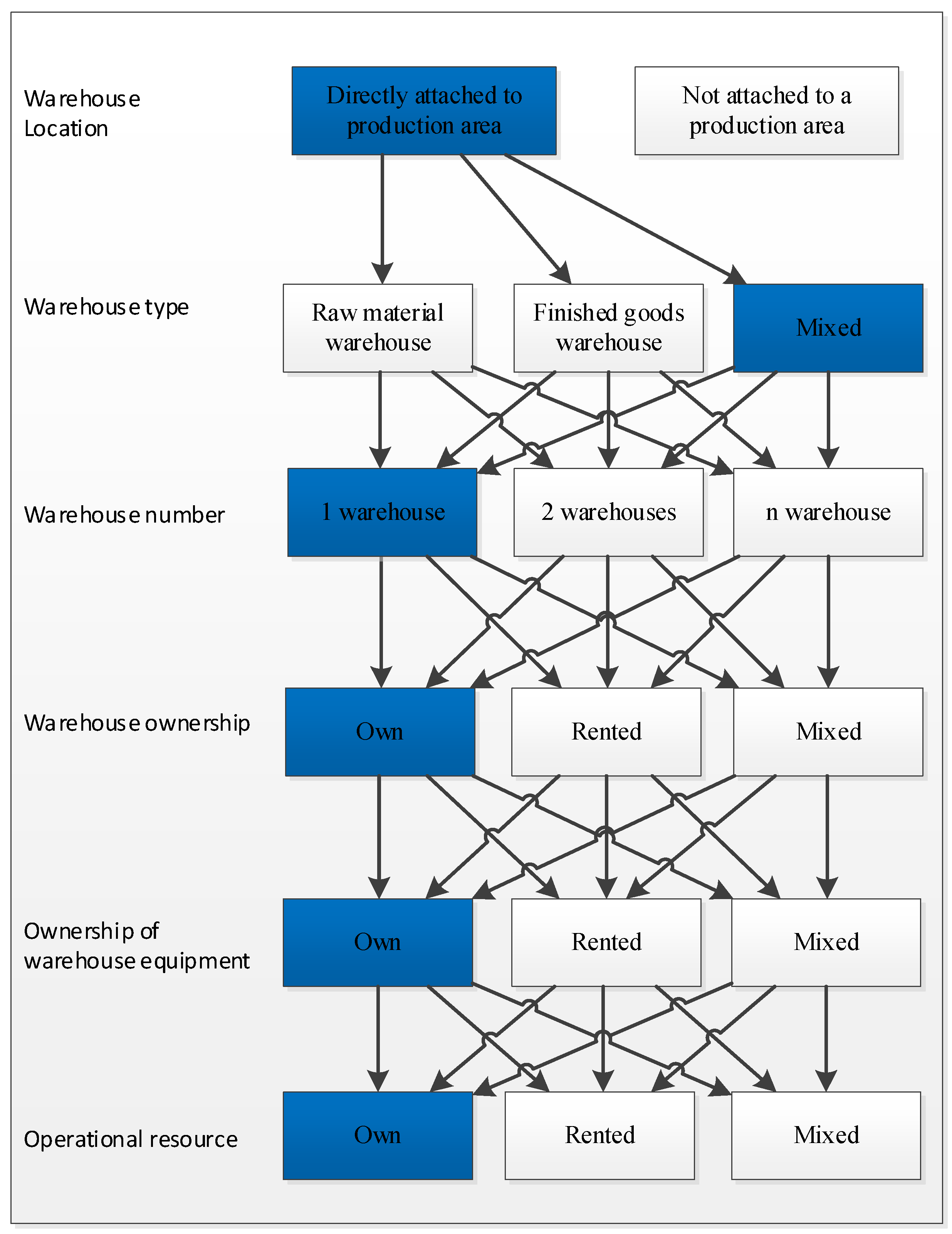
5.2. Definition of the Simulation Environment
- Duration of study period: 1 day;
- Warehouse location: Directly attached to production area;
- Warehouse type: mixed;
- Warehouse number: 1 warehouse;
- Warehouse ownership: own;
- Ownership of warehouse equipment: Own;
- Operational Resource: Own;
- Number of handling steps: 2:
- o
- Raw material entry in case of normal process;
- o
- Raw material removal for picking.
5.3. Define a Target Function
- Raw material movement cost: 1.95%;
- Production material handling cost: 5.99%;
- Material handling cost: 3.38%.
5.4. Outline the Limitations of the Simulation Framework and the Significance of the Results Obtained
6. Summary and Conclusions
- The warehousing model can be customized for production companies;
- The developed procedure is demand driven, and these needs can be tailored to the individual;
- The needs extend to the handling of raw materials, production, and finished products;
- The number of customer forecasts used in business planning can be used as the main input data;
- The elaborated multi-step cost-prescribing procedure is easy to implement;
- The basis of optimization is the material handling path;
- The model can often be run in search of an optimum;
- By changing the initialization status, you provide an opportunity to reduce costs while choosing the optimal strategy.
- Extend the model to a production company with no attached warehouse;
- Extend optimization to human capacity planning;
- Increase the number of handling operations (more than 10);
- Avoid static pre-leveling;
- Develop applicability to automatic warehouses.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Doron, N. EBITDA, EBITA, or EBIT?, Columbia Business School Research Paper 2019, No. 17-71. Available online: https://papers.ssrn.com/sol3/papers.cfm?abstract_id=2999675 (accessed on 27 October 2021).
- Ferrara, F.; Santilli, P.; Vitiello, A.; Forte, G.; D’Aiuto, V. Logistics management provides greater efficiency, governance and compliance. Int. J. Clin. Pharm. 2021, 43, 1431–1435. [Google Scholar] [CrossRef] [PubMed]
- Mohammadnazari, Z.; Ghannadpour, S.F. Sustainable construction supply chain management with the spotlight of inventory optimization under uncertainty. Environ. Dev. Sustain. 2021, 23, 10937–10972. [Google Scholar] [CrossRef]
- Popović, V.; Kilibarda, M.; Andrejić, M.; Jereb, B.; Dragan, D. A New Sustainable Warehouse Management Approach for Workforce and Activities Scheduling. Sustainability 2021, 13, 2021. [Google Scholar] [CrossRef]
- Ceraolo, M.; Consolo, V.; Di Monaco, M.; Lutzemberger, G.; Musolino, A.; Rizzo, R.; Tomasso, G. Design and Realization of an Inductive Power Transfer for Shuttles in Automated Warehouses. Energies 2021, 14, 5660. [Google Scholar] [CrossRef]
- Zhang, M.; Luo, Y.; Huang, D.; Miao, H.; Wu, L.; Zhu, J. Maize storage losses and its main determinants in China. China Agric. Econ. Rev. 2021. [Google Scholar] [CrossRef]
- Giat, Y.; Bouhnik, D. A Decision Support System and Warehouse Operations Design for Pricing Products and Minimizing Product Returns in a Food Plant. Interdiscip. J. Inf. Knowl. Manag. 2021, 16, 39–54. [Google Scholar] [CrossRef]
- Luo, Y.; Huang, D.; Li, D.; Wu, L. On farm storage, storage losses and the effects of loss reduction in China. Resour. Conserv. Recycl. 2020, 162, 105062. [Google Scholar] [CrossRef]
- La Scalia, G.; Micale, R.; Miglietta, P.P.; Toma, P. Reducing waste and ecological impacts through a sustainable and efficient management of perishable food based on the Monte Carlo simulation. Ecol. Indic. 2019, 97, 363–371. [Google Scholar] [CrossRef]
- Ang, M.; Lim, Y.F. How to optimize storage classes in a unit-load warehouse. Eur. J. Oper. Res. 2019, 278, 186–201. [Google Scholar] [CrossRef]
- Bahrami, B.; Piri, H.; Aghezzaf, E.-H. Class-based Storage Location Assignment: An Overview of the Literature. In Proceedings of the 16th International Conference on Informatics in Control, Automation and Robotics; SciTePress—Science and Technology Publications: Setúbal, Portugal, 2019. [Google Scholar]
- Pan, C.; Yu, S.; Du, X. Optimization of warehouse layout based on genetic algorithm and simulation technique. In Proceedings of the 2018 Chinese Control and Decision Conference (CCDC), Shenyang, China, 9–11 June 2018; pp. 3632–3635. [Google Scholar]
- Eder, M. Analytical model to estimate the performance of shuttle-based storage and retrieval systems with class-based storage policy. Int. J. Adv. Manuf. Technol. 2020, 107, 2091–2106. [Google Scholar] [CrossRef] [Green Version]
- Preghenella, N.; Battistella, C. Exploring business models for sustainability: A bibliographic investigation of the literature and future research directions. Bus. Strat. Environ. 2021, 30, 2505–2522. [Google Scholar] [CrossRef]
- Chen, S.; Lin, N. Culture, productivity and competitiveness: Disentangling the concepts. Cross Cult. Strat. Manag. 2020, 28, 52–75. [Google Scholar] [CrossRef]
- Alhawari, O.; Awan, U.; Bhutta, M.; Ülkü, M. Insights from Circular Economy Literature: A Review of Extant Definitions and Unravelling Paths to Future Research. Sustainability 2021, 13, 859. [Google Scholar] [CrossRef]
- Atif, S.; Ahmed, S.; Wasim, M.; Zeb, B.; Pervez, Z.; Quinn, L. Towards a Conceptual Development of Industry 4.0, Servitisation, and Circular Economy: A Systematic Literature Review. Sustainability 2021, 13, 6501. [Google Scholar] [CrossRef]
- Noto, G.; Cosenz, F. Introducing a strategic perspective in lean thinking applications through system dynamics modelling: The dynamic Value Stream Map. Bus. Process. Manag. J. 2021, 27, 306–327. [Google Scholar] [CrossRef]
- Klimecka-Tatar, D. ANALYSIS AND IMPROVEMENT OF BUSINESS PROCESSES MANAGEMENT – BASED ON VALUE STREAM MAPPING (VSM) IN MANUFACTURING COMPANIES. Pol. J. Manag. Stud. 2021, 23, 213–231. [Google Scholar] [CrossRef]
- Sultan, F.A.; Routroy, S.; Thakur, M. A simulation-based performance investigation of downstream operations in the Indian Surimi Supply Chain using environmental value stream mapping. J. Clean. Prod. 2021, 286, 125389. [Google Scholar] [CrossRef]
- Silva, N.; Barros, J.; Santos, M.Y.; Costa, C.; Cortez, P.; Carvalho, M.S.; Gonçalves, J.N.C. Advancing Logistics 4.0 with the Implementation of a Big Data Warehouse: A Demonstration Case for the Automotive Industry. Electron. 2021, 10, 2221. [Google Scholar] [CrossRef]
- Zoubek, M.; Simon, M. Evaluation of the Level and Readiness of Internal Logistics for Industry 4.0 in Industrial Companies. Appl. Sci. 2021, 11, 6130. [Google Scholar] [CrossRef]
- Kłodawski, M.; Jacyna, M.; Lewczuk, K.; Wasiak, M. The Issues of Selection Warehouse Process Strategies. Procedia Eng. 2017, 187, 451–457. [Google Scholar] [CrossRef]
- Bányai, T.; Cselényi, J. Logistics Networks–Models and Applications; University of Miskolc: Miskolc, Hungary, 2005. [Google Scholar]
- Benkő, J. Logisztika II. In Felsőfokú Logisztikai Tanfolyam; Szent István University: Gödöllő, Hungary, 2007. [Google Scholar]
- Benkő, J. Periodikus készletfigyelésű Modell Megoldása Dinamikus Programozással Általános Feltételek Mellett; Kutatási és Fejlesztési Tanácskozás: Gödöllő, Hungary, 2002. [Google Scholar]
- Cselényi, J.; Illés, B. Logisztikai rendszerek I.; Miskolci Egyetemi Kiadó: Miskolc, Hungary, 2004. [Google Scholar]
- Cselényi, J.; Illés, B. Anyagáramlási Rendszerek Tervezése és Irányítása I.; Miskolci Egyetemi Kiadó: Miskolc, Hungary, 2006. [Google Scholar]
- Cselényi, J.; Illés, B.; Kovács, L. Kis Teherbírású Modulokból Felépülő Számítógépes Irányítású Tárolórendszerek Optimális Kialakítási Lehetőségei és Működtetési Stratégiái, Anyagmozgatás-Logisztika, Tudomány a Gyakorlatban; Transpack folyóirat válogatott tanulmányai, book in Hungarian; Miskolci Egyetemi Kiadó: Miskolc, Hungary, 2005; ISBN 9630608480. [Google Scholar]
- Cselényi, J.; Illés, B.; Bálint, R. Mikor és Milyen Mértékben Válhat Gazdaságossá egy Hálózatszerűen Működő, Karbantartást Végző Vállalat Logisztikai Tevékenységének az Outsourcingja; Miskolci Egyetem, Anyagmozgatási és Logisztikai Tanszék: Miskolc, Hungary, 2006. [Google Scholar]
- Cselényi, J.; Bányainé, T.Á. Termelő Vállalatoknál Jelentkező Logisztikaifeladatok Optimális Outsourcingjának Meghatározására Szolgáló Modellek; Magyar Közlekedési Kiadó, Logisztikai Évkönyv: Budapest, Hungary, 2000; pp. 20–29. [Google Scholar]
- Zhong, Y.; Guo, F.; Tang, H.; Chen, X. Research on Coordination Complexity of E-Commerce Logistics Service Supply Chain. Complexity 2020, 2020, 1–21. [Google Scholar] [CrossRef]
- Shamout, M.D. The nexus between supply chain analytic, innovation and robustness capability. Vine J. Inf. Knowl. Manag. Syst. 2021, 51, 163–176. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Saurin, T.A.; Filho, M.G.; Samson, D.; Kumar, M. Bundles of Lean Automation practices and principles and their impact on operational performance. Int. J. Prod. Econ. 2021, 235, 108106. [Google Scholar] [CrossRef]
- Baker, P.; Canessa, M. Warehouse design: A structured approach. Eur. J. Oper. Res. 2009, 193, 425–436. [Google Scholar] [CrossRef] [Green Version]
- Establish Inc./Herbert W. Davis & Co. Logistic Cost and Service 2005, Presented at Council of Supply Chain Managers Conference; Establish Inc./Herbert W. Davis and Company: Fort Lee, NJ, USA, 2005. [Google Scholar]
- ELA European Logistics Association; A T Kearney Management Consultants. Differentiation for Performance; Deutscher Verkehrs-Verlag GmbH: Hamburg, Germany, 2004. [Google Scholar]
- Baker, P. Aligning Distribution Center Operations to Supply Chain Strategy. Int. J. Logist. Manag. 2004, 15, 111–123. [Google Scholar] [CrossRef] [Green Version]
- Total Number of Warehouses in the United States from 2007 to 2020. Available online: https://www.statista.com/statistics/873492/total-number-of-warehouses-united-states/ (accessed on 27 October 2021).
- Frost & Sullivan. European Automated Materials Handling Equipment Markets 3947-10; Frost & Sullivan Ltd.: London, UK, 2001. [Google Scholar]
- Rouwenhorst, B.; Reuter, B.; Stockrahm, V.; van Houtum, G.-J.; Mantel, R.; Zijm, H. Warehouse design and control: Framework and literature review. Eur. J. Oper. Res. 2000, 122, 515–533. [Google Scholar] [CrossRef]
- Duve, B.; Mantel, R. Logitrace: A decision support system for warehouse design, Progress in Material Handling Research; The Material Handling Industry of America: Charlotte, NC, USA, 1996; pp. 111–124. [Google Scholar]
- Heskett, J.; Glaskowsky, N.; Ivie, R. Business Logistics, Physical Distribution and Materials Handling, 2nd ed.; Ronald Press: New York, NY, USA, 1973. [Google Scholar]
- Apple, J. Plant Layout and Material Handling, 3rd ed.; John Wiley: New York, NY, USA, 1977. [Google Scholar]
- Ashayeri, J.; Gelders, L. Warehouse design optimization. Eur. J. Oper. Res. 1985, 21, 285–294. [Google Scholar] [CrossRef]
- Muther, R. Systematic Layout Planning; Management & Industrial Research Publications: Marietta, GA, USA, 1987. [Google Scholar]
- Muther, R. Systematic Layout Planning; McGraw Hill: New York, NY, USA, 1995. [Google Scholar]
- Hossain, R.; Rasel, K.; Talapatra, S. Increasing Productivity through Facility Layout Improvement using Systematic Layout Planning Pattern Theory. Glob. J. Res. Eng. 2014, 14, 71–76. Available online: https://www.engineeringresearch.org/index.php/GJRE/article/download/1269/1201 (accessed on 27 October 2021).
- Kostrzewski, M. The Procedure of Warehouses Designing as an Integral Part of The Warehouses Designing Method and The Designing Software. Int. J. Math. Models Methods Appl. Sci. 2012, 4, 535–543. [Google Scholar]
- Firth, D.; Apple, J.; Denham, R.; Hall, J.; Inglis, P.; Saipe, A. Profitable Logistics Management; McGraw-Hill Ryerson: Toronto, ON, Canada, 1988. [Google Scholar]
- Hatton, G. Designing a warehouse or distribution center. In The Gower Handbook of Logistics and Distribution Management, 4th ed.; Gattorna, J.L., Ed.; Gower Publishing: Aldershot, UK, 1990; pp. 175–193. [Google Scholar]
- Gray, A.E.; Karmarkar, U.S.; Seidmann, A. Design and operation of an order-consolidation warehouse: Models and application. Eur. J. Oper. Res. 1992, 58, 14–36. [Google Scholar] [CrossRef]
- Mulcahy, D. Warehouse Distribution and Operations Handbook; McGraw-Hill: NewYork, NY, USA, 1994. [Google Scholar]
- Oxley, J. Avoiding inferior design. Storage Handl. Distrib. 1994, 38, 28–30. [Google Scholar]
- Govindaraj, T.; Blanco, E.E.; Bodner, D.A.; Goetschalckx, M.; McGinnis, L.E.; Sharp, G.P. Design of warehousing and distribution systems: An object model of facilities, functions and information. In Proceedings of the Smc 2000 Conference Proceedings. 2000 IEEE International Conference on Systems, Man and Cybernetics, Nashville, TN, USA, 8–11 October 2000. [Google Scholar] [CrossRef]
- Goetschalckx, M.; McGinnis, L.; Sharp, G.; Bodner, D.; Govindaraj, T.; Huang, K. A Framework for Systematic Warehouse Design. 2001. Available online: http://www2.isye.gatech.edu/~mgoetsch/cali/Warehousing%20Systems%20Design/Framework%20for%20Systematic%20Warehouse%20Design%20Version%20E.pdf (accessed on 27 October 2021).
- Mohsen; Hassan, M.D. A framework for the design of warehouse layout. Facilities 2002, 20, 432–440. [Google Scholar] [CrossRef]
- Waters, D. Logistics: An Introduction to Supply Chain Management; Palgrave Macmillan: New York, NY, USA, 2003. [Google Scholar]
- Bodner, D.; Govindaraj, T.; Karathur, K.N.; Zerangue, N.F.; McGinnis, L.F. A process model and support tools for warehouse design. In Proceedings of the 2002 NSF Design, Service and Manufacturing Grantees and Research Conference, San Juan, Puerto Rico, 7–10 January 2002. [Google Scholar]
- Rushton, A.; Croucher, P.; Baker, P. The Handbook of Logistics and Distribution Management, 3rd ed.; Kogan Page: London, UK, 2006. [Google Scholar]
- Habazin, J.; Glasnović, A.; Bajor, I. Order Picking Process in Warehouse: Case Study of Dairy Industry in Croatia. Promet-Traffic Transp. 2017, 29, 57–65. [Google Scholar] [CrossRef] [Green Version]
- Reyes, J.J.R.; Solano-Charris, E.L.; Montoya-Torres, J.R. The storage location assignment problem: A literature review. Int. J. Ind. Eng. Comput. 2019, 10, 199–224. [Google Scholar] [CrossRef]
- Longo, F.; Mirabelli, G.; Papoff, E. Material Flow Analysis and Plant Lay-Out Optimization of a Manufacturing System. In Proceedings of the 2005 IEEE Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications, Sofia, Bulgaria, 5–7 September 2005; pp. 727–731. [Google Scholar] [CrossRef]
- Uriarte, A.G.; Ng, A.H.C.; Zúñiga, E.R.; Moris, M.U. Improving the material flow of a manufacturing company via lean, simulation and optimization. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 1245–1250. [Google Scholar]
- Dobos, P.; Illés, B.; Tamás, P. Conception for selection of adequate warehouse material handling strategy. Adv. Logist. Syst. Theory Pract. 2015, 9, 53–60. [Google Scholar]
- Dobos, P. Igényvezérelt Raktározási Rendszerek Optimalizált Működtetésének Elméleti Megalapozása és Kidolgozása Szimulációs Modellezés Felhasználásával. Ph.D. Dissertation, University of Miskolc, Miskolc, Hungary, 2021. [Google Scholar] [CrossRef]
- Abrams, R. The Successful Business Plan: Secrets & Strategies, 4th ed.; Kaye, D., Wait, A., Eds.; The Planning Shop: Redwood City, CA, USA, 2003. [Google Scholar]
- Honig, B.; Karlsson, T. Institutional forces and the written business plan. J. Manag. 2004, 30, 29–48. [Google Scholar] [CrossRef]
- Abdoli, S.; Kara, S. Designing Warehouse Logical Architecture by Applying Object Oriented Model Based System Engineering. Procedia. Cirp. 2016, 50, 713–718. [Google Scholar] [CrossRef] [Green Version]
- Bányai, Á. Energy Consumption-Based Maintenance Policy Optimization. Energies 2021, 14, 5674. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| V. Version Number | Loading Process | Unloading Process | Y1V | Y2V | Y3V | Y4V | Y5V | C |
|---|---|---|---|---|---|---|---|---|
| 1 | Load for nearest open storage | HIFO Unloading | 0.9672 | 0.9360 | 0.9360 | 0.8982 | 1 | 4.7374 |
| 3 | Fixed storage loading | HIFO Unloading | 0.9721 | 0.9455 | 0.9455 | 0.8982 | 1 | 4.7613 |
| 2 | Loading by class | HIFO Unloading | 0.9723 | 0.9459 | 0.9459 | 0.8982 | 1 | 4.7623 |
| 4 | Randomloading | HIFO Unloading | 0.9756 | 0.9522 | 0.9522 | 0.8982 | 1 | 4.7781 |
| 7 | Randomloading | FIFO Unloading | 0.9764 | 0.9538 | 0.9538 | 0.9174 | 1 | 4.8013 |
| 6 | Fixed storage loading | FIFO Unloading | 0.9804 | 0.9618 | 0.9618 | 0.9174 | 1 | 4.8215 |
| 8 | Loading by class | FIFO Unloading | 0.9797 | 0.9603 | 0.9603 | 0.9174 | 1 | 4.8177 |
| 5 | Load for nearest open storage | FIFO Unloading | 0.9828 | 0.9664 | 0.9664 | 0.9174 | 1 | 4.8329 |
| 13 | Fixed storage loading | LIFO Unloading | 0.9868 | 0.9743 | 0.9743 | 0.9469 | 1 | 4.8823 |
| 10 | Load for nearest open storage | LIFO Unloading | 0.9878 | 0.9762 | 0.9762 | 0.9469 | 1 | 4.8872 |
| 14 | Fixed storage loading | FEFO Unloading | 0.9883 | 0.9772 | 0.9772 | 0.9534 | 1 | 4.8960 |
| 9 | Randomloading | LIFO Unloading | 0.9909 | 0.9824 | 0.9824 | 0.9469 | 1 | 4.9025 |
| 12 | Loading by class | LIFO Unloading | 0.9918 | 0.9842 | 0.9842 | 0.9469 | 1 | 4.9070 |
| 15 | Load for nearest open storage | FEFO Unloading | 0.9875 | 0.9756 | 0.9756 | 0.9534 | 1 | 4.8921 |
| 11 | Randomloading | FEFO Unloading | 0.9923 | 0.9851 | 0.9851 | 0.9534 | 1 | 4.9159 |
| 16 | Loading by class | FEFO Unloading | 0.9942 | 0.9889 | 0.9889 | 0.9534 | 1 | 4.9253 |
| 19 | Fixed storage loading | LOFO Unloading | 0.9957 | 0.9917 | 0.9917 | 1.0000 | 1 | 4.9791 |
| 17 | Loading by class | LOFO Unloading | 0.9984 | 0.9971 | 0.9971 | 1.0000 | 1 | 4.9927 |
| 20 | Randomloading | LOFO Unloading | 0.9985 | 0.9973 | 0.9973 | 1.0000 | 1 | 4.9930 |
| 18 | Load for nearest open storage | LOFO Unloading | 1.0000 | 1.0000 | 1.0000 | 1.0000 | 1 | 5.0000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobos, P.; Cservenák, Á.; Skapinyecz, R.; Illés, B.; Tamás, P. Development of an Industry 4.0-Based Analytical Method for the Value Stream Centered Optimization of Demand-Driven Warehousing Systems. Sustainability 2021, 13, 11914. https://doi.org/10.3390/su132111914
Dobos P, Cservenák Á, Skapinyecz R, Illés B, Tamás P. Development of an Industry 4.0-Based Analytical Method for the Value Stream Centered Optimization of Demand-Driven Warehousing Systems. Sustainability. 2021; 13(21):11914. https://doi.org/10.3390/su132111914
Chicago/Turabian StyleDobos, Péter, Ákos Cservenák, Róbert Skapinyecz, Béla Illés, and Péter Tamás. 2021. "Development of an Industry 4.0-Based Analytical Method for the Value Stream Centered Optimization of Demand-Driven Warehousing Systems" Sustainability 13, no. 21: 11914. https://doi.org/10.3390/su132111914
APA StyleDobos, P., Cservenák, Á., Skapinyecz, R., Illés, B., & Tamás, P. (2021). Development of an Industry 4.0-Based Analytical Method for the Value Stream Centered Optimization of Demand-Driven Warehousing Systems. Sustainability, 13(21), 11914. https://doi.org/10.3390/su132111914