
Life Cycle Assessment of Fungal-Based Composite Bricks

 ,
,  ,
, 
Abstract
:1. Introduction
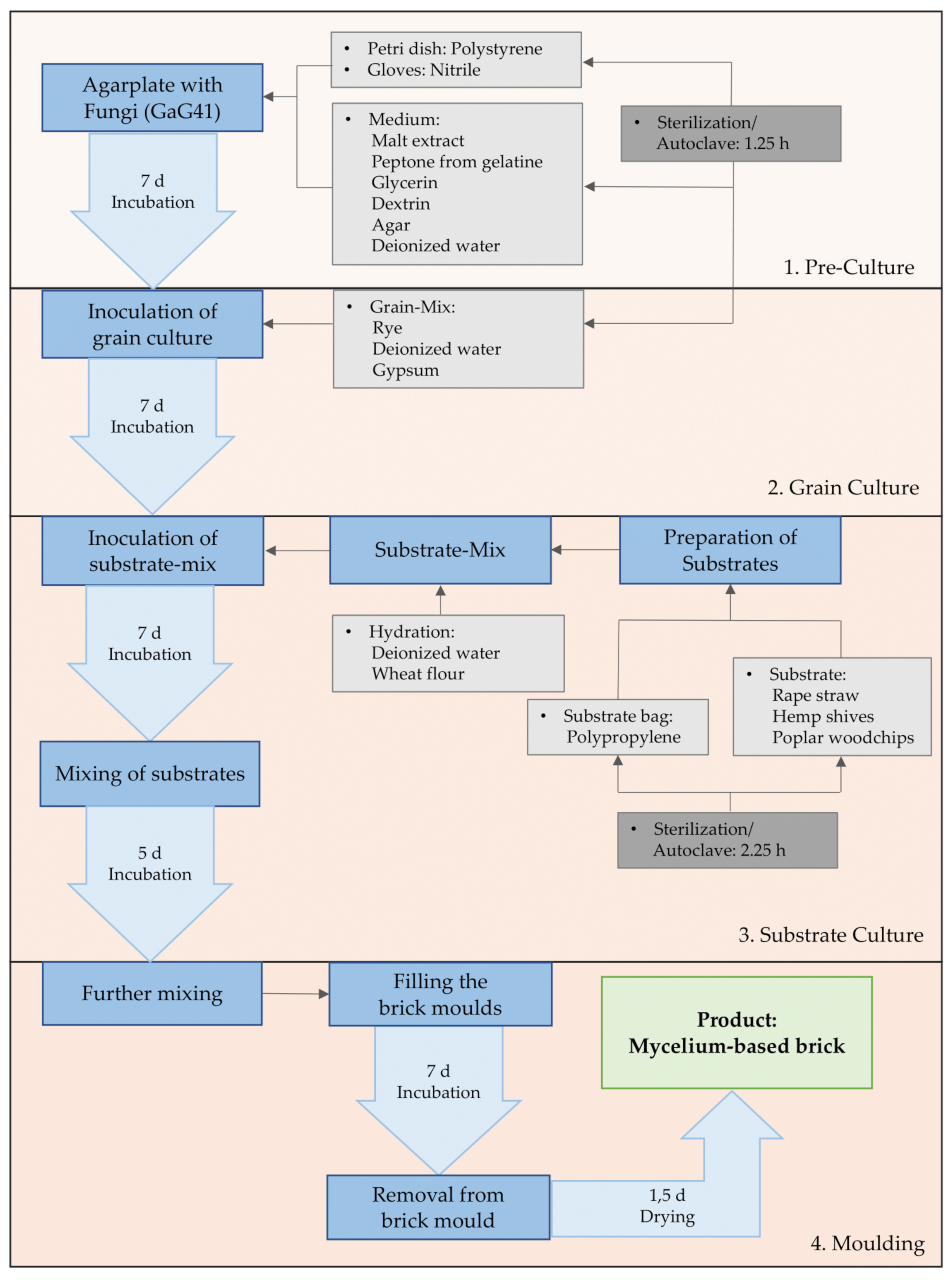
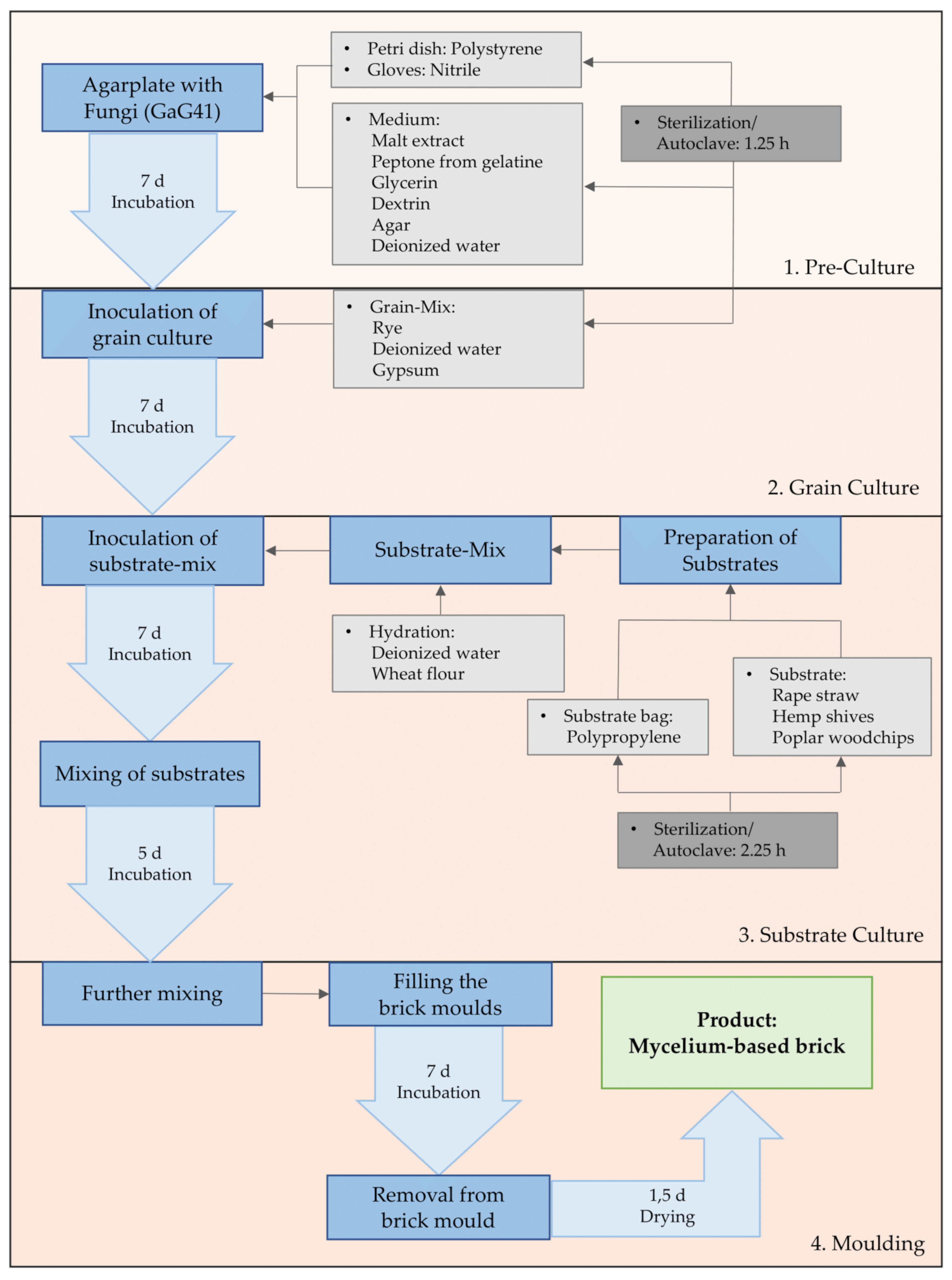
2. Materials and Methods
2.1. Goal and Scope Definition
2.2. Inventory Analysis
U-value = thermal transmittance [W/m3 ∗ K]
V = volume [m3]
∆T = temperature difference [K]
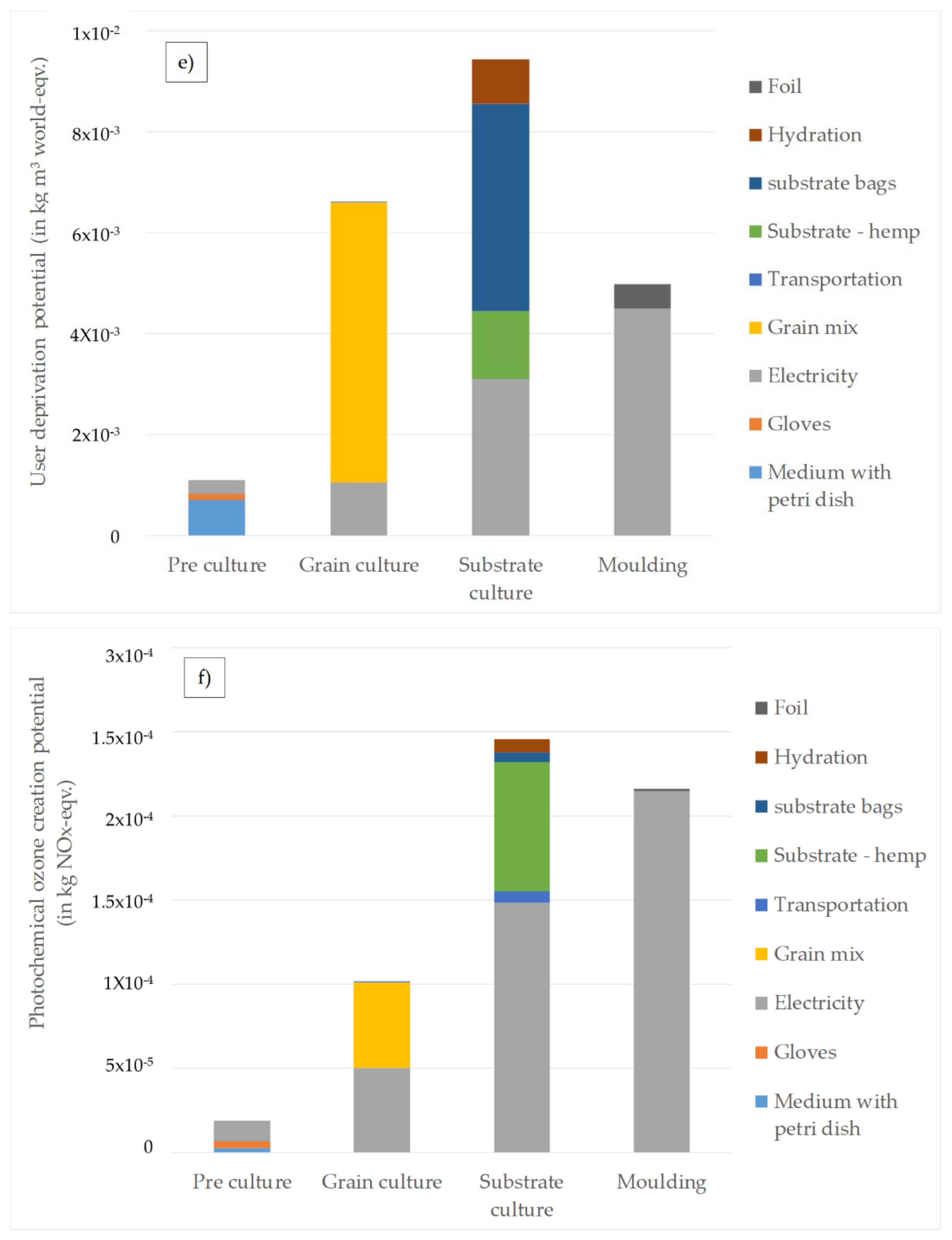
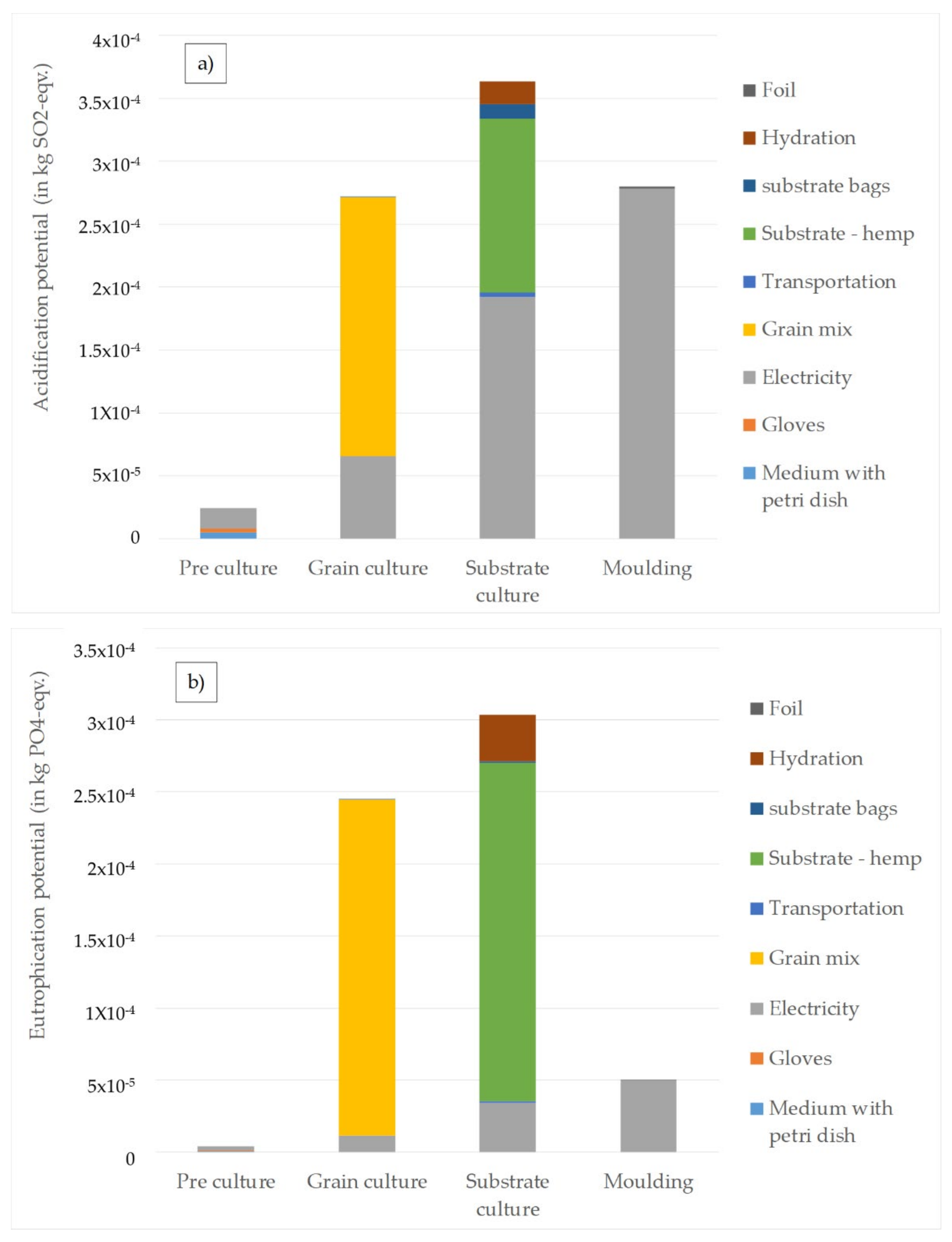
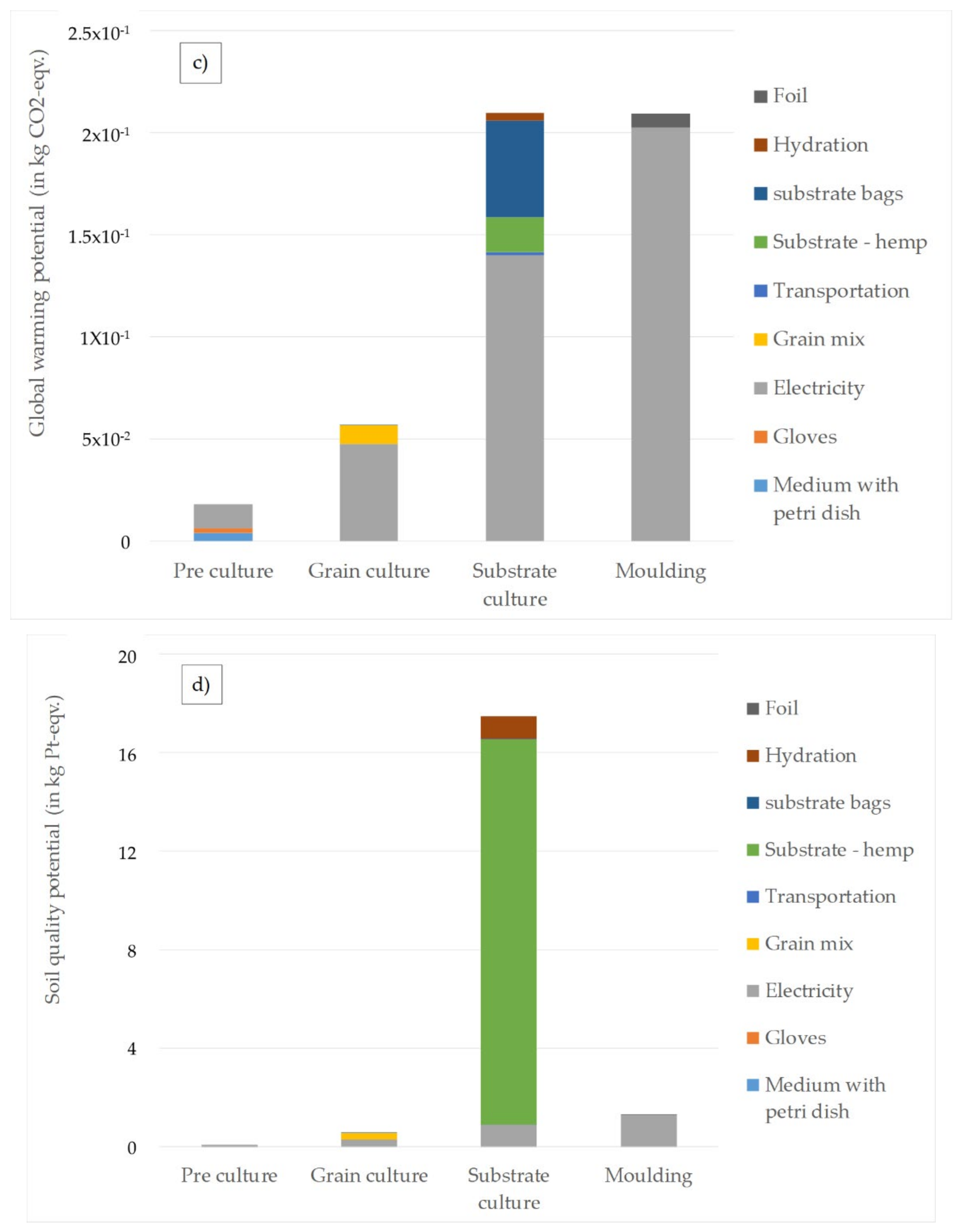
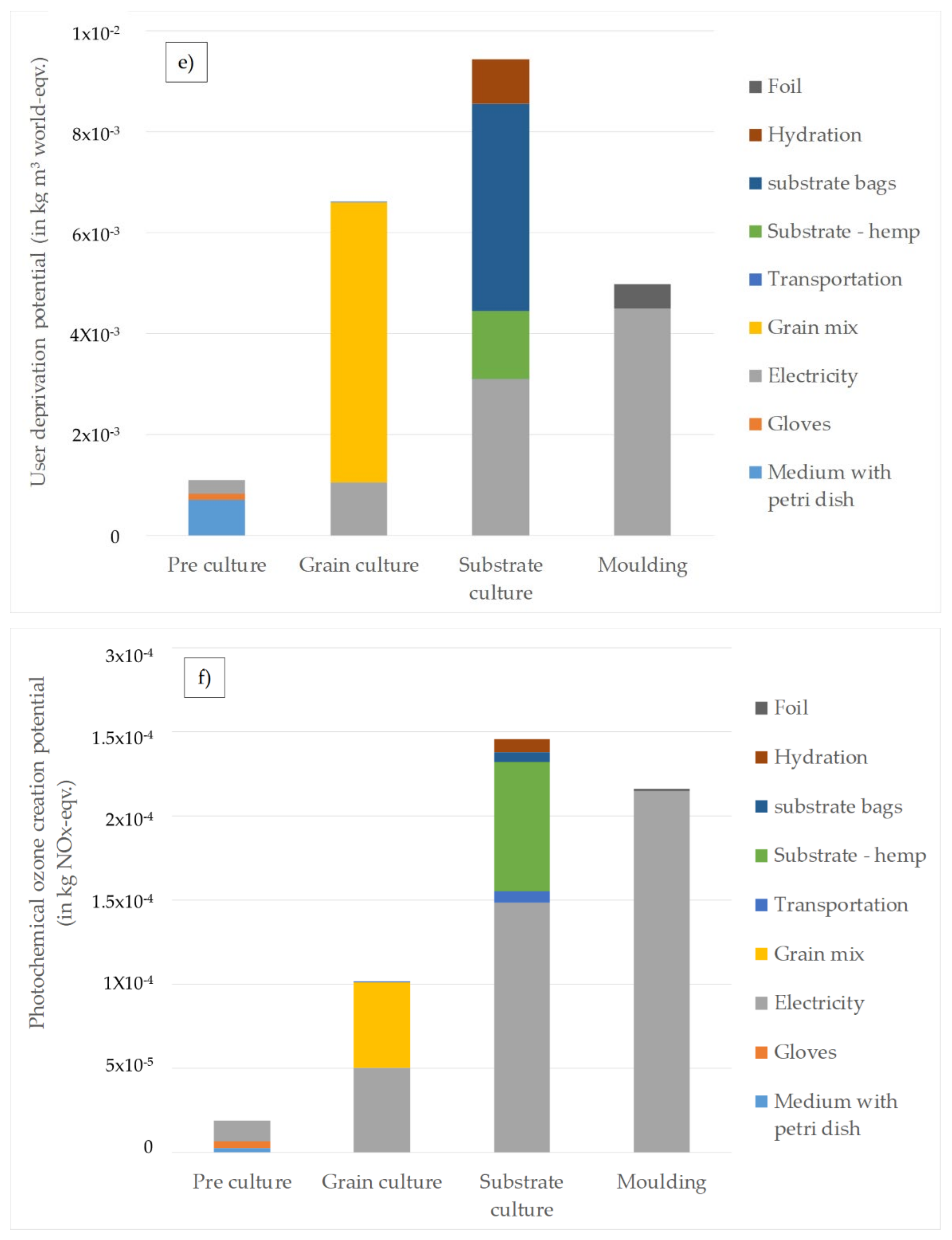
3. Results
4. Discussion
4.1. General Challenges
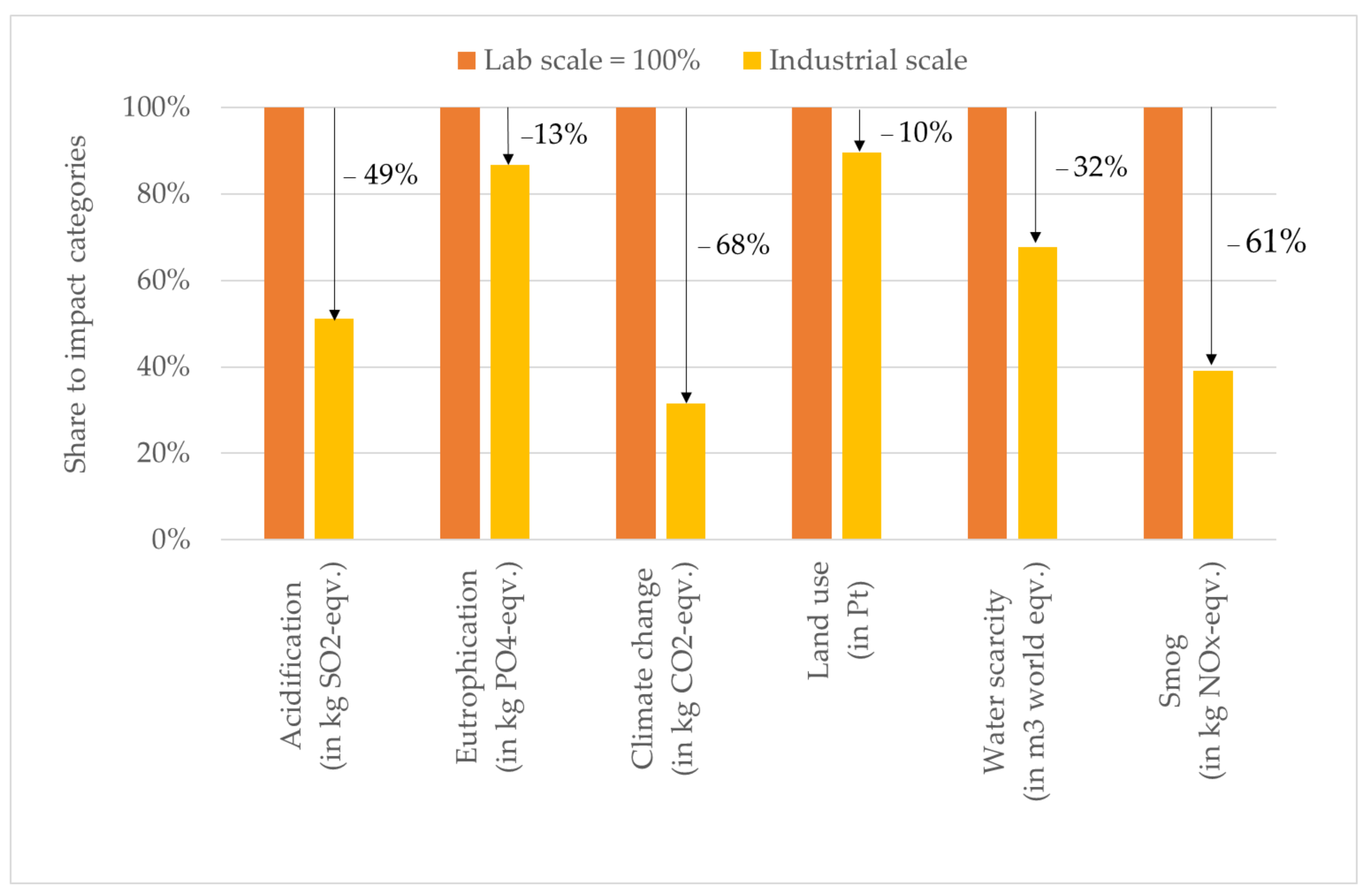
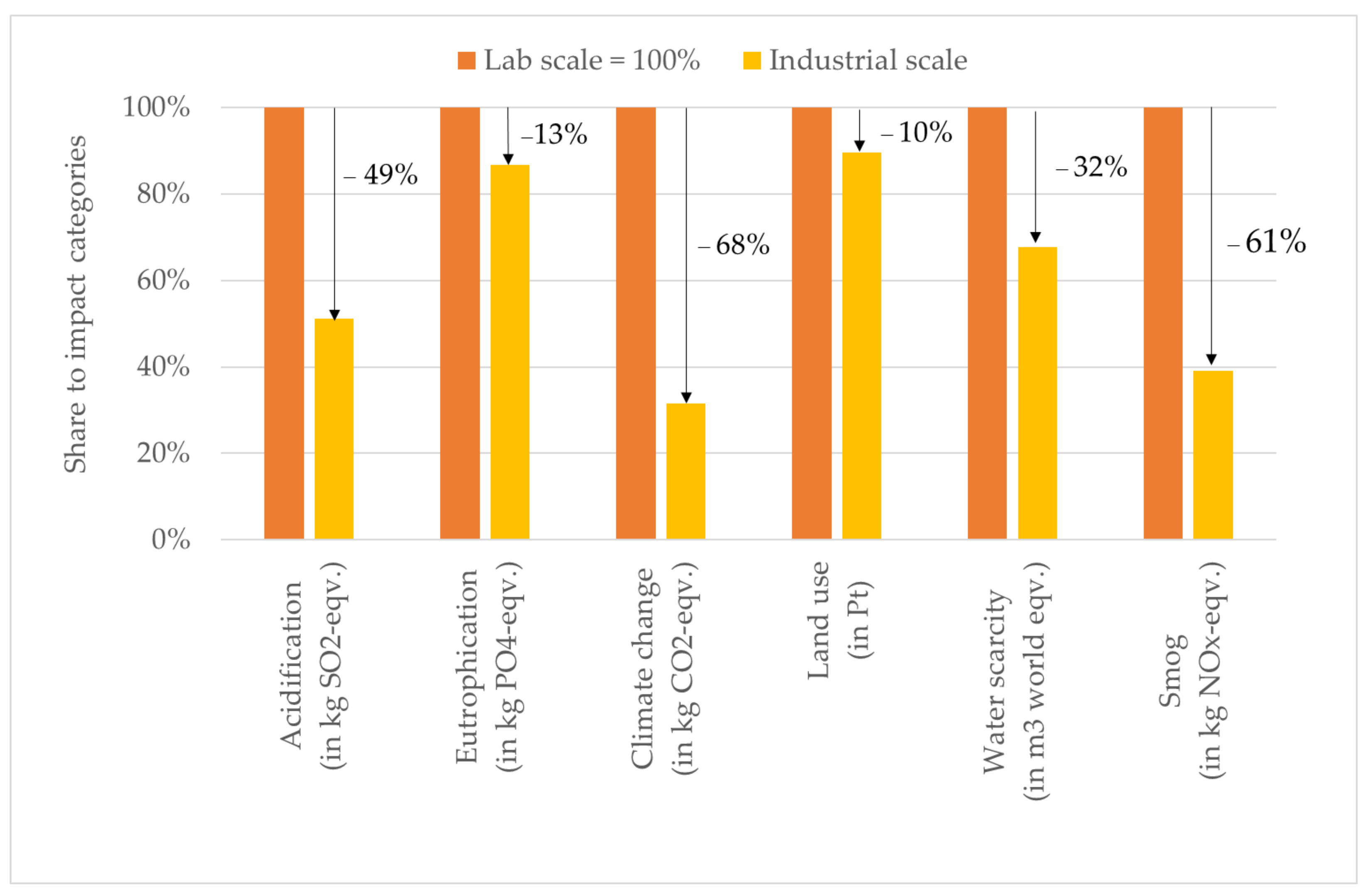
4.2. Sensitivity Analysis—Industrial Scale-Up
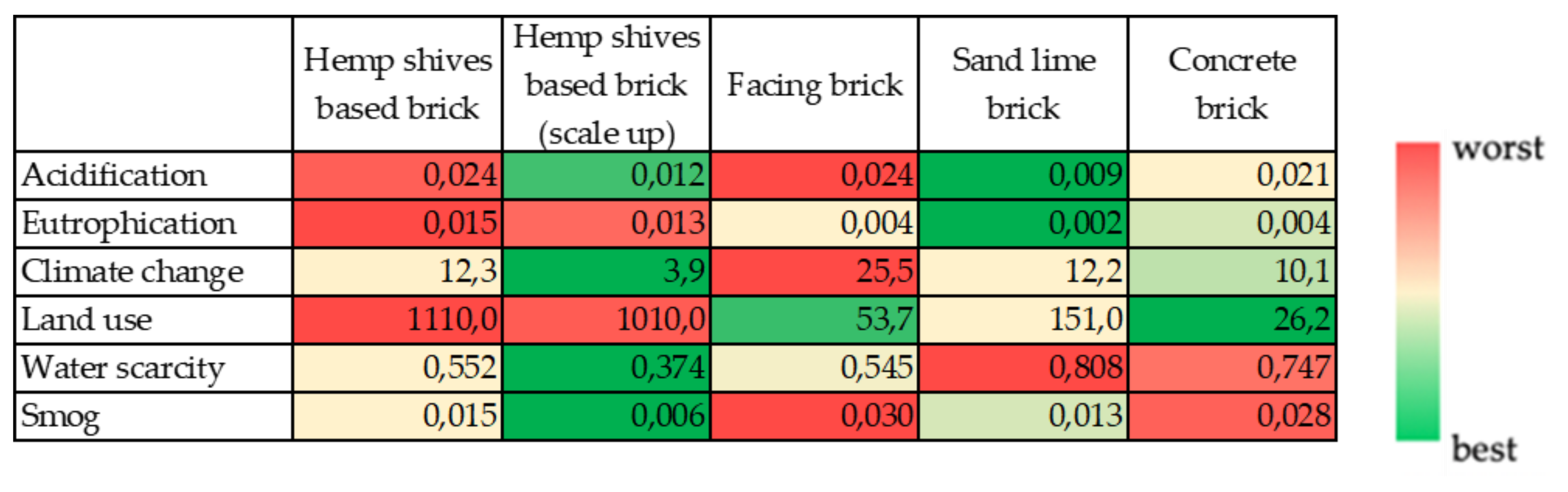
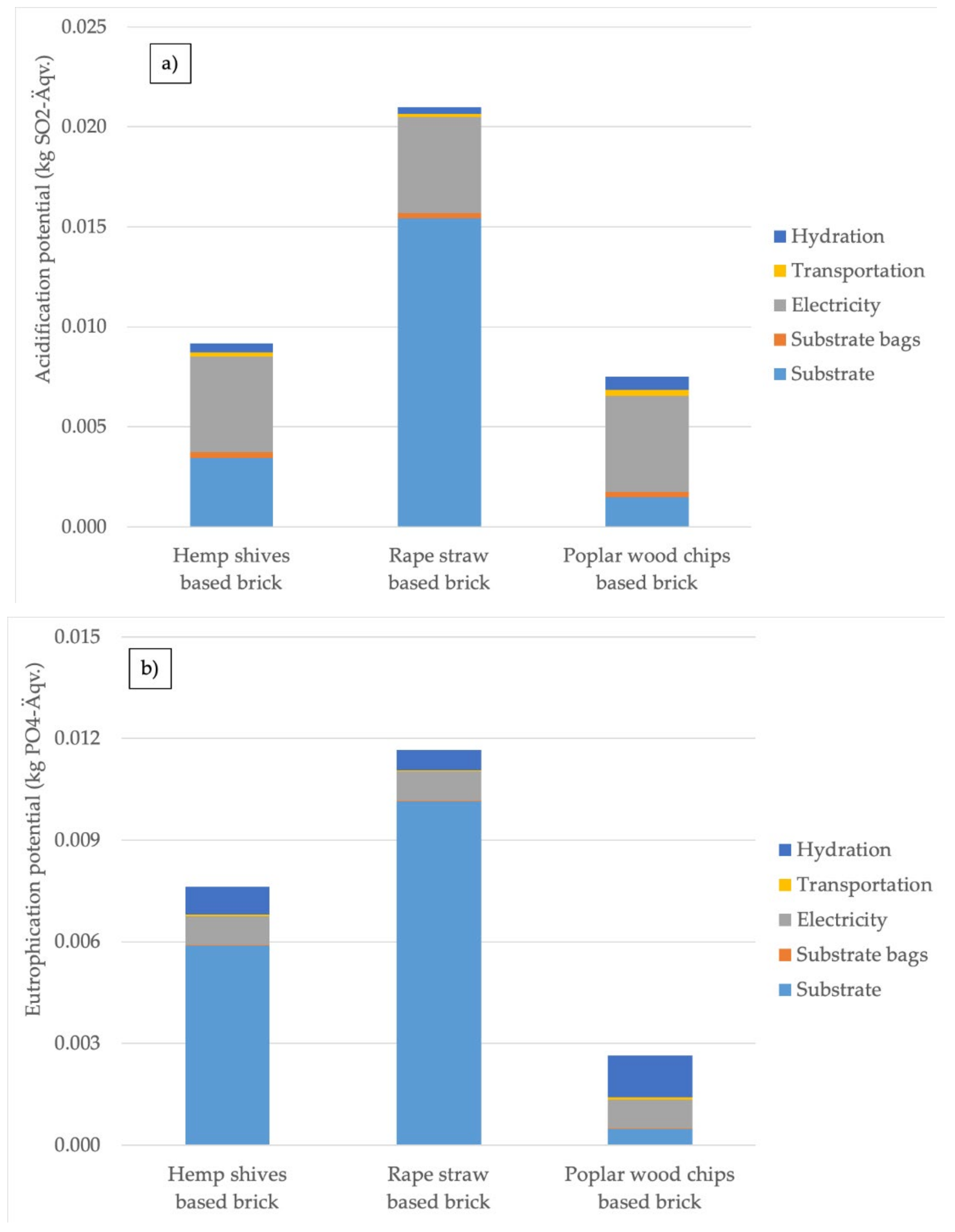
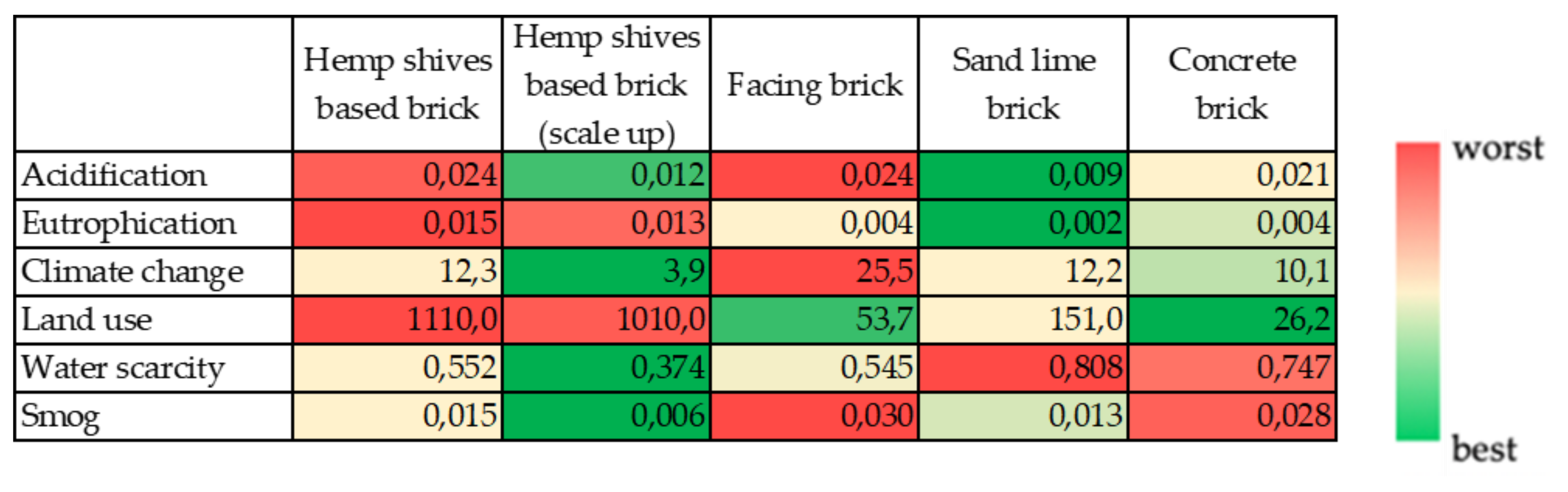
4.3. Comparison with Other Functional Units/Bricks Used in Construction
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pleszczyńska, M.; Lemieszek, M.K.; Siwulski, M.; Wiater, A.; Rzeski, W.; Szczodrak, J. Fomitopsis betulina (formerly Piptoporus betulinus): The Iceman’s polypore fungus with modern biotechnological potential. World J. Microbiol. Biotechnol. 2017, 33, 83. [Google Scholar] [CrossRef] [PubMed]
- ZVNDER Vegane und Nachhaltige Produkte aus dem Zunderschwammbaumpilz-FUNGISKIN. Available online: https://www.zvnder.com/ (accessed on 14 April 2021).
- Mycelium Leather: The Ultimate Guide—Mylo Stories. Available online: https://www.mylo-unleather.com/stories/mycelium-leather/ (accessed on 26 May 2021).
- NEFFA|Growing the Future of Fashion. Available online: https://neffa.nl/ (accessed on 14 April 2021).
- Meyer, V.; Basenko, E.Y.; Benz, J.P.; Braus, G.H.; Caddick, M.X.; Csukai, M.; de Vries, R.P.; Endy, D.; Frisvad, J.C.; Gunde-Cimerman, N.; et al. Growing a circular economy with fungal biotechnology: A white paper. Fungal Biol. Biotechnol. 2020, 7, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cerimi, K.; Akkaya, K.C.; Pohl, C.; Schmidt, B.; Neubauer, P. Fungi as source for new bio-based materials: A patent review. Fungal Biol. Biotechnol. 2019, 6, 17. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ecovative Design. Available online: https://ecovativedesign.com/ (accessed on 25 January 2020).
- mogu|Radical by Nature. Available online: https://mogu.bio/ (accessed on 14 April 2021).
- MycoWorks. Available online: https://www.mycoworks.com/ (accessed on 25 January 2020).
- Mycotech Lab—Mycotech. Available online: https://mycl.bio/ (accessed on 14 April 2021).
- Adamatzky, A.; Ayres, P.; Belotti, G.; Wösten, H. Fungal architecture. arXiv 2019, arXiv:1912.13262. [Google Scholar]
- El Monolito Micelio—Jonathan Dessi-Olive. Available online: https://jdovaults.com/El-Monolito-Micelio (accessed on 26 May 2021).
- Huang, L.; Krigsvoll, G.; Johansen, F.; Liu, Y.; Zhang, X. Carbon emission of global construction sector. Renew. Sustain. Energy Rev. 2018, 81, 1906–1916. [Google Scholar] [CrossRef] [Green Version]
- Dorffmeister, L. Europäischer Bausektor: Aufschwung verliert bis 2020 spürbar an Kraft–Ausgewählte Ergebnisse der EUROCONSTRUCT-Sommerkonferenz 2018. IFO Schnelld. 2018, 71, 61–68. [Google Scholar]
- Cabeza, L.F.; Rincón, L.; Vilariño, V.; Pérez, G.; Castell, A. Life cycle assessment (LCA) and life cycle energy analysis (LCEA) of buildings and the building sector: A review. Renew. Sustain. Energy Rev. 2014, 29, 394–416. [Google Scholar] [CrossRef]
- Jones, M.; Mautner, A.; Luenco, S.; Bismarck, A.; John, S. Engineered mycelium composite construction materials from fungal biorefineries: A critical review. Mater. Des. 2020, 187, 108397. [Google Scholar] [CrossRef]
- Haneef, M.; Ceseracciu, L.; Canale, C.; Bayer, I.S.; Heredia-Guerrero, J.A.; Athanassiou, A. Advanced Materials From Fungal Mycelium: Fabrication and Tuning of Physical Properties. Sci. Rep. 2017, 7, 41292. [Google Scholar] [CrossRef] [PubMed]
- DIN EN 771-1-2015-11-Beuth.de. Available online: https://www.beuth.de/de/norm/din-en-771-1/232406026 (accessed on 30 April 2021).
- ISO 14044. Environmental management—Life Cycle Assessment—Requirements and Guidelines (EN ISO 14044:2006); International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- ISO 14040. International Standard—Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- Meyer, V.; Schmidt, B.; Pohl, C.; Cerimi, K.; Schubert, B.; Weber, B.; Neubauer, P.; Junne, S.; Zakeri, Z.; Rapp, R.; et al. Mind the Fungi; Universitätsverlag der Technischen Universität: Berlin, Germany, 2020; ISBN 9783798331693. [Google Scholar]
- CML—Department of Industrial Ecology. CML-IA Characterisation Factors; Institute of the Faculty of Science of Leiden University: Leiden, The Netherlands, 2021. [Google Scholar]
- Guinée, J.B.; Gorrée, M.; Heijungs, R.; Huppes, G.; Kleijn, R.; de Koning, A.; van Oers, L.; Sleeswijk, A.W.; Suh, S.; de Haes, H.A.U.; et al. Handbook on Life Cycle Assessment. Operational Guide to the ISO Standards. I: LCA in Perspective. IIa: Guide. IIb: Operational annex. III: Scientific background; Leiden University: Leiden, The Netherlands, 2002. [Google Scholar]
- Bach, V.; Finkbeiner, M. Approach to qualify decision support maturity of new versus established impact assessment methods—demonstrated for the categories acidification and eutrophication. Int. J. Life Cycle Assess. 2017, 22, 387–397. [Google Scholar] [CrossRef] [Green Version]
- Joint Research Centre International Reference Life Cycle Data System (ILCD) Handbook- Recommendations for Life Cycle Impact Assessment in the European context; Joint Research Centre: Ispra, Italy, 2011.
- European Commission. Product Environmental Footprint Category Rules Guidance—Version 6.3; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- Beck, T.; Bos, U.; Wittstock, B.; Baitz, M.; Fischer, M.; Sedlbauer, K. LANCA® Land Use Indicator Value Calculation in Life Cycle Assessment—Method Report; Fraunhofer Verlag: Stuttgart, Germany, 2010. [Google Scholar]
- Bos, U.; Horn, R.; Back, T.; Lindner, J.P.; Fischer, M. LANCA Characterization Factors for Life Cycle Assessment—Version 2.0; Fraunhofer Verlag: Stuttgart, Germany, 2016. [Google Scholar]
- Bos, U.; Maier, S.D.; Horn, R.; Leistner, P.; Finkbeiner, M. A GIS based method to calculate regionalized land use characterization factors for life cycle impact assessment using LANCA®. Int. J. Life Cycle Assess. 2020, 25, 1259–1277. [Google Scholar] [CrossRef]
- Boulay, A.-M.; Bare, J.; Benini, L.; Berger, M.; Lathuillière, M.J.; Manzardo, A.; Margni, M.; Motoshita, M.; Núñez, M.; Pastor, A.V.; et al. The WULCA consensus characterization model for water scarcity footprints: Assessing impacts of water consumption based on available water remaining (AWARE). Int. J. Life Cycle Assess. 2018, 23, 368–378. [Google Scholar] [CrossRef] [Green Version]
- Huijbregts, M.A.J.; Steinmann, Z.J.N.; Elshout, P.M.F.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Goedkoop, M.; Heijungs, R.; Huijbregts, M.; De Schryver, A.; Struijs, J.; Zelm, R. Van ReCiPe 2008 A life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level. Potentials 2009. [Google Scholar] [CrossRef]
- Sphera Solutions GmbH. Thinkstep GaBi Product Sustainability Software; Sphera Solutions GmbH: Hauptstrasse, Germany, 2016. [Google Scholar]
- PRé Sustainability. Ecoinvent Ecoinvent Database; PRé Sustainability: Amersfoort, The Netherlands, 2016. [Google Scholar]
- Kunze, W. Technologie Brauer & Mälzer, 9th ed.; Versuchs- und Lehranstalt für Brauerei: Berlin, Germany, 2007; ISBN 3921690560. [Google Scholar]
- Sphera Solutions GmbH. Sphera GaBi Product Sustainability Software; Sphera Solutions GmbH: Hauptstrasse, Germany, 2021. [Google Scholar]
- Aktuelle Strohpreise—Strohpreis.de. Available online: https://www.strohpreis.de/ (accessed on 13 June 2021).
- Mengen und Preise. Ernte 2019; Bundesministerium für Ernährung und Landwirtschaft: Berlin, Germany, 2019. [Google Scholar]
- Berger, M.; Pfister, S.; Bach, V.; Finkbeiner, M. Saving the Planet’s Climate or Water Resources? The Trade-Off between Carbon and Water Footprints of European Biofuels. Sustainability 2015, 7, 6665–6683. [Google Scholar] [CrossRef] [Green Version]
- Tassielli, G.; Renzulli, P.A.; Castellani, V.; Sala, S. Environmental impacts of food consumption in Europe. J. Clean. Prod. 2017, 140, 753–765. [Google Scholar] [CrossRef]
- Hasler, K.; Bröring, S.; Omta, S.W.F.; Olfs, H.-W. Life cycle assessment (LCA) of different fertilizer product types. Eur. J. Agron. 2015, 69, 41–51. [Google Scholar] [CrossRef]
- Energy-Charts. Available online: https://energy-charts.info/charts/energy_pie/chart.htm?l=en&c=DE&interval=year&year=2020 (accessed on 4 May 2021).
- Hui, L.; Jianwei, L.; Tao, R.; Xiaokun, L.; Rihuan, C. Nutrient Efficiency of Winter Oilseed Rape in an Intensive Cropping System: A Regional Analysis. Pedosphere 2017, 27, 364–370. [Google Scholar]
- Bach, V.; Berger, M.; Finogenova, N.; Finkbeiner, M. Assessing the Availability of Terrestrial Biotic Materials in Product Systems (BIRD). Sustainability 2017, 9, 137. [Google Scholar] [CrossRef] [Green Version]
- United Nations Environment Programme. Guidelines for Social Life Cycle Assessment of Products and Organizations 2020; United Nations Environment Programme: Nairobi, Kenya, 2020. [Google Scholar]
- Xiong, S.; Martín, C.; Eilertsen, L.; Wei, M.; Myronycheva, O.; Larsson, S.H.; Lestander, T.A.; Atterhem, L.; Jönsson, L.J. Energy-efficient substrate pasteurisation for combined production of shiitake mushroom (Lentinula edodes) and bioethanol. Bioresour. Technol. 2019, 274, 65–72. [Google Scholar] [CrossRef] [PubMed]
- Trockenraum SDR Serie|Der Begehbare Trockenraum. Available online: https://www.superdry-totech.de/trockenraum-sdr-serie-technischer-ueberblick/ (accessed on 21 February 2020).
- Normalbeton. Available online: https://www.baunetzwissen.de/beton/fachwissen/betonarten/normalbeton-150994 (accessed on 4 May 2021).
- Stoffwerte. Available online: https://www.kalksandstein.de/bv_ksi/stoffwerte?page_id=13102 (accessed on 4 May 2021).
- Klinker|Klinkerkultur. Available online: https://www.klinkerkultur.de/glossary/klinker/ (accessed on 4 May 2021).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impact Category | Characterization Factor | Category Indicator | Unit | Applied Method |
|---|---|---|---|---|
| Climate change | Global warming potential (GWP100) | Radiative forcing | kg CO2 equivalents | CML [22,23] |
| Acidification | Acidification potential (AP) | Acidification deposition | kg SO2 equivalents | |
| Eutrophication | Eutrophication potential (EP) | Deposition N/P | kg PO43− equivalents | |
| Photochemical ozone creation (smog) | Photochemical ozone creation potential (POCP) | Tropospheric ozone concentration increase | kg NOx equivalents | ReCiPe [31,32] |
| Land use | Soil quality potential (SQP) | Soil quality index, biotic production, erosion resistance, mechanical filtration, groundwater replenishment | dimensionless | LANCA [27,28,29] |
| Water scarcity | User deprivation potential (UDP) | deprivation-weighted water consumption | m3 world equivalents | AWARE [30] |
| Culture | Material/Process | Amount | Dataset |
|---|---|---|---|
| Pre-Culture | Petri dish | 0.776 g | EU-28 General purpose polystyrene |
| Petri dish—end of life | 0.776 g | DE: Polystyrene (PS) in waste incineration | |
| Petri dish forming | 0.00279 MJ | DE: Electricity grid mix | |
| 0.00279 MJ | DE: Thermal energy from natural gas | ||
| Gloves | 0.546 g | DE: Nitril butadiene rubber | |
| Gloves - end of live | 0.55 g | DE: Commercial waste in municipal waste incineration plant | |
| Medium | 0.0041 g | DE: Barley production * | |
| 0.00235 g | DE: Glycerin by-product rapeseed | ||
| 0.0128 g | DE: dried starch | ||
| 0.0675 g | EU-28: Gelatine from pork skin | ||
| 0.001 L | EU-28: Water deionized | ||
| Sterilization | 0.0751 MJ | DE: Electricity grid mix | |
| Incubation | 0.0008 MJ | DE: Electricity grid mix | |
| Grain Culture | Grain mix | 20 g | CH: Rye grain, fed production, organic * |
| 20 g | DE: Gypsum stone | ||
| 0.02 L | DE: Water (desalinated; deionized) | ||
| Transport | 0.0297 g | GLO: Truck, Euro 5, 14–20 t gross weight/11.4 t payload capacity DE: Diesel mix at refinery | |
| Sterilization | 0.288 MJ | DE: Electricity grid mix | |
| Incubation | 0.0152 MJ | DE: Electricity grid mix | |
| Substrate Culture (hemp shives) | Substrate bags | 14.3 g | DE: Polypropylene-Film (PP) without additives |
| Substrate bags—end of life | 14.3 | DE: Polypropylene (PP) in waste incineration plant | |
| Hemp straw | 304 g | DE: Hemp straw cultivation with catch | |
| Substrate mix hydration | 0.456 L | DE: Water (desalinated; deionized) | |
| 13.7 g | DE: Wheat white flour | ||
| Transport | 0.452 g | GLO: Truck, Euro 5, 14–20 t gross weight/11.4 t payload capacity DE: Diesel mix at refinery | |
| Sterilization | 0,86 MJ | DE: Electricity grid mx | |
| Incubation | 0.03 MJ | DE: Electricity grid mx | |
| Substrate culture (rapeseed straw) | Rapeseed straw | 228 g | DE: Rapeseeds (field boarder) |
| Substrate mix hydration | 0.342 L | DE: Water (desalinated; deionized) | |
| 10.28 g | DE: Wheat white flour | ||
| Transport | 0.339 g | GLO: Truck, Euro 5, 14–20 t gross weight/11.4 t payload capacity DE: Diesel mix at refinery | |
| Substrate culture (poplar wood chips) | Poplar wood chips | 456 g | CH: Wood chips production, softwood, at sawmill * |
| Substrate mix hydration | 0.684 L | DE: Water (desalinated; deionized) | |
| 20.52 g | DE: Wheat white flour | ||
| Transport | 0.677 g | GLO: Truck, Euro 5, 14–20 t gross weight/11.4 t payload capacity DE: Diesel mix at refinery | |
| Molding | Foil | 1.91 g | DE: Polyethylene film |
| Foil—end of life | 1.91 g | DE: Polyethylene (PE) in waste incineration plant | |
| Incubation | 0.013 MJ | DE: Electricity grid mix | |
| Drying | 1.28 MJ | DE: Electricity grid mix |
| Characterization Factor | Pre-Culture | Grain Culture | Substrate Culture | Moulding | Total |
|---|---|---|---|---|---|
| Acidification (kg SO2 eq.) | 2.41 × 10−5 | 2.72 × 10−4 | 3.63 × 10−4 | 2.80 × 10−4 | 9.39 × 10−4 |
| Eutrophication (kg PO43− eq.) | 4.13 × 10−6 | 2.45 × 10−4 | 3.04 × 10−4 | 4.98 × 10−5 | 6.02 × 10−4 |
| Climate change (kg CO2 eq.) | 1.81 × 10−2 | 5.68 × 10−2 | 2.10 × 10−1 | 2.09 × 10−1 | 4.94 × 10−1 |
| Land use (kg Pt eq.) | 8.10 × 10−2 | 5.76 × 10−1 | 1.74 × 10+1 | 1.29 × 100 | 1.93 × 10+1 |
| Water scarcity (m3 world eq.) | 1.10 × 10−3 | 6.59 × 10−3 | 9.42 × 10−3 | 4.98 × 10−3 | 2.21 × 10−2 |
| Smog (kg NOx eq.) | 1.91 × 10−5 | 1.02 × 10−4 | 2.46 × 10−4 | 2.16 × 10−4 | 5.83 × 10−4 |
| Impact Category | Differences Compared to Hemp Shives Composite Brick over the Entire Production (in %) | |
|---|---|---|
| Rapeseed Straw-Based Brick | Poplar Wood Chips-Based Brick | |
| Acidification | 33.37% | −7.56% |
| Eutrophication | 21.14% | −49.40% |
| Land use | −17.31% | 31.29% |
| Climate change | 2.19% | 0.61% |
| Water scarcity | 0.31% | 6.35% |
| Smog | −2.79% | 0.01% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stelzer, L.; Hoberg, F.; Bach, V.; Schmidt, B.; Pfeiffer, S.; Meyer, V.; Finkbeiner, M. Life Cycle Assessment of Fungal-Based Composite Bricks. Sustainability 2021, 13, 11573. https://doi.org/10.3390/su132111573
Stelzer L, Hoberg F, Bach V, Schmidt B, Pfeiffer S, Meyer V, Finkbeiner M. Life Cycle Assessment of Fungal-Based Composite Bricks. Sustainability. 2021; 13(21):11573. https://doi.org/10.3390/su132111573
Chicago/Turabian StyleStelzer, Lisa, Friederike Hoberg, Vanessa Bach, Bertram Schmidt, Sven Pfeiffer, Vera Meyer, and Matthias Finkbeiner. 2021. "Life Cycle Assessment of Fungal-Based Composite Bricks" Sustainability 13, no. 21: 11573. https://doi.org/10.3390/su132111573
APA StyleStelzer, L., Hoberg, F., Bach, V., Schmidt, B., Pfeiffer, S., Meyer, V., & Finkbeiner, M. (2021). Life Cycle Assessment of Fungal-Based Composite Bricks. Sustainability, 13(21), 11573. https://doi.org/10.3390/su132111573