
A Concurrence Optimization Model for Low-Carbon Product Family Design and the Procurement Plan of Components under Uncertainty


Abstract
1. Introduction
2. Literature Review
2.1. Low-Carbon Product Design
2.2. Product Family Design
3. Problem Presentation
- (1)
- Indices
- (2)
- Parameters
- (3)
- Decision variables
4. Establishment of the Optimization Model
4.1. Establishing Customer Preference Model
4.2. Market Demand of Products and Expected Revenue
4.3. Price Discount of Suppliers
4.4. Production Cost of a Product Family
4.5. Greenhouse Gas Emission Model of a Product Family
4.6. Objective Function of the Optimization Model
4.7. Optimization Constraints
- (1)
- Selective constraint in product variant configuration
- (2)
- Order quantity constraint of the module instance
- (3)
- Minimum order quantity
- (4)
- Configuration constraint.
4.8. Treatment of the Uncertain Objective Function (f2)
4.9. Optimization Model Representation
5. Solving the Optimization Model Using Genetic Algorithm (GA)
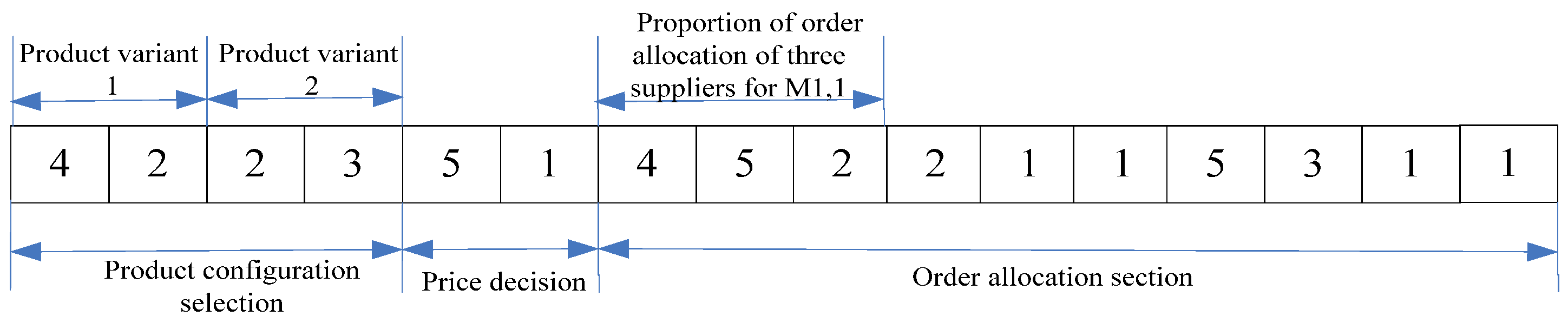
5.1. Chromosome of GA
5.2. Fitness Function
5.3. The Operation of GA
- (1)
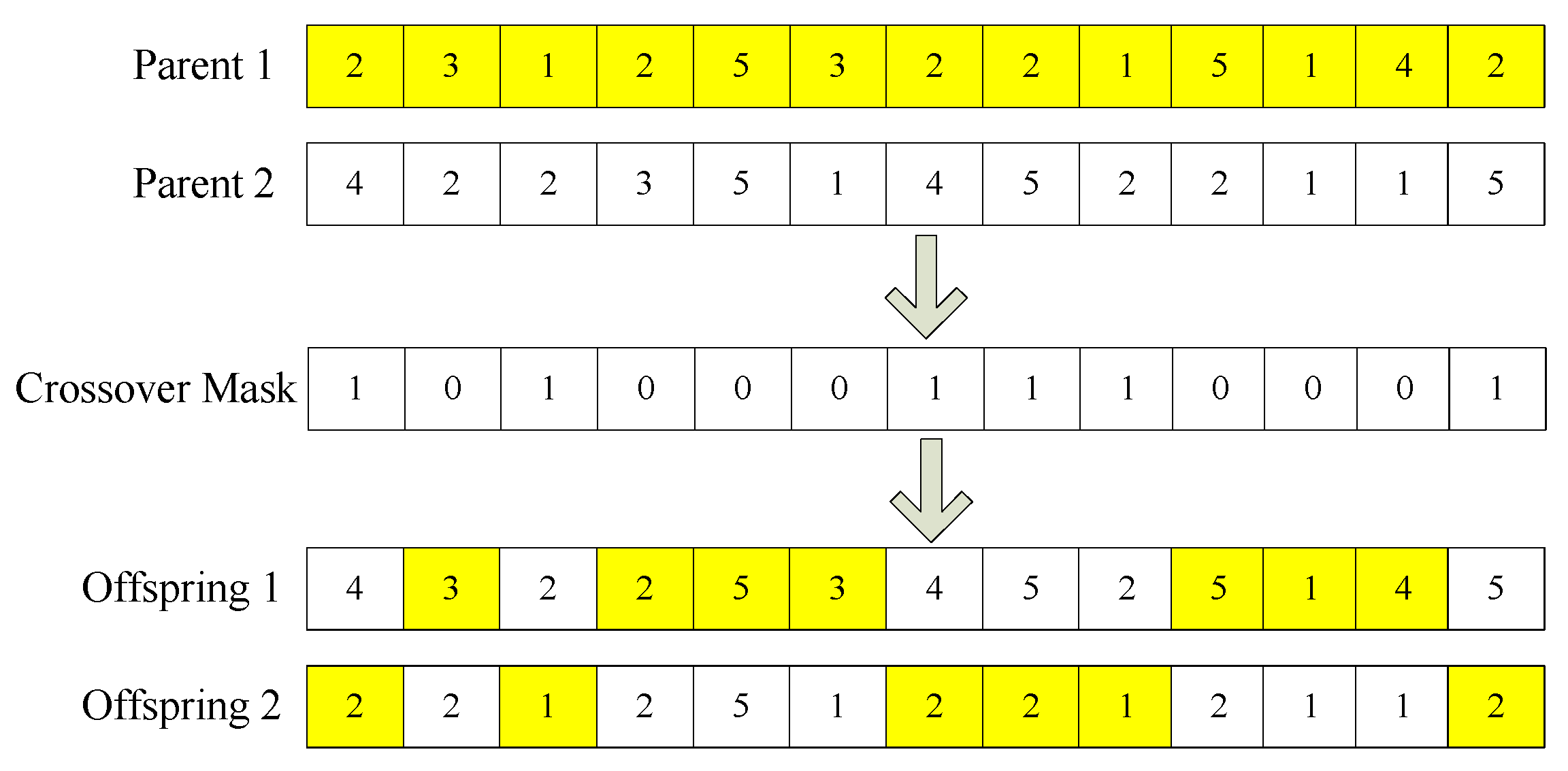
- The uniform crossover was adopted in this research. As shown in Figure 2, the crossover operation includes two steps. The first step is to produce a crossover mask, and each gene in the chromosome corresponds to a crossover mask value. The crossover mask value is 0 or 1, and the value is randomly produced. The second step is to swap the values of genes for two parents when the corresponding crossover mask value is 1. If the crossover mask value is 0, the values of genes for two parents are not exchanged.
- (2)
- This study adopted the mutation operation according to the idea of a neighborhood. The neighborhood of the gene is considered as the incremental or decremental change to the integer values. An individual of the population is mutated with a probability. In a mutation operation, some genes of an individual are first randomly selected, and then these gene values are changed to their neighborhood.
- (3)
- In this research, the roulette selection method was employed as a selection mechanism, and the individual with a better fitness function value was more likely to be chosen as a parent to produce the offspring in the next generation.
6. Case Study
6.1. Case Introduction and Test Solving Algorithm
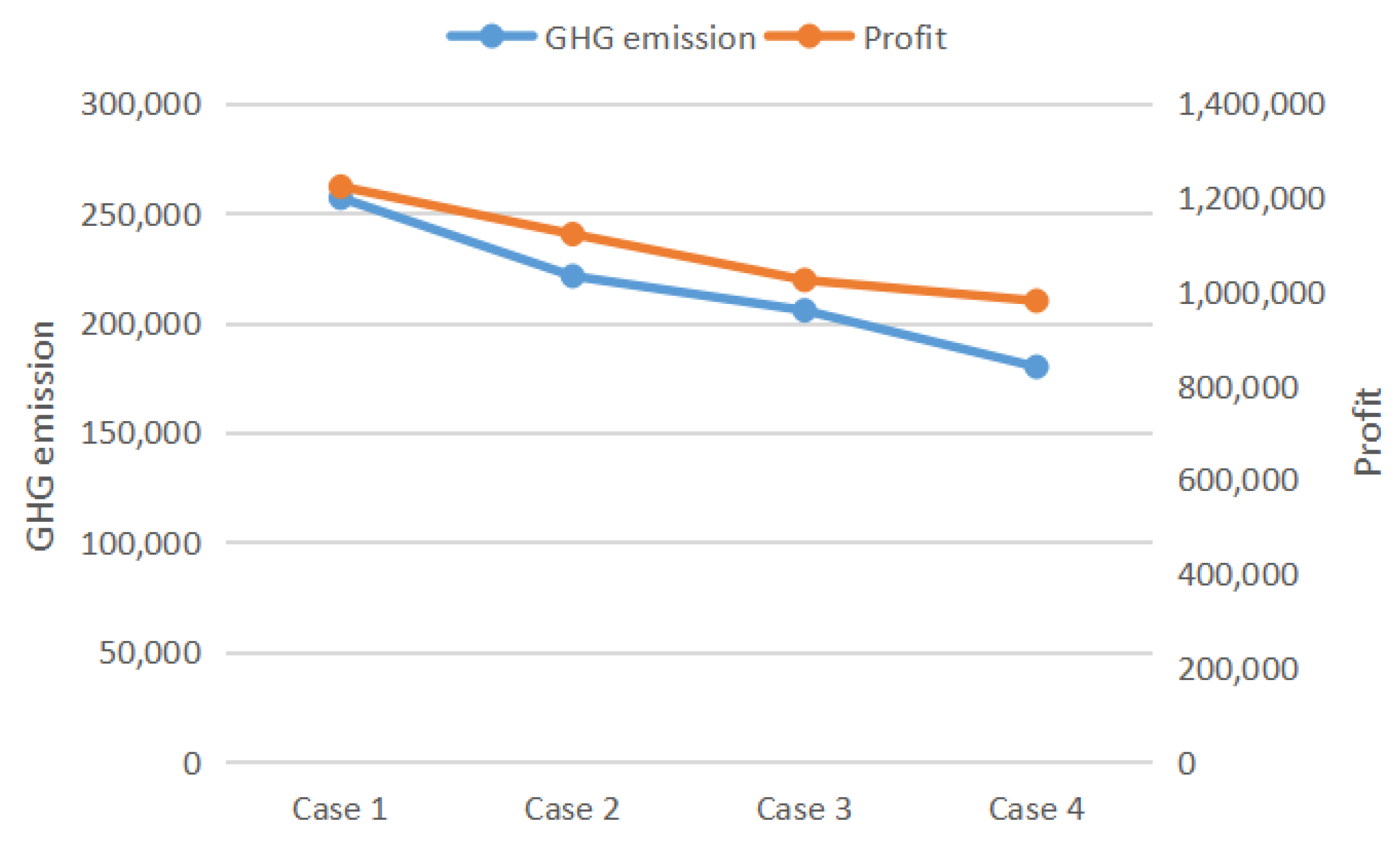
6.2. Sensitivity Analysis of GHG Emission Weight
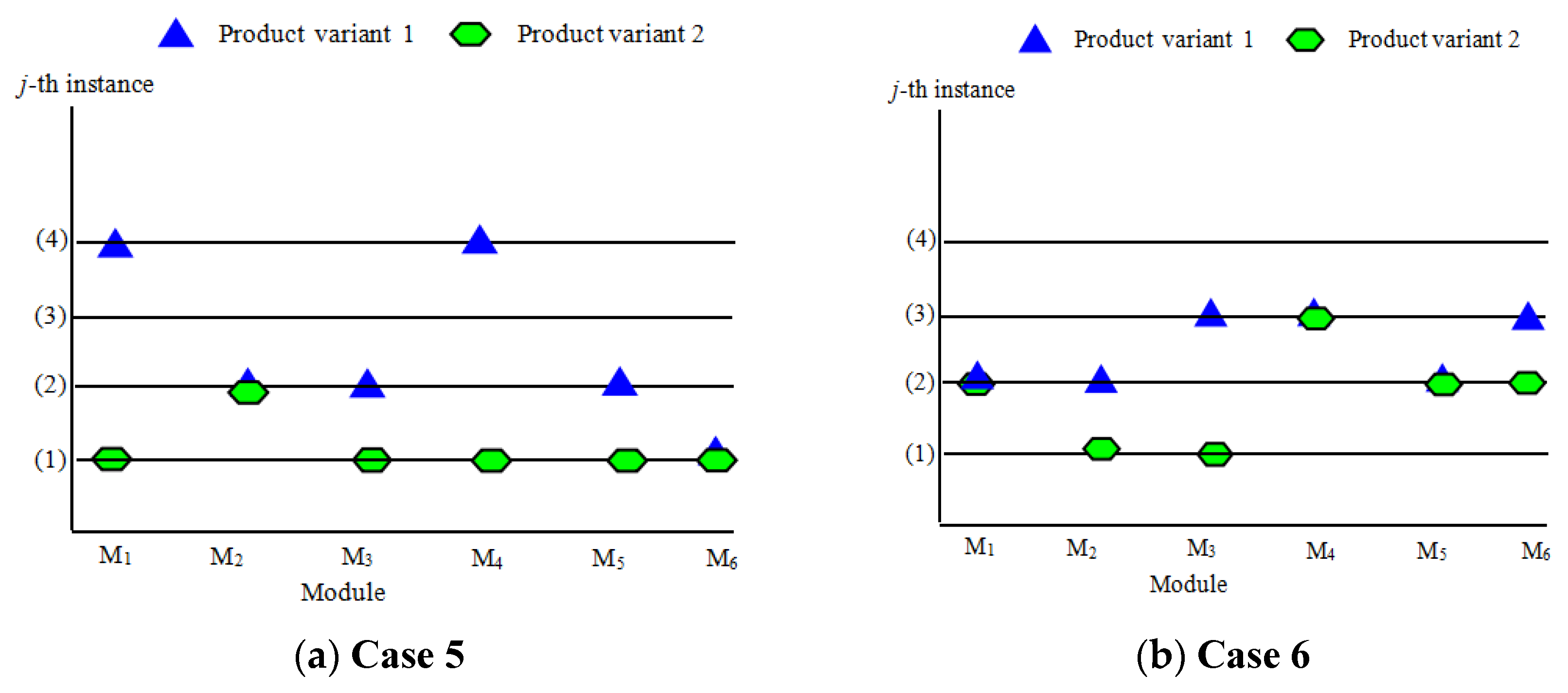
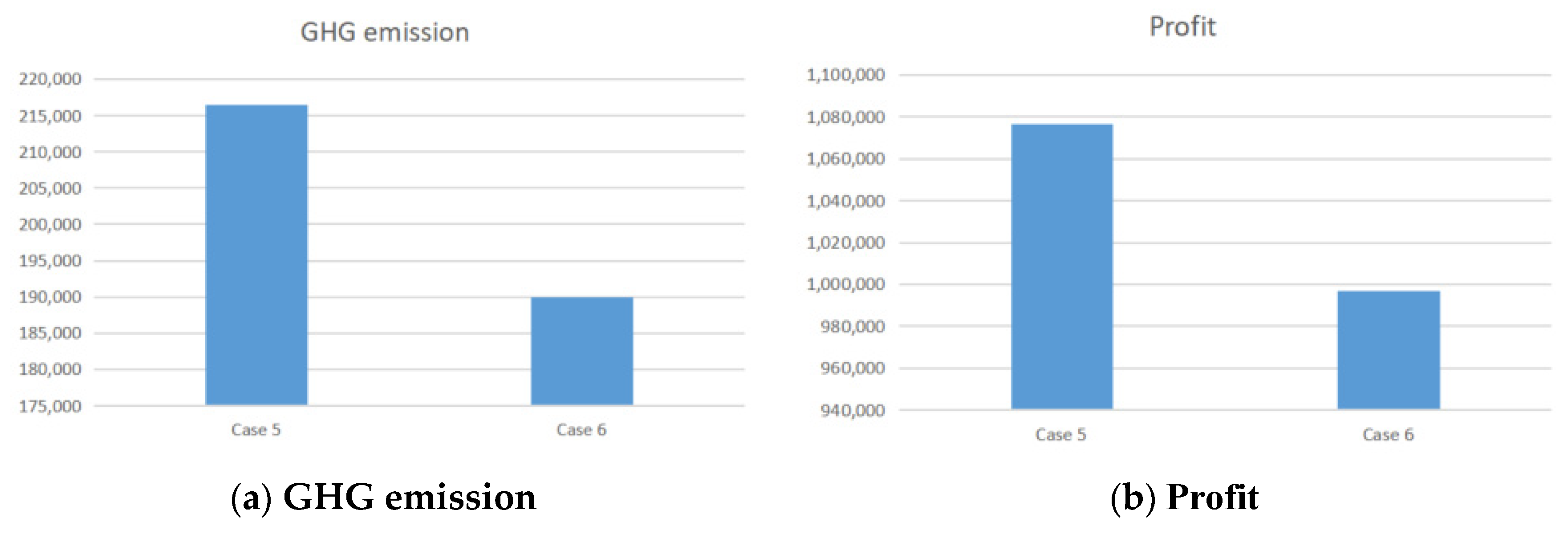
6.3. Sensitivity Analysis of Uncertain Weight (d1, d2)
- Case 5, case 6: develop two product variants; objective weight: u1 = 0.7, u2 = 0.3.
- Case 5: d1 = 0.6, d2 = 0.4;
- Case 6: d1 = 0.4, d2 = 0.6;
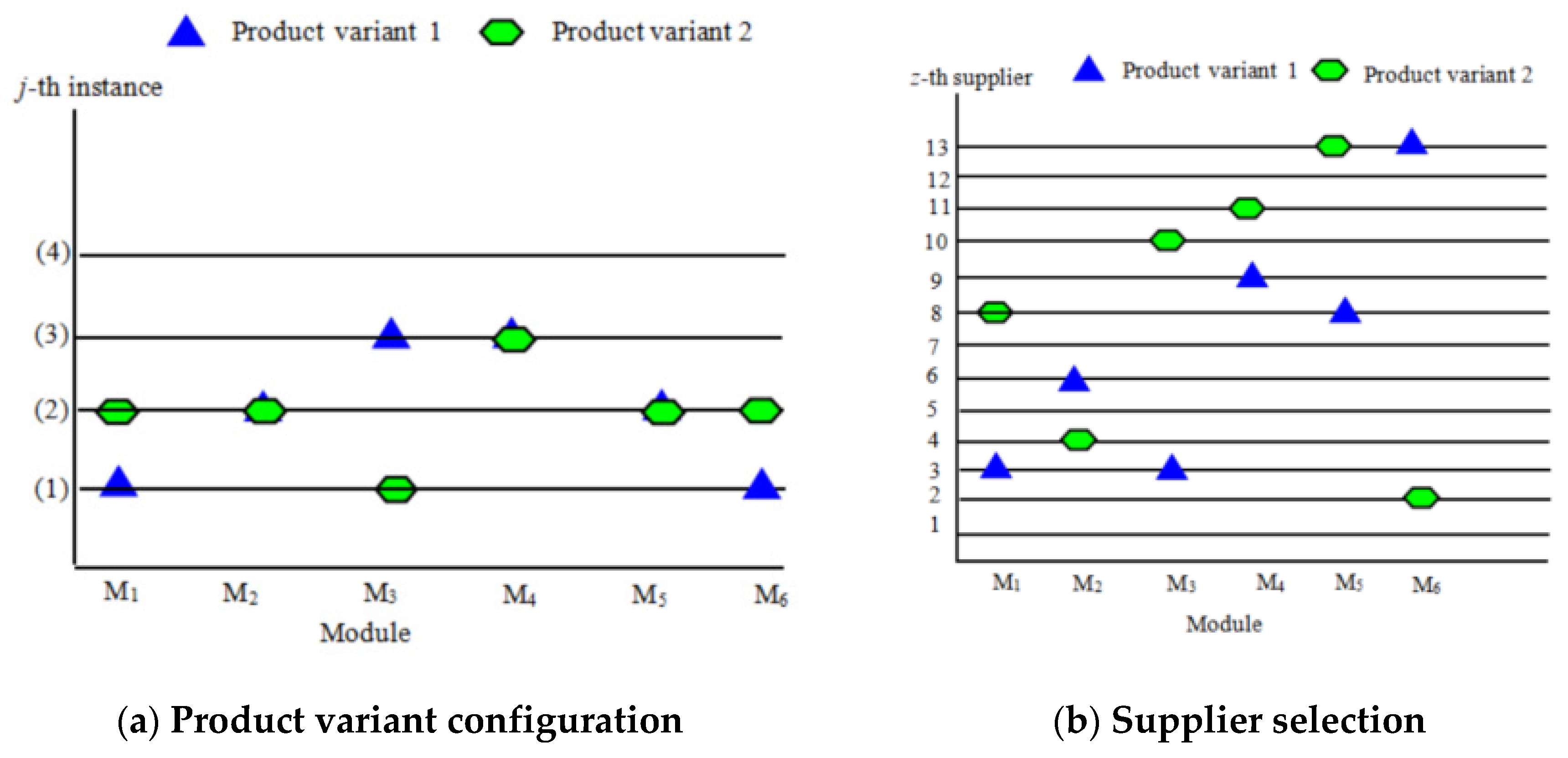
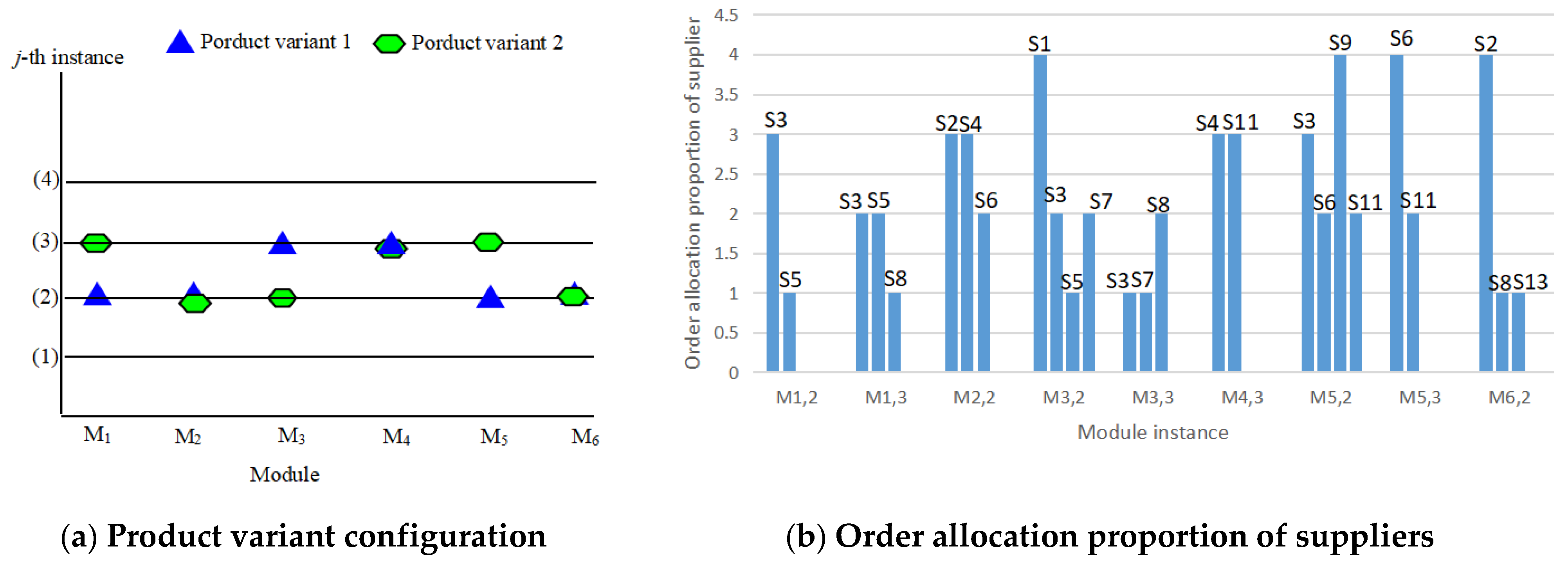
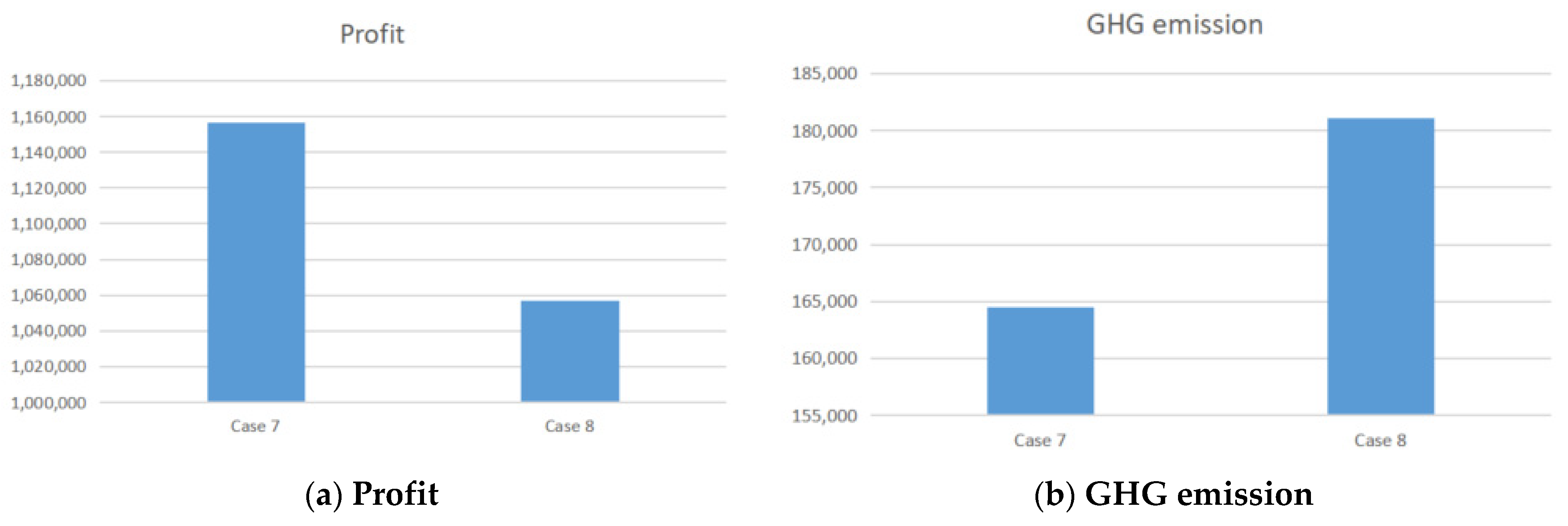
6.4. Compare Supplier Selection and Order Allocation in Product Family Design
- Case 7, case 8: develop two product variants; objective weight: u1 = 0.7, u2 = 0.3; uncertain weight: d1 = 0.65, d2 = 0.35;
- Case 7: concurrent optimization of low-carbon product family design and supplier selection;
- Case 8: concurrent optimization of low-carbon product family design and order allocation.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Intergovernmental Panel on Climate Change (IPCC). IPCC Fourth Assessment Report: Climate Change 2007; Cambridge University Press: New York, NY, USA, 2007; pp. 447–496. [Google Scholar]
- Wang, Q.; Tang, D.B.; Yin, L.L.; Salido, M.A.; Giret, A.; Xu, Y.C. Bi-objective optimization for low-carbon product family design. Robot. Cim. Int. Manuf. 2016, 41, 53–65. [Google Scholar] [CrossRef][Green Version]
- Xiao, W.X.; Du, G.; Zhang, Y.Y.; Liu, X.J. Coordinated optimization of low-carbon product family and its manufacturing process design by a bilevel game-theoretic model. J. Clean. Prod. 2018, 184, 754–773. [Google Scholar] [CrossRef]
- Wang, Q.; Tang, D.; Yin, L.; Ullah, I.; Salido, M.A.; Giret, A. An optimization method for coordinating supplier selection and low-carbon design of product family. Int. J. Precis. Eng. Manuf. 2018, 19, 1715–1726. [Google Scholar] [CrossRef]
- Song, J.S.; Lee, K.M. Development of a low-carbon product design system based on embedded GHG emissions. Resour. Conserv. Recycl. 2010, 54, 547–556. [Google Scholar] [CrossRef]
- Qi, Y.; Wu, X.B. Low-carbon technologies integrated innovation strategy based on modular design. Energy Procedia 2011, 5, 2509–2515. [Google Scholar] [CrossRef][Green Version]
- Su, J.C.P.; Chu, C.; Wang, Y. A decision support system to estimate the carbon emission and cost of product designs. Int. J. Precis. Eng. Manuf. 2012, 13, 1037–1045. [Google Scholar] [CrossRef]
- Zhang, X.F.; Zhang, S.Y.; Hu, Z.Y.; Yu, G.; Pei, C.H.; Sa, R.N. Identification of connection units with high GHG emissions for low-carbon product structure design. J. Clean. Prod. 2012, 27, 118–125. [Google Scholar] [CrossRef]
- Kuo, T.C.; Chen, H.M.; Liu, C.Y.; Tu, J.C.; Yeh, T.C. Applying multi-objective planning in low-carbon product design. Int. J. Precis. Eng. Manuf. 2014, 15, 241–249. [Google Scholar] [CrossRef]
- Xu, Z.Z.; Wang, Y.S.; Teng, Z.R.; Zhong, C.Q.; Teng, H.F. Low-carbon product multi-objective optimization design for meeting requirements of enterprise, user and government. J. Clean. Prod. 2015, 103, 747–758. [Google Scholar] [CrossRef]
- He, B.; Wang, J.; Huang, S.; Wang, Y. Low-carbon product design for product life cycle. J. Eng. Des. 2015, 26, 321–339. [Google Scholar] [CrossRef]
- Chiang, T.A.; Che, Z.H. A decision-making methodology for low-carbon electronic product design. Decis. Support Syst. 2015, 71, 1–13. [Google Scholar] [CrossRef]
- He, B.; Tang, W.; Wang, J.; Huang, S.; Deng, Z.Q.; Wang, Y. Low-carbon conceptual design based on product life cycle assessment. Int. J. Adv. Manuf. Technol. 2015, 81, 863–874. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, H.H.; Zhang, L.; Bao, H.; Liu, Z.F. Low-carbon design of structural components by integrating material and structural optimization. Int. J. Adv. Manuf. Technol. 2018, 95, 4547–4560. [Google Scholar] [CrossRef]
- Tang, D.B.; Wang, Q.; Ullah, I. Optimisation of product configuration in consideration of customer satisfaction and low carbon. Int. J. Prod. Res. 2017, 55, 3349–3373. [Google Scholar] [CrossRef]
- Kim, S.; Moon, S.K. Sustainable platform identification for product family design. J. Clean. Prod. 2017, 143, 567–581. [Google Scholar] [CrossRef]
- Wang, Q.; Tang, D.; Li, S.; Yang, J.; Salido, M.A.; Giret, A.; Zhu, H. An optimization approach for the coordinated low-carbon design of product family and remanufactured products. Sustainability 2019, 11, 460. [Google Scholar] [CrossRef]
- Jiao, J.; Tseng, M.M. A methodology of developing product family architecture for mass customization. J. Intell. Manuf. 1999, 10, 3–20. [Google Scholar] [CrossRef]
- Du, X.; Jiao, J.; Tseng, M.M. Architecture of product family: Fundamentals and methodology. Concurr. Eng. 2001, 9, 309–325. [Google Scholar] [CrossRef]
- Oivares-Benitez, E.; Gonzalez-Velarde, J.L. A meta-heuristic approach for selecting a common platform for modular products based on product performance and manufacturing cost. J. Intell. Manuf. 2008, 19, 599–610. [Google Scholar] [CrossRef]
- Zacharias, N.A.; Yassine, A.A. Optimal platform investment for product family design. J. Intell. Manuf. 2008, 19, 131–148. [Google Scholar] [CrossRef]
- Siddique, Z.; Rosen, D.W.; Wang, N. On the applicability of product variety design concepts to automotive platform commonality. In Proceedings of the ASME Design Engineering Technical Conferences, Atlanta, GA, USA, 13–16 September 1998. [Google Scholar]
- Thevenot, H.J.; Simpson, T.W. Product Platform and Product Family Design: Methods and Applications; Springer: New York, NY, USA, 2005; pp. 107–129. [Google Scholar]
- Huang, G.Q.; Zhang, X.Y.; Liang, L. Towards integrated optimal configuration of platform products, manufacturing processes, and supply chains. J. Oper. Manag. 2005, 23, 267–290. [Google Scholar] [CrossRef]
- Huang, G.Q.; Zhang, X.Y.; Lo, V.H.Y. Integrated configuration of platform products and supply chains for mass customization: A game theoretic approach. IEEE Trans. Eng. Manag. 2007, 54, 156–171. [Google Scholar] [CrossRef]
- Luo, X.G.; Kwong, C.K.; Tang, J.F.; Deng, S.F.; Gong, J. Integrating supplier selection in optimal product family design. Int. J. Prod. Res. 2011, 49, 4195–4222. [Google Scholar] [CrossRef]
- Cao, Y.; Luo, X.G.; Kwong, C.K.; Tang, J.F.; Zhou, W. Joint optimization of product family design and supplier selection under multinomial logit consumer choice rule. Concurr. Eng. 2012, 20, 335–347. [Google Scholar] [CrossRef]
- Khalaf, R.; Agard, B.; Penz, B. Simultaneous design of a product family and its related supply chain using a tabu search algorithm. Int. J. Prod. Res. 2011, 49, 5637–5656. [Google Scholar] [CrossRef]
- Sr, A.; Ah, B.; Rzf, C. Concurrent design of product family and supply chain network considering quality and price. Transport. Res. E-LOG 2015, 81, 18–35. [Google Scholar]
- Luo, X.G.; Li, W.; Kwong, C.K.; Cao, Y. Optimisation of product family design with consideration of supply risk and discount. Res. Eng. Des. 2016, 27, 37–54. [Google Scholar] [CrossRef]
- Yang, D.; Jiao, J.X.; Ji, Y.J.; Du, G.; Helo, P.; Valente, A. Joint optimization for coordinated configuration of product families and supply chains by a leader-follower stackelberg game. Eur. J. Oper. Res. 2015, 246, 263–280. [Google Scholar] [CrossRef]
- Hsu, T.H.; Chu, K.M.; Chan, H.C. The fuzzy clustering on market segment. In Proceedings of the IEEE International Conference on Fuzzy Systems, San Antonio, TX, USA, 7–10 May 2000. [Google Scholar]
- Jiao, J.X.; Zhang, Y. Product portfolio planning with customer-engineering interaction. IIE Trans. 2005, 37, 801–814. [Google Scholar] [CrossRef]
- Ishibuchi, H.; Tanaka, H. Multiobjective programming in optimization of the interval objective function. Eur. J. Oper. Res. 1990, 48, 219–225. [Google Scholar] [CrossRef]
- Jiang, C.; Han, X.; Liu, G.R.; Liu, G.P. A nonlinear interval number programming method for uncertain optimization problems. Eur. J. Oper. Res. 2008, 188, 1–13. [Google Scholar] [CrossRef]
- Wang, J.T.; Wang, L.W.; Ye, F.; Xu, X.J.; Yu, J.J. Order decision making based on different statement strategies under stochastic market demand. J. Syst. Sci. Eng. 2013, 22, 171–190. [Google Scholar] [CrossRef]
- Gunay, E.E.; Park, K.; Kremer, G.O. Integration of product architecture and supply chain under currency exchange rate fluctuation. Res. Eng. Des. 2021, 32, 331–348. [Google Scholar] [CrossRef]
- Kumar, S.; Sarkar, B.; Kumar, A. Fuzzy reverse logistics inventory model of smart items with two warehouses of a retailer considering carbon emissions. RAIRO—Oper. Res. 2021, 55, 2285–2307. [Google Scholar] [CrossRef]
- Ray, S.; Jewkes, E.M. Customer lead time management when both demand and price are lead time sensitive. Eur. J. Oper. Res. 2004, 153, 769–781. [Google Scholar] [CrossRef]
- Hu, X.L.; Motvvani, J.G. Minimizing downside risks for global sourcing under price-sensitive stochastic demand, exchange rate uncertainties, and supplier capacity constraints. Int. J. Prod. Econ. 2014, 147, 398–409. [Google Scholar] [CrossRef]
- Alkahtani, M.; Omair, M.; Khalid, Q.S.; Hussain, G.; Sarkar, B. An agricultural products supply chain management to optimize resources and carbon emission considering variable production rate: Case of nonperishable corps. Processes 2020, 8, 1505. [Google Scholar] [CrossRef]
- Sarkar, B.; Sarkar, M.; Ganguly, B.; Cardenas-Barron, L.E. Combined effects of carbon emission and production quality improvement for fixed lifetime products in a sustainable supply chain management. Int. J. Prod. Econ. 2021, 231, 107867. [Google Scholar] [CrossRef]
- Mishra, U.; Wu, J.Z.; Sarkar, B. Optimum sustainable inventory management with backorder and deterioration under controllable carbon emissions. J. Clean. Prod. 2020, 279, 123699. [Google Scholar] [CrossRef]
- Yadav, D.; Kumari, R.; Kumar, N.; Sarkar, B. Reduction of waste and carbon emission through the selection of items with cross-price elasticity of demand to form a sustainable supply chain with preservation technology. J. Clean. Prod. 2021, 297, 126298. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Model Description | |||||||
|---|---|---|---|---|---|---|---|---|
| Object-Oriented | Objectives | Decision Variables | Uncertain GHG Emissions | |||||
| Single Product | Product Family | Single | Multiple | Product Configuration | Supplier Selection | Order Allocation | ||
| Kuo et al., 2014 [9] | √ | -- | -- | Carbon footprints and cost | √ | √ | -- | -- |
| He et al., 2015 [11] | √ | -- | Carbon footprints | -- | √ | -- | -- | -- |
| Chiang et al., 2015 [12] | √ | -- | GHG emissions | -- | √ | -- | -- | -- |
| He et al., 2015 [13] | √ | -- | Carbon footprint | -- | √ | -- | -- | -- |
| Wang et al., 2016 [2] | -- | √ | -- | Cost and GHG emission | √ | √ | -- | -- |
| Tang et al., 2017 [15] | √ | -- | -- | Profit and customer satisfaction | √ | -- | -- | -- |
| Wang et al., 2018 [4] | -- | √ | -- | Profit and GHG emission | √ | √ | -- | -- |
| Wang et al., 2019 [17] | -- | √ | -- | Profit and GHG emission | √ | -- | -- | -- |
| The proposed method of this research | -- | √ | -- | Profit and GHG emission | √ | √ | √ | √ |
| Sales Volume (USD) | Discount (%) |
|---|---|
| [0, 20,000) | 0 |
| [20,000, 80,000) | 5 |
| Equal to or more than 80,000 | 10 |
| Market Segment 1 | Market Segment 2 | Market Segment 3 | |
|---|---|---|---|
| Demand quantity (PCS) | 210,000 | 300,000 | 70,000 |
| Utility of similar product 1 | 62.01 | 59.12 | 64.10 |
| Utility of similar product 2 | 57.06 | 61.05 | 59.00 |
| Utility of similar product 3 | 55.13 | 58.22 | 60.03 |
| Module | Instance | Utility in Segment 1 | Utility in Segment 2 | Utility in Segment 3 | Variable Unit Cost (USD) | Variable Unit Emission (g) | Weight (g) | GHG Emission (g) |
|---|---|---|---|---|---|---|---|---|
| M1 | M1, 1 | 16.8 | 15.4 | 15.2 | 0.8 | [0.23, 0.31] | 120 | [36.1, 37.5] |
| M1, 2 | 17 | 15.6 | 15.2 | 0.8 | [0.45, 0.53] | 118 | [32.5, 34.8] | |
| M1, 3 | 17.2 | 16 | 16 | 1 | [0.28, 0.32] | 119 | [33.2, 36.4] | |
| M1, 4 | 17.2 | 16.7 | 14.9 | 1 | [0.27, 0.34] | 122 | [35.2, 38.3] | |
| M2 | M2, 1 | 27.2 | 27.6 | 26.9 | 0.7 | [0.08, 0.12] | 78 | [190, 198] |
| M2, 2 | 27.3 | 28.6 | 26.9 | 0.8 | [0.29, 0.31] | 81 | [208, 215] | |
| M2, 3 | 27.3 | 27.5 | 27.5 | 0.8 | [0.09, 0.12] | 84 | [219, 228] | |
| M2, 4 | 27.3 | 27.5 | 28.7 | 0.9 | [0.19, 0.22] | 80 | [200, 210] | |
| M3 | M3, 1 | 13.3 | 15 | 13.9 | 0.7 | [0.47, 0.52] | 92 | [260, 272] |
| M3, 2 | 13.2 | 15.2 | 14.3 | 0.7 | [0.48, 0.54] | 90 | [248, 264] | |
| M3, 3 | 13.3 | 14.8 | 15 | 0.8 | [0.29, 0.32] | 93 | [278, 288] | |
| M4 | M4, 1 | 11.3 | 11.3 | 11.1 | 0.6 | [0.27, 0.33] | 89 | [297, 308] |
| M4, 2 | 11.3 | 11.5 | 11.1 | 0.6 | [0.09, 0.12] | 92 | [347, 358] | |
| M4, 3 | 11.5 | 11.5 | 11.5 | 0.8 | [0.08, 0.14] | 95 | [262, 372] | |
| M5 | M5, 1 | 22.9 | 22.4 | 18.8 | 0.7 | [0.17, 0.22] | 101 | [420, 431] |
| M5, 2 | 23 | 22.8 | 20.2 | 0.8 | [0.24, 0.38] | 103 | [422, 448] | |
| M5, 3 | 23.1 | 22.5 | 20.7 | 0.8 | [0.33, 0.48] | 104 | [458, 464] | |
| M6 | M6, 1 | 19.2 | 17.2 | 17.2 | 0.6 | [0.05, 0.2] | 83 | [136, 148] |
| M6, 2 | 19.3 | 17.2 | 17.2 | 06 | [0.19, 0.33] | 81 | [118, 128] | |
| M6, 3 | 19.3 | 17.1 | 17.3 | 0.6 | [0.24, 0.38] | 84 | [143, 157] |
| Supplier Number | Available Module Instances (Purchase Price USD) | Distance (km) |
|---|---|---|
| S1 | M1,1(4.8), M1,2(5.0), M1,3(5.1), M1,4(5.3), M3,1(6.5),M3,2(6.6), M3,3(6.6) | 681 |
| S2 | M2,1(11), M2,2(11.3), M2,3(11.5), M4,1(5.3), M4,2(5.3),M4,3(5.4), M6,1(9.6), M6,2(9.7), M6,3(9.7) | 1009 |
| S3 | M1,1(4.9), M1,2(5.1), M1,3(5.3), M1,4(5.4), M3,1(6.4), M3,2(6.5), M3,3(6.4), M5,1(11.6), M5,2(11.7), M5,3(11.8) | 896 |
| S4 | M2,1(11.2), M2,2(11.3), M2,3(11.4), M4,1(5.2), M4,2(5.3), M4,3(5.3), M6,1(9.8), M6,2(9.9), M6,3(9.9) | 987 |
| S5 | M1,1(4.9), M1,2(5.2), M1,3(5.3), M3,1(6.5), M3,2(6.5), M3,3(6.4) | 1100 |
| S6 | M2,1(11.2), M2,2(11.4), M2,3(11.5), M2,4(11.6), M5,1(11.4), M5,2(11.5), M5,3(11.7) | 756 |
| S7 | M2,1(11.3), M2,3(11.5), M2,4(11.7), M3,1(6.5), M3,2(6.6), M3,3(6.5) | 653 |
| S8 | M1,1(4.8), M1,2(5.1), M1,3(5.3), M1,4(5.3), M3,1(6.5), M3,2(6.5), M3,3(6.5), M5,1(10.9), M5,2(11.2), M5,3(11.5), M6,1(9.9), M6,2(9.9), M6,3(9.9) | 782 |
| S9 | M4,1(5.4), M4,2(5.5), M4,3(5.6), M5,1(11.7), M5,2(11.7), M5,3(11.8) | 914 |
| S10 | M1,1(5), M1,3(5.2), M1,4(5.3), M3,1(6.4), M3,2(6.5), M3,3(6.4), M6,1(10), M6,2(10.1), M6,3(10.1) | 1045 |
| S11 | M2,1(11.2), M2,3(11.4), M2,4(11.5), M4,1(5.5), M4,2(5.5), M4,3(5.5), M5,1(11.5), M5,2(11.6), M5,3(11.6) | 995 |
| S12 | M3,1(6.3), M3,2(6.4), M3,3(6.5), M4,1(5.3), M4,2(5.4), M4,3(5.3), M5,1(11.5), M5,3(11.6) | 745 |
| S13 | M2,1(10.9), M2,2(11.2), M2,3(11.3), M2,4(11.4), M5,1(11.8), M5,2(11.8), M5,3(11.7), M6,1(9.9), M6,2(10), M6,3(10) | 925 |
| Supplier Number | Sales Volume (in Thousand USD) | Discount Rate (%) |
|---|---|---|
| S1 | (0, 300], (300, 600], (600, 900], (900, +∞) | 0, 3, 5, 9 |
| S2 | (0, 200], (200, 400], (400, 600], (600, +∞) | 0, 2, 7, 12 |
| S3 | (0, 500], (500, 600], (600, 900], (900, +∞) | 0, 5, 8, 13 |
| S4 | (0, 150], (150, 400], (400, 1000], (1000, +∞) | 0, 1, 5, 15 |
| S5 | (0, 300], (300, 600], (600, 800], (800, +∞) | 0, 3, 8, 10 |
| S6 | (0, 200], (200, 500], (500, 800], (800, +∞) | 0, 2, 5, 10 |
| S7 | (0, 600], (600, 600], (600, 1100], (1100, +∞) | 0, 5, 10, 17 |
| S8 | (0, 250], (250, 500], (500, 800], (800, +∞) | 0, 3, 5, 8 |
| S9 | (0, 200], (200, 900], (900, 1200], (1200, +∞) | 0, 1, 7, 13 |
| S10 | (0, 500], (500, 800], (800, 1000], (1000, +∞) | 0, 4, 7, 10 |
| S11 | (0, 300], (300, 600], (600, 900], (900, +∞) | 0, 5, 10, 19 |
| S12 | (0, 300], (300, 600], (600, 1000], (1000, +∞) | 0, 3, 5, 10 |
| S13 | (0, 150], (150, 750], (750, 900], (900, +∞) | 0, 1, 5, 9 |
| Product Variant Configuration | ||||||
|---|---|---|---|---|---|---|
| Product variant 1 | M1,4 | M2,2 | M3,1 | M4,2 | M5,2 | M6,1 |
| Product variant 2 | M1,1 | M2,4 | M3,1 | M4,1 | M5,2 | M6,3 |
| Order Allocation Proportion | ||||||
| M1,1 | S1:S3:S8 = 2:2:4 | |||||
| M1,4 | S1:S3:S5:S8 = 3:2:5 | |||||
| M2,2 | S2:S4:S6:S13 = 3:2:2:3 | |||||
| M2,4 | S6:S7:S13 = 2:2:4 | |||||
| M3,1 | S1:S3:S7:S8 = 4:3:2 | |||||
| M4,1 | S2:S4:S11 = 1:4:2 | |||||
| M4,2 | S2:S4:S9:S11 = 5:2:2 | |||||
| M5,2 | S3:S6:S8:S9:S11:S13 = 3:2:1:3 | |||||
| M6,1 | S4:S8:S13 = 1:3:4 | |||||
| M6,2 | S2:S4:S8:S13 = 2:2:4 | |||||
| Profit: $1,068,426; GHG emission: 236,141.36 g | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Qi, P.; Li, S. A Concurrence Optimization Model for Low-Carbon Product Family Design and the Procurement Plan of Components under Uncertainty. Sustainability 2021, 13, 10764. https://doi.org/10.3390/su131910764
Wang Q, Qi P, Li S. A Concurrence Optimization Model for Low-Carbon Product Family Design and the Procurement Plan of Components under Uncertainty. Sustainability. 2021; 13(19):10764. https://doi.org/10.3390/su131910764
Chicago/Turabian StyleWang, Qi, Peipei Qi, and Shipei Li. 2021. "A Concurrence Optimization Model for Low-Carbon Product Family Design and the Procurement Plan of Components under Uncertainty" Sustainability 13, no. 19: 10764. https://doi.org/10.3390/su131910764
APA StyleWang, Q., Qi, P., & Li, S. (2021). A Concurrence Optimization Model for Low-Carbon Product Family Design and the Procurement Plan of Components under Uncertainty. Sustainability, 13(19), 10764. https://doi.org/10.3390/su131910764