
Development of a Pre-Verified EPD Tool with Process Simulation Capabilities for the Aggregates Industry

 , ,
, , 
 and
and
Abstract
1. Introduction
2. Current Status
2.1. EPDs for Aggregates
2.2. Pre-Verified EPD Tools
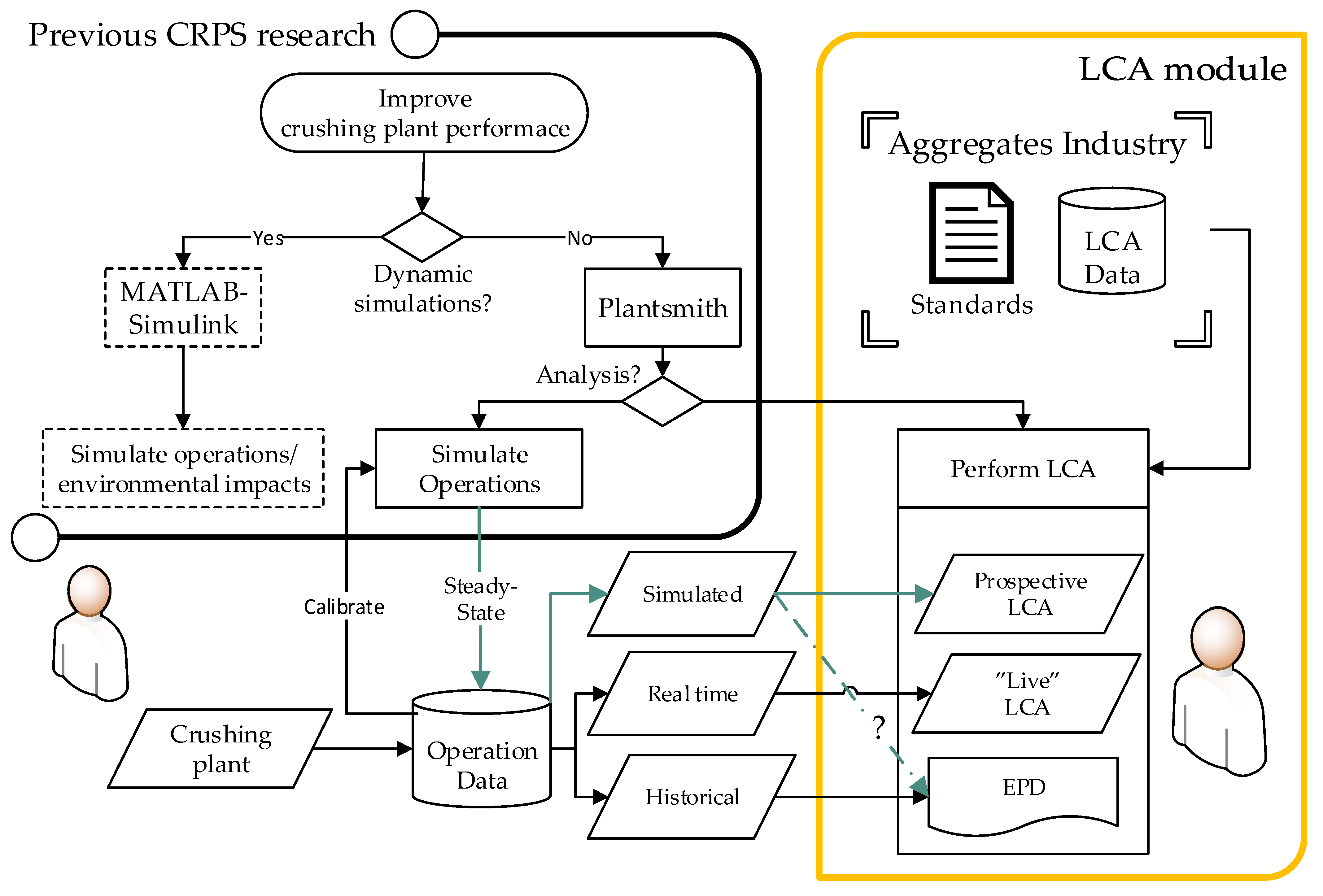
2.3. Process Simulations and LCA
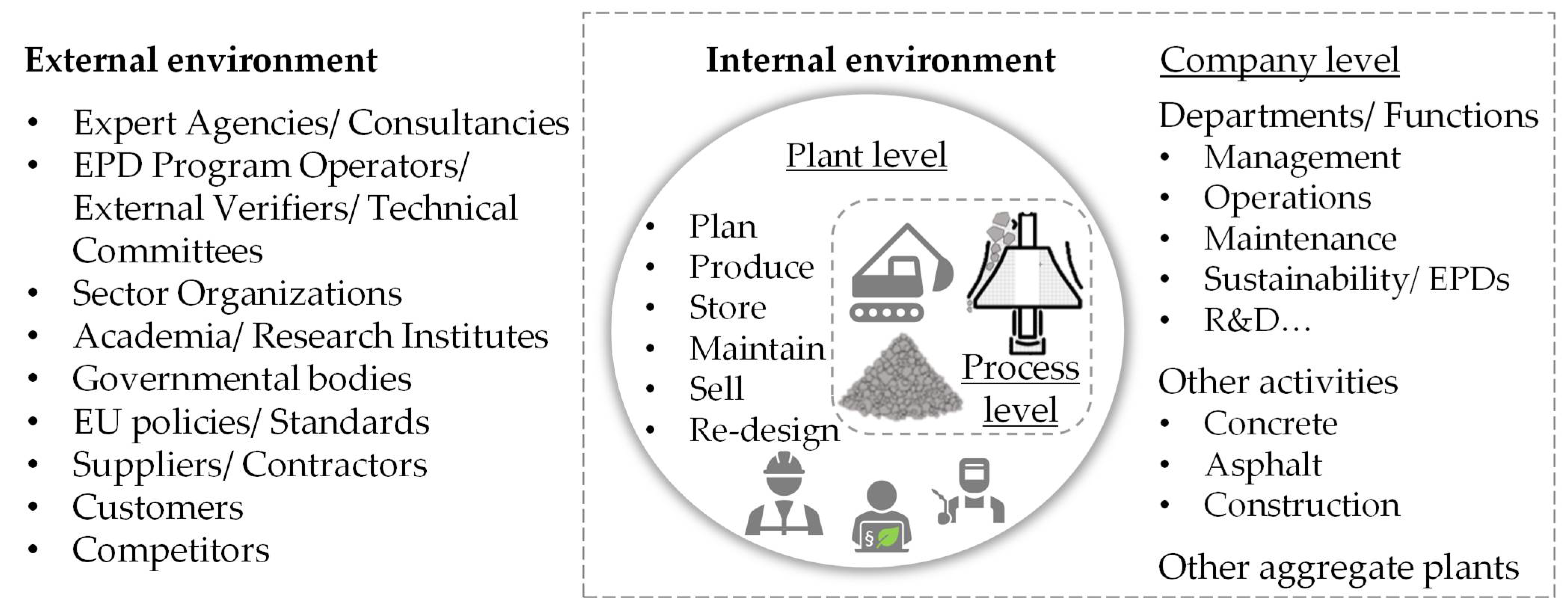
3. Methods
4. Results and Discussion
4.1. Stakeholder Input
4.1.1. Phase 1
“Environmental specialists should be able to ask the questions why the numbers look the way they do, and the site manager should be able through his or her view answer the question. So instead of asking the numbers and collect them, they can start to discuss how they can develop. They cannot understand perhaps the details of the information as the site managers—Company C”
4.1.2. Phase 2
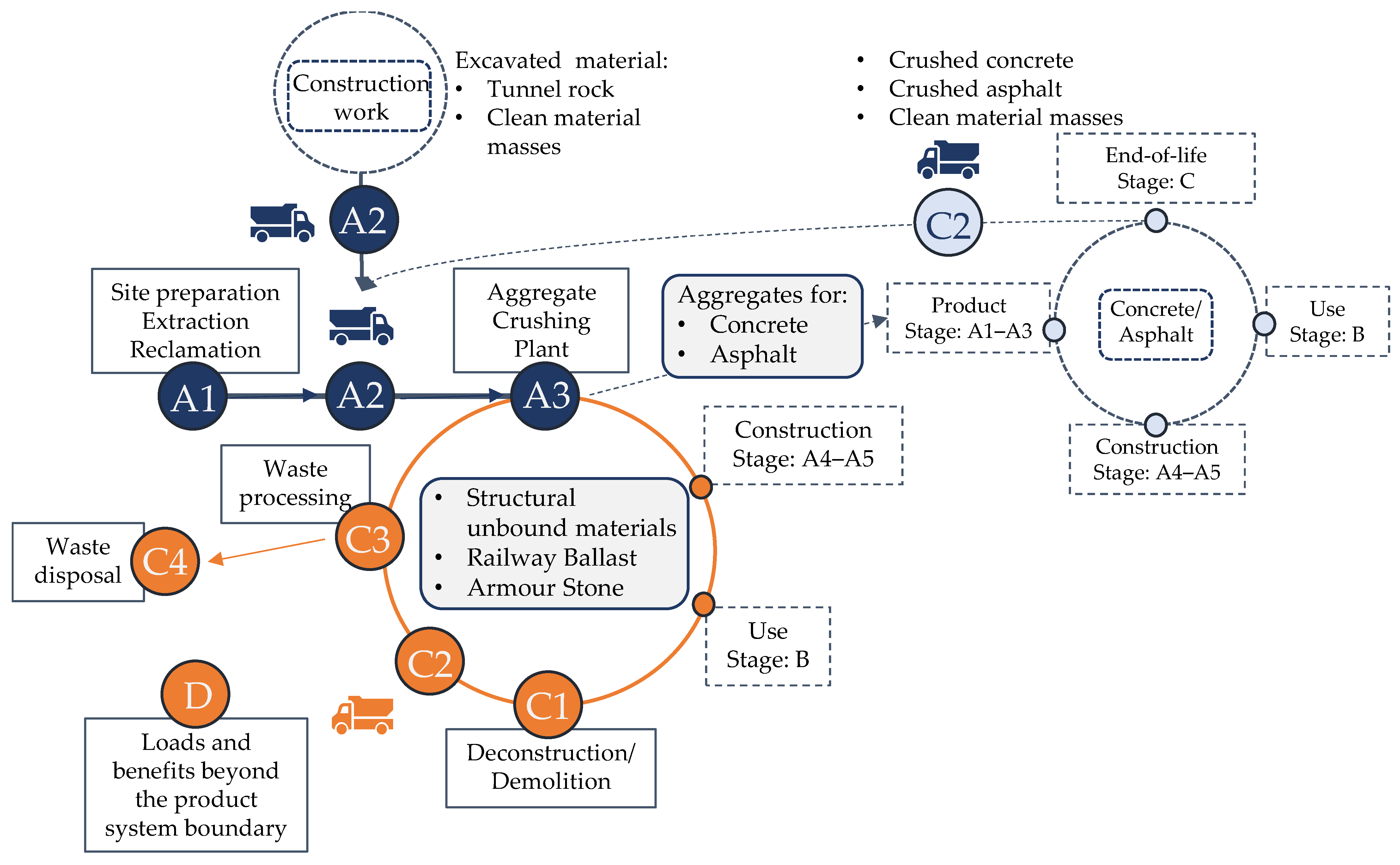
4.2. Published EPDs for Aggregates and EN 15804:2012 + A2:2019
4.2.1. Review of Published EPDs for Aggregates
4.2.2. Changes Due to EN 15804:2012 + A2:2019
4.3. Synergies with Process Simulations
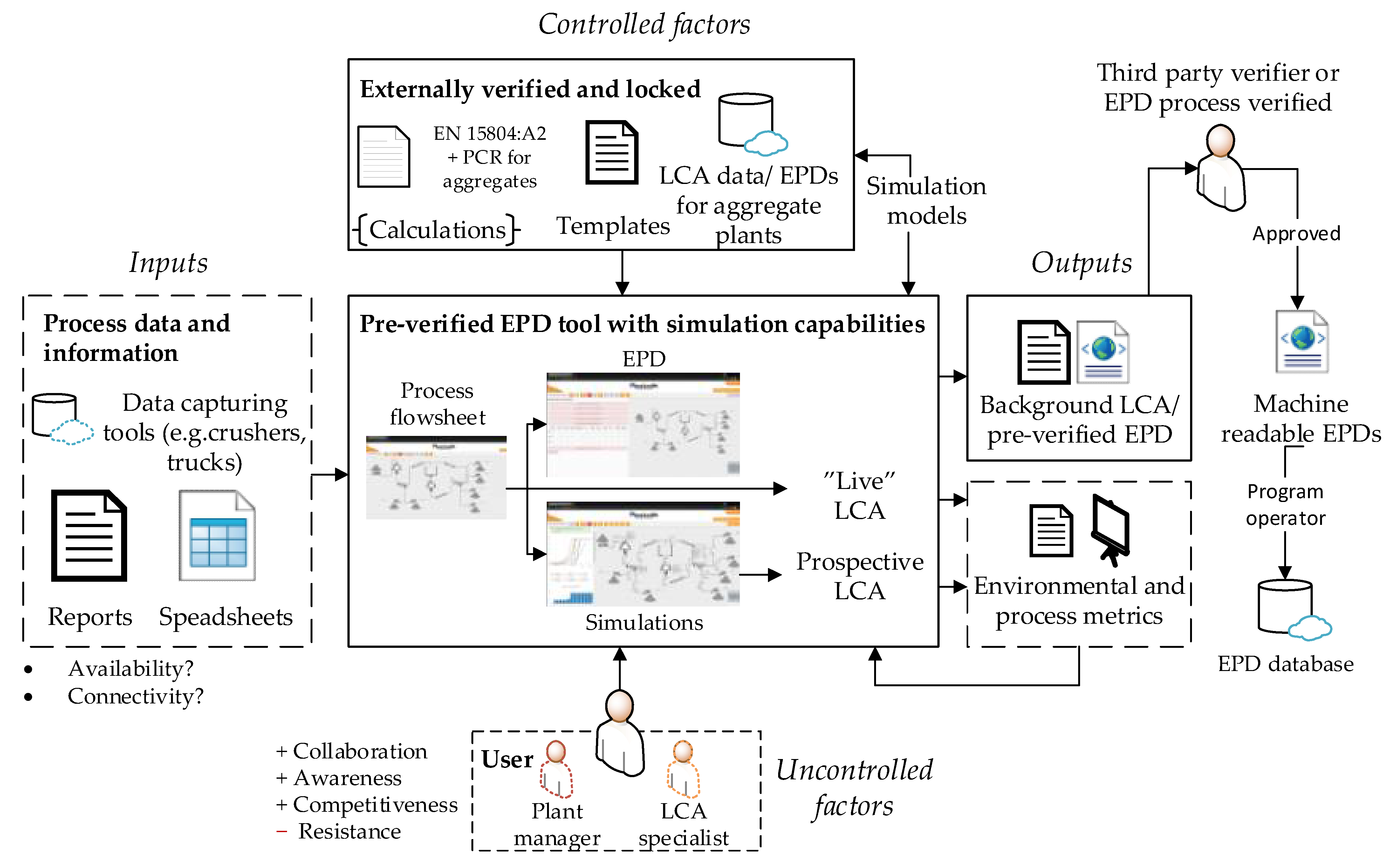
4.4. Tool Layout
5. Conclusions
- A relatively low number of EPDs for aggregates products is published considering the number of quarries within Europe.
- All published EPDs for aggregates products follow the previous EN 15804:2012 + A1:2013 standard. This may hinder their use as input data in EPDs that use the updated standard, for example in EPDs for concrete and asphalt.
- The use of a pre-verified EPD tool owned by the Norwegian Aggregates Association seems to increase the number of EPDs published within the country.
- A verified EPD process (as defined by EPD international) seems to increase the number of published EPDs within a company.
- At the plant level, environmental initiatives are usually based on the plant manager’s interest.
- Not all companies have a dedicated LCA specialist.
- Potential lack of understanding within the plant of what data need to be measured and collected. Company external help needed, potential lack of process knowledge.
- Plant data needed for the EPD not concentrated in one location.
- Lack of sensor data for continuous monitoring of plant equipment.
- Low engagement of plant-level personnel in environmental questions.
- An unclear connection between company-level environmental goals and plant-level operations.
- Limited use of process simulations, no use from the interviewed plant level personnel.
- Wide range of variability among the aggregate products and their properties. The EPD user/reader is responsible to understand how and when to use specific EPDs.
- The absence of a European PCR for aggregates may be a problem for comparability.
- Different GPI among program operators for pre-verified EPD tools and the verification of the EPDs produced by such tools. Need for harmonization at the European level.
- Upcoming PCR for aggregates: Need to harmonize the declared unit, the technical information of the product in connection to the declared unit, and in general the information that should be reported in the EPD.
- Developed based on stakeholder input, standards review, and previous research within the CRPS group.
- For EPDs, all LCA calculations are predefined, and the user chooses through available options. Therefore, only input data need to be company externally verified.
- Include a database with sector-specific generic data to ease comparability between EPDs.
- Uses a common process flowsheet for all types of analysis to ease the transition between the analysis modes.
- The integration of simulations provides a proactive way of handling environmental impacts in an aggregates plant.
- Perceived potential to increase collaboration between plant managers and LCA specialists and knowledge exchange.
- To avoid potential resistance at the plant level in using the tool and collecting the data: Need for allocated time to avoid work overload, clear instructions and training, clear plant level goals connected to the use of the tool.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- GAIN Global Aggregates Information Network: World Map. Available online: https://www.gain.ie/ (accessed on 19 May 2021).
- Erlandsson, J.; Tillman, A.-M. Analysing influencing factors of corporate environmental information collection, management and communication. J. Clean. Prod. 2009, 17, 800–810. [Google Scholar] [CrossRef]
- Kylili, A.; Fokaides, P.A. Policy trends for the sustainability assessment of construction materials: A review. Sustain. Cities Soc. 2017, 35, 280–288. [Google Scholar] [CrossRef]
- Toniolo, S.; Mazzi, A.; Simonetto, M.; Zuliani, F.; Scipioni, A. Mapping diffusion of Environmental Product Declarations released by European program operators. Sustain. Prod. Consum. 2019, 17, 85–94. [Google Scholar] [CrossRef]
- UEPG. European Aggregates Association Annual Review—A Sustainable Industry for A Sustainable Europe; UEPG: Brussels, Belgium, 2020. [Google Scholar]
- CEN. EN 15804:2012 + A2:2019—Sustainability of Construction Works—Environmental Product Declarations—Core rules for the Product Category of Construction Products; CEN: Brussels, Belgium, 2019. [Google Scholar]
- ISO. ISO 14025 Environmental Labelling and Declarations—Type III Environmental Declarations–Principles and Procedures; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- Regulation (EU) No 305/2011 of the European Parliament and of the Council of 9 March 2011 Laying Down Harmonised Conditions for the Marketing of Construction Products and Repealing Council Directive 89/106/EEC Text with EEA Relevance. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32011R0305&from=EN (accessed on 30 July 2021).
- Wall, S. CE Marking of Construction Products—Evolution of the European Approach to Harmonisation of Construction Products in the Light of Environmental Sustainability Aspects. Sustainability 2021, 13, 6396. [Google Scholar] [CrossRef]
- Construction LCA’s 2021: Guide to Environmental Product Declarations. Available online: https://bit.ly/2021-EPD (accessed on 19 May 2021).
- The International EPD System: LCA and EPD tools. Available online: https://www.environdec.com/all-about-epds/lca-and-epd-tools (accessed on 19 May 2021).
- EPD Norway. General Programme Instructions for the Norwegian EPD Foundation (v4); EPD Norway: Oslo, Norway, 2019. [Google Scholar]
- EPD International. General Programme Instructions for the International EPD® System. Version 4.0; EPD International: Stockholm, Sweden, 2021. [Google Scholar]
- Ingwersen, W.W.; Stevenson, M.J. Can we compare the environmental performance of this product to that one? An update on the development of product category rules and future challenges toward alignment. J. Clean. Prod. 2012, 24, 102–108. [Google Scholar] [CrossRef]
- CEN. EN 15804:2012 + A1:2013—Sustainability of Construction Works—Environmental Product Declarations—Core Rules for the Product Category of Construction Products; CEN: Brussels, Belgium, 2013. [Google Scholar]
- The International EPD System The PCR Partnership Programme. Available online: https://www.environdec.com/global-network/intl-cooperation-ppp (accessed on 4 June 2021).
- IMS Site Services Limited t/a Greenstone Recycling. Environmental Product Declaration for Recycled Aggregates; Irish Green Building Council: Dublin, Ireland, 2020. [Google Scholar]
- Repurpose It. Environmental Product Declaration for Recovered Mineral Aggregates; EPD Australasia: Nelson, New Zealand, 2020.
- Officina dell’Ambiente S.p.A. Environmental Product Declaration for Secondary Raw Materials or Aggregates of Industrial Origin, AG Matrix; EPD International: Stockholm, Sweden, 2019. [Google Scholar]
- Officina dell’Ambiente S.p.A. Environmental Product Declaration for Secondary Raw Materials or Aggregates Ofindustrial Origin, Sand Matrix; EPD International: Stockholm, Sweden, 2019. [Google Scholar]
- Feralpi Siderurgica Spa. Environmental Product Declaration for Greenstone Recycled Construction Aggregate; EPD International: Stockholm, Sweden, 2019. [Google Scholar]
- NCC Industry Nordic AB. Environmental Product Declaration for Aggregates from Uusimaaquarry, Pornainen; EPD International: Stockholm, Sweden, 2020. [Google Scholar]
- NCC Industry Nordic AB. Environmental Product Declaration for Aggregates from Mäntsälä Quarry Ohkola; EPD International: Stockholm, Sweden, 2020. [Google Scholar]
- NCC Industry Nordic AB. Environmental Product Declaration for Aggregates from Copenhagen Terminal for Marine Aggregates Avedøre; EPD International: Stockholm, Sweden, 2020. [Google Scholar]
- Holcim. Environmental Product Declaration for Average Aggregate of Holcim Romania; EPD International: Stockholm, Sweden, 2020. [Google Scholar]
- LKAB. Environmental Product Declaration for Heavy Aggregates from Kiruna; EPD International: Stockholm, Sweden, 2020. [Google Scholar]
- NCC Industry Nordic AB. Environmental Product Declaration for Aggregates from Uddevalla Quarry Glimmingen; EPD International: Stockholm, Sweden, 2019. [Google Scholar]
- NCC Industry Nordic AB. Environmental Product Declaration for Aggregates from the Mobile Crushing Plant in Bjurholm; EPD International: Stockholm, Sweden, 2017. [Google Scholar]
- NCC Industry Nordic AB. Environmental Product Declaration for Aggregates from the Stationary Crushing Plant Ramnaslätt; EPD International: Stockholm, Sweden, 2017. [Google Scholar]
- Franzefoss Pukk AS. Environmental Product Declaration for Crushed Stone (Knust Stein/Pukk) Franzefoss avd. Lierskogen; EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Franzefoss Pukk AS. Environmental Product Declaration for Crushed Stone (Knust Stein/Pukk) Franzefoss avd. Vassfjell; EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Franzefoss Pukk AS. Environmental Product Declaration for Crushed Stone (Knust Stein/Pukk) Franzefoss avd. Steinskogen; EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Ramlo Sandtak AS. Environmental Product Declaration for Crushed Stone and Aggregate (Pukk og Tilslag); EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Gunnar Holth Grusforretning AS. Environmental Product Declaration for Natural Gravel and Sand Produced at Laugslet (Naturgrus og Sand Produsert Ved Avd Laugslet, Indre Østfold); EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- DC Eikefet Aggregates AS. Environmental Product Declaration for Crushed Stones and Aggregates Produced at DC Seljestokken Aggregates AS; EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Hamar Pukk og Grus AS. Environmental Product Declaration for Crushed Stone Produced by Sørli Massetak, Stange (Pukk, Produsert ved Sørli Massetak, Stange); EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Gunnar Holth Grusforretning AS. Environmental Product Declaration for Natural Aggregates Produced by Grasmo Eidskog (Naturgrus, Produsert Ved Avd Grasmo, Eidskog); EPD Norway: Oslo, Norway, 2021. [Google Scholar]
- Gunnar Holth Grusforretning AS. Environmental Product Declaration for Natural Gravel, Produced in Hagen (Naturgrus, Produsert Ved Avd Hagen—Vesterhaug, Elverum); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- Gunnar Holth Grusforretning AS. Environmental Product Declaration for Crushed Stone Produced in Gullkista (Pukk, Produsert Ved Avd Gullkista, Sortland); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- NCC Industry AS Stone Materials. Environmental Product Declaration for Crushed Stone Produced in Tjølling Crushing Plant (Pukk, Produsert Ved Tjølling Pukkverk); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- NCC Industry AS Stone Materials. Environmental Product Declaration for NCC Gjølme Crushing Plant (Pukkverk); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- Gunnar Holth Grusforretning AS. Environmental Product Declaration for Crushed Stone Produced in Granerud (Pukk, Produsert Ved Avd Granerud, Nord-Odal); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- Rudshøgda Pukkverk AS. Environmental Product Declaration for Crushed Stone Produced in Rudshøgda Crushing Plant (Pukk, Produsert Ved Rudshøgda Pukkverk, Ringsaker); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- NorStone AS. Environmental Product Declaration for Crushed Rock Produced in Svingen (Knust Fjell Produsert Ved Svingen, Halden); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- Feiring Bruk AS. Environmental Product Declaration for Natural Gravel and Sand, Produced by Grefsrud AS (Naturgrus Og Sand, Produsert Ved Grefsrud AS, Jessheim); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- Franzefoss Pukk AS. Environmental Product Declaration for Crushed Stone (Knust Stein/Pukk) Franzefoss Avd. Lia; EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- NCC Industry AS Stone Materials. Environmental Product Declaration for Sand Produced in Helle Quarry (Sand, Produsert ved Helle Sandtak); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- NCC Industry AS Stone Materials. Environmental Product Declaration for Crushed Stone Produced in Arna Stone Crushing Plant (Pukk, Produsert ved Arna Steinknuseverk); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- NCC Industry AS Stone Materials. Environmental Product Declaration for Crushed Stone Produced in Hedrum Crushing Plant (Pukk, Produsert ved Hedrum Pukkverk); EPD Norway: Oslo, Norway, 2020. [Google Scholar]
- Velde Pukk AS. Environmental Product Declaration for Crushed Stone, Aggregate and Environmental Mass from Velde Pukk AS (Pukk, Tilslag og Miljømasse fra Velde Pukk AS); EPD Norway: Oslo, Norway, 2019. [Google Scholar]
- Gunnar Holth Grusforretning AS. Environmental Product Declaration for Crushed Stone Produced in Folbergåsen (Pukk, Produsert ved Folbergåsen, Nes); EPD Norway: Oslo, Norway, 2019. [Google Scholar]
- Franzefoss Pukk AS. Environmental Product Declaration for Crushed Stone Construction Aggregate Products, Oslo and Bærum; EPD Norway: Oslo, Norway, 2018. [Google Scholar]
- Feiring Bruk AS. Environmental Product Declaration for Crushed Stone Produced in Bjønndalen (Pukk, Produsert ved Bjønndalen Bruk AS, Nittedal); EPD Norway: Oslo, Norway, 2018. [Google Scholar]
- Feiring Bruk AS. Environmental Product Declaration for Crushed Stone Produced in Lørenskog (Pukk, Produsert ved Feiring Bruk AS, avd. Lørenskog); EPD Norway: Oslo, Norway, 2018. [Google Scholar]
- Skanska Industrial Solutions AB. Environmental Product Declaration for Crushed Rock Products (Bergkrossprodukter); EPD Norway: Oslo, Norway, 2017. [Google Scholar]
- Aggregate Industries UK Limited. Environmental Product Declaration for Granite Aggregate, Glensanda; BRE Global: Watford, UK, 2018. [Google Scholar]
- Aggregate Industries UK Limited. Environmental Product Declaration for Granite Aggregate, Bardon Hill; BRE Global: Watford, UK, 2018. [Google Scholar]
- Aggregate Industries UK Limited. Environmental Product Declaration for Limestone Aggregate; BRE Global: Watford, UK, 2018. [Google Scholar]
- Association of the Swiss Aggregate and Concrete Industry (ASAC). Average EPD for Aggregates; Association of the Swiss Aggregate and Concrete Industry (ASAC): Bern, Switzerland, 2018. [Google Scholar]
- Bionova Ltd. One Click LCA; Bionova Ltd.: Helsinki, Finland, 2021. [Google Scholar]
- The International EPD System Announces Partnership with One Click LCA. Available online: https://www.environdec.com/news/the-international-epd-system-announces-partnership-with-one-click-lca (accessed on 19 May 2021).
- The Norwegian EPD Foundation Approved EPD Tools. Available online: https://www.epd-norge.no/getfile.php/1317847-1616600450/Dokumenter/oversikt epd-verktøy per 190321.pdf (accessed on 19 May 2021).
- Global Cement and Concrete Association. GCCA Environmental Product Declaration Tool; Global Cement and Concrete Association: London, UK, 2021. [Google Scholar]
- Segura-Salazar, J.; Lima, F.M.; Tavares, L.M. Life Cycle Assessment in the minerals industry: Current practice, harmonization efforts, and potential improvement through the integration with process simulation. J. Clean. Prod. 2019, 232, 174–192. [Google Scholar] [CrossRef]
- JKTech Pty Ltd. JKSimMet; JKTech Pty Ltd.: Brisbane, Australia, 2020. [Google Scholar]
- METSIM International LCC. METSIM; METSIM International LCC: Churubusco, IN, USA, 2021. [Google Scholar]
- Mineral Technologies Inc. MODSIM; Mineral Technologies Inc: Salt Lake City, UT, USA, 2010. [Google Scholar]
- Caspeo. USIM PAC; Caspeo: Orléans, France, 2021. [Google Scholar]
- CRC ORE. Integrated Extraction Simulator (IES); CRC ORE: Brisbane, Australia, 2019. [Google Scholar]
- Metso Outotec Oyj. HSC Chemistry; Metso Outotec Oyj: Helsinki, Finland, 2021. [Google Scholar]
- BedRock Software Inc. Aggflow; Bedrock Software Inc: Beaverton, OR, USA, 2021. [Google Scholar]
- Sandvik Mining and Construction Sverige AB. PlantDesigner; Sandvik Mining and Construction Sverige AB: Svedala, Sweden, 2021. [Google Scholar]
- Metso:Outotec Q&A: Bruno Simulation Software for Optimizing Aggregate Production. Available online: https://www.mogroup.com/insights/blog/aggregates/bruno-simulation-software-explained/ (accessed on 19 May 2021).
- Reuter, M.; Peltomäki, M.; Horn, S.; Nuppumäki, E.; HSCSim LCA. Available online: https://www.outotec.com/globalassets/products/digital-solutions/hsc/49-Sim-LCA.pdf (accessed on 19 May 2021).
- Bodin, J.; Beylot, A.; Villeneuve, J.; Bru, K.; Chanoine, A.; Duvernois, P.-A.; Françoise, B. Coupling Simulation of Mineral Processing with Life Cycle Assessment to Assess the Environmental Impacts of Copper Production. In Proceedings of the Life Cycle Management Conference, LCM 2017, Luxembourg, 3–6 September 2017. [Google Scholar]
- Reuter, M.A.; van Schaik, A.; Gediga, J. Simulation-based design for resource efficiency of metal production and recycling systems: Cases—copper production and recycling, e-waste (LED lamps) and nickel pig iron. Int. J. Life Cycle Assess. 2015, 20, 671–693. [Google Scholar] [CrossRef]
- Abadías Llamas, A.; Valero Delgado, A.; Valero Capilla, A.; Torres Cuadra, C.; Hultgren, M.; Peltomäki, M.; Roine, A.; Stelter, M.; Reuter, M.A. Simulation-based exergy, thermo-economic and environmental footprint analysis of primary copper production. Miner. Eng. 2019, 131, 51–65. [Google Scholar] [CrossRef]
- Elomaa, H.; Rintala, L.; Aromaa, J.; Lundström, M. Process simulation based life cycle assessment of cyanide-free refractory gold concentrate processing—Case study: Cupric chloride leaching. Miner. Eng. 2020, 157, 106559. [Google Scholar] [CrossRef]
- Ghodrat, M.; Rhamdhani, M.A.; Brooks, G.; Rashidi, M.; Samali, B. A thermodynamic-based life cycle assessment of precious metal recycling out of waste printed circuit board through secondary copper smelting. Environ. Dev. 2017, 24, 36–49. [Google Scholar] [CrossRef]
- Hannula, J.; Godinho, J.R.A.; Llamas, A.A.; Luukkanen, S.; Reuter, M.A. Simulation-Based Exergy and LCA Analysis of Aluminum Recycling: Linking Predictive Physical Separation and Re-melting Process Models with Specific Alloy Production. J. Sustain. Metall. 2020, 6, 174–189. [Google Scholar] [CrossRef]
- Papadopoulou, P.; Asbjörnsson, G.; Hulthén, E.; Evertsson, C.M. Utilization of environmental impact simulations in crushing plant operation. In Proceedings of the IMPC 2020: XXX International Mineral Processing Congress, Cape Town, South Africa, 18–22 April 2021. [Google Scholar]
- Roctim AB. Plantsmith; Roctim AB: Gothenburg, Sweden, 2021. [Google Scholar]
- Fossilfritt Sverige. Roadmap for Fossil-Free Competitiveness: Summaries 2018–2020 (Färdplan för Fossilfri Konkurrens Kraft: Sammanfattningar 2018–2020); Fossilfritt Sverige: Stockholm, Sweden, 18–22 October 2020. [Google Scholar]
- SBMI. Swedish Aggregates Association Roadmap for Fossil-Free Competitiveness: The Aggregates Industry (Färdplan för Fossilfri Konkurrenskraft: Bergmaterialindustrin); SBMI: Stockholm, Sweden, 2019. [Google Scholar]
- STA. Swedish Transport Administration: Climate requirements (Klimatkrav). Available online: https://www.trafikverket.se/for-dig-i-branschen/miljo---for-dig-i-branschen/energi-och-klimat/klimatkrav/ (accessed on 19 May 2021).
- Strömberg, L. Conceptual Framework for Calculation of Climate Performance with Pre-verified LCA-Tools. J. Civ. Eng. Archit. 2017, 11, 29–37. [Google Scholar] [CrossRef][Green Version]
- Rocha, M.S.R.; Caldeira-Pires, A. Environmental product declaration promotion in Brazil: SWOT analysis and strategies. J. Clean. Prod. 2019, 235, 1061–1072. [Google Scholar] [CrossRef]
- Bhadani, K.; Asbjörnsson, G.; Hulthén, E.; Hofling, K.; Evertsson, M. Application of Optimization Method for Calibration and Maintenance of Power-Based Belt Scale. Minerals 2021, 11, 412. [Google Scholar] [CrossRef]
- Gelowitz, M.D.C.; McArthur, J.J. Comparison of type III environmental product declarations for construction products: Material sourcing and harmonization evaluation. J. Clean. Prod. 2017, 157, 125–133. [Google Scholar] [CrossRef]
- Bhadani, K.; Asbjörnsson, G.; Bepswa, P.; Mainza, A.; Andrew, E.; Philipo, J.; Zulu, N.; Anyimadu, A.; Hulthén, E.; Evertsson, C.M. Experimental and Simulation-Driven Improvements for Coarse Comminution Circuit Using Plantsmith Process Simulator—A Case Study of Geita Gold Mine, Tanzania. In Proceedings of the Conference in Minerals Engineering (Konferens i Mineralteknik), Luleå, Sweden, 2 February 2021. [Google Scholar]
- Bhadani, K.; Asbjörnsson, G.; Hulthén, E.; Evertsson, M. Development and implementation of key performance indicators for aggregate production using dynamic simulation. Miner. Eng. 2020, 145, 106065. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Program Operator | Publication Year (Quantity) | PCR | Software and Database | No of Companies |
|---|---|---|---|---|
| The International EPD System | 2020 (5) [22,23,24,25,26] 2019 (1) [27] 2017 (2) [28,29] | PCR 2012:01. Construction products and construction services: v2.33 [22,24], v2.31 [26], v2.3 [23,25,27], v2 [28,29] | GaBi 8: Software and Database (2020 [24], 2019 [22,23,27], 2017 [28,29]) SimaPro 8 and Ecoinvent v3.4 [25] SimaPro 9 and Ecoinvent v3 [26] | 4 |
| The Norwegian EPD Foundation | 2021 (8) [30,31,32,33,34,35,36,37] 2020 (12) [38,39,40,41,42,43,44,45,46,47,48,49] 2019 (2) [50,51] 2018 (3) [52,53,54] 2017 (1) [55] | NPCR Part A: Construction products and services v1.0. April 2017 [30,31,32,33,34,35,36,37,38,39,41,42,43,44,45,46,47,48,50,51,52,53,54] + NPCR018 [40,49] CEN standard EN 15804:2012 + A1:2013 [55] |
EPD-generator for the Norwegian Aggregates association v1.0 by LCA.no [30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51], LCA.no (2018) EPD generator [53,54]—Both Østfoldforskning’s databases (2015–2017) and Ecoinvent v3.3 SimaPro 8.2.3.0 and Ecoinvent v3.2 [52] Gabi 2016 and Ecoinvent v3.3 [55] | 11 |
| BRE Global | 2018 (3) [56,57,58] | BRE Environmental Profiles 2013 [56,57,58] | BRE LINA and Ecoinvent v3.2 [56,57,58] | 1 |
| SÜGB | 2018 (1) [59] | PCR Instructions for Stone Construction Materials 1.4.1–1 02.05.2018 | SimaPro 8.5 and Ecoinvent v3.4 | 1 1 |
| Stakeholder | Phase 1 | Phase 2 |
|---|---|---|
| Company A | LCA specialist | Plant manager |
| Company B | Project leader in Sustainability, LCA specialist 1 | Business manager, plant manager, operator of mobile crushers 1 |
| Company C | Project leader in Sustainability of asphalt, Raw Material, Supply manager 1 | Plant Operator |
| Customer (STA) | Expert within the field of LCA | - |
| Expert agency (SGU) | Geology expert | - |
| Aspects | Company A | Company B | Company C |
|---|---|---|---|
| Environmental goals | At company level: CO2eq reduction, climate-neutral 2045 At plant level: Create an EPD for each specific plant | At company level: CO2eq reduction, climate-neutral 2045, fulfill STA’s demands At plant level: Create plant-specific EPDs—internally | At company level: CO2eq reduction, climate-neutral 2045 (fuels, electrification), fulfill STA’s demands At plant level: Measure important environmental aspects, create an EPD |
| Status | EPDs: Certified EPD process, published EPDs for specific plants Data: In the process of digitalizing electricity data Plant level: Improvement actions based on personal initiatives | EPDs: Externally done—for an average plant Plant level: Yearly follow-up of some indicators (e.g., electricity, diesel), use sporadically environmental fact sheets | EPDs: Have not published an EPD for aggregates Plant level: Gather data for every region, type, and amount of material, electricity, diesel (mainly from invoices) |
| Perceived challenges | Data: Finding the data needed for the LCA, plant managers’ lack of time to gather the data needed for LCA/EPD Knowledge: Process understanding by the LCA practitioner | Data: Gathering and verifying data from different parts of the organization, measuring parameters for LCA well enough Tools: Lack of digital tools to capture and send process data to the EPD tool Knowledge: Conveying how process changes affect the environmental performance of the plant | Plant managers’ limited time and varying interest to engage in environmental impact questions. Quick implementation of board decisions to plant level |
| Identified needs | Data: Digitalization of diesel data, digital infrastructure in each plant | Data: Collect data needed for environmental calculations often, increase follow-up of environmental impacts at both levels | Data: Use of digital tools, collect/measure data needed for environmental calculations (e.g., explosives), use specific LCA data |
| Category | Description | |
|---|---|---|
| Purpose of analysis | Environmental Product Declarations (EPDs) | Calculations: Results compliant with EPD standards, UEPG instructions, same basis for calculations within the sector—increased comparability of results among companies |
| Costs: Cost of creating reports/EPDs considered. Initially, it is more about how much it costs rather than how much money it saves | ||
| Templates: For the text needed for the EPD/LCA, easy to include only parts that refer to the specific plant, results—explain why the different material fractions have different environmental impacts, which parts of the lifecycle have the highest impact | ||
| Plant Improvements | LCA/EPD: Include what-if scenarios comparison within the tool | |
| Process: functionality so that plant managers can fine-tune production in terms of volume and cost and then check in the LCA mode how these decisions influence the environmental impact of the process as a side view | ||
| Follow-up | Follow-up of long-term targets or as a continuous follow-up during the year (e.g., Track environmental process data monthly and identify anomalies, real-time view) | |
| Data | Import/Export | Generally: Aim for digital data, use units that producers use in production/purchases, provide import function for verification documents of reference data, export both LCA/EPD reports |
| Process data: Import data directly from databases, Excel, etc., include costs for the different input flows | ||
| LCA data: Multiple datasets available, be able to change pre-set values chosen by the tool developer, use published EPDs as input data, use external LCA data (with additional verification) | ||
| Storage | Possibility to store data/documents internally in the tool and not locally | |
| Source | State the data source in the calculations/report (simulated, generic, specific site) | |
| Connectivity | Communicate with software that collects data from the plant to provide a real-time view (process equipment, trucks, and wheel loaders) | |
| Tool structure | Access levels | An administrative account with an overview of every plant that they have registered, and then different accesses depending on the person’s role |
| EPD/LCA mode: access to environmental information—different LCA data, an overview of production data/information to make sure that the data used are correct (used by LCA specialist) | ||
| Simulation mode: access to simulation tool to create their process and compare what happens if they make changes, not so interested in the input of the environmental calculations but can be interested in the environmental results | ||
| Simple/ advanced | Simple/advanced version depending on the level of detail of the analysis Simple: average values, advanced: specific equipment | |
| Users | Competitiveness | A potentially competitive atmosphere among plant managers to achieve better environmental results |
| Awareness | If plant managers see the company’s environmental goals, they see that they need to take action, and the tool can help them to understand what they can do | |
| Collaboration | Between plant manager and LCA specialist—contribute with their specific knowledge | |
| Resistance | Motivation: People in production are not very interested in using IT tools, they are not going to use the tool easily. Commonly, a person in a more central position is going to use it (for the LCA) Work overload: Plant managers rarely have time to do anything else than production so they won’t do anything that takes more time than necessary—if they are going to use the tool it should be rather quick | |
| Aspects | Company A | Company B | Company C |
|---|---|---|---|
| Plant description | Medium-sized stationary plant. Process equipment runs on electricity. There is a control system for the crushers | Medium-sized stationary plant with mobile crusher(s) that are moved to other plants. Process equipment runs on both diesel and electricity | Large-sized stationary plant with mobile crusher(s). Process equipment runs on both diesel and electricity |
| Plant Customers | Mainly company internal—rather constant need | Mainly company external—rather constant need | Mainly company external |
| Roles at plant level | Plant manager overviews multiple plants, operators in/out of the operating room | Plant manager overviews multiple plants, operators in/out of the operating room. Dedicated mobile crusher manager | They have managers for production, maintenance, vehicles, and operators. One of the operators constantly in the operating room |
| Simulations | No exposure | Used by the business manager in 3–5 projects per year. Plant manager—no exposure | Received training but currently not using them. Eager to try again. |
| Environmental Information | EPD for the plant is used for communication purposes—Electricity consumption is checked yearly, no specific target | Calculate yearly an internal environmental indicator based on diesel/electricity consumption, no incentives for improvement | Careful with handling substances that may harm the environment. No goal connected to the environment while in the operating room |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papadopoulou, P.; Peñaloza, D.; Asbjörnsson, G.; Hulthén, E.; Evertsson, M. Development of a Pre-Verified EPD Tool with Process Simulation Capabilities for the Aggregates Industry. Sustainability 2021, 13, 9492. https://doi.org/10.3390/su13179492
Papadopoulou P, Peñaloza D, Asbjörnsson G, Hulthén E, Evertsson M. Development of a Pre-Verified EPD Tool with Process Simulation Capabilities for the Aggregates Industry. Sustainability. 2021; 13(17):9492. https://doi.org/10.3390/su13179492
Chicago/Turabian StylePapadopoulou, Panagiota, Diego Peñaloza, Gauti Asbjörnsson, Erik Hulthén, and Magnus Evertsson. 2021. "Development of a Pre-Verified EPD Tool with Process Simulation Capabilities for the Aggregates Industry" Sustainability 13, no. 17: 9492. https://doi.org/10.3390/su13179492
APA StylePapadopoulou, P., Peñaloza, D., Asbjörnsson, G., Hulthén, E., & Evertsson, M. (2021). Development of a Pre-Verified EPD Tool with Process Simulation Capabilities for the Aggregates Industry. Sustainability, 13(17), 9492. https://doi.org/10.3390/su13179492