
Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization of SSA and Clay
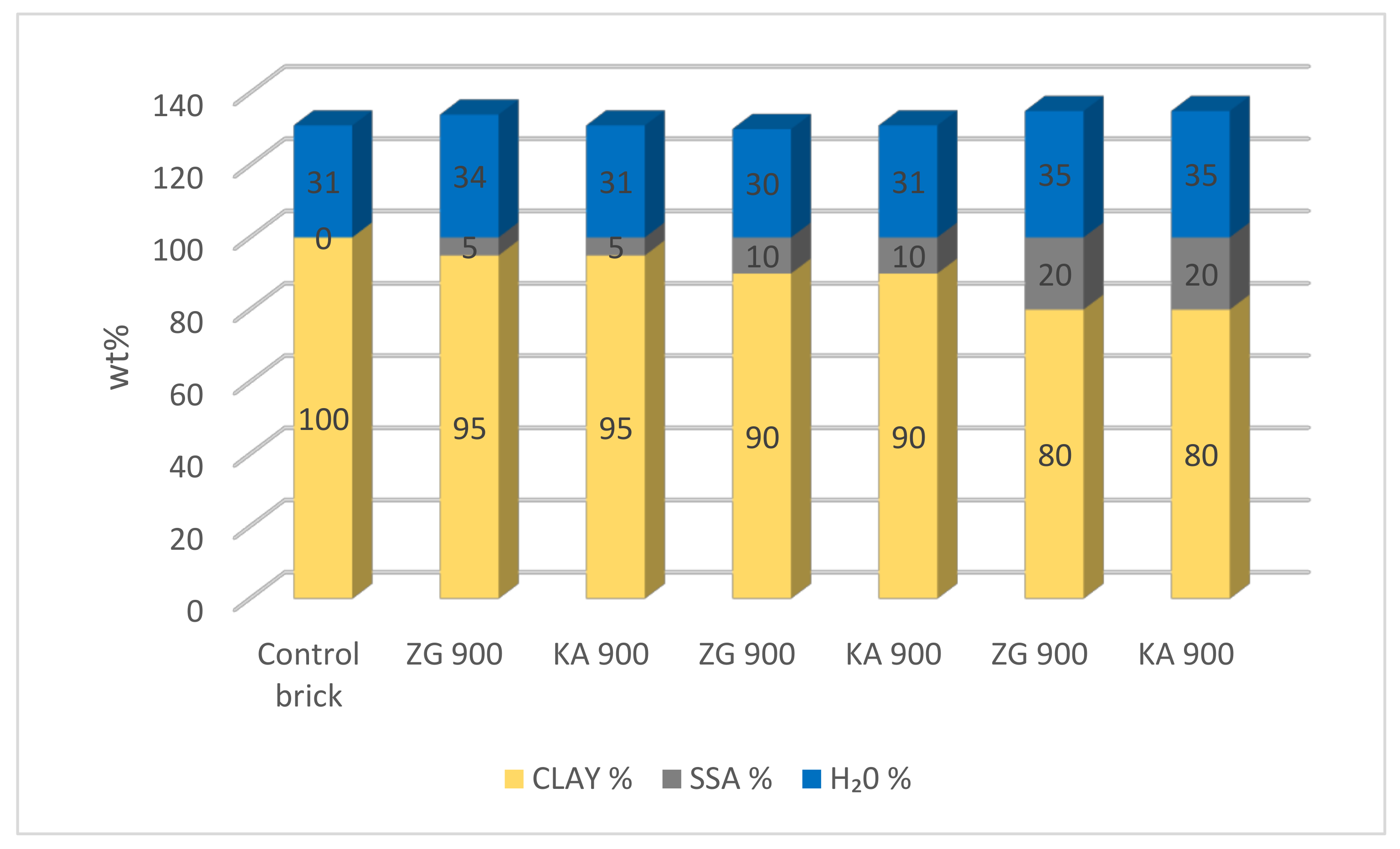
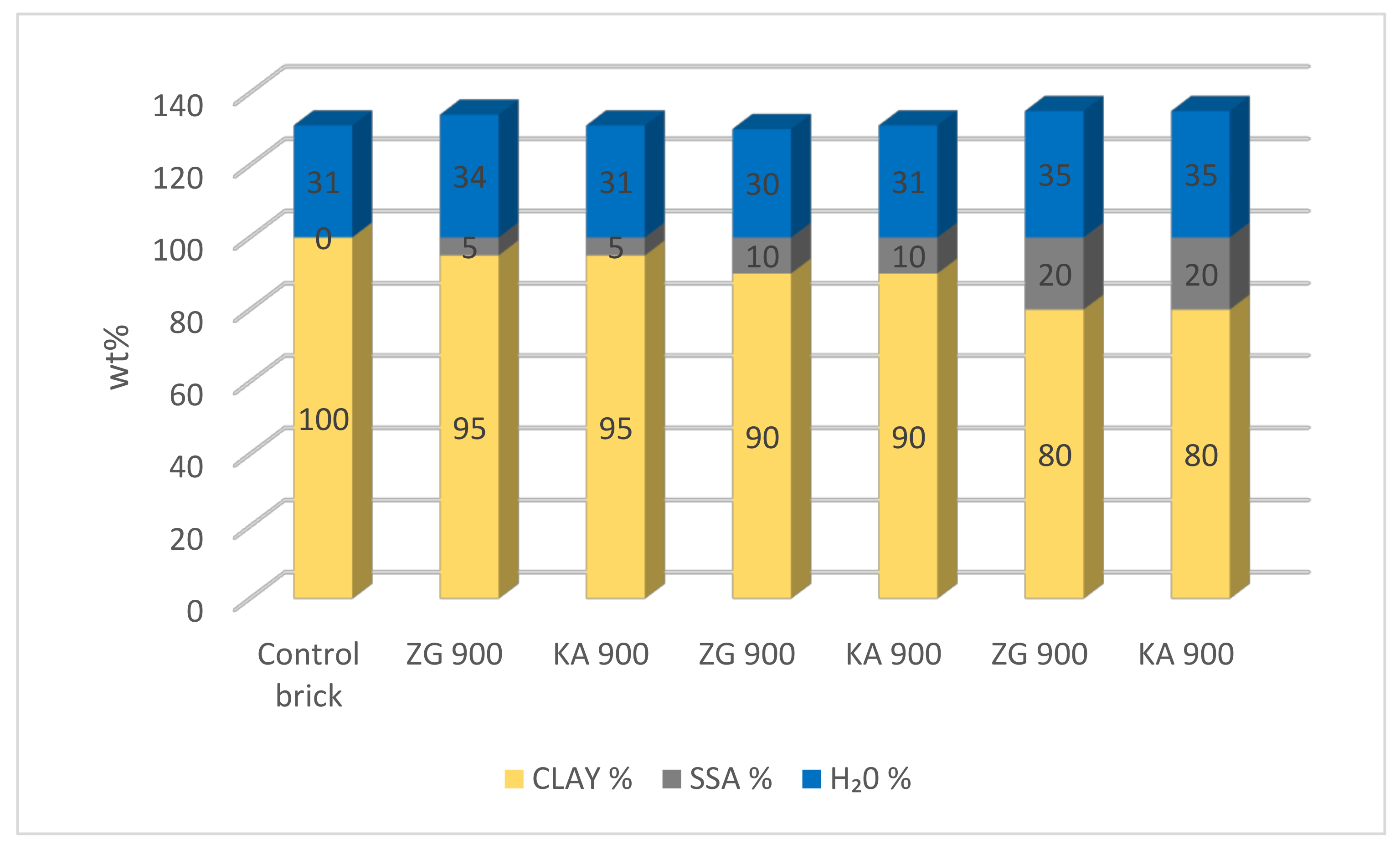
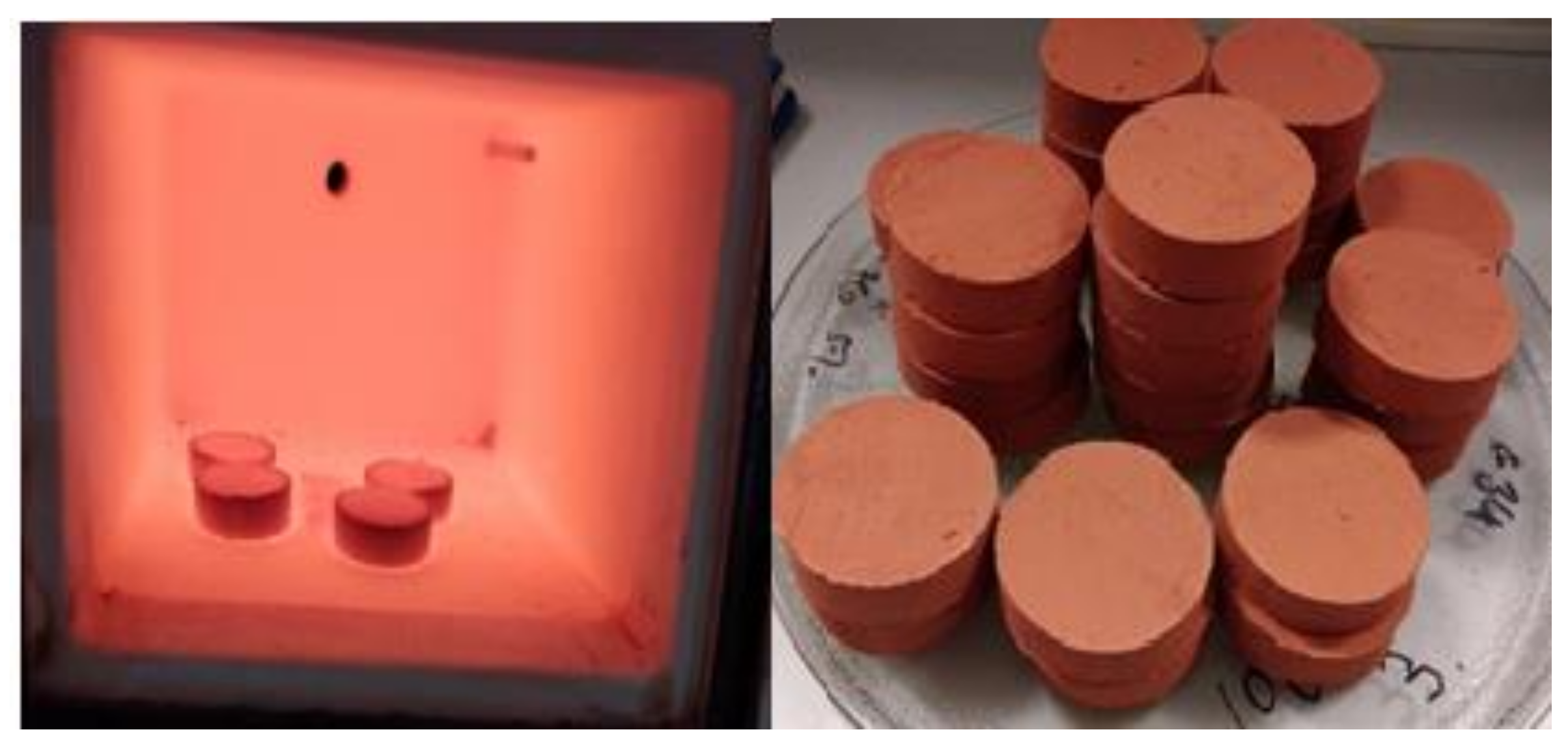
2.3. Laboratory Production of Bricks and Testing of Their Properties
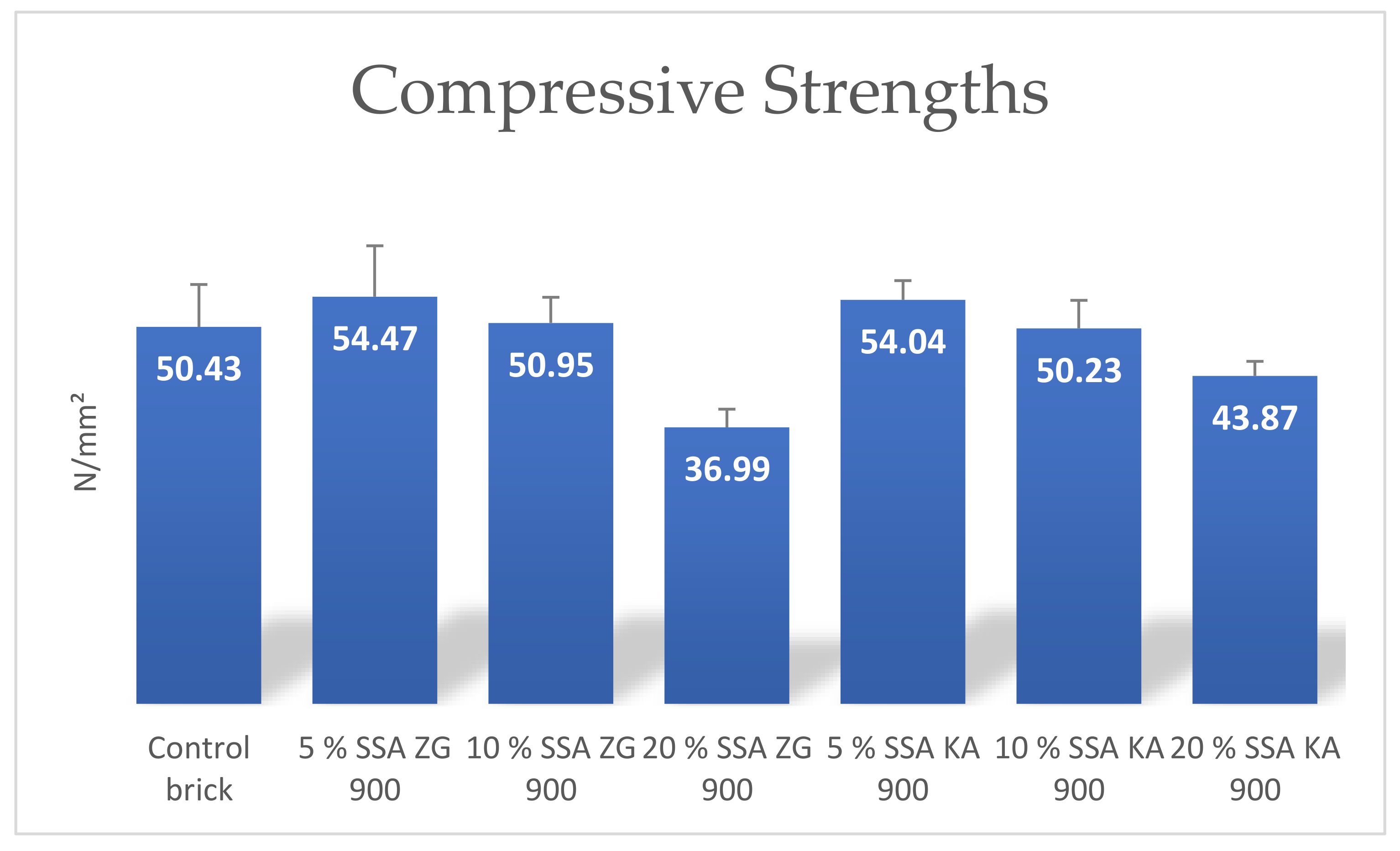
- Compressive strength
- 2.
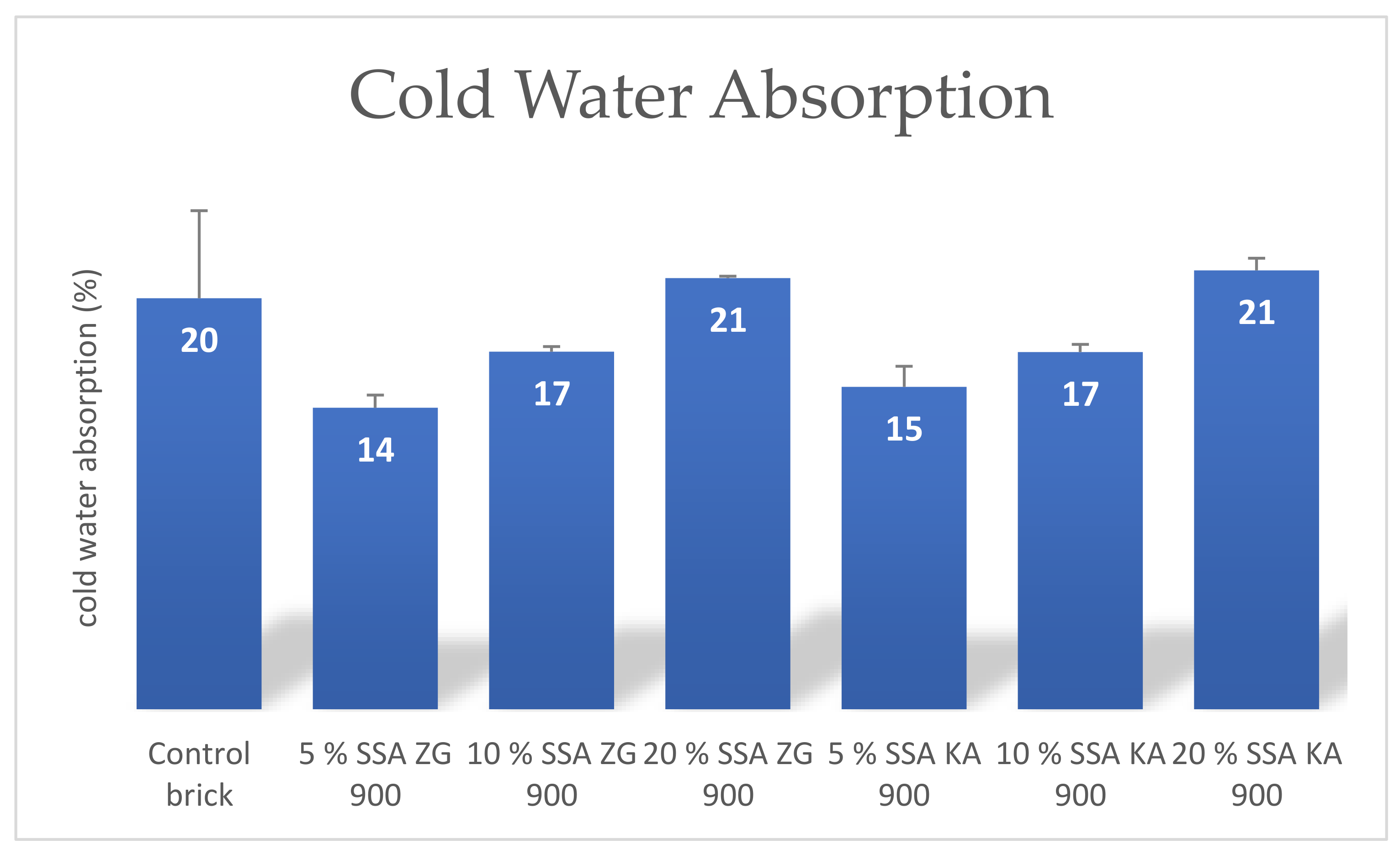
- Determination of water absorption of brick and sand–lime brick wall elements by cold water absorption.
- 3.
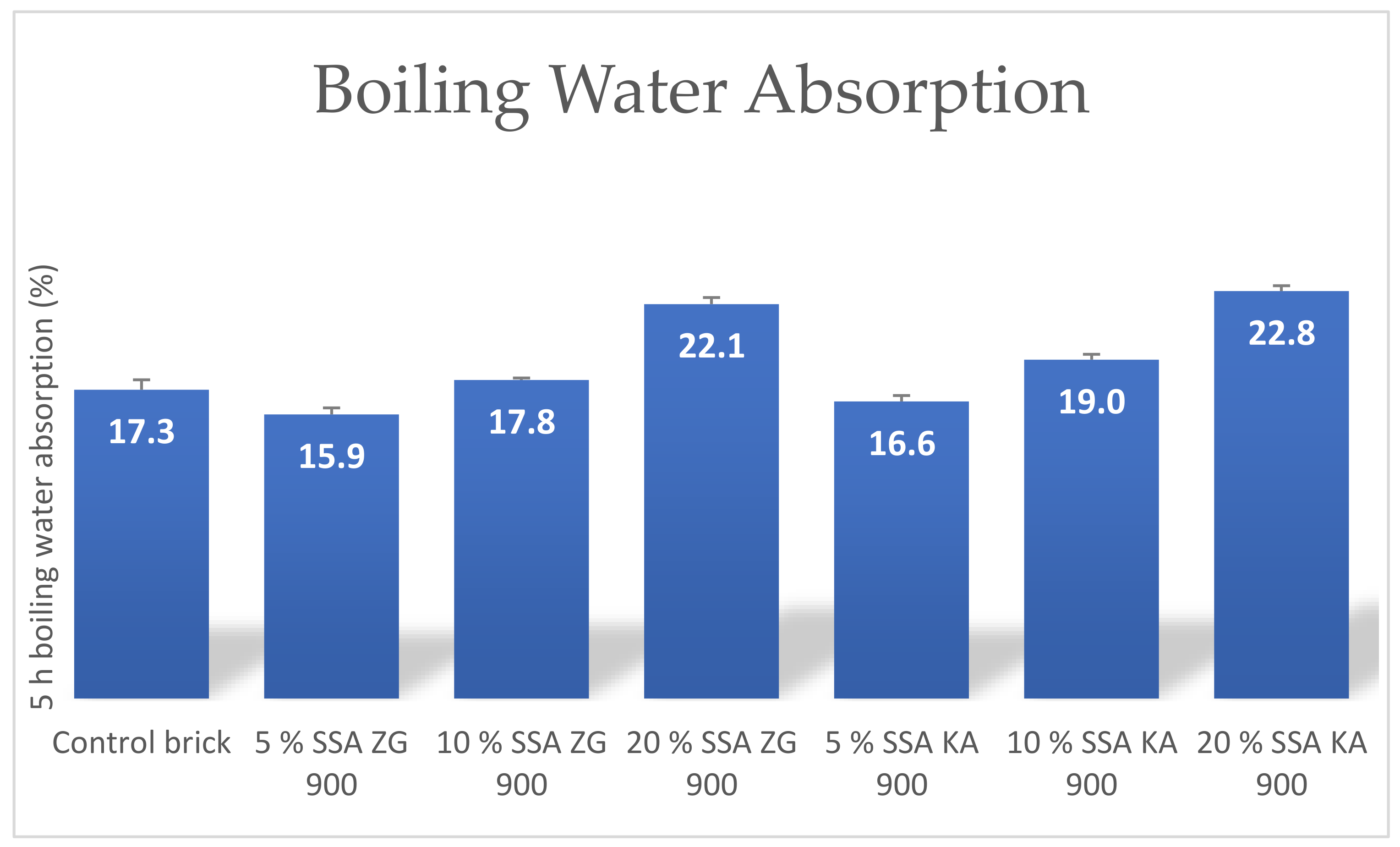
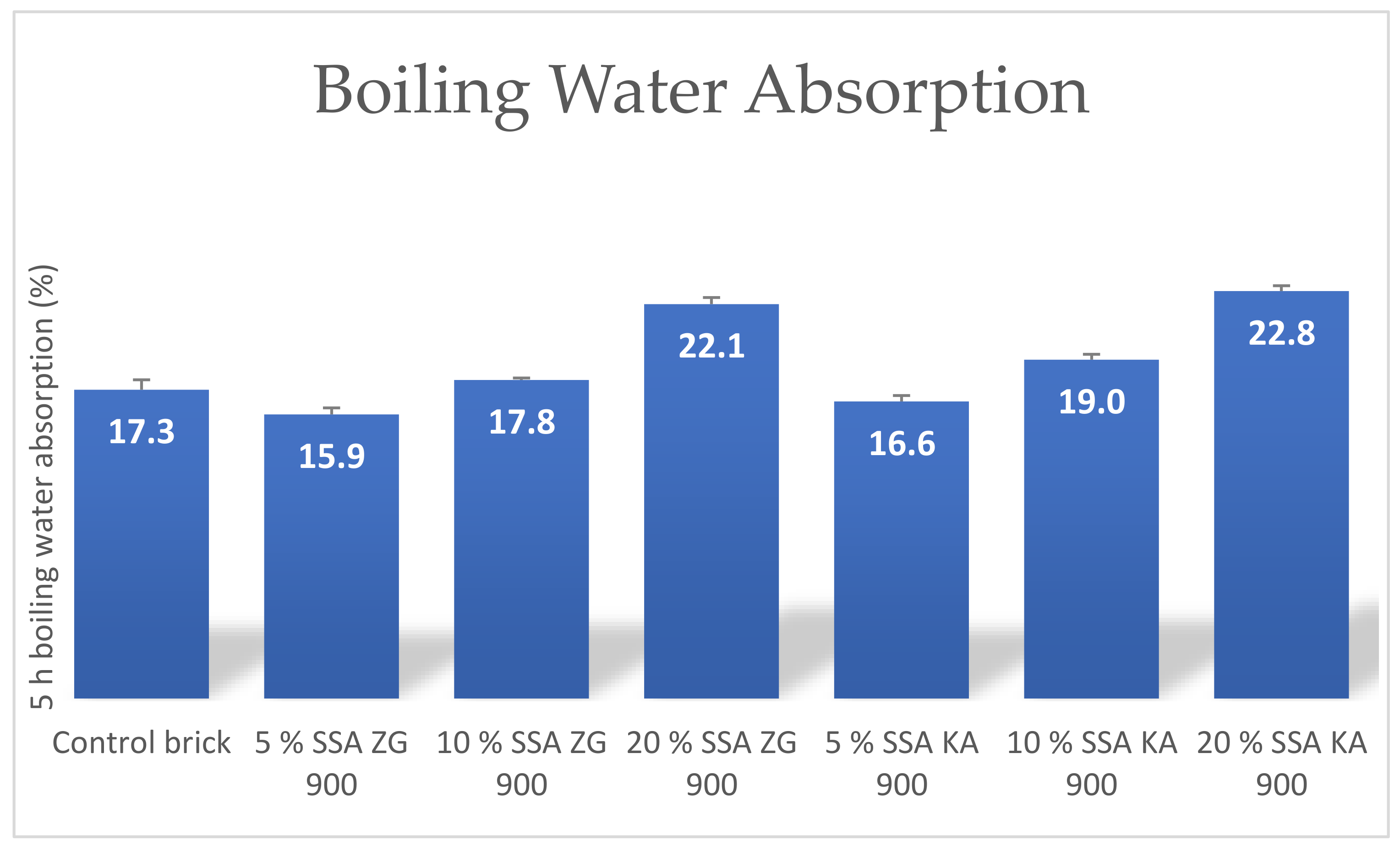
- Determination of water absorption of brick wall elements with a layer for insulation against moisture by boiling in water. The test was performed in accordance with the standard EN 772-7: 2003 on three test specimens for each batch of bricks produced.
- 4.
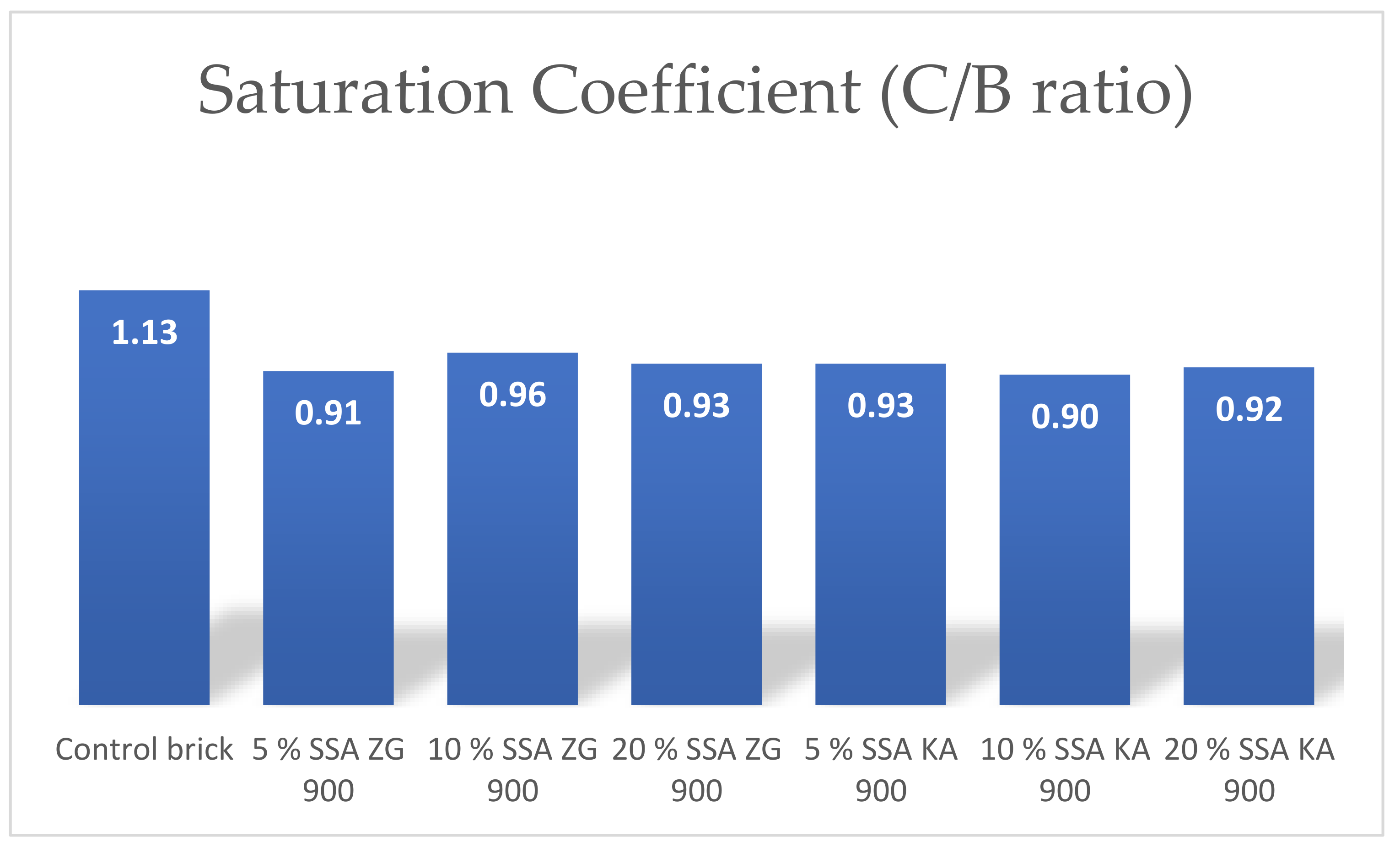
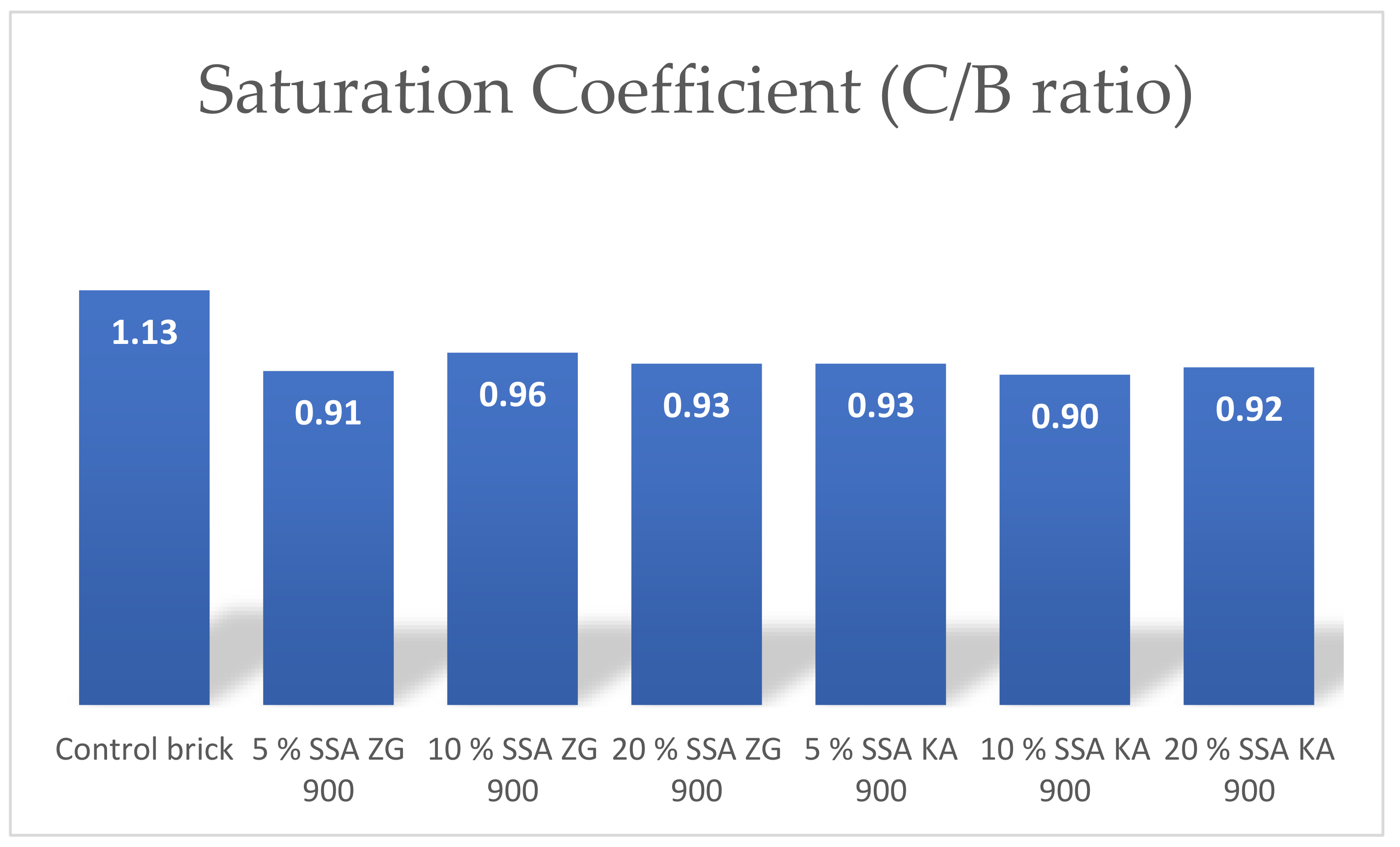
- Saturation coefficient (water absorption by cold water/water absorption by boiling in water)
- 5.
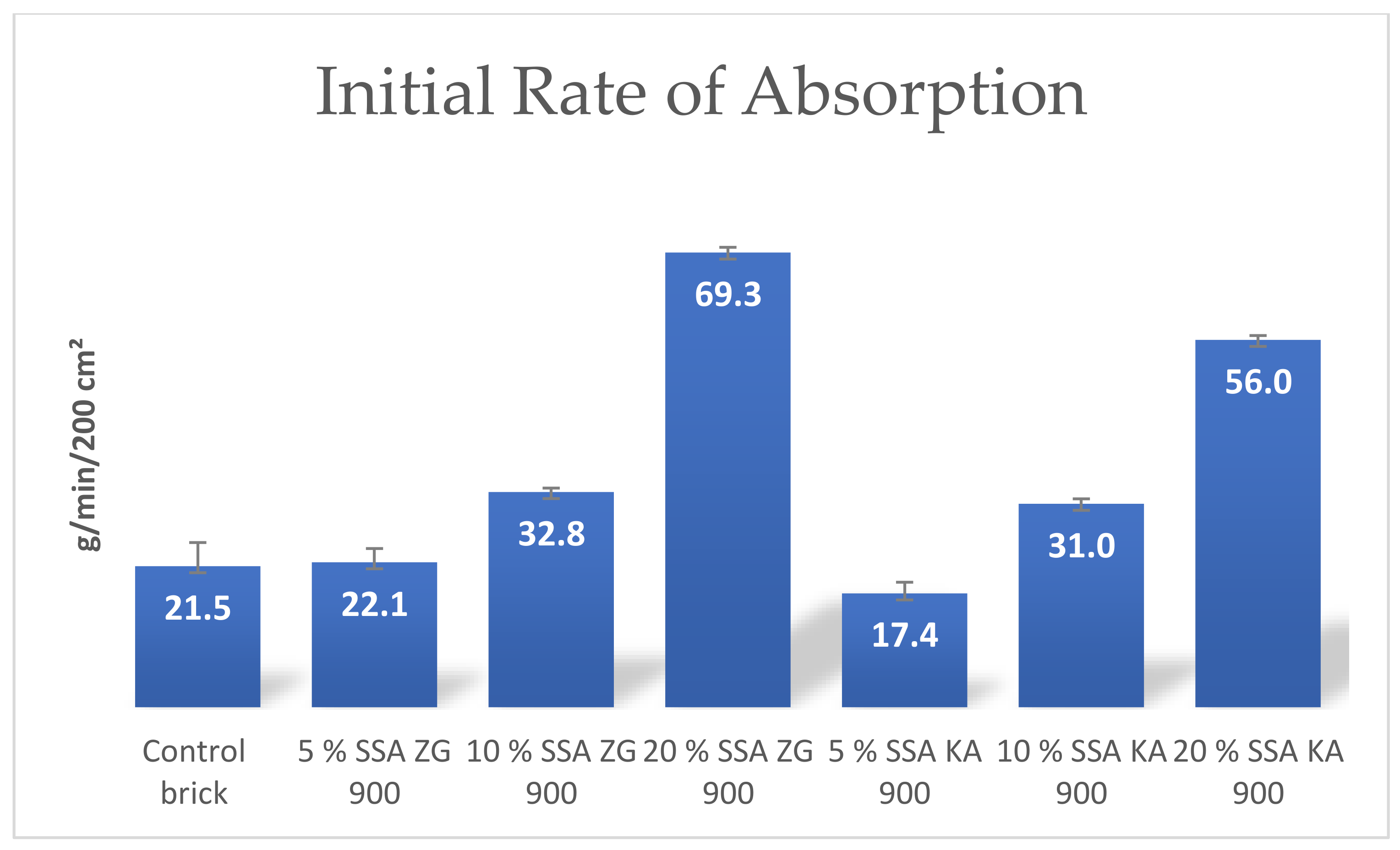
- Determination of initial absorption by the method prescribed by ASTM C67/C67M—20, the test was carried out on three test specimens.
- 6.
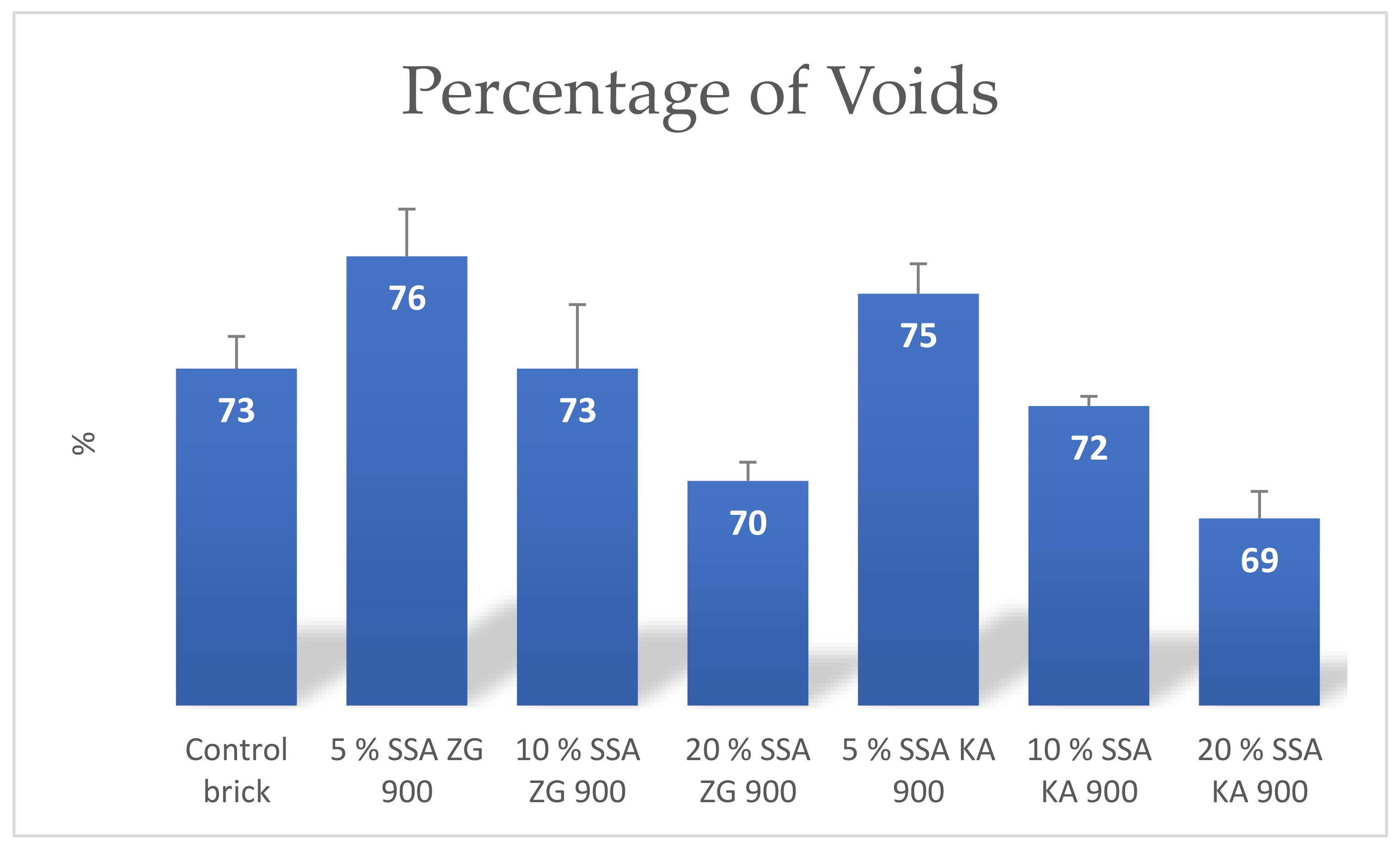
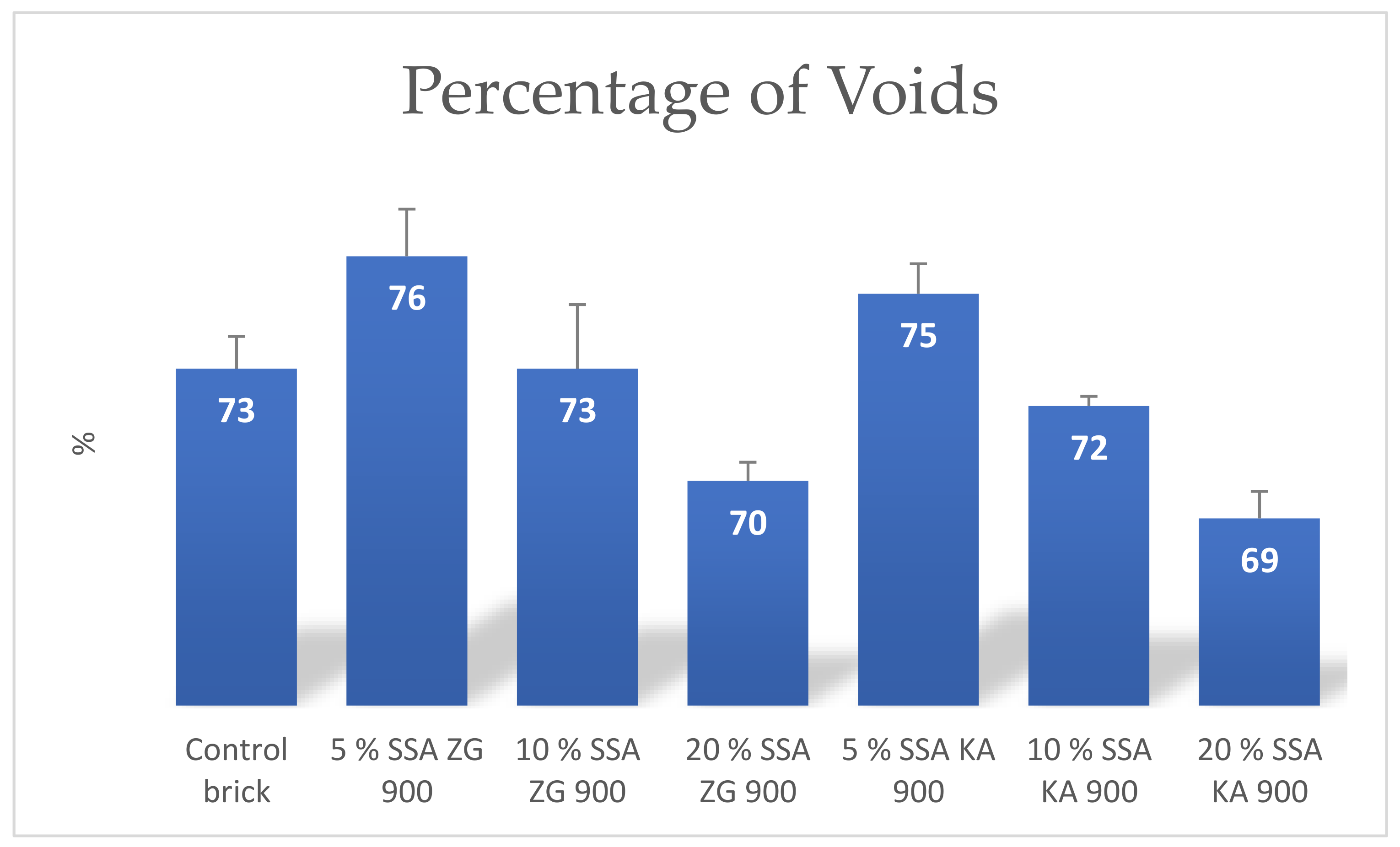
- Determination of net volume and percentage of voids of brick wall units by hydrostatic weighing as per EN 772-3: 1998. The test was carried out on three specimens.
- 7.
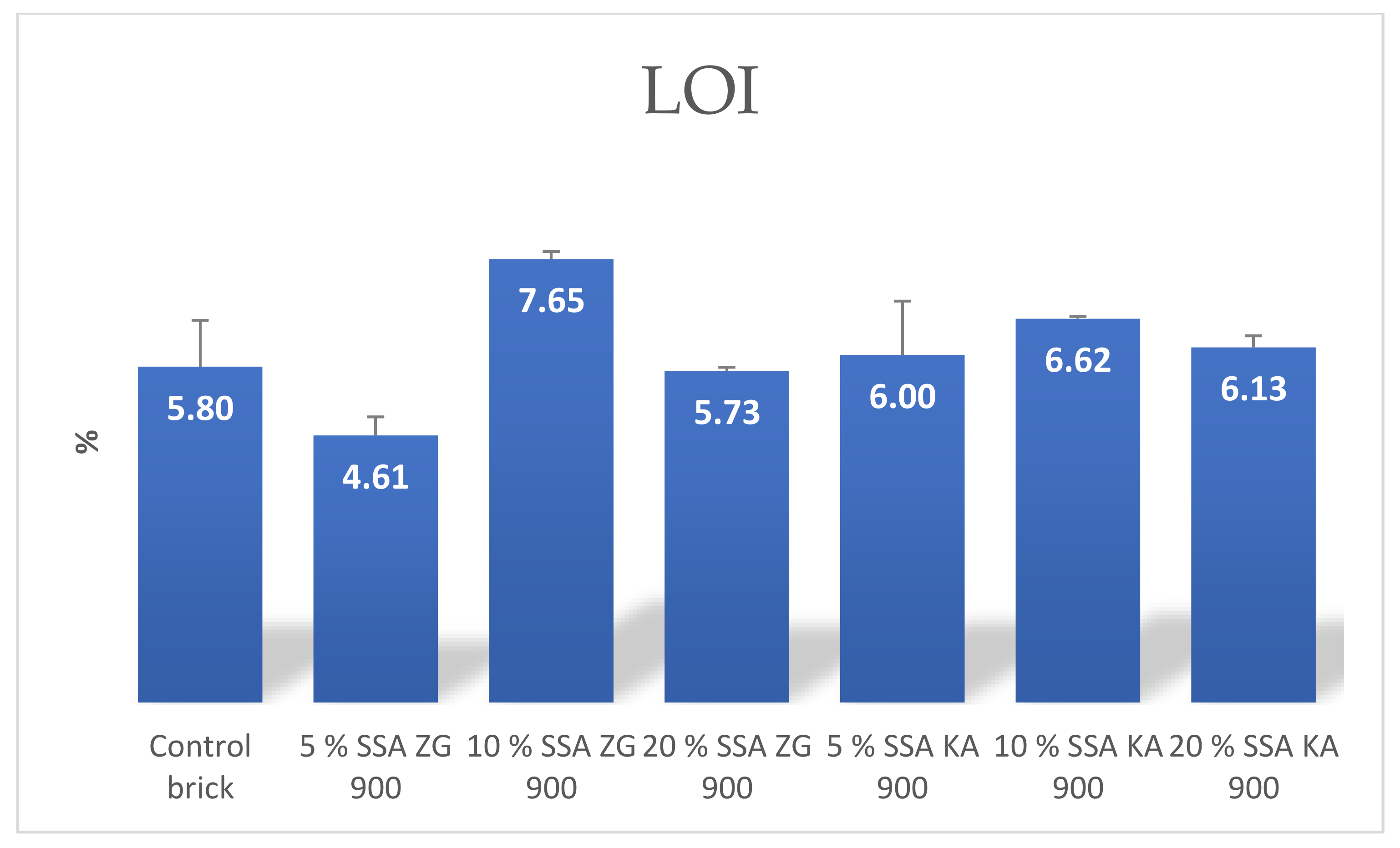
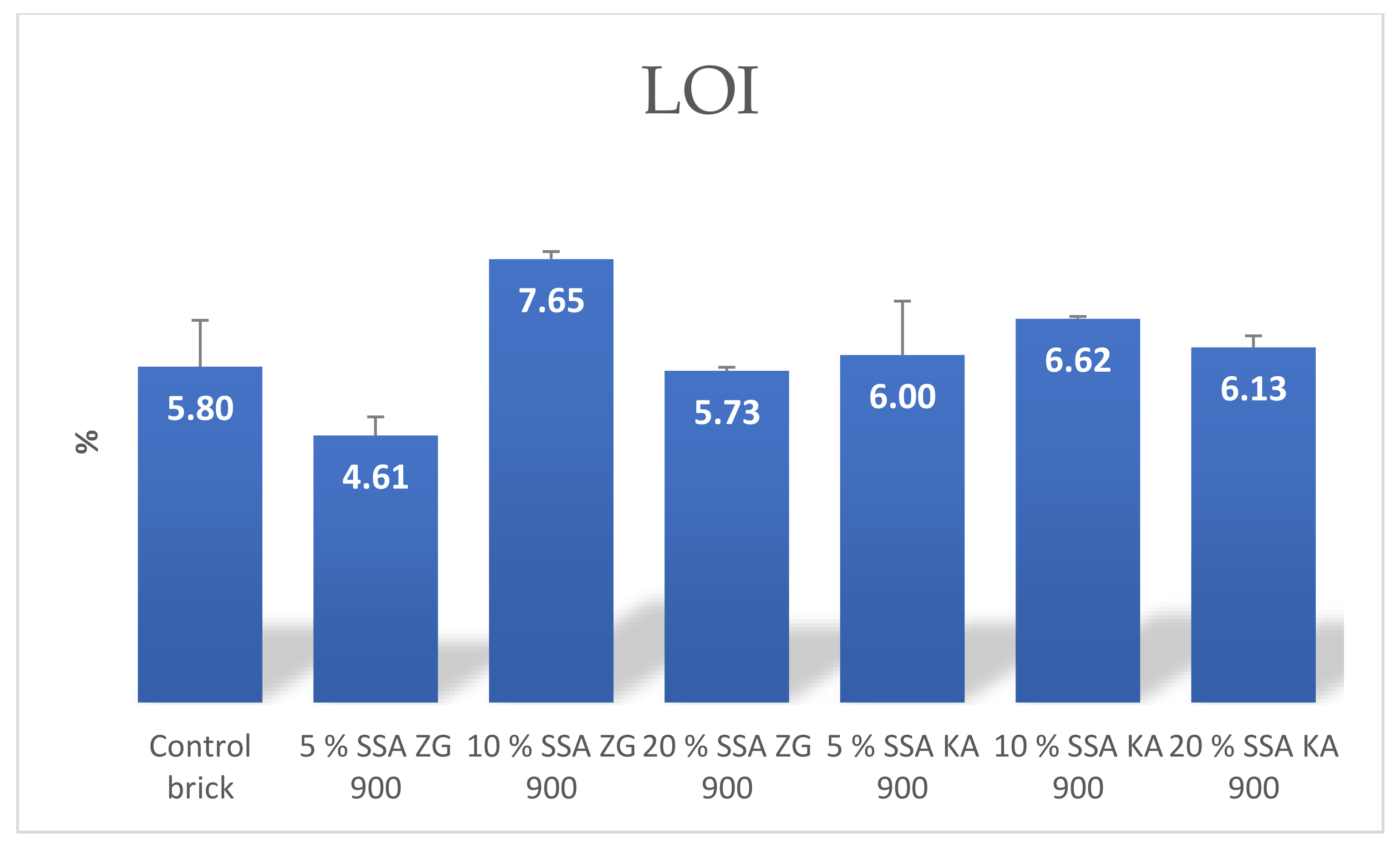
- Loss during firing. The total mass loss during firing was determined from the expression
3. Results
3.1. Characterization of Clay and SSA
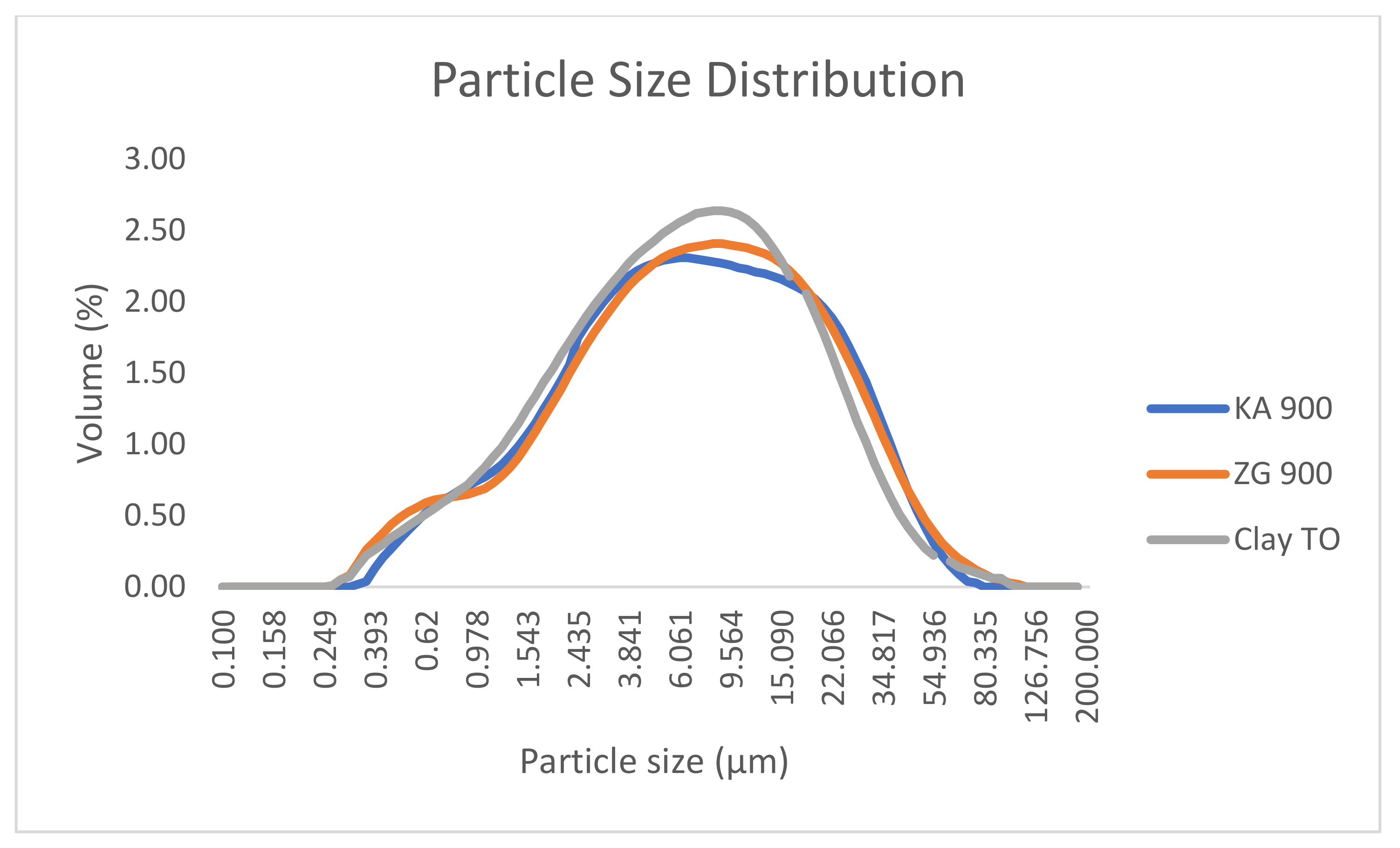
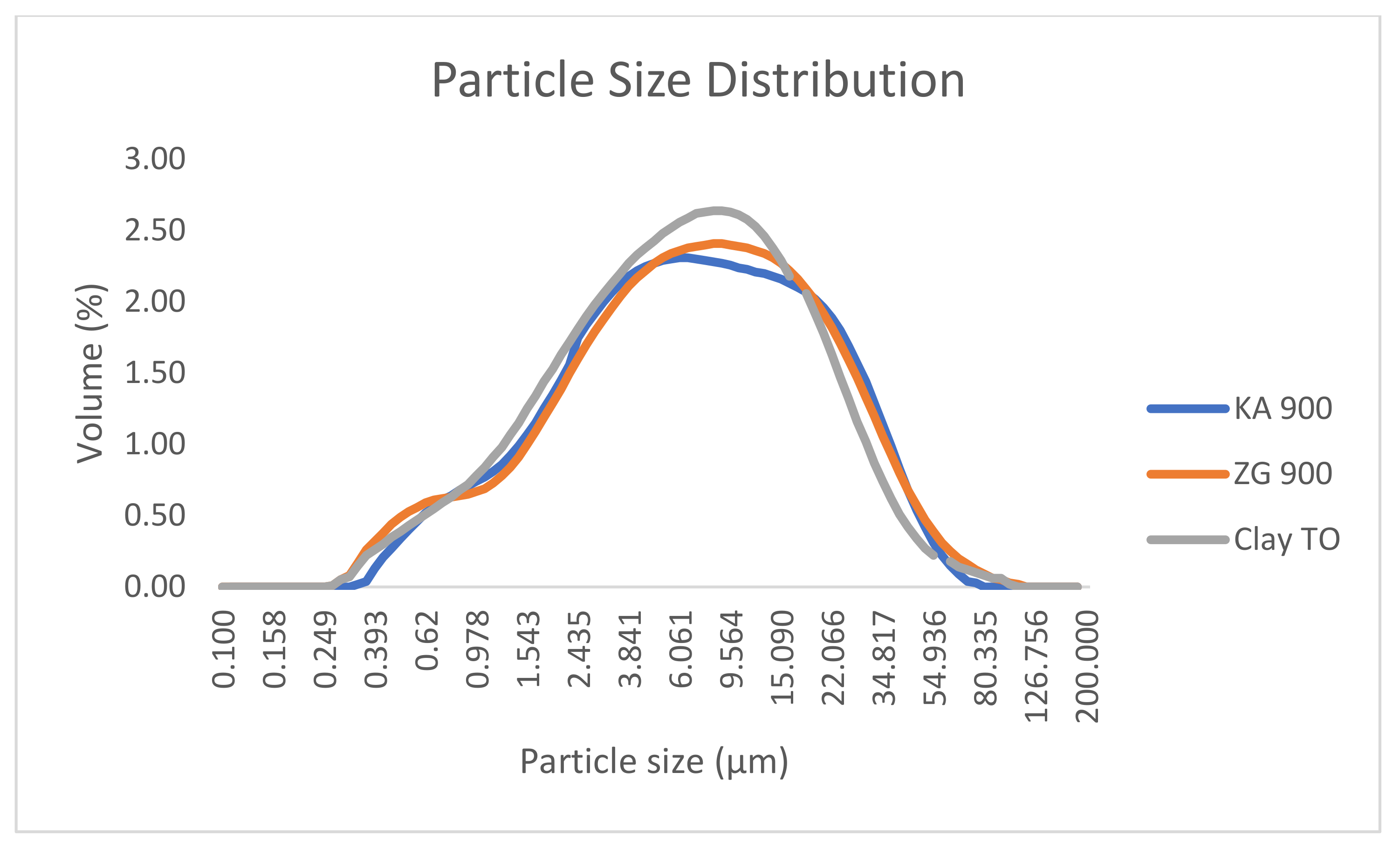
3.1.1. Particle Size Distribution
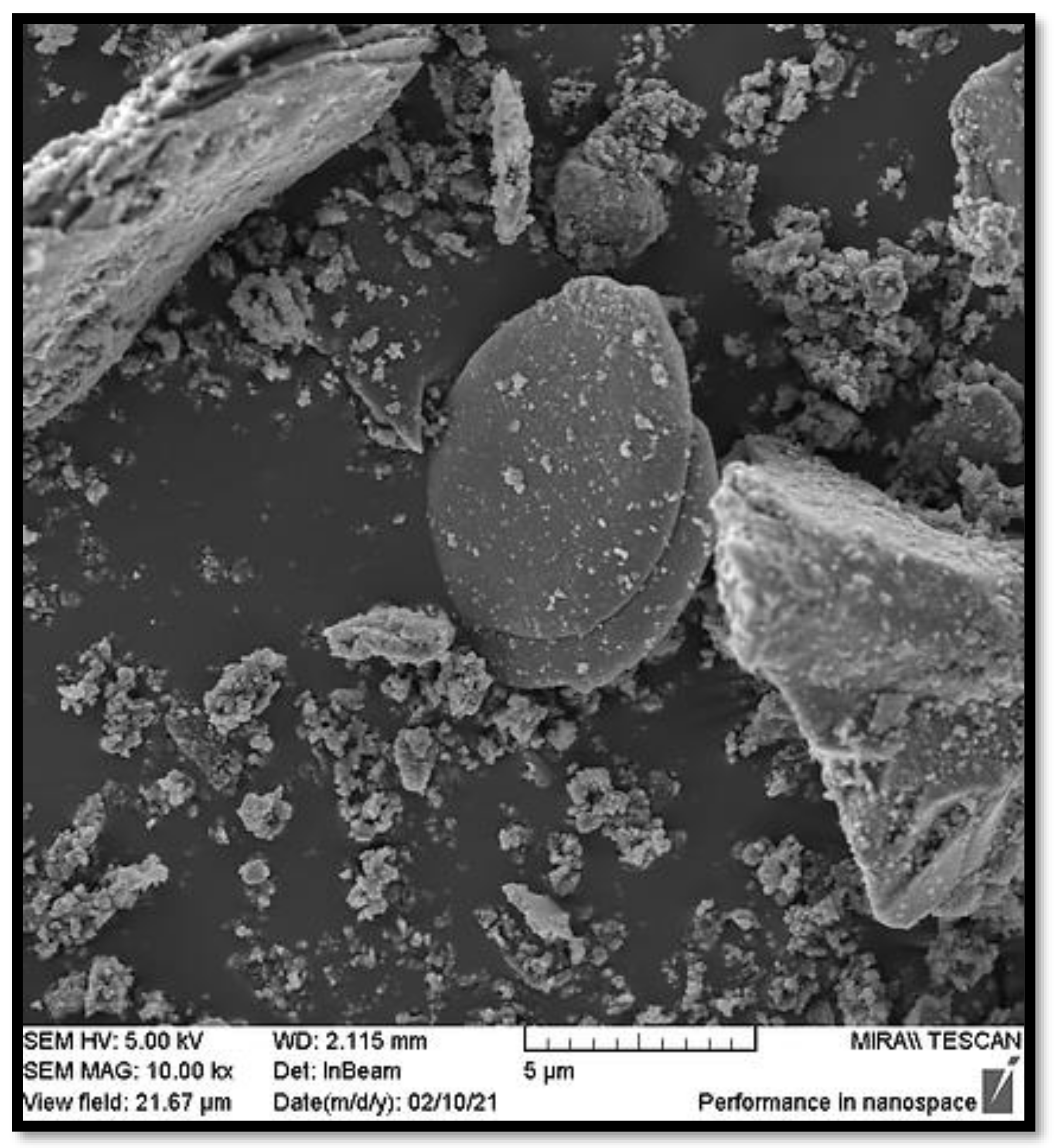
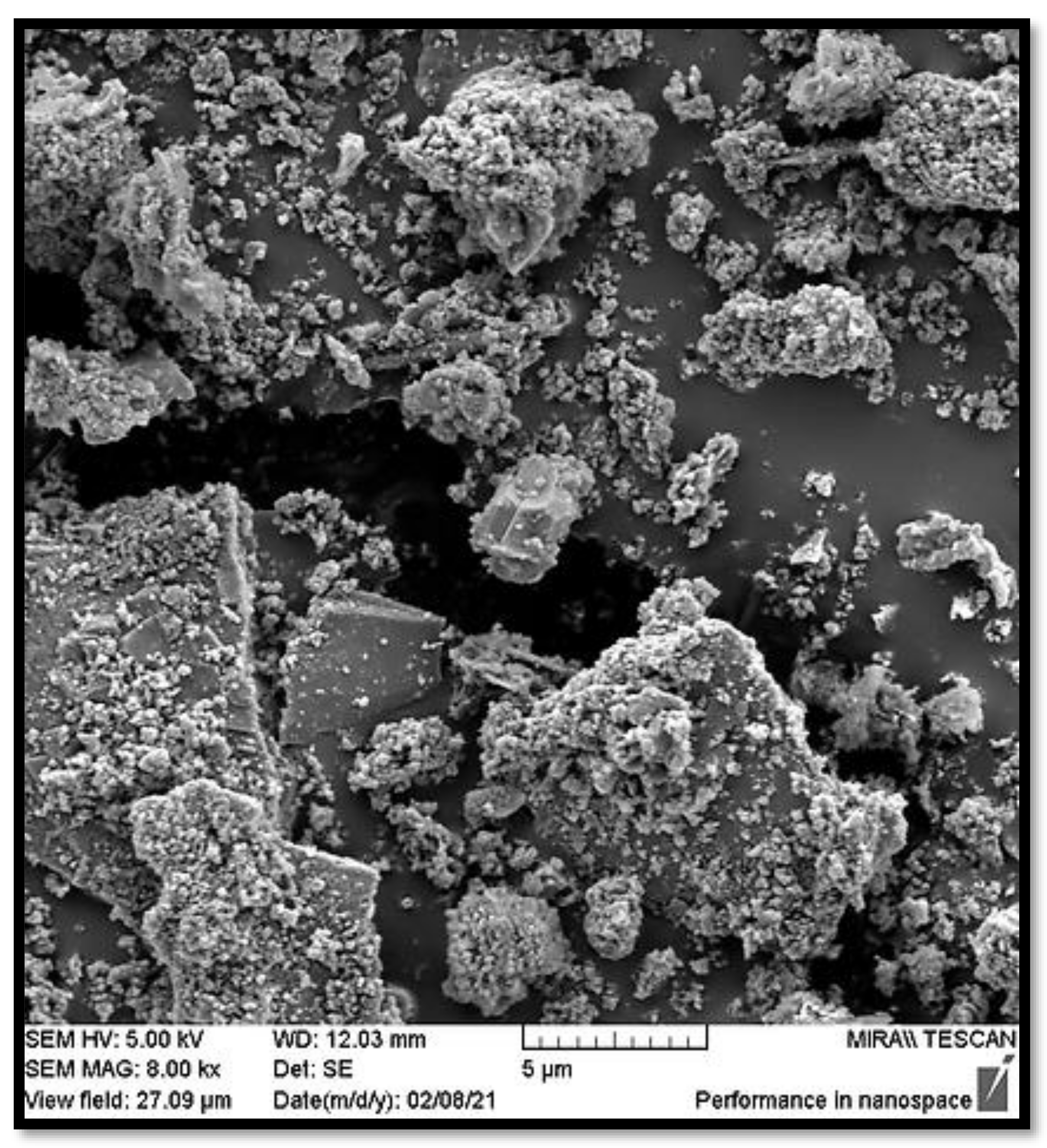
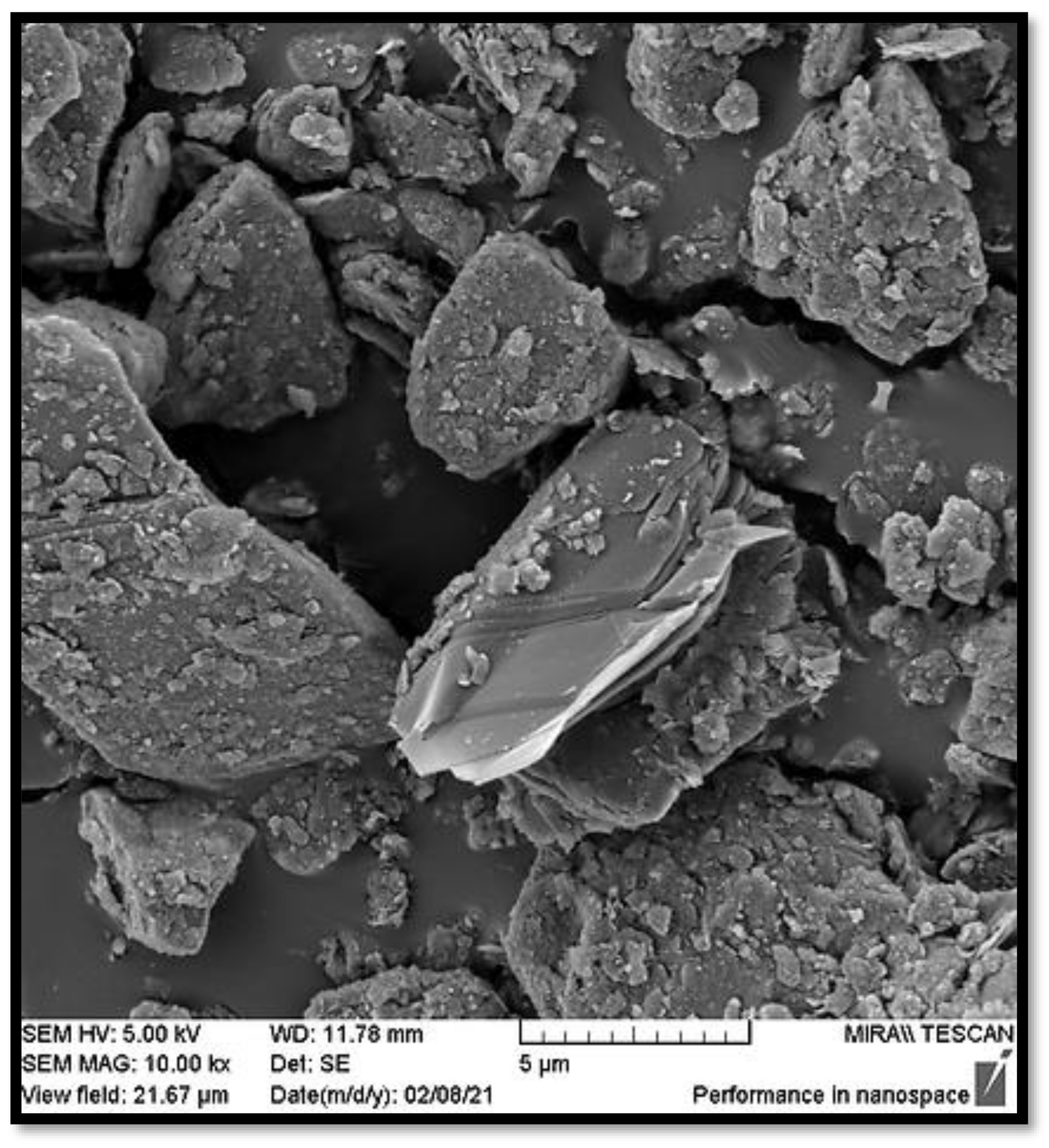
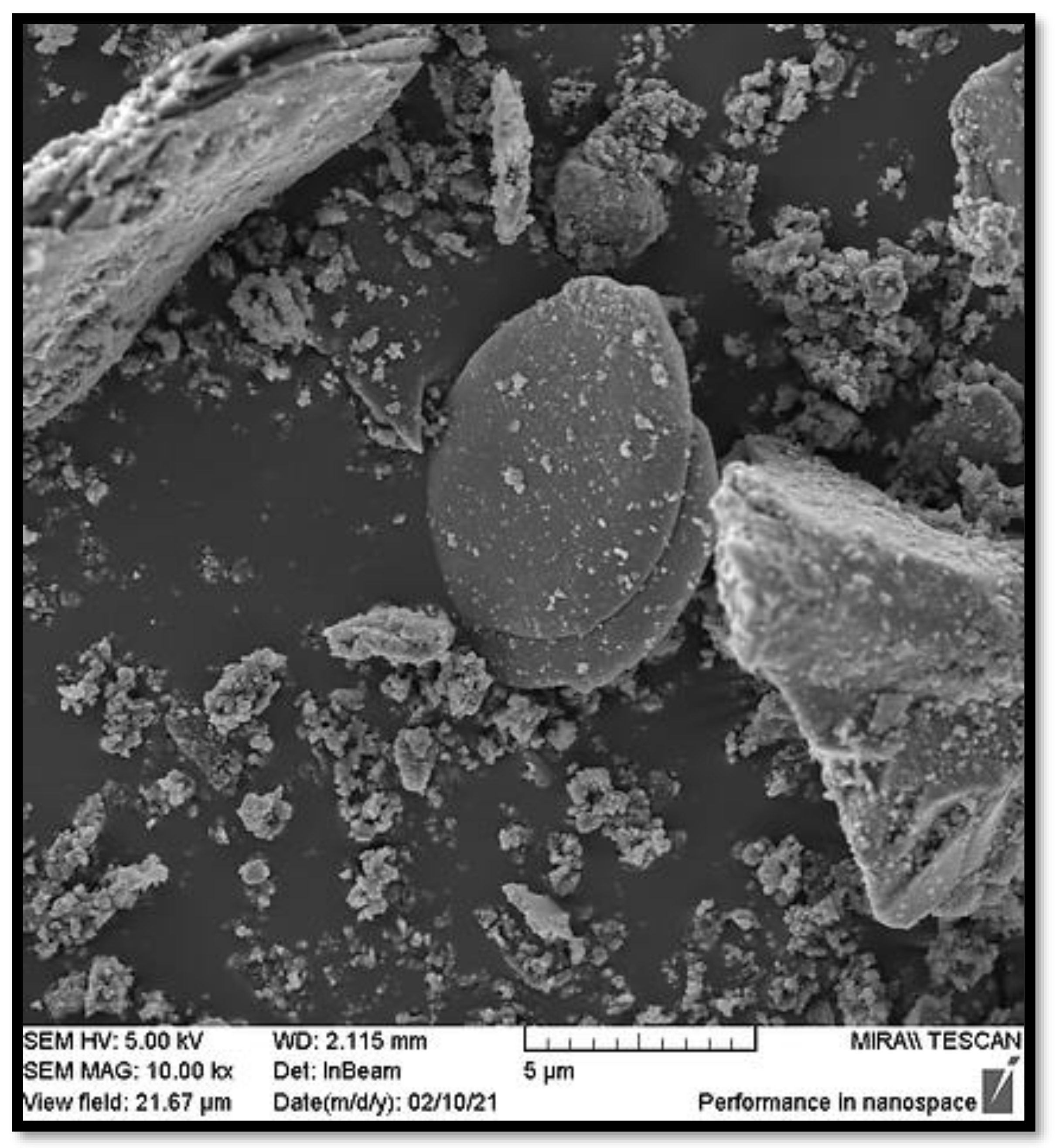
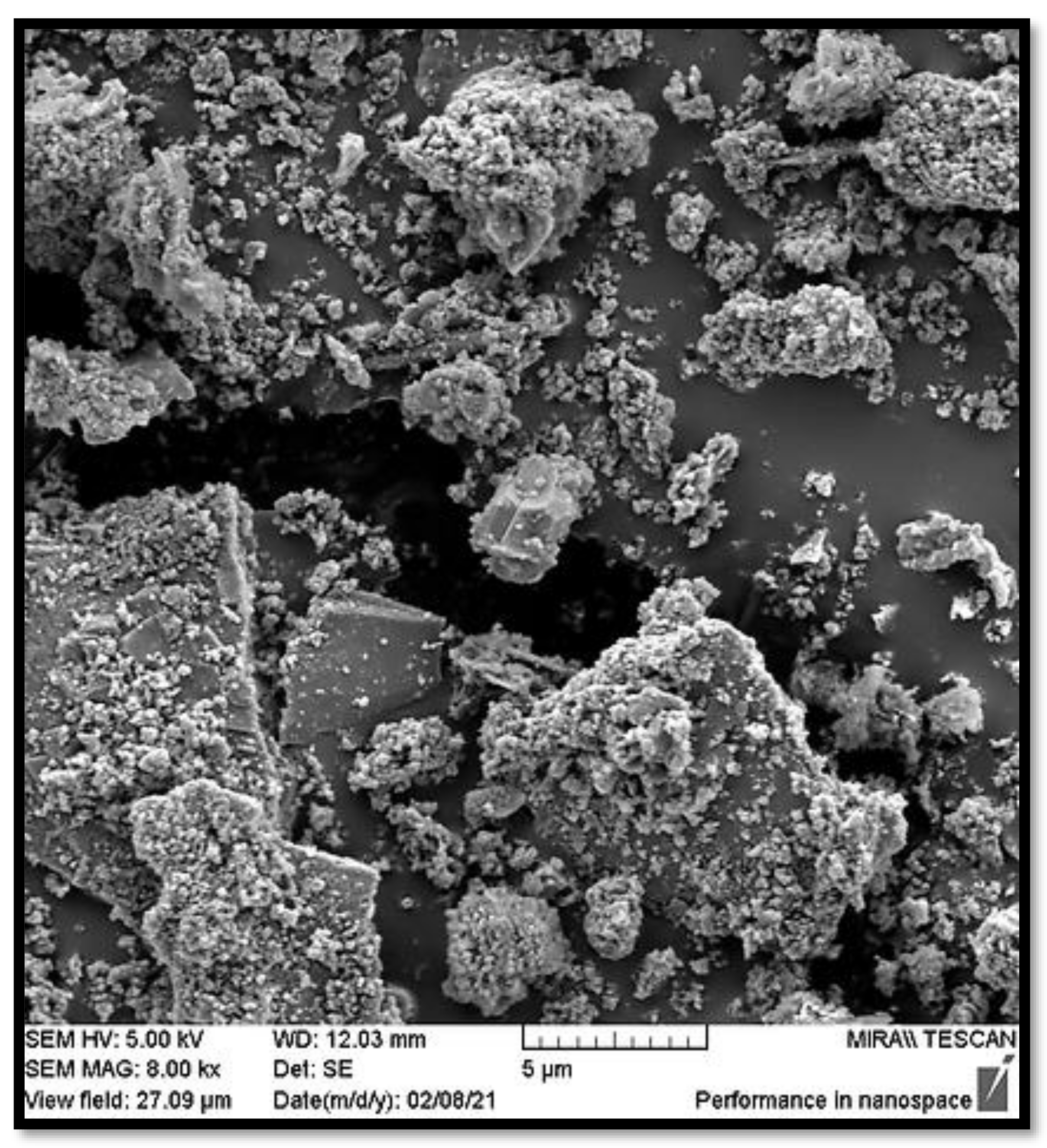
3.1.2. SEM
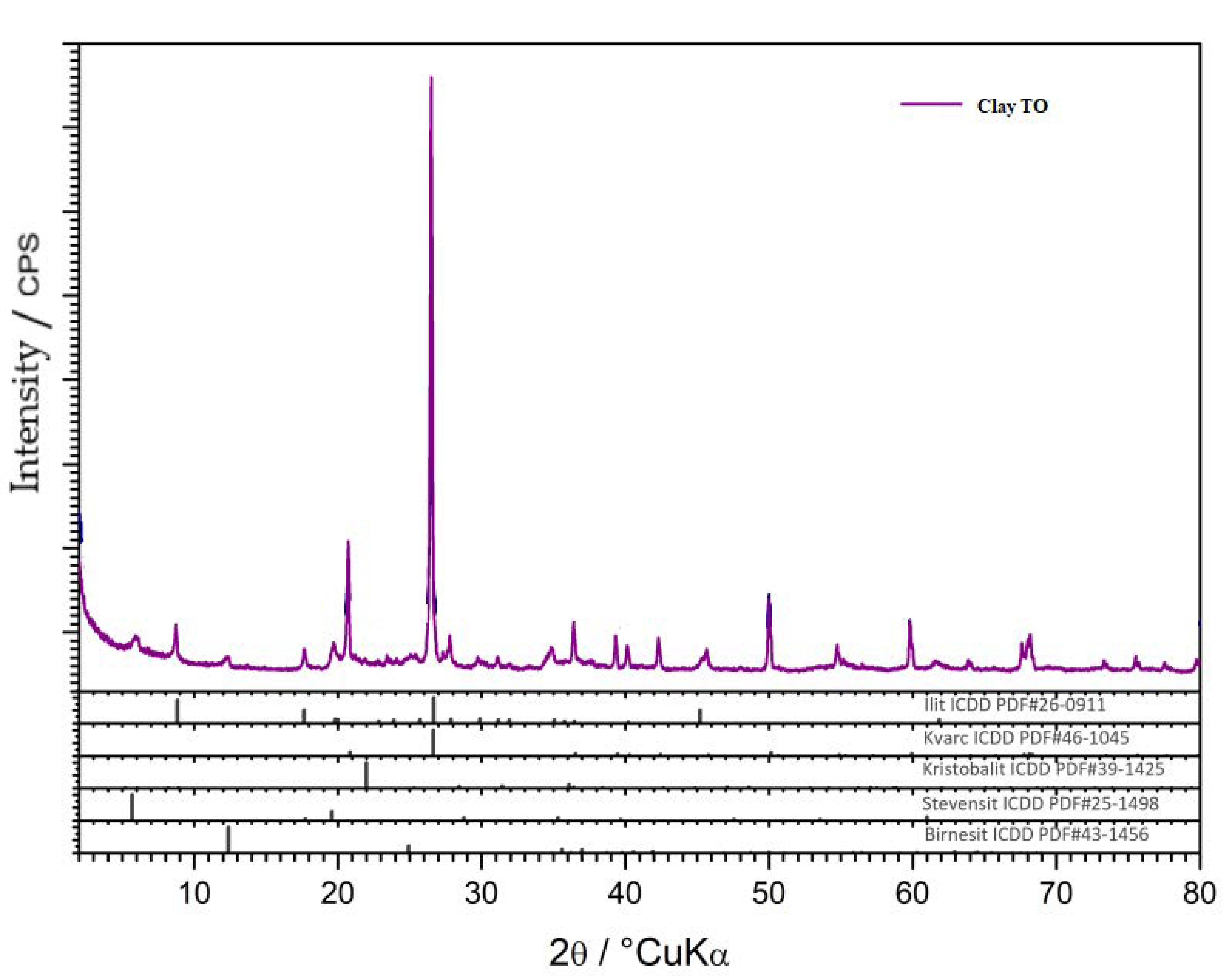
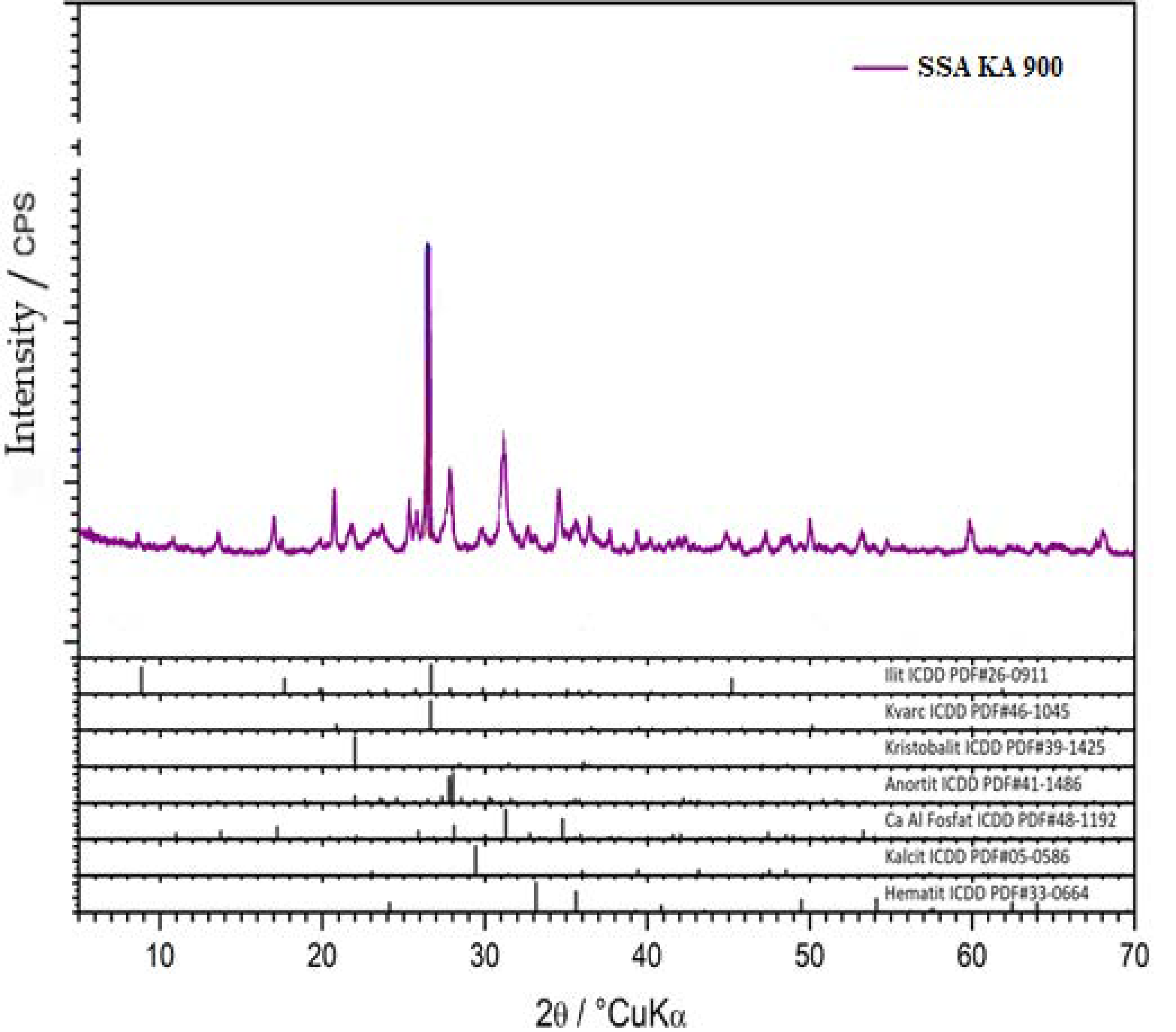
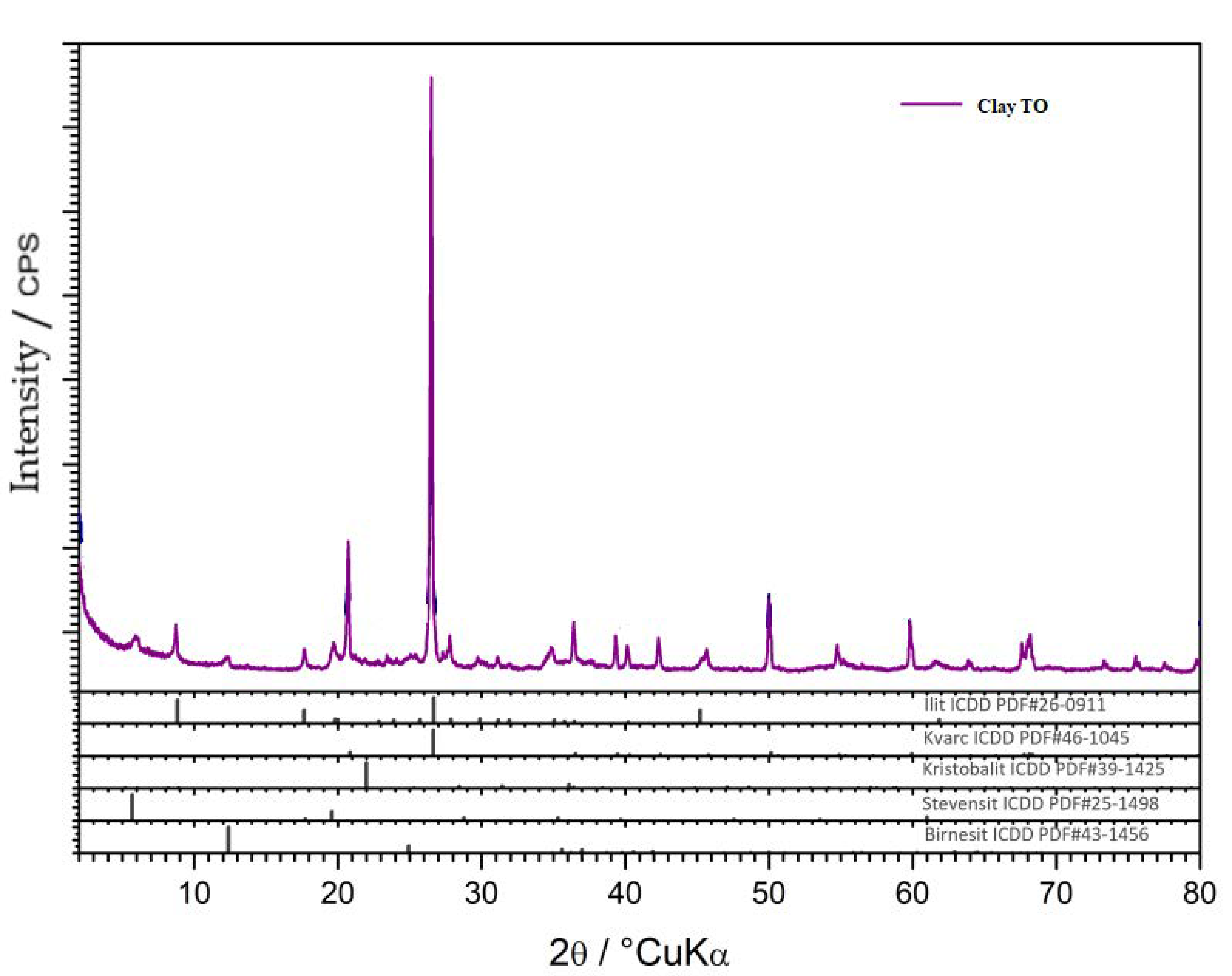
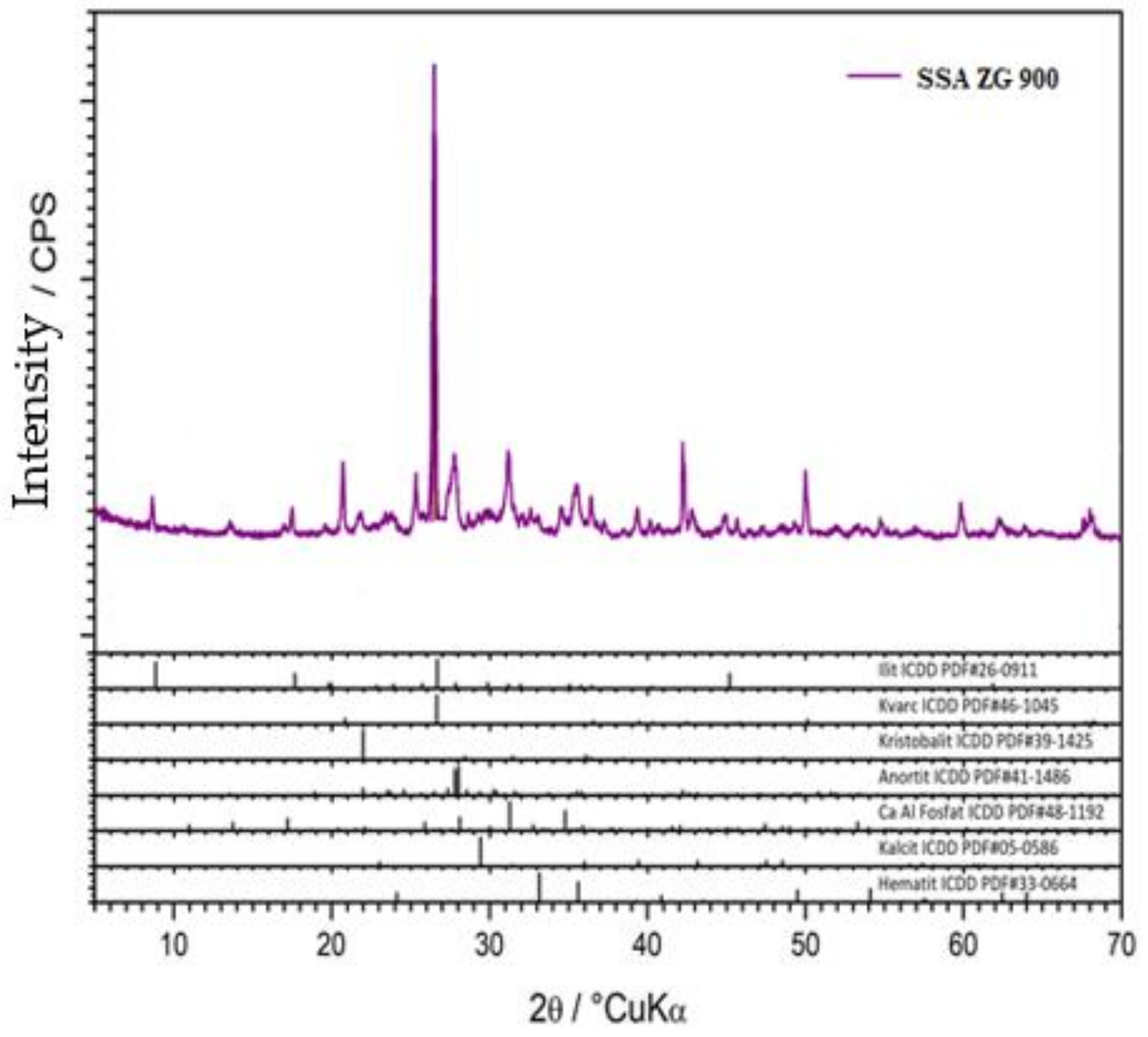
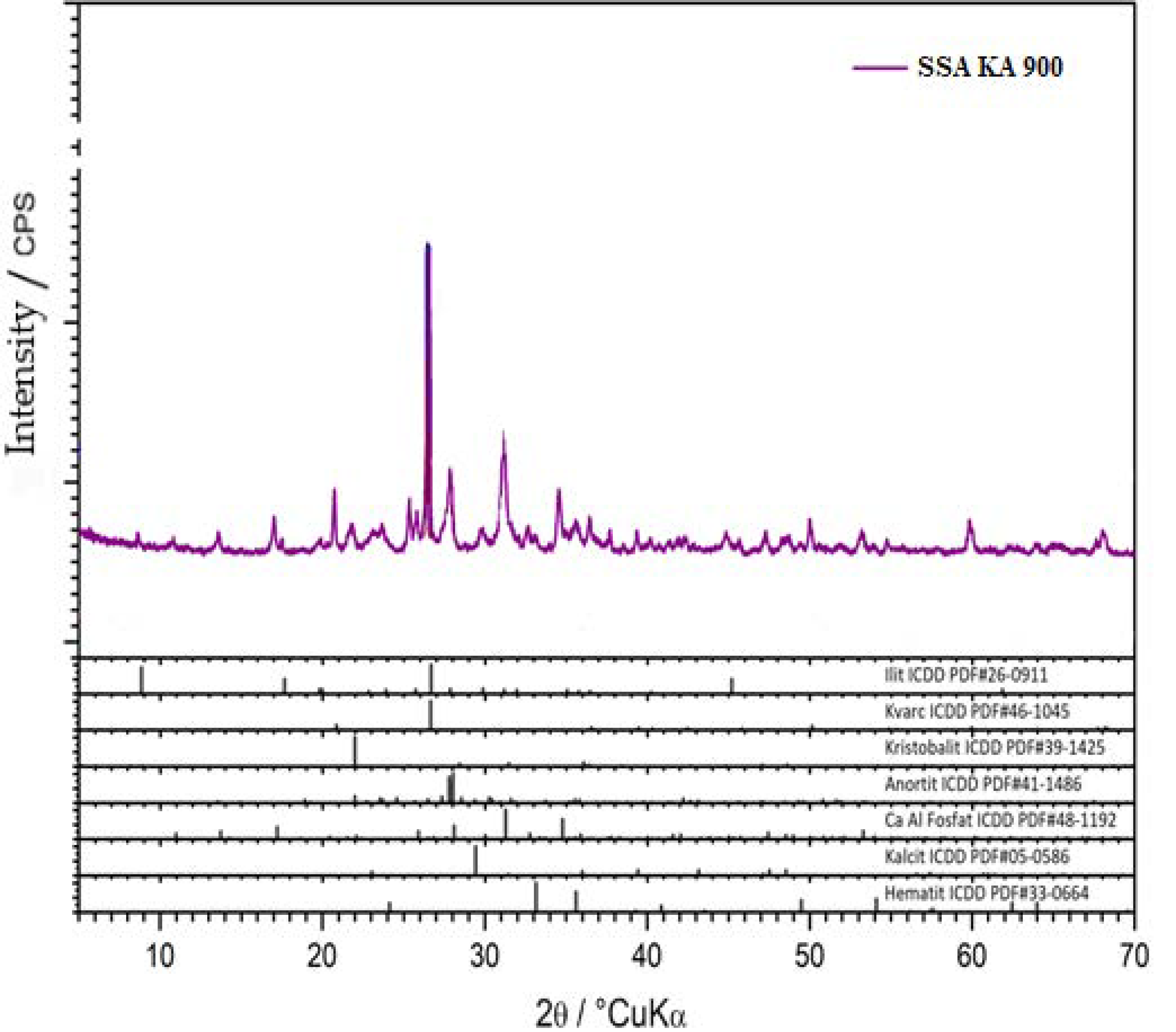
3.1.3. X-ray Diffraction Analysis (XRD) of Clay and SSA
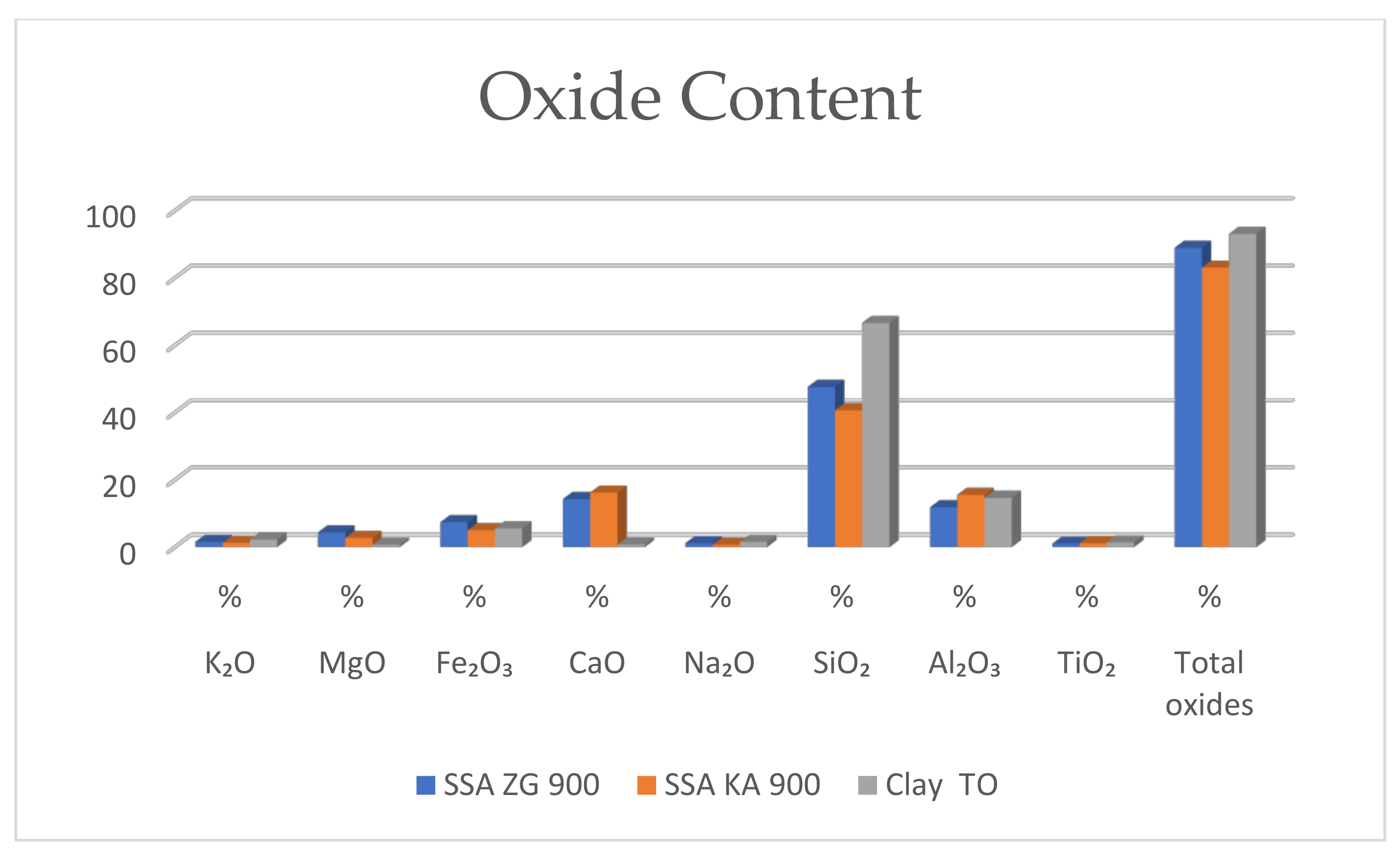
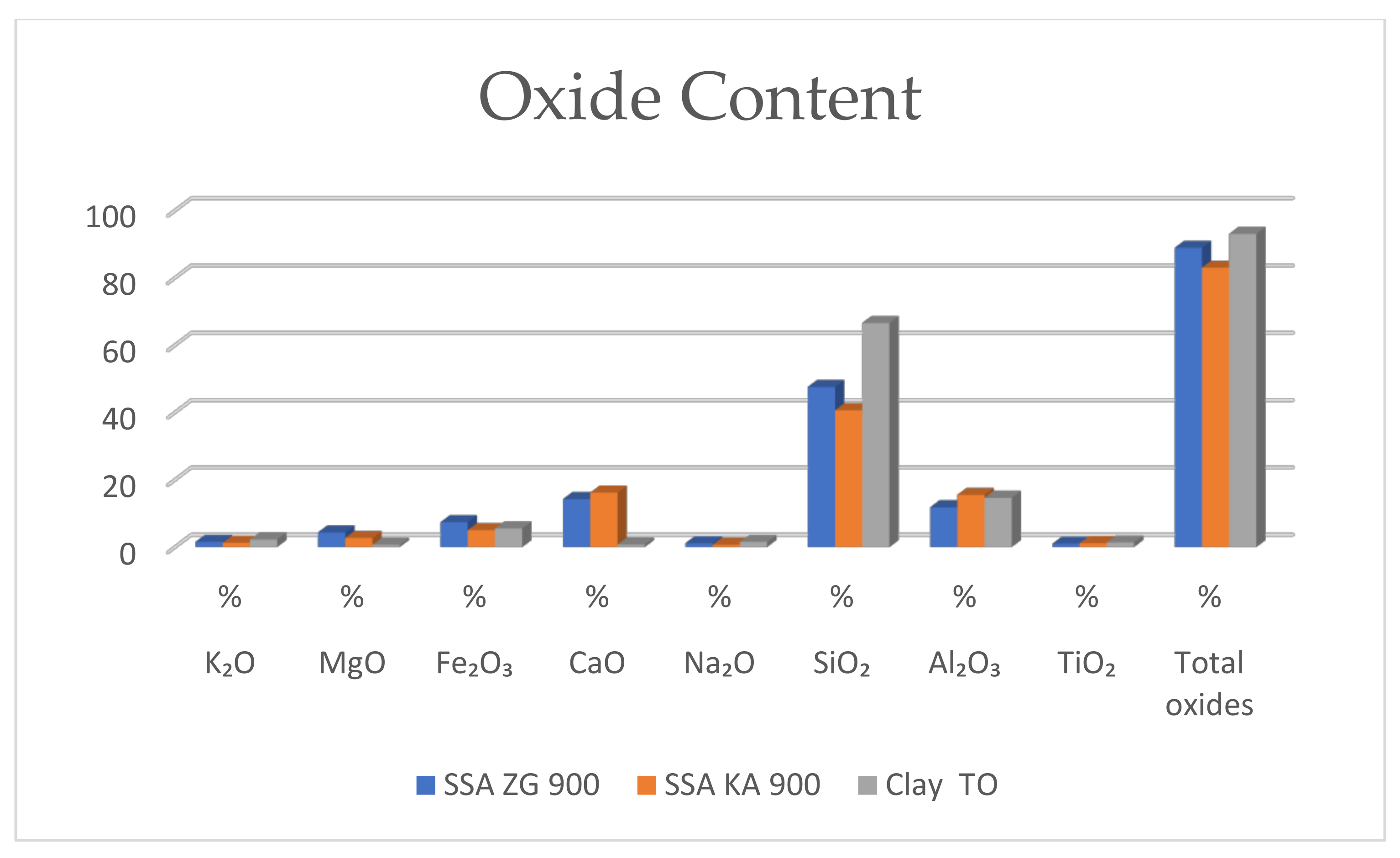
3.1.4. Chemical Composition of Clay and SSA
Oxides
Heavy Metals
3.2. Properties of Bricks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- The Brick Industry Worldwide. Available online: https://hablakilns.com/the-brick-industry/the-brick-market/ (accessed on 25 July 2021).
- Overview of the Global Market for Refractory Bricks, Blocks and Tiles. Available online: https://www.indexbox.io/store/world-refractory-bricks-blocks-and-tiles-market-analysis-forecast-size-trends-and-insights/ (accessed on 25 July 2021).
- Vracevic, M. Doprinos Trajnosti Zidanih Konstrukcija. Ph.D. Dissertation, Građevinski i Arhitektonski Fakultet, Sveučilište Josipa Jurja Strossmayera u Osijeku, Osijek, Croatia, 2018. [Google Scholar]
- Netinger, I.; Vracevic, M.; Backalic, Z. Opeka-od Sirovine do Gotovog Proizvoda (Clay Brick-From Raw Material to Final Product); Sveuciliste Josipa Jurja Strossmayera u Osijeku, Građevinski fakultet: Osijek, Hrvatska, 2014. [Google Scholar]
- Mitigating Black Carbon and other Pollutants from Brick Production. Available online: https://breathelife2030.org/wp-content/uploads/2016/09/Fact-Sheet-5-Bricks-FINAL-Digital-May2015.pdf (accessed on 30 June 2021).
- Calkins, M. Materials for Sustainable Sites: A Complete Guide to the Evaluation, Selection, and Use of Sustainable Construction Materials; Brick Masonry; John Wiley and Sons: Hoboken, NJ, USA, 2008; Chapter 7; pp. 179–180. [Google Scholar]
- Jewell, S.; Kimball, S.M. Mineral commodity summaries. USA Geol. Surv. 2015, 9, 196. [Google Scholar]
- The Brick Industry Association. Available online: httpshttps://www.gobrick.com/docs/default-source/read-research-documents/technicalnotes/9-manufacturing-of-brick.pdf?sfvrsn=0 (accessed on 25 July 2021).
- Arıöz, Ö.; Kilinç, K.; Tuncan, M.; Tuncan, A.; Kavas, T. Physical, Mechanical and Micro-Structural Properties of F Type Fly-Ash Based Geopolymeric Bricks Produced by Pressure Forming Process. Adv. Sci. Technol. 2010, 69, 69–74. [Google Scholar] [CrossRef]
- Chen, C.; Li, Q.; Shen, L.; Zhai, J. Feasibility of manufacturing geopolymer bricks using circulating fluidized bed combustion bottom ash. Environ. Technol. 2012, 33, 1313–1321. [Google Scholar] [CrossRef]
- Freidin, C. Cementless pressed blocks from waste products of coal-firing power station. Constr. Build. Mater. 2007, 21, 12–18. [Google Scholar] [CrossRef]
- Ahmari, S.; Zhang, L. Production of eco-friendly bricks from copper mine tailings through geopolymerization. Constr. Build. Mater. 2012, 29, 323–331. [Google Scholar] [CrossRef]
- Kadir, A.A.; Mohajerani, A.; Roddick, F.; Buckeridge, J. Density, Strength, Thermal Conductivity and Leachate Characteristics of Light-Weight Fired Clay Bricks Incorporating Cigarette Butts. World Acad. Sci. Eng. Technol. Int. J. Mater. Metall. Eng. 2009, 53, 1035–1040. [Google Scholar]
- Hegazy, B.E.E.; Fouad, H.A.; Hassanain, A.M. Brick Manufacturing from Water Treatment Sludge and Rice Husk Ash. Aust. J. Basic Appl. Sci. 2012, 6, 453–461. [Google Scholar]
- Alleman, J.E.; Serman, N.A. Constructive sludge management: Biobrick. J. Env. Eng. Div. ASCE 1984, 110, 301–311. [Google Scholar] [CrossRef]
- Eurostat-Tables, Graphs and Maps Interface (TGM) Table [WWW Document]. Available online: https://ec.europa.eu/eurostat/web/waste/data/main-tables (accessed on 30 June 2021).
- Eurostat. 2019. Available online: https://ec.europa.eu/eurostat/documents/3217494/10165279/KS-DK-19-001-EN-N.pdf/76651a29-b817-eed4-f9f2-92bf692e1ed9 (accessed on 30 June 2021).
- Cyr, M.; Coutand, M.; Clastres, P. Technological and environmental behavior of sewage sludge ash (SSA) in cement-based materials. Cem. Concr. Res. 2007, 37, 1278–1289. [Google Scholar] [CrossRef]
- Murakami, T.; Suzuki, Y.; Nagasawa, H.; Yamamoto, T.; Koseki, T.; Hirose, H. Combustion characteristics of sewage sludge in an incineration plant for energy recovery. Fuel Process. Technol. 2009, 90, 778–783. [Google Scholar]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Chen, M.; Blanc, D.; Gautier, M.; Mehu, J.; Gourdon, R. Environmental and technical assessments of the potential utilization of sewage sludge ashes (SSAs) as secondary raw materials in construction. Waste Manag. 2013, 33, 1268–1275. [Google Scholar] [CrossRef] [PubMed]
- Halliday, J.E.; Jones, M.R.; Dyer, T.D.; Ravindra, K.D. Potential use of UK sewage sludge ash in cement-based concrete. Proc. Inst. Civ. Eng. Waste Resour. Manag. 2012, 165, 57–66. [Google Scholar] [CrossRef]
- Kute, S.; Deodhar, S.V. Effect of fly ash and temperature on properties of burnt clay bricks. J. Inst. Eng. India Civ. Eng. Div. 2003, 84, 82–85. [Google Scholar]
- Lin, K.L.; Chiang, K.Y.; Lin, C.Y. Hydration characteristics of waste sludge ash that is reused in eco-cement clinkers. Cem. Concr. Res. 2005, 35, 1074–1081. [Google Scholar] [CrossRef]
- Lynn, C.J.; Dhir, R.K.; Ghataora, G.S.; West, R.P. Sewage sludge ash characteristics and potential for use in concrete. Constr. Build. Mater. 2015, 98, 767–779. [Google Scholar] [CrossRef] [Green Version]
- Monzó, J.; Payá, J.; Borrachero, M.V.; Córcoles, A. Use of sewage sludge ash (SSA)-cement admixtures in mortars. Cem. Concr. Res. 1996, 26, 1389–1398. [Google Scholar] [CrossRef]
- Smol, M.; Kulczycka, J.; Henclik, A.; Gorazda, K.; Wzorek, Z. The possible use of sewage sludge ash (SSA) in the construction industry as a way towards a circular economy. J. Clean. Prod. 2015, 95, 45–54. [Google Scholar] [CrossRef]
- Wang, K.-S.; Chiou, I.-J.; Chen, C.-H.; Wang, D. Lightweight properties and pore structure of foamed material made from sewage sludge ash. Constr. Build. Mater. 2005, 19, 627–633. [Google Scholar] [CrossRef]
- Wiebusch, B.; Seyfried, C.F. Utilization of sewage sludge ashes in the brick and tile industry. Water Sci. Technol. 1997, 36, 251–258. [Google Scholar] [CrossRef]
- Yusuf, R.O.; Noor, Z.Z.; Din, M.D.F.M.D.; Abba, A.H. Use of sewage sludge ash (SSA) in the production of cement and concrete–A Review. Int. J. Glob. Environ. Issues 2012, 12, 214. [Google Scholar] [CrossRef]
- Al Sayed, M.H.; Madany, I.M.; Buali, A.R.M. Use of sewage sludge ash in asphaltic paving mixes in hot regions. Constr. Build. Mater. 1995, 9, 19. [Google Scholar] [CrossRef]
- Lin, D.-F.; Weng, C.-H. Use of Sewage Sludge Ash as Brick Material. J. Environ. Eng. 2001, 127, 922–927. [Google Scholar] [CrossRef]
- Taruya, T.N.; Okuno, K.K. Reuse of sewage sludge as raw material of Portland cement in Japan. Water Sci. Technol. 2002, 46, 255–258. [Google Scholar] [CrossRef] [PubMed]
- Vouk, D.; Nakic, D.; Stirmer, N.; Cheeseman, C. Influence of combustion temperature on the performance of sewage sludge ash as a supplementary cementitious material. J. Mater. Cycles Waste Manag. 2018, 20, 1458–1467. [Google Scholar] [CrossRef]
- Areias, I.O.R.; Vieira, C.M.F.; Colorado, H.A.; Delaqua, G.C.G.; Monteiro, S.N.; Azevedo, A.R.G. Could city sewage sludge be directly used into clay bricks for building construction? A comprehensive case study from Brazil. J. Build. Eng. 2020, 31, 101374. [Google Scholar] [CrossRef]
- Liew, A.G.; Idris, A.; Wong, C.H.K.; Samad, A.A.; Noor, M.J.M.M.; Baki, A.M. Incorporation of Sewage Sludge in Clay Brick and its Characterization. Waste Manag. Res. 2004, 22, 226–233. [Google Scholar] [CrossRef]
- Jordan, M.M.; Almendro-Candel, M.B.; Romero, M.; Rincón, J.M. Application of sewage sludge in the manufacturing of ceramic tile bodies. Appl. Clay Sci. 2005, 30, 219–224. [Google Scholar] [CrossRef] [Green Version]
- Martı’nez Garcıa, C.; Cotes Palomino, T.; Iglesias Godino, F.J.; Corpas Iglesias, F.A. Porosity of expanded clay manufactured with addition of sludge from the brewing industry. Int. J. Energy Env. Eng. 2014, 5, 341–347. [Google Scholar] [CrossRef] [Green Version]
- Torres, P.; Fernandes, H.R.; Olhero, S.; Ferreira, J.M.F. Incorporation of wastes from granite rock cutting and polishing industries to produce roof tiles. J. Eur. Ceram. Soc. 2009, 29, 23–30. [Google Scholar] [CrossRef]
- Guedes, P.; Couto, N.; Ottosen, L.M.; Ribeiro, A.B. Phosphorus recovery from sewage sludge ash through an electrodialytic process. Waste Manag. 2014, 34, 886–892. [Google Scholar] [CrossRef]
- Ottosen, L.M.; Bertelsen, I.M.G.; Jensen, P.E.; Kirkelund, G.M. Sewage sludge ash as resource for phosphorous and material for clay brick manufacturing. Constr. Build. Mater. 2020, 249, 118684. [Google Scholar] [CrossRef] [Green Version]
- Koscevic, P.V. Građevna Opeka–Crijep i Ostali Opekarski Građevni Proizvodi; Tehnička Knjiga: Zagreb, Hrvatska, 1969. [Google Scholar]
- Hughes, R.E.; Bargh, B.L. The Weathering of Brick: Causes, Assessment and Measurement; A Report of the Joint Agreement between the USA Geological Survey and the Illinois State Geological Survey; U.S. Geological Survey: Reston, VA, USA, 1982.
- Dondi, M.; Fabbri, B.; Guarini, G. Grain-Size Distribution of Italian Raw Materials for Building Clay Products. Clay Miner. 1998, 33, 435–442. [Google Scholar] [CrossRef]
- Delari, R. Tehnologija Proizvodnje Opekarskih Proizvoda; Sremski Karlovci, Serbia, 1960. [Google Scholar]
- Hansen, W.; Kung, J.H. Pore structure and frost durability of clay bricks. Mater. Struct. 1988, 21, 443–447. [Google Scholar] [CrossRef]
- Constantinescu, J.; Constantinescu, D. Particularity of plasticity characteristics of fine glacial materials. GeoEcoMar 2011, 17, 59–65. [Google Scholar]
- Arsenovic, M. Optimizacija i Predviđanje Kvaliteta Materijala, Procesa i Krajnjih Osobina opeKarskih Proizvoda Matematičkim Modelovanjem Karakteristicnih Parametara. Ph.D. Dissertation, Univerzitet u Beogradu, Tehnolosko Metalurski Fakultet, Belgrade, Serbia, 2013. [Google Scholar]
- Lynn, C.J.; Dhir, R.K.; Ghataora, G.S. Sewage sludge ash characteristics and potential for use in bricks, tiles and glass ceramics. Water Sci. Technol. 2016, 74, 17–29. [Google Scholar] [CrossRef]
- Bauluz, B.; Mayayo, M.J.; Fennandez-Nieto, C.; Cultrone, G.; Gonzalez Lopez, J.M. Assessment of technological properties of calcerous and non-calcerous clays used for the brick-making industry of Zaragoza (Spain). Appl. Clay Sci. 2003, 24, 121–126. [Google Scholar] [CrossRef]
- Maniatis, Y. The Emergence of Ceramic Technology and Its Evolution as Revealed with the Use of Scientific Techniques. Available online: https://www.researchgate.net/publication/228776265_The_Emergence_of_Ceramic_Technology_and_its_Evolution_as_Revealed_with_the_use_of_Scientific_Techniques (accessed on 30 June 2021).
- Bong, W.S.K.; Matsumura, K.; Nakai, I. Firing Technologies and Raw Materials of Typical Early and Middle Bronze Age Pottery from Kaman-Kalehoyuk: A Statistical and Chemical Analysis. Available online: https://www.researchgate.net/publication/284949480_Firing_technologies_and_raw_materials_of_typical_early_and_middle_bronze_age_pottery_from_Kaman-Kalehoyuk (accessed on 30 June 2021).
- Sanchez de Rojas, M.I.; Marin, F.P.; Frias, M.; Valenzuela, E.; Rodriguez, O. Influence of freezing methods, composition and microstructure on frost durability assessment of clay roofing tiles. Constr. Build. Mater. 2011, 25, 2888–2897. [Google Scholar] [CrossRef]
- Schnell, M.; Horst, T.; Quicker, P. Thermal treatment of sewage sludge in Germany: A Review. J. Environ. Manag. 2020, 263, 110367. [Google Scholar] [CrossRef] [PubMed]
- Elled, A.L.; Amand, L.E.; Leckner, B.; Andersson, B.A. The fate of trace elements in fluidised bed combustion of sewage sludge and wood. Fuel 2007, 86, 843–852. [Google Scholar] [CrossRef]
- Han, J.; Xu, M.H.; Yao, H.; Furuuchi, M. Partition of heavy and alkali metals during sewage sludge incineration. Energy Fuel 2006, 20, 583–590. [Google Scholar] [CrossRef]
- Zabielska-Adamska, K. Sewage Sludge Bottom Ash Characteristics and Potential Application in Road Embankment. Sustainability 2019, 12, 39. [Google Scholar] [CrossRef] [Green Version]
- Mageed, A.A.; Rizk, S.H.A.; Abu-Ali, M.H. Utilization of water treatment plants sludge ash in brick making. J. Eng. Sci. Assiut Univ. 2011, 39, 195–206. [Google Scholar] [CrossRef]
- Beshah, D.A.; Tiruye, G.A.; Mekonnen, Y.S. Characterization and recycling of textile sludge for energy-efficient brick production in Ethiopia. Environ. Sci. Pollut. Res. Int. 2021, 28, 16272–16281. [Google Scholar] [CrossRef] [PubMed]
- Kadir, A.A.; Hassan, M.I.H.; Salim, N.S.A.; Sarani, N.A.; Ahmad, S.; Rahmat, N.A.I. Stabilization of heavy metals in fired clay brick incorporated with wastewater treatment plant sludge: Leaching analysis. J. Phys. Conf. Ser. 2018, 995, 012071. [Google Scholar] [CrossRef]
- Aeslina, A.K.; Mohajerani, A. Leachability of heavy metals from fired clay bricks incorporated with cigarette butts. In IEEE Symposium on Business, Engineering and Industrial Applications; IEEE: Piscataway, NJ, USA, 2012. [Google Scholar] [CrossRef]
- Trauner, E.J. Sludge ash bricks fired to above and below ash vitrifying temperature. J. Environ. Eng. 1993, 119, 3. [Google Scholar] [CrossRef]
- Specifications for and Classification of Brick. Available online: https://www.gobrick.com/docs/default-source/read-research-documents/technicalnotes/9a-specifications-for-and-classification-of-brick.pdf/ (accessed on 25 July 2021).
- Straube, J.; Schumacher, C.; Mensinga, P. Assessing the FreezeThaw Resistance of Clay Brick for Interior Insulation Retrofit Projects. In Proceedings of the Thermal Performance of the Exterior Envelopes of Whole Buildings XI International Conference, Clearwater, Florida, USA, 5–9 December 2010. Conference Paper-1013. [Google Scholar]
- Kung, J.H. Frost durability study on canadian clay bricks. In Proceedings of the 7th International Brick Masonry Conference, Melbourne, Australia, 17–20 February 1985; National Research Council Canada: Ottawa, ON, Canada; pp. 245–251. [Google Scholar]
- Kadir, A.A.; Mohajerani, A. Recycling cigarette butts in lightweight fired clay bricks. Constr. Mater. 2011, 164, 219–229. [Google Scholar] [CrossRef]
- Kayali, O. Published. High performance bricks from fly ash. In Proceedings of the World of Coal Ash Conference, Lexinton, KY, USA, 11–14 April 2005; pp. 11–15. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Measuring Unit | SSA ZG 900 | SSA KA 900 | CLAY (TO) |
|---|---|---|---|---|
| Fe | wt% | 3.61 | 2.15 | 4.15 |
| Zn | mg/kg DM | 931.26 | 2170.06 | 111.90 |
| Cu | mg/kg DM | 310.74 | 227.77 | 55.00 |
| Cr | mg/kg DM | 84.19 | 187.75 | 90.50 |
| Sr | mg/kg DM | 208.40 | 275.32 | 97.00 |
| Pb | mg/kg DM | 244.09 | 124.89 | 31.60 |
| Ni | mg/kg DM | 75.08 | 130.13 | 48.90 |
| V | mg/kg DM | 102.63 | 86.91 | 177.40 |
| As | mg/kg DM | 8.12 | <100 | 16.80 |
| K | wt% | 1.36 | 1.18 | 1.96 |
| Ca | wt% | 8.32 | 10.78 | 0.25 |
| Ti | mg/kg DM | 4160.12 | 3176.76 | 6721.00 |
| Mn | mg/kg DM | 950.46 | 461.91 | 313.00 |
| Ga | mg/kg DM | 13.09 | 13.70 | 22.80 |
| Br | mg/kg DM | 72.69 | 123.52 | <0.50 |
| Rb | mg/kg DM | 62.44 | 51.63 | 144.20 |
| Y | mg/kg DM | 51.69 | 41.85 | 106.90 |
| Zr | mg/kg DM | 341.49 | 368.88 | 632.00 |
| Th | mg/kg DM | 9.84 | 6.45 | 17.35 |
| Standards | Proposed Minimum Value for Compressive Strength (N/mm2) | Proposed Maximum Value for Absorption at Boiling (%) | Proposed Maximum Value for the Coefficient of Saturation | Proposed Maximum Value for Absorption in Cold Water (%) | |
|---|---|---|---|---|---|
| CSA | For one brick sample | 17.20 | 17.00 | 0.78 | 8.00 |
| Mean value for five brick samples | 20.70 | - | - | - | |
| ASTM | For one brick sample | 17.20 | 20.00 | 0.80 | - |
| Mean value for five brick samples | 20.70 | 17.00 | 0.78 | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bubalo, A.; Vouk, D.; Stirmer, N.; Nad, K. Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy. Sustainability 2021, 13, 9330. https://doi.org/10.3390/su13169330
Bubalo A, Vouk D, Stirmer N, Nad K. Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy. Sustainability. 2021; 13(16):9330. https://doi.org/10.3390/su13169330
Chicago/Turabian StyleBubalo, Andelina, Drazen Vouk, Nina Stirmer, and Karlo Nad. 2021. "Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy" Sustainability 13, no. 16: 9330. https://doi.org/10.3390/su13169330
APA StyleBubalo, A., Vouk, D., Stirmer, N., & Nad, K. (2021). Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy. Sustainability, 13(16), 9330. https://doi.org/10.3390/su13169330